

Содержание
Полуавтоматическая наплавка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Полуавтоматическая наплавка в среде углекислого газа тонкой проволокой позволяет механизировать процесс при наплавке практически всех деталей проточного тракта гидротурбин.
[1]
Полуавтоматическая наплавка производится на постоянном токе прямой полярности. Несмотря на меньшую устойчивость горения дуги, наплавка на прямой полярности более производительна. Важным преимуществом применения прямой полярности является меньшая глубина проплавления основного металла. При малом проплавлении в формировании наплавленного валика участвует меньшая доля основного и большая электродного металла. Это необходимо для получения на изношенной детали слоя, обладающего особыми свойствами, например, износостойкостью, значительно отличающимися от свойств основного металла.
[2]
Полуавтоматическая наплавка в среде углекислого газа и открытой дугой целесообразна для наплавки относительно мелких деталей со сложными формами, а также при ремонте деталей в случае, когда автоматическая наплавка нецелесообразна.
[3]
| Режимы полуавтоматической наплавки проволокой диаметром 2 мм.
[4] |
Полуавтоматическую наплавку применяют в тех случаях, когда полная механизация наплавочных работ затруднена слишком большими габаритными размерами восстанавливаемой детали, малой площадью наплавки или вообще невозможна. Для наплавочных работ применяются шланговые полуавтоматы, предназначенные для сварки.
[5]
Для полуавтоматической наплавки проволокой диаметром 1 6 — 2 5 мм в углекислом газе на некоторых предприятиях используются полуавтоматы ПШ-5; ПШ-54; ПДШ-500 с соответствующей модернизацией. У первых двух держатель заменяется головкой, обеспечивающей подачу проволоки и газа к месту горения дуги; в электросхеме делается переключение для работы на постоянном токе. На ПДШ-500, кроме этого, устанавливается переключение для обеспечения постоянной скорости подачи электродной проволоки.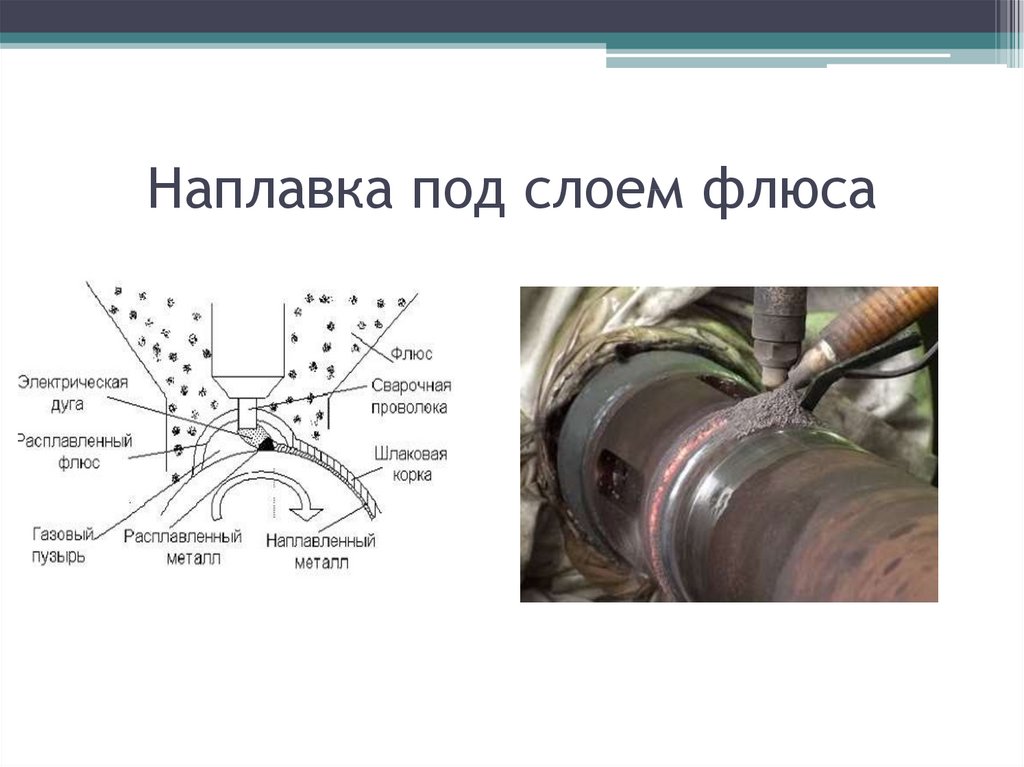
