

Содержание
404 Seite nicht gefunden | TRUMPF
Länder-/Regionen- und Sprachauswahl
Brasil
Bulgaria
Canada
China
Deutschland
España
France
India
Italia
Magyarország
México
Nederland
Polska
Portugal
România
Schweiz
Singapore
Slovensko
Suisse
Sverige
Türkiye
United Kingdom
United States
Việt Nam
Österreich
Česko
Россия
ไทย
中国
台灣
日本
한국
International — Deutsch
International — English
International — Español
International — Français
International — Русский
International — 中國人
Andere Länder/Regionen | DE
Kontakt
404 Seite nicht gefunden
Die von Ihnen aufgerufene Seite wurde leider nicht gefunden.
Hier gelangen Sie zurück zu www.trumpf.com.
Импульсная лазерная наплавка — ОКБ БУЛАТ
Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. В качестве присадочного материала могут быть использованы проволока, гранулированный порошок, лента. Присадочный материал, расплавляясь, заполняет место дефекта. После лазерной наплавки требуется минимальная, по сравнению с традиционными методами наплавки, механическая обработка.
Особенностью импульсной лазерной наплавки является минимальная зона воздействия и высокая скорость протекания процесса, которые приводят к снижению нагрева детали и как следствие практически полному отсутствию поводок и отпуска металла вблизи зоны обработки. Для предотвращения окисления расплавленного металла зону наплавки защищают инертными газами, например смесью аргона с гелием.
Схема процесса лазерной наплавки с подачей присадочной проволоки.
1. Защитное стекло объектива. 2. Лазерное излучение. 3. Наплавленный материал.
4. Присадочная проволока. 5. Деталь. 6. Защитный газ.
При ручной лазерной наплавке подача присадочного материала осуществляется оператором вручную. В большинстве случаев при этом методе в качестве присадки применяют проволоки диаметрами от 0,15 до 0,8 мм, материал которых подбирается в зависимости от решаемой задачи. Наплавляемый материал может обладать как идентичными свойствами с основой так и отличными от них, формируя тем самым функциональный слой, например, с повышенной твердостью.
Ручная лазерная наплавка оптимальная для устранения небольших локальных дефектов, таких как: вскрытые поры, сколы, задиры и т.п. В зависимости от конфигурации лазерные станки для ручной наплавки могут работать как с небольшими деталями, ремонт которых, как правило, производится на самом станке, так и с многотонными деталями, для обработки которых используют линейки мобильных станков и станков с волоконным выводом излучения.
Схема процесса лазерной наплавки с подачей порошка в качестве присадочного материала.
1. Лазерное излучение. 2. Подача порошка. 3. Наплавленный материал. 4. Подача защитного газа. 5. Деталь.
Автоматизированная лазерная наплавка характеризуется механизированной подачей присадочного материала. В качестве которого могут выступать и проволока, поступающая в зону обработки при помощи автоматизированного податчика, и металлический порошок, подаваемый в зону расплава через специальное сопло. Этот метод обладает высокой производительностью и наиболее часто применяется для выполнения работ по наплавке большого объема материала, так например при восстановлении валов.
Как и в предыдущем методе, используя различные присадочные материалы, возможно формировать не только слой с идентичными с основой свойствами, но и сложные покрытия, повышающие ресурс и изменяющие технические свойства детали.
Что такое лазерная сварка и как она работает?
Лазерная сварка — это процесс, используемый для соединения металлов или термопластов с использованием лазерного луча для образования сварного шва. Будучи таким концентрированным источником тепла, лазерная сварка тонких материалов может выполняться с высокой скоростью сварки, измеряемой метрами в минуту, а в более толстых материалах может производиться узкие и глубокие сварные швы между деталями с прямоугольными кромками.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Лазерная сварка работает в двух принципиально разных режимах: сварка с ограниченной проводимостью и сварка с замочной скважиной. Режим, в котором лазерный луч будет взаимодействовать со свариваемым материалом, будет зависеть от плотности мощности поперек луча, падающего на заготовку.
