

|
|
ОТРАСЛЕВОЙ СТАНДАРТ
Письмом
№ 11-10-4/92
Несоблюдение
* Снято ограничение
Настоящий
Стандарт
1.1. Материалы для
1. 1.1.2.
1. 1.1.4. Каждая партия
1.1.5. Наплавка
1.1.6. Пробы для контроля
1.1.7. Твердость
Термообработка
1.1.8. Выявление пор,
Внешний
Дефекты
1.1.9. Партией считаются
1.1.10. Поступившие с предприятия-изготовителя
1.2. Подготовка деталей
1.2.1. Подготовка деталей
1.2.2. На наплавляемой
Шероховатость
1.2.3. При наличии канавок
для
для
для
1.3. Требования к
1.3.1. К выполнению
1.3.2. Каждый сварщик
1.3.3. При перерыве в
1.4. Общие
1.4.1. На каждую
а)
б)
в)
1.4.2. На однотипные детали
1.4.3. Наплавку следует
1.5. Технологический
1.5.1. Наплавка
1.5.2. Для питания
1.5.3. Наплавка должна
1.5.4. Температура
1.5.5. Детали арматуры
1.5.6. В процессе наплавки
1.5.7. Высота наплавки,
1.5.8. Рекомендуемый режим
для
для
для
для
1.5.9. Первый слой должен
1.5.10. В процессе наплавки
1.6. Термическая
1. 1.6.2. Ориентировочно
а)
б)
в)
1.6.3. Температура печи
1.6.4. Охлаждение деталей
1.6.5. Если термическую
1.7. Исправление
1.7.1. Детали с
1.7.2. Обнаруженные
1.7.3. Повторная наплавка
1.7.4. Контроль качества
1.7.5. Исправление
1.8. Требования
1.8.1. На участках и в
1.8.2. При организации
а)
б)
1.8.3. При наплавке
а)
б)
в)
В
2.1. Перед наплавкой ОТК
а)
б)
в)
2.2. В процессе наплавки
Контроля
а)
б)
2.3. Наплавленные
2.4. Контроль размеров
2.5. Окончательная
а)
б)
в)
2.6. Визуальный контроль
2.7. Контроль с помощью
2.8. Цветная или
2.9. В наплавленном
2.10. На плоских
2.11. На наплавленных
а)
б)
в)
Расстояние
2.12. На боковых
2.13. В конструкциях,
2.14. На границе
2.15. Выявленные дефекты
2.16. Для деталей с
При
Для
2.17. Изготовление одного
2.18. Принятые детали с
2.19. Результаты контроля
Ссылочные
СОДЕРЖАНИЕ
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 1.1. Наплавка
1.1. Наплавка
 1.3. Каждая партия
1.3. Каждая партия



 6.1. Для обеспечения
6.1. Для обеспечения

 Возможность дальнейшего исправления
Возможность дальнейшего исправления
.jpg?1429168978113) 12.66.
12.66.
 2.16
2.16

 7.
7.