[6]
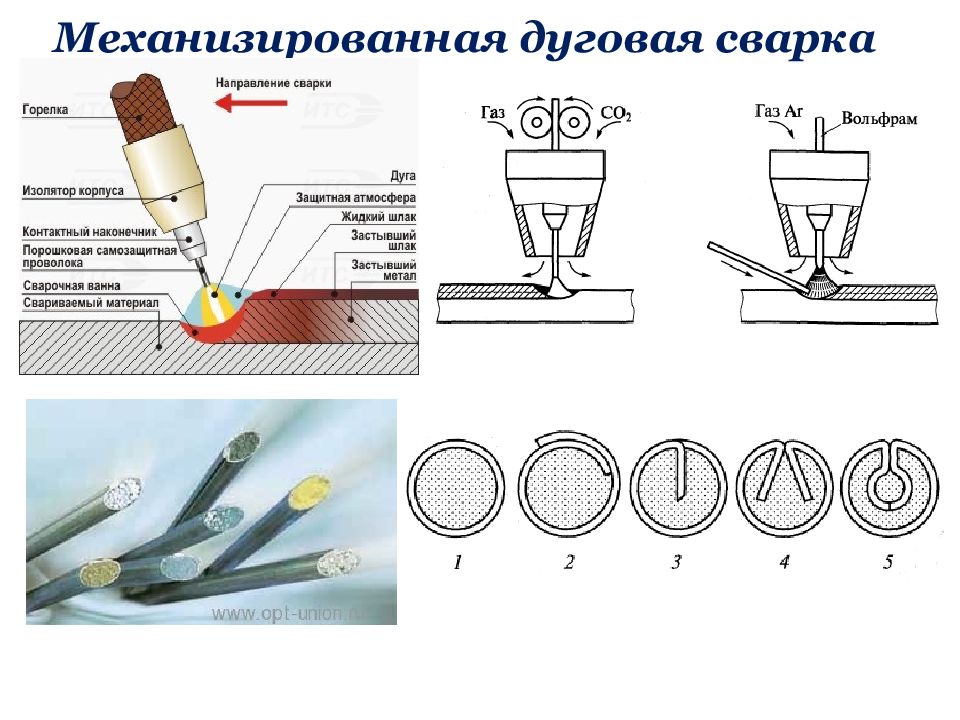
При полуавтоматической наплавке применяется порошковая электродная проволока марки ПП-У25Х17Т-0 диаметром 2 8 — 3 мм. Наплавляют поверхности зубьев по длине около 200 мм и боковые грани 60 — 80 мм в виде решетки. Стойкость зубьев повышается в среднем в 3 раза.
[7]
При полуавтоматической наплавке целесообразно организовать сварочный пост следующим образом. Пульт управления ( если он не встроен в источник питания) устанавливается недалеко от рабочего места сварщика, а подающий механизм с бухтой проволоки на тележке — непосредственно на рабочем месте сварщика на расстоянии в соответствии с длиной гибкого шланга.
[8]
При полуавтоматической наплавке под слоем флюса не видно сварочную дугу — она закрыта слоем флюса. Это не дает возможности точно вести держатель полуавтомата в нужном направлении, особенно при восстановлении изношенных поверхностей сложного контура.
[9]
Опыт применения полуавтоматической наплавки в среде углекислого газа показал, что этот способ имеет ряд преимуществ перед ручной наплавкой штучными электродами. При наплавке в углекислом газе обеспечивается высокое качество наплавленного металла, значительно уменьшается объем обработки ( шлифовки) поверхности после наплавки, а производительность процесса наплавки повышается в 2 — 2 5 раза.
При наплавке в углекислом газе обеспечивается высокое качество наплавленного металла, значительно уменьшается объем обработки ( шлифовки) поверхности после наплавки, а производительность процесса наплавки повышается в 2 — 2 5 раза.