Сварка с ограниченной проводимостью происходит, когда удельная мощность обычно меньше 105 Вт/см2. Лазерный луч поглощается только поверхностью материала и не проникает сквозь нее. Сварные швы с ограниченной проводимостью часто имеют высокое отношение ширины к глубине.
Лазерный луч поглощается только поверхностью материала и не проникает сквозь нее. Сварные швы с ограниченной проводимостью часто имеют высокое отношение ширины к глубине.
Лазерная сварка чаще всего выполняется с использованием более высокой плотности мощности с помощью механизма с замочной скважиной. Когда лазерный луч фокусируется в достаточно маленьком пятне, чтобы обеспечить плотность мощности, как правило, > 106-107 Вт/см2, материал на пути луча не только плавится, но и испаряется до того, как значительное количество тепла может быть отведено за счет теплопроводности. . Затем сфокусированный лазерный луч проникает в заготовку, образуя полость, называемую «замочной скважиной», заполненную парами металла (которые в некоторых случаях могут даже ионизироваться, образуя плазму).
Этот расширяющийся пар или плазма способствует предотвращению обрушения расплавленных стенок замочной скважины в эту полость.
Кроме того, за счет образования этой замочной скважины значительно улучшается попадание лазерного луча в заготовку. Сварка с глубоким проплавлением достигается путем прохождения замочной скважины вдоль свариваемого стыка или перемещения стыка по отношению к лазерному лучу. Это приводит к сварным швам с высоким отношением глубины к ширине.
Сварка с глубоким проплавлением достигается путем прохождения замочной скважины вдоль свариваемого стыка или перемещения стыка по отношению к лазерному лучу. Это приводит к сварным швам с высоким отношением глубины к ширине.
Под действием поверхностного натяжения часть расплавленного материала на передней кромке замочной скважины течет вокруг полости замочной скважины к задней части, затем охлаждается и затвердевает, образуя сварной шов. Это оставляет наварной колпачок с шевронным рисунком, направленным назад к начальной точке сварного шва.
Услуги лазерной сварки
Лазерная сварка в TWI
Компания TWI имеет значительный опыт успешной разработки и квалификации процедур лазерной сварки для различных областей применения.
Лазерная обработка
Компания TWI находится в авангарде использования лазеров для обработки материалов с середины 1960-х годов и оказывает ведущую в мире поддержку во многих отраслях промышленности.
Если вам нужна дополнительная информация или у вас есть вопросы, свяжитесь с нами.
Связанные часто задаваемые вопросы (FAQ)
Каковы распространенные дефекты при лазерной сварке конструкционных сталей и как их избежать?
Как процесс сварки плавлением, как и дуговая сварка, лазерная сварка конструкционных сталей может содержать дефекты.
Можно ли использовать лазерную сварку для сборки сложных трехмерных деталей, вырезанных лазером?
Сложные трехмерные детали, вырезанные лазером, можно сваривать лазером.
Какие системы мониторинга в процессе сварки доступны для лазерной сварки?
Лазерная сварка все чаще используется в промышленности из-за ее преимуществ, таких как высокая скорость, высокая точность, низкое тепловложение и низкий уровень искажений…
Могу ли я использовать системы отслеживания швов для лазерной сварки?