 5.4
5.4.jpg?1429168978113) 9537-80
9537-80Электроды для сварки и наплавки чугуна
Главная \ Сварочные электроды \ Электроды для сварки и наплавки чугуна
Вернуться в каталог
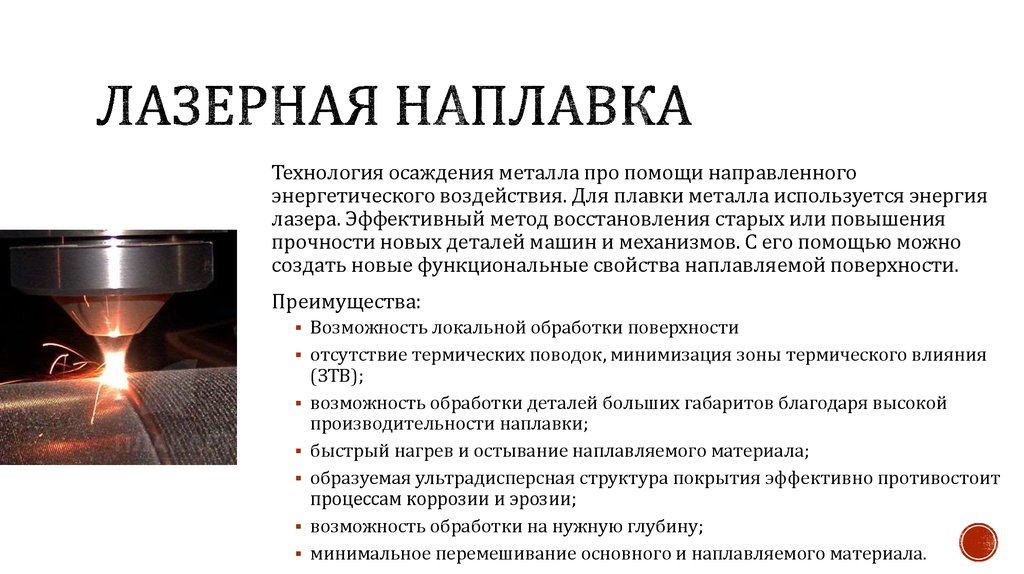
К группе электродов для сварки и наплавки чугуна относятся электроды, предназначенные для устранения с помощью холодной сварки и наплавки дефектов в чугунных отливках, а также электроды, используемые при ремонте вышедшего из строя оборудования и восстановлении изношенных деталей. В ряде случаев электроды могут быть применены при изготовлении сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна не стандартизованы и их производят по отдельным техническим условиям. Они позволяют получать наплавленный металл (металл шва) с заданными свойствами в виде стали, сплавов на основе меди, никеля, железоникелевого сплава. Для холодной сварки и наплавки чугуна (т.е. сварки и наплавки, выполняемых без предварительного подогрева) характерно проведение процесса с минимальным тепловложением короткими валиками протяженностью 25-60 мм с охлаждением каждого наложенного валика на воздухе до температуры не более 60 гр С. Иногда рекомендуется проковка каждого валика легким ударом молотка. |

| Марка электрода | >Диаметр, мм | Положение сварки | Тип наплавленного металла | Основное назначение | Особенность наплавленного металла |
|---|---|---|---|---|---|
| ЦЧ-4 | 3,0; 4,0; 5,0 | Нижнее | Сталь легированная | Сварка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов. Сварка серого и высокопрочного чугунов со сталью Сварка серого и высокопрочного чугунов со сталью | |
| ОЗЧ-2 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сплав на медной основе | Сварка, наплавка и заварка дефектов литья в деталях из серого и ковкого чугунов. | |
| ОЗЧ-6 | 2,0; 2,5; 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сплав на медной основе | Сварка деталей (предпочтительно тонкостенных) из серого и ковкого чугунов. | |
МНЧ-2 | 3,0; 4,0; 5,0; 6,0 | Нижнее, вертикальное | Сплав медно-никелевый | Сварка,наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов. | Высокая технологичность при обработке резанием. Коррозионная стойкость в жидкостных агрессивных средах и горячих газах. |
| ОЗЖН-1 | 2,5; 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сплав железо-никелевый | Сварка, наплавка и заварка дефектов литья в деталях из серого и высоко-прочного чугунов. | Близость по цвету к основному металлу |
| ОЗЖН-2 | 3,0 | Нижнее, вертикальное | Сплав железо-никелевый | Сварка, наплавка и заварка дефектов литья в деталях из серого и высоко-прочного чугунов. | |
| ОЗЧ-3 | 2,5; 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сплав на никелевой основе | Сварка и заварка дефектов литья в деталях из серого и высокопрочного чугунов. | Высокая технологичность при обработке резанием |
| ОЗЧ-4 | 2,5; 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сплав на никелевой основе | Сварка и наплавка деталей из серого и высокопрочного чугунов. | Стойкость в условиях трения металла о металл, к воздействию ударных нагрузок |
Что такое поверхностные дефекты? — Определение из Corrosionpedia
Что означают поверхностные дефекты?