[10]
Разработана технология полуавтоматической наплавки лопастей гидротурбин порошковой электродной проволокой ПП-ЗОХ10Г10 в среде углекислого газа.
[11]
Флюс применяется при полуавтоматической наплавке штампов для холодной штамповки. Этот флюс, так же как и флюс КС-ГШ, легирует наплавленный металл хромом, марганцем кремнием, титаном. Кроме того, он увеличивает содержание в наплавленном металле углерода.
[12]
Основными параметрами режима при полуавтоматической наплавке в углекислом газе являются сила сварочного тока, напряжение дуги, вылет электрода и расход газа.
[13]
Флюс KC-XIII используется при полуавтоматической наплавке штампов для холодной штамповки.
[14]
| Схема механизированной наплавки ножей экскаваторов Д-1500 и ДС-1500.
[15] |
Страницы:
1
2
3
Восстановительная наплавка Статьи
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы. Одним из методов восстановления и упрочнения деталей является наплавка. Наплавка — это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением. Различают наплавку восстановительную и изготовительную. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу. Изготовительная наплавка служит для получения многослойных изделий. Такие изделия состоят из основного металла (основы) и наплавленного рабочего слоя. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придает особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость и т.д. Таким образом наплавку производят не только при восстановлении изношенных, но и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т.д. наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки. Важнейшие требования, предъявляемые к наплавке, заключаются в следующем: 1)минимальное проплавление основного металла; 2)минимальное значение остаточных напряжений и деформаций металла в зоне наплавки; Занижение до приемлемых значений припусков на последующую обработку деталей.
Такие изделия состоят из основного металла (основы) и наплавленного рабочего слоя. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придает особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость и т.д. Таким образом наплавку производят не только при восстановлении изношенных, но и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т.д. наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки. Важнейшие требования, предъявляемые к наплавке, заключаются в следующем: 1)минимальное проплавление основного металла; 2)минимальное значение остаточных напряжений и деформаций металла в зоне наплавки; Занижение до приемлемых значений припусков на последующую обработку деталей. Однако не все способы наплавки могут обеспечить выполнение предъявляемых требований. Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером и допустимой величиной износа. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели приведенных характеристик ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3 — 6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4 — 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм2. Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах.
Однако не все способы наплавки могут обеспечить выполнение предъявляемых требований. Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером и допустимой величиной износа. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели приведенных характеристик ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3 — 6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4 — 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм2. Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста. К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для ручной дуговой наплавки применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). Выбор электрода для наплавки определяется составом основного металла. Например, для наплавки слоя низколегированной стали с содержанием углерода менее 0,4 % применяются электроды следующих марок: 03Н-250У; ОЗН-ЗООУ; ОЗН-350У; ОЗН-400У и др. В маркировке буква Н обозначает «наплавочный». Для наплавки слоя низколегированной стали с содержанием углерода более 0,4% применяются электроды: ЭН60М, ОЗШ-3, 13КН/ЛИВТ и др. При дуговой наплавке неплавящимися электродами применяются лише присадочные прутки по ГОСТ21449-75: Пр-С1; Пр-С2; Пр-С27; ПрВЗК; Пр-ВЗК-Р и др.
Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста. К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для ручной дуговой наплавки применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). Выбор электрода для наплавки определяется составом основного металла. Например, для наплавки слоя низколегированной стали с содержанием углерода менее 0,4 % применяются электроды следующих марок: 03Н-250У; ОЗН-ЗООУ; ОЗН-350У; ОЗН-400У и др. В маркировке буква Н обозначает «наплавочный». Для наплавки слоя низколегированной стали с содержанием углерода более 0,4% применяются электроды: ЭН60М, ОЗШ-3, 13КН/ЛИВТ и др. При дуговой наплавке неплавящимися электродами применяются лише присадочные прутки по ГОСТ21449-75: Пр-С1; Пр-С2; Пр-С27; ПрВЗК; Пр-ВЗК-Р и др. (Пр — обозначает пруток). Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т.д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45Х4ВЗФ , Нп-45Х2В8Т и др. (Нп — обозначает наплавочная). Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки следующих марок: ПП-Нп-200Х12М; ПП-Нп-200Х12ВФ и т.д. (ПП — обозначает проволока порошковая). : Для плазменной наплавки комбинированной дугой вольфрамовым электродом широко применяются наплавочные порошки. Порошки изготавливаются на основе железа, никеля и кобальта. По ГОСТ 21448-75 выпускаются порошки на основе железа типа «сормайт»: ПГ-С1; ПГ-УС25; ПГ-С27; ПГ-АН1. Порошки на основе никеля выпускаются трех марок: ПГ-СР2; ПГ-СРЗ; ПГ-СР4. Порошки на основе кобальта выпускаются также трех марок: ПР-К60ХЗОВС; ПН-АН35; ПГ-ЮК-1.