Из-за относительно низких допусков лазерной сварки к положению стыка, смещению стыка и/или зазорам стыка, системы отслеживания стыка обладают потенциалом.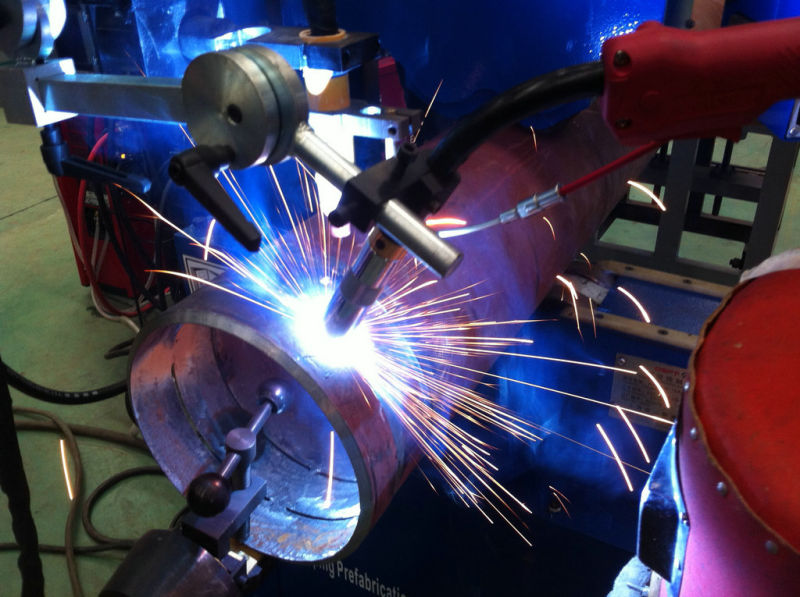 ..
..
Портативные системы лазерной сварки и очистки для ручной сварки
Light
WELD Непревзойденные преимущества
- FAST: до В 4 раза быстрее по сравнению с TIG
- УНИВЕРСАЛЬНОСТЬ: Широкий диапазон материалов – до 1/4 дюйма (6,35 мм)
- EASY: оптимизированные предустановки сокращают время обучения
- ПОСЛЕДОВАТЕЛЬНОСТЬ: высококачественные воспроизводимые результаты
- ГИБКОСТЬ: простые и сложные приложения
- PRODUCTIVE: возможность очистки до и после сварки
Узнайте больше — загрузите брошюру LightWELD
Light
WELD — Ручные системы лазерной сварки и очистки «под ключ»
- Регулируемая мощность лазерной сварки до 1500 Вт
- Предустановленные и определяемые пользователем режимы оптимизируют сочетания толщины материала
- Управление сваркой с колебанием для дополнительной ширины сварного шва 5 мм
- На задней панели расположены интуитивно понятные соединения для управления питанием, технологическим газом и внешними аксессуарами
- Пиковая мощность очистки до 2500 Вт для повышения качества сварки и чистовой обработки
ОПЫТ Light
СВАРИТЕ САМИ!
- Быстрая и простая установка
- Встроенные предустановки для оптимизированных сварных швов
- Сварка стали, алюминия, меди, титана, никелевых сплавов
- Очистка до и после сварки
- Вопросы и ответы в прямом эфире
ЗАПИСАТЬСЯ НА ДЕМО СЕЙЧАС
Посмотрите, как Пол Саблески из Weld. com демонстрирует функции, возможности и простоту установки и эксплуатации Light WELD XC с «молниеносной скоростью».
com демонстрирует функции, возможности и простоту установки и эксплуатации Light WELD XC с «молниеносной скоростью».
Пол использует Light WELD XC для быстрого создания:
Посмотреть обзорное видео сейчас
Легкий
СВАРКА — Меньше тепла и искажений для большей производительности и гибкости
| Традиционные методы сварки | Light WELD Лазерная сварка и очистка | |
Скорость | Средний | До 4 раз быстрее , чем TIG |
| Качество | Зависит от опыта пользователя | Стабильно высокое качество результатов |
| Кривая обучения | Крутой | Быстро и просто |
| Гибкость материала | Ограничено заменой расходных материалов | Широкий диапазон без настройки |
| Искажение и деформация | Высокий | Очень низкий |
| Зона термического влияния | Большой | Маленький |
| Сварка с колебанием | № | Да — дополнительная ширина шва до 5 мм |
| Очистка до и после сварки | № | Да — путь очистки до 15 мм |
Сварка ВИГ — это трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор. Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
MIG сварка требует расходуемой проволоки, предварительной очистки материала и скошенных стыков для толстых металлов для полного провара. Углы перемещения и работы ограничены, а вертикальные положения чрезвычайно сложны.