Поверхностные дефекты — это границы или плоскости, разделяющие материал на области, каждая из которых имеет одинаковую кристаллическую структуру, но разную ориентацию. Поверхностные дефекты обычно образуются методами отделки поверхности, такими как тиснение, или разрушением, вызванным атмосферными воздействиями или растрескиванием под воздействием окружающей среды. Дефекты могут возникать также при обработке и эксплуатации металлов.
Поверхностные дефекты обычно образуются методами отделки поверхности, такими как тиснение, или разрушением, вызванным атмосферными воздействиями или растрескиванием под воздействием окружающей среды. Дефекты могут возникать также при обработке и эксплуатации металлов.
Когда дефекты создаются на ранних этапах цепочки обработки, они обычно вызывают проблемы с обработкой или инициируют сбой на более поздних этапах. Некоторые из этих дефектов типичны для сложных металлургических, химических и физических реакций, которым подвергаются металлы во время этих операций обработки, и иногда их невозможно избежать.
Дефекты поверхности могут вызвать коррозию и повреждение покрытия. Наличие поверхностных дефектов может резко изменить коррозионную стойкость и механические свойства материала. Сочетание коррозии и циклической нагрузки потенциально может разрушить материалы, что приведет к непредсказуемо короткому сроку службы и выделению вредных продуктов коррозии.
Точечная коррозия может быть инициирована небольшим дефектом поверхности, таким как царапина или локальное изменение состава, или повреждением защитного покрытия. Различные поверхностные дефекты неизбежно возникают на производственных участках, например, в процессе производства стальной полосы, из-за ее физических и химических свойств. Дефекты портят не только внешний вид стальных полос, но и их важные эксплуатационные характеристики, такие как коррозионная стойкость, износостойкость и усталостная прочность. И наоборот, полированные поверхности демонстрируют более высокую устойчивость к точечной коррозии.
Различные поверхностные дефекты неизбежно возникают на производственных участках, например, в процессе производства стальной полосы, из-за ее физических и химических свойств. Дефекты портят не только внешний вид стальных полос, но и их важные эксплуатационные характеристики, такие как коррозионная стойкость, износостойкость и усталостная прочность. И наоборот, полированные поверхности демонстрируют более высокую устойчивость к точечной коррозии.
Реклама
Коррозионпедия объясняет поверхностные дефекты
Поверхностные дефекты кристаллических материалов
Поверхностные дефекты представляют собой границы, имеющие два измерения, и обычно отдельные области материалов, которые имеют различную кристаллическую структуру и/или кристаллографическую ориентацию. Эти дефекты включают:
- Внешние поверхности — Внешние размеры материала представляют собой поверхности, на которых решетка резко заканчивается.
 Внешняя поверхность также может быть очень шероховатой, может содержать крошечные выемки и может быть гораздо более реакционноспособной, чем основная масса материала.
Внешняя поверхность также может быть очень шероховатой, может содержать крошечные выемки и может быть гораздо более реакционноспособной, чем основная масса материала. - Границы зерен. Ориентация расположения атомов или кристаллическая структура различны для каждого соседнего зерна. В некоторых местах на границе зерен атомы расположены так близко, что вызывают область сжатия, а в других местах они расположены так далеко друг от друга, что вызывают область растяжения.
- Дефекты укладки. Возникают в гранецентрированных кубических (ГЦК) металлах и представляют собой ошибку в последовательности укладки плотноупакованных плоскостей. Дефекты укладки мешают процессу проскальзывания.
- Двойниковые границы. Двойниковая граница представляет собой особый тип границ зерен, поперек которых существует определенная зеркальная симметрия решетки. Двойниковые границы препятствуют процессу скольжения и повышают прочность металла. Движение границ двойников также может вызывать деформацию металла.