(Пр — обозначает пруток). Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т.д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45Х4ВЗФ , Нп-45Х2В8Т и др. (Нп — обозначает наплавочная). Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки следующих марок: ПП-Нп-200Х12М; ПП-Нп-200Х12ВФ и т.д. (ПП — обозначает проволока порошковая). : Для плазменной наплавки комбинированной дугой вольфрамовым электродом широко применяются наплавочные порошки. Порошки изготавливаются на основе железа, никеля и кобальта. По ГОСТ 21448-75 выпускаются порошки на основе железа типа «сормайт»: ПГ-С1; ПГ-УС25; ПГ-С27; ПГ-АН1. Порошки на основе никеля выпускаются трех марок: ПГ-СР2; ПГ-СРЗ; ПГ-СР4. Порошки на основе кобальта выпускаются также трех марок: ПР-К60ХЗОВС; ПН-АН35; ПГ-ЮК-1. В качестве источников питания плазменной дуги при наплавочных работах чаще применяются серийные выпрямители: ВД-306, ВД-303, ВДУ-504, ВДУ-505; ВДУ-506, ИПН-160/100 и др. При электродуговой наплавке в качестве источников питания могут быть использованы и сварочные трансформаторы.
В качестве источников питания плазменной дуги при наплавочных работах чаще применяются серийные выпрямители: ВД-306, ВД-303, ВДУ-504, ВДУ-505; ВДУ-506, ИПН-160/100 и др. При электродуговой наплавке в качестве источников питания могут быть использованы и сварочные трансформаторы.
Полуавтоматическое определение площади клеточной поверхности, используемое в системной биологии
. 2013 1 января; 5 (2): 533-45.
дои: 10.2741/e635.
Фолькер Морат
1
, Маргрет Койпер, Марта Родригес-Франко, Сумит Десваль, Джина Фиала, Бритта Блюменталь, Даниэль Кашек, Йенс Тиммер, Гюнтер Нойхаус, Стефан Эль, Олаф Роннебергер, Вольфганг Вернер А. Шамель
Принадлежности
принадлежность
- 1 Центр изучения биологических сигналов BIOSS, Фрайбургский университет, Германия.

PMID:
23277009
DOI:
10.2741/е635
Бесплатная статья
Фолькер Морат и др.
Front Biosci (Elite Ed).
.
Бесплатная статья
. 2013 1 января; 5 (2): 533-45.
дои: 10.2741/e635.
Авторы
Фолькер Морат
1
, Маргрет Койпер, Марта Родригес-Франко, Сумит Десваль, Джина Фиала, Бритта Блюменталь, Даниэль Кашек, Йенс Тиммер, Гюнтер Нойхаус, Стефан Эль, Олаф Роннебергер, Вольфганг Вернер А Шамель
принадлежность
- 1 Центр изучения биологических сигналов BIOSS, Фрайбургский университет, Германия.

PMID:
23277009
DOI:
10.2741/е635
Абстрактный
Количественная биология требует высокоточного измерения клеточных параметров, таких как площадь поверхности или объем. Здесь мы разработали комплексный подход, в котором данные трехмерной конфокальной микроскопии и двумерной просвечивающей электронной микроскопии высокого разрешения были объединены. Объемы и диаметры клеток в пределах одной популяции автоматически измерялись по наборам конфокальных данных. Периметр клеточных срезов измеряли на изображениях ПЭМ с использованием полуавтоматической сегментации на фон, цитоплазму и ядро. Эти данные в сочетании со стереологическими подходами позволили объективно оценить площадь поверхности с высокой точностью. Мы определили объемы и площади поверхности клеток и ядер шести различных типов иммунных клеток. Например, в тучных клетках результирующая клеточная поверхность была в 3,5 раза больше теоретической поверхности, если предположить, что клетка представляет собой сферу того же объема. Таким образом, наши точные данные теперь могут служить исходными данными для моделирования подходов в системной иммунологии.