Light WELD обеспечивает значительно более быструю сварку, более прост в освоении и эксплуатации и обеспечивает более качественные и стабильные результаты для более широкого диапазона материалов и толщин, чем MIG или TIG, с минимальными искажениями, деформациями, подрезами или прожогами.
Низкое тепловложение и широкий выбор материалов и толщин повышают производительность, повторяемость и улучшают качество сварки для операторов всех уровней квалификации. Light WELD легко сваривает разнородные металлы различной толщины и создает эстетичные высокопрочные соединения с минимальным расходом проволоки или без нее. Плюс Свет WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
Плюс Свет WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
«За 41 год работы в этом бизнесе я ни разу не видел сварщика, который позволял бы новичкам делать сварные швы, как бывалым профессионалам!»
Light
WELD — Заводские настройки обеспечивают оптимизацию сварных швов и очистки
- Простой выбор настроек обеспечивает неизменно высокое качество лазерной сварки и очистки
- Предварительные настройки включают функцию сварки с вихлянием для выполнения более широких швов и для деталей с плохой подгонкой
- Операторы могут мгновенно переключаться между предустановками для обработки нескольких комбинаций толщины материала
- Опытные операторы могут настраивать предустановки, сохранять их для использования в будущем и могут использовать операторы-новички для получения тех же результатов
- Начинающим операторам требуется меньше обучения, что снижает трудозатраты при сохранении качества, повышении производительности и снижении брака
Light
WELD — быстрая и простая установка
- Эргономичный, компактный и зарекомендовавший себя как самый удобный и простой в использовании лазерный пистолет со встроенной функцией сварки с вихлянием.

- 2-ступенчатый курок и датчик контакта с деталью повышают безопасность оператора
- Специальные насадки для различных типов сварных соединений, а также для очистки перед и после сварки
- Быстрое переключение со стандартной лазерной сварки на сварку проволокой и с лазерной сварки на лазерную очистку
- Один кабель от устройства обеспечивает питание лазера, подачу газа и соединения управления с пистолетом

Быстрая и простая установка
- Четко обозначенные разъемы на задней панели облегчают и ускоряют начало работы
- Просто подключите кабель питания и газовое соединение, прикрепите зажим к рабочей поверхности, и система готова к работе.
- Мощность лазера, газ и управление пушкой передаются по одному кабелю.
- Подключение к компьютеру по сети Ethernet обеспечивает доступ к расширенным настройкам параметров для точной настройки и сохранения параметров процесса.
Light
WELD Средства безопасности оператора
- Ключевой переключатель для защиты системы от несанкционированного использования
- Кнопка аварийной остановки для немедленного отключения
- Защитная блокировка проверяет целостность подачи лазера к сварочной горелке
- 2-ступенчатый курок сварочного пистолета, активация и затем запуск, для преднамеренного включения
- Электрическая блокировка контакта с деталью отключает мощность лазера, если сварочная головка не соприкасается со свариваемыми деталями
- Цепи блокировки дверного выключателя отключают лазер, если кто-либо, кроме оператора, неожиданно входит в зону сварки