Мы определили объемы и площади поверхности клеток и ядер шести различных типов иммунных клеток. Например, в тучных клетках результирующая клеточная поверхность была в 3,5 раза больше теоретической поверхности, если предположить, что клетка представляет собой сферу того же объема. Таким образом, наши точные данные теперь могут служить исходными данными для моделирования подходов в системной иммунологии.
Похожие статьи
Автоматическая трехмерная сегментация ядер эмбриональных стволовых клеток мыши с использованием нескольких каналов конфокальных флуоресцентных изображений.
Чанг Ю.Х., Йокота Х., Абэ К., Таси М.Д., Чу С.Л.
Чанг Ю.Х. и соавт.
Дж Микроск. 2021 янв; 281(1):57-75. дои: 10.1111/jmi.12949. Epub 2020 8 августа.
Дж Микроск. 2021.PMID: 32720710
Трехмерное изображение с высоким разрешением богатых мембранных структур тучных клеток костного мозга.

Цинк Т., Дэн З., Чен Х., Ю. Л., Лю Ф. Т., Лю Г. Ю.
Зинк Т. и др.
Ультрамикроскопия. 2008 декабрь; 109 (1): 22-31. doi: 10.1016/j.ultramic.2008.07.007. Epub 2008 6 августа.
Ультрамикроскопия. 2008.PMID: 18790570
Бесплатная статья ЧВК.Системная биология в иммунологии: перспектива компьютерного моделирования.
Жермен Р.Н., Мейер-Шеллерсхайм М., Нита-Лазар А., Фрейзер И.Д.
Жермен Р.Н. и соавт.
Анну Рев Иммунол. 2011;29:527-85. doi: 10.1146/annurev-иммунол-030409-101317.
Анну Рев Иммунол. 2011.PMID: 21219182
Бесплатная статья ЧВК.Обзор.
Тучная клетка: многофункциональная эффекторная клетка.
Кривеллато Э., Рибатти Д., Малларди Ф.
 , Бельтрами, Калифорния.
, Бельтрами, Калифорния.Кривеллато Э. и др.
Adv Clin Путь. 2003 Январь; 7 (1): 13-26.
Adv Clin Путь. 2003.PMID: 19774733
Обзор.
Моделирование, валидация и верификация трехмерных контактов клеточного каркаса по изображениям размером в терабайт.
Bajcsy P, Yoon S, Florczyk SJ, Hotaling NA, Simon M, Szczypinski PM, Schaub NJ, Simon CG Jr, Brady M, Sriram RD.
Байчи П. и соавт.
Биоинформатика BMC. 2017 28 ноября; 18 (1): 526. дои: 10.1186/s12859-017-1928-х.
Биоинформатика BMC. 2017.PMID: 29183290
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
Цитируется
Средневзвешенная семантическая сегментация на основе ансамбля в биологических изображениях электронной микроскопии.

Шага Деван К., Кестлер Х.А., Рид С., Вальтер П.
Шага Деван К. и др.
Гистохим клеточной биологии. 2022 ноябрь; 158(5):447-462. doi: 10.1007/s00418-022-02148-3. Epub 2022 20 августа.
Гистохим клеточной биологии. 2022.PMID: 35988009
Бесплатная статья ЧВК.Отсутствие белка Nck1 и взаимодействия Nck-CD3 вызывало увеличение содержания липидов в Т-клетках Jurkat.
Нуиен А., Раттанасри А., Випа П., Ройтракул С., Вангтирапрасерт А., Понгчароен С., Нгоенкам Дж.
Нуиен А. и соавт.
BMC Mol Cell Biol. 2022 28 июля; 23(1):36. doi: 10.1186/s12860-022-00436-3.