Light WELD — это лазерная система класса IV, требующая соблюдения мер предосторожности.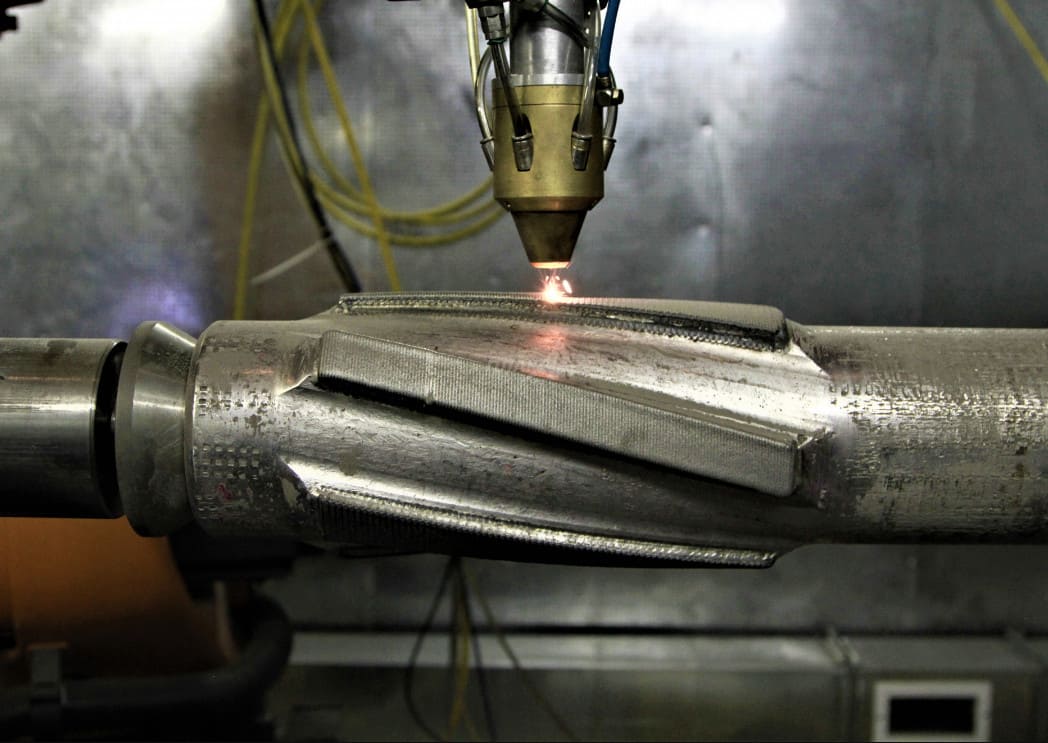 Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Light
WELD Материал и толщина Диапазон сварки
Сварка толстых, тонких, отражающих и разнородных металлов без проволоки, которая
затруднена или невозможна традиционными методами, плюс сварка материалов с различной электропроводностью
- Высокоскоростная сварка широкого спектра материалов и толщин
- Низкое тепловложение для минимального искажения или деформации детали
- Встроенные заводские настройки для всех материалов и толщин
Нержавеющая сталь | до 6,35 мм | до 4 мм |
Оцинкованная сталь | до 6,35 мм | до 4 мм |
Мягкая сталь | до 6,35 мм | до 4 мм |
Алюминий | до 6,35 мм | до 4 мм |
Алюминий | до 3 мм | — |
Никелевые сплавы | до 5 мм | — |
Титан | до 5 мм | — |
Медь | до 2 мм | — |
Light
WELD Предварительная очистка
Light WELD XC и Light WELD XR обеспечивают предварительную очистку для более прочного и качественного сварного шва
- целостность сварного шва
- Импульсная мощность очистки до 2500 Вт пиковой мощности позволяет испарять нежелательные элементы поверхности
- Быстрое и эффективное удаление загрязнений, таких как оксиды, ржавчина, краска, масло или жир, с поверхности без использования химикатов или абразивов
- Регулируемая ширина очистки до 15 мм за один проход
Light
WELD Послесварочная очистка
Light WELD XC и Light WELD XR обеспечивают послесварочную очистку, улучшают внешний вид
- Послесварочная очистка удаляет сажу, мусор или любые признаки локального нагрева
- Значительно сокращает время, затраты и количество отходов
- Создание визуально привлекательных сварных швов без дополнительной шлифовки
- Регулируемая ширина очистки до 15 мм за один проход
Light
WELD предлагает сварку и очистку в одной системе
Light WELD XC и Light WELD XR можно переключаться со сварки на очистку за считанные секунды
- Специально разработанные насадки для сварки и очистки для любой конфигурации соединения
- Повышение производительности за счет использования одной системы для нескольких производственных процессов
- Просто ослабьте цангу и вставьте насадку для сварки или очистки, выберите соответствующий режим, и система готова к очистке или сварке
«Скорость передвижения и разнообразие материалов
, который можно сварить, это невероятно»
Встроенная сварка с колебанием для повышения производительности
Дополнительный комплект подачи проволоки
- Возможность сварки проволокой расширяет область применения лазерной сварки плохо подогнанных деталей
- Используется для низкоуглеродистой стали, нержавеющей стали, алюминия и цветных металлов и сплавов
- Диапазон скоростей подачи проволоки 40–600 см/мин (15–230 дюймов в минуту)
- Диаметр проволоки от 0,8 до 1,6 мм (0,035–0,063 дюйма)
- Наконечники механизма подачи проволоки: 0,8 мм, 0,9 мм, 1,2 мм, 1,6 мм
- 2 V-образных ролика и стальные направляющие для жесткой проволоки, 2 U-образных ролика и тефлоновые направляющие для мягкой проволоки
- Комплект включает блок подачи проволоки, электрические соединения, узел сопла и программное обеспечение IPG Process Mode
Light
WELD Портативные системы лазерной сварки и очистки
Простота в освоении
Встроенные заводские настройки для сварки и очистки сокращают время обучения, новые сварщики могут быть обучены в течение часа, а опытные сварщики получают немедленное повышение производительности