BMC Mol Cell Biol. 2022.PMID: 35
6
Бесплатная статья ЧВК.Усовершенствованная флуоресцентная микроскопия выявляет нарушение динамической димеризации CXCR4 специфичными для подкарманов обратными агонистами.

Ишбилир А., Мёллер Дж., Аримонт М., Бобков В., Перпинья-Вичиано С., Хоффманн С., Иноуэ А., Хойкерс Р., де Грааф С., Смит М.Дж., Аннибале П., Лозе М.Дж.
Ишбилир А. и др.
Proc Natl Acad Sci U S A. 17 ноября 2020 г.; 117 (46): 29144-29154. doi: 10.1073/pnas.2013319117. Epub 2020 4 ноября.
Proc Natl Acad Sci U S A. 2020.PMID: 33148803
Бесплатная статья ЧВК.Заболевание пародонта ухудшает восстановление мышц, модулируя рекрутирование лейкоцитов.
БК де Соуза, Б.Ф. Матте, А.Л. Лопеш, Б.К. Тейшейра, М.Л. Ламерс.
де Соуза до н.э. и др.
Воспаление. 2020 фев; 43 (1): 382-391. doi: 10.1007/s10753-019-01128-5.
Воспаление. 2020.PMID: 31760525
Предварительная кластеризация рецептора антигена В-клеток, продемонстрированная с помощью математической расширенной электронной микроскопии.

Фиала Г.Дж., Кашек Д., Блюменталь Б., Рет М., Тиммер Дж., Шамель В.В.
Фиала Г.Дж. и соавт.
Фронт Иммунол. 2013 6 декабря; 4:427. doi: 10.3389/fimmu.2013.00427. Электронная коллекция 2013.
Фронт Иммунол. 2013.PMID: 24367367
Бесплатная статья ЧВК.
Типы публикаций
термины MeSH
JJS: Полуавтоматическая перемоточная машина Jennerjahn
JJS: Полуавтоматическая перемоточная машина
Модель JJS представляет собой второй уровень автоматизации, характерный для небольших перемоточных машин Jennerjahn. Уровни автоматизации включают: ручной, полуавтоматический и полностью автоматический.
ЗАПРОС ЦИТАТЫ
Категории: Этикетка, Чеки без вкладыша, Лотерея, POS/ATM
Теги: Бобинорезальные станки с сердечником, JJS, Бобинорезка, Станки продольно-резательные, Поверхностно-намоточные станки
Описание
видео
Технические характеристики
Чертежи и документы
Дополнительная двойная веб-система
Описание
Типичное использование : JJS обычно используется в средах с большими объемами производства, где необходимо избегать колебаний производительности из-за традиционного взаимодействия оператора. Перемотчик можно использовать для широкого спектра рулонных товаров: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельные покрытия, домашнюю и автомобильную маскировку, медицинские осмотры, чувствительные к давлению этикетки и многое другое.
Перемотчик можно использовать для широкого спектра рулонных товаров: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельные покрытия, домашнюю и автомобильную маскировку, медицинские осмотры, чувствительные к давлению этикетки и многое другое.
Обязанности оператора Каждый цикл : Оператор отвечает за загрузку сердечников на оправку перемотки и размещение оправки в магазин. Все остальное сделает машина.
Автоматизация: Пока оправки находятся в автозагрузчике, машина вставляет оправку с сердцевиной в станцию перемотки, обрезает хвосты, оборачивает хвосты вокруг сердечников, подворачивает хвосты, наматывает рулон на нужной длины, перенесите рулоны на станцию запайки, запечатайте хвосты готовых рулонов, снимите крышку оправки с оправки и перенесите готовые рулоны на упаковочный стол. Машина, а не оператор, определяет время цикла.
Стандартные характеристики :
- Система автоматической установки оправки.
- Автоматический хвосторез.
- Автоматическая система склеивания (доступен опциональный блок для наклеивания язычков).
- Автоматическая система удаления рулонов с конвейером для передачи рулонов на встроенный упаковочный стол.
- Автоматическая система снятия колпачка оправки.
- Возможность модернизации до 2-х и 3-х слойных конфигураций.
- Возможность модернизации до JJF.
Видео
Спецификации
Критические спецификации:
Максимальная скорость веб- -Слой (дополнительно)……………………… 1200 футов в минуту (365 м/мин)
3-слойный (дополнительно)………………………. 1000 футов в минуту (305 миль в минуту)
Максимальная ширина полотна…………………………. . 54 дюйма (1372 мм)
. 54 дюйма (1372 мм)
Максимальный диаметр разматываемого рулона…………. 50 дюймов (1270 мм)
Максимальный вес разматываемого рулона…………….. 3000 фунтов. (1362 кг)
Минимальный диаметр перемотки (доступна опция для 1,18” (30 мм))…………………… 1,50 дюйма (38,1 мм)
Максимальный диаметр перемотки…………………..12 дюймов (305 мм)
Минимальный наружный диаметр сердечника перемотки……………………0,563 дюйма (14 мм)
Максимальный наружный диаметр сердечника перемотки…………………….. 3,50 дюйма (88,9 мм)
Чертежи и документы
Дополнительный двойной Рулонная система
Добавив дополнительную разматывающую стойку и двойную рулонную упаковку, оператор может загружать в машину два рулона узкой ширины и обрабатывать оба рулона одновременно. Это позволяет оператору максимизировать эффективность продольной резки при обработке длинных партий мастер-валков узкой ширины.
О полуавтоматической перемоточной машине JJS
Для поддержания непрерывной работы JJS оператор должен загружать сердечники на оправку и помещать их в магазин перед станцией намотки. В магазине может размещаться до 6 комплектов оправок. Начало заправленного рулона, обрезка хвоста, запечатывание хвоста клеем или клейкими язычками, выталкивание готового рулона и снятие крышки оправки — все это выполняется автоматически.
В магазине может размещаться до 6 комплектов оправок. Начало заправленного рулона, обрезка хвоста, запечатывание хвоста клеем или клейкими язычками, выталкивание готового рулона и снятие крышки оправки — все это выполняется автоматически.
Отдельная подставка для разматывания и рама перематывающего устройства обеспечивают большую гибкость при добавлении дополнительных функций, таких как клейкое язычковое уплотнение, двойное полотно или запатентованная Jennerjahn технология без сердечника, а также возможность перенастройки на полностью автоматическую модель JJF.
Все малые перемоточные машины Jennerjahn оснащены двумя опорными роликами и верхним направляющим роликом, который применяет программируемый крутящий момент и регулируемое давление прижима для точного контроля натяжения и жесткости рулона на протяжении всего цикла намотки.
Применение полуавтоматической перемоточной машины JJS
JJS обычно используется в условиях крупносерийного производства, где необходимо избегать колебаний производительности из-за традиционного взаимодействия оператора. Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Обязанности оператора Каждый цикл
Оператор отвечает за загрузку сердечников на оправку перемотки и помещение оправки в магазин. Полуавтоматическая перемоточная машина JJS сделает все остальное.
JJS Automation
Пока оправки размещены в автозагрузчике, машина вставит оправку с сердцевиной в станцию перемотки, обрежет хвосты, обернет хвосты вокруг сердечников, подвернет хвосты, намотает рулон до нужной длины. , перенесите рулоны на станцию запайки, запечатайте хвосты готовых рулонов, снимите крышку оправки с оправки и перенесите готовые рулоны на упаковочный стол. Машина, а не оператор, определяет время цикла.
Стандартные характеристики
- Система автоматической установки оправки.

- Автоматический хвосторез.
- Автоматическая система склеивания (доступен опциональный блок для наклеивания язычков).
- Автоматическая система удаления рулонов с конвейером для передачи рулонов на встроенный упаковочный стол.
- Автоматическая система снятия колпачка оправки.
- Возможность модернизации до 2-х и 3-х слойных конфигураций.
- Возможность модернизации до JJF.
Полуавтоматическая перемоточная машина JJS Видео
Спецификации переворачивания JJS
Максимальная скорость веб-сайта
1-Ply ……………………………………… …………… 1200 футов в минуту (365 миль в минуту)
3-слойный (дополнительно)………………………. 1000 футов в минуту (305 миль в минуту)
Максимальная ширина полотна………………………….