Высокая производительность
Высокоскоростная сварка, которая в 4 раза быстрее, чем TIG, с простой подготовкой материала и минимальной последующей чистовой обработкой, а также сварка с вилянием и подача проволоки для неизменно высокого качества результатов
Высокая производительность
Легко сваривать и очищать толстые, тонкие и отражающие металлы с низким тепловложением от < 0,040 дюйма (1,0 мм) до 1/4 дюйма (6,35 мм) с минимальным искажением детали, улучшенным внешним видом и повышенным общим качеством детали
| LightWELD Ручная лазерная сварка | LightWELDXC Ручная лазерная сварка и очистка | LightWELDXR Ручная лазерная сварка и очистка с расширенным диапазоном |
Тип лазера (режим сварки) | Иттербиевый лазер непрерывного действия с воздушным охлаждением, длина волны 1070 нм, волоконный лазер | ||
Мощность лазера | Средняя мощность 1500 Вт, пиковая мощность 2500 Вт Красный направляющий луч класса 1 | ||
Выход лазера | — | 2500 Вт Пиковая мощность | |
Пупочный кабель | Пакет утилит от базового блока до головки, включая: подачу волоконного лазера, технологический газ, управляющие сигналы технологической головки и схемы защитной блокировки — длина: 5 м (16 футов), опционально 10 м (32 фута) | ||
Охлаждение | С воздушным охлаждением — внешний охладитель не требуется | ||
Сварочная головка | Ручная качающаяся сварочная головка Коллиматорная длина 40 мм, фокусное расстояние 120; Размер пятна 150 мкм Включает датчики контроля безопасности и лазерный индикатор Сменные насадки для сварки плоских, внутренних и внешних углов | Ручная качающаяся сварочная головка Коллиматорная длина 50 мм, фокусная длина 120; Размер пятна 60 мкм Включая датчики контроля безопасности и лазерный индикатор Сменные насадки для сварки плоских, внутренних и внешних углов
| |
Форсунки для очистки сварочной головки | — | Комплект из трех насадок для широкоугольного сканирования | |
Размер пятна | 150 мкм | 60 мкм | |
Длина колебания | Регулируется до 5 мм | ||
Длина сканирования очистки | — | Регулируется до 15 мм | |
Технологический газ | Аргон, азот, смесь аргона + CO2 | ||
Интерфейс пользователя | Элементы управления мощностью лазера, режимом, длиной и частотой колебаний на передней панели: (поворотные ручки с цифровым дисплеем). Переключатель включения/выключения лазера, кнопка E-Stop. — Световые индикаторы состояния | ||
Подключение к компьютеру | Ethernet-подключение к интерфейсу веб-страницы, позволяющему просматривать/настраивать параметры режима процесса, состояния системы и аварийного сигнала | ||
Безопасность | Лазерное устройство класса 4. Клиент несет ответственность за стандартные меры безопасности ANSI Z136.1. Системные функции включают в себя ключ для включения/выключения лазера, 2-ступенчатый триггер работы лазера (включение и срабатывание), цепь безопасности при контакте с частью головы, цепь блокировки двери помещения | ||
Операционная среда | Температура хранения от -20 до 60 °C. | ||
Легкость сварки алюминия | Умеренный | Легко | |
Возможность односторонней однопроходной сварки материалов | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм, медь до 1 мм | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 6,35 мм, медь до 2 мм | |
Требования к помещениям | Электропитание: 220 В, 1 фаза, 50/60 Гц, < 30 А | ||
Базовый блок для сварки (Ш x Г x В ) | 316 x 641 x 534 мм (12,4 x 25,2 x 21 дюйм) | ||
Вес модуля сварки | 53 кг (118 фунтов) | ||
Принадлежности | Защитные очки, разъем питания, кабель Ethernet | ||
 30 фунтов на кв. дюйм)
30 фунтов на кв. дюйм) Рабочий диапазон от +5 до 35 °C
Рабочий диапазон от +5 до 35 °CLight
WELD Поддержка и обслуживание
Свяжитесь с нашей специальной службой поддержки Light WELD по телефону, электронной почте или через форму на этой странице:
- Ответьте на ваши вопросы
- Запрос службы
- Заказать запасные части
Телефон: +1 508. 506.2877
506.2877
Электронная почта: [email protected]
Посетите сайт онлайн-поддержки Light
WELD , чтобы получить доступ:
- Руководства пользователя
- Таблицы режимов сварки
- Видео поддержки
- Портал запасных частей
Доступ к сайту поддержки
Light
WELD Отдел продаж
Связаться с отделом продаж:
- Электронная почта: [email protected]
Связаться со службой поддержки
LightWELD Часто задаваемые вопросы (FAQ)
Действительно ли LightWELD быстрее сварки MIG и TIG?
Да, Light WELD скорость перемещения в четыре раза выше, чем при традиционных методах, крепление проще или не требуется, а послесварочная шлифовка или шлифование не требуются или значительно сокращаются — все это повышает производительность при минимальных доработках.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, на освоение которых может уйти целая жизнь, Light WELD быстро осваивается, позволяя новым пользователям выполнять высококачественные сварные швы всего за несколько часов.
Элементы управления выглядят запутанными. Откуда мне знать, что нужно отрегулировать?
Light WELD поставляется с предварительно загруженными оптимизированными параметрами сварки для наиболее распространенных материалов и толщин. Вы можете увеличивать или уменьшать мощность в соответствии со скоростью движения и желаемой проникающей способностью, а также сохранять эти настройки и вызывать их по мере необходимости.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь, нержавеющую сталь или алюминий, а также детали различной толщины для всех типов сварных соединений: тройник, стык, угол, нахлест и кромка.
Какова максимальная толщина свариваемого материала?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и алюминия можно выполнять одностороннюю сварку до 4 мм и двустороннюю до 10 мм – медь одностороннюю до 1 мм и двустороннюю до 2 мм.
Как насчет вертикальной сварки или сварки вверх ногами?
Легкий WELD отлично подходит как для вертикальной, так и для перевернутой сварки, поскольку обычно не требует расходных материалов и образует минимальное количество брызг, что делает его безопасным и простым при сварке в любом положении.
Является ли лазерный луч постоянным или может быть импульсным?
Light WELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывная волна — лазер постоянно включен для максимального проникновения и скорости перемещения
- Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим подводом тепла
- Режим прихватки – для создания идентичных прихваточных швов
- Режим стежка — используется для повторных прихваток или сварки внахлест
- Режим высокой пиковой мощности — короткие импульсы высокой мощности, используемые для проникновения в отражающие металлы
Каков рабочий цикл?
Вы можете использовать Light WELD при 100% рабочем цикле при максимальной мощности лазера 1500 Вт.