Об эффективности воздействия поверхностного дефекта на процесс скольжения можно судить по поверхностным энергиям. Границы высокоэнергетических зерен намного эффективнее блокируют дислокации, чем дефекты упаковки или границы двойников. Поверхностные дефекты обычно наблюдаются на границе между двумя зернами или между мелкими кристаллами внутри более крупного кристалла. Это связано с немного разными направлениями, в которых ряды атомов в двух разных зернах могут идти, что приводит к несоответствию границ зерен.
Внешняя поверхность кристалла также технически является поверхностным дефектом, потому что атомы на поверхности корректируют свое положение, чтобы приспособиться к отсутствию соседних атомов за пределами поверхности.
Реклама
Поделись этим термином
Связанные термины
- Система скольжения
- Гранецентрированный куб
- Отказ краски
- Циклическая загрузка
- Зерновая граница
- Залысина
- Затухание
- Усталость поверхности
- Циссинг
- Ширография
13 Дефекты дорожного покрытия, о которых следует знать!
С учетом того, что за последнюю неделю на восточном побережье выпало столько снега и льда, я подумал, что сейчас самое подходящее время, чтобы взглянуть на некоторые очевидные способы неблагоприятного воздействия погоды и других условий на асфальт. В конце концов, правильное определение проблем с дорожным покрытием и их причин лежит в основе нашего бизнеса. Ниже мы идентифицировали и изобразили 13 конкретных повреждений/неисправностей, которые должен уметь идентифицировать любой подрядчик по укладке дорожного покрытия.
В конце концов, правильное определение проблем с дорожным покрытием и их причин лежит в основе нашего бизнеса. Ниже мы идентифицировали и изобразили 13 конкретных повреждений/неисправностей, которые должен уметь идентифицировать любой подрядчик по укладке дорожного покрытия.
Аллигаторное растрескивание
Аллигаторное растрескивание представляет собой разрушение конструкции, связанное с нагрузкой. Отказ может быть вызван слабостью поверхности, основания или земляного полотна; слишком тонкая поверхность или основание; плохой дренаж или сочетание всех трех факторов. Это часто начинается на пути колеса в виде продольного растрескивания и заканчивается растрескиванием аллигатора после сильного повреждения.
ИСПРАВЛЕНИЕ: Поскольку имеет место структурный отказ, единственное возможное решение проблемы аллигаторинга — выполнить заплату на всю глубину.
B растрескивание замка
Трещины в блоках выглядят как большие взаимосвязанные прямоугольники (примерно). Растрескивание блоков не связано с нагрузкой, а обычно вызывается усадкой асфальтового покрытия из-за неспособности асфальтового вяжущего расширяться и сжиматься в зависимости от температурных циклов. Это может быть связано с тем, что смесь была перемешана и помещена слишком сухой; Мелкозернистая смесь с асфальтом и абсорбирующими заполнителями с низким проникновением; неудачный выбор битумного вяжущего в составе смеси; или стареющий высохший асфальт.
Растрескивание блоков не связано с нагрузкой, а обычно вызывается усадкой асфальтового покрытия из-за неспособности асфальтового вяжущего расширяться и сжиматься в зависимости от температурных циклов. Это может быть связано с тем, что смесь была перемешана и помещена слишком сухой; Мелкозернистая смесь с асфальтом и абсорбирующими заполнителями с низким проникновением; неудачный выбор битумного вяжущего в составе смеси; или стареющий высохший асфальт.
ИСПРАВЛЕНИЕ: Менее серьезные трещины размером 1/2 дюйма или менее можно заделать, чтобы предотвратить попадание влаги в грунтовое основание. Более серьезные трещины следует устранять, удаляя потрескавшийся слой дорожного покрытия и заменяя его верхним слоем.
Продольные (линейные) трещины
Продольные трещины – это трещины, параллельные осевой линии дорожного покрытия или направлению укладки. Это может быть результатом как усталости дорожного покрытия, отражающего растрескивания, так и плохой конструкции шва. Швы, как правило, представляют собой наименее плотные участки дорожного покрытия.
Швы, как правило, представляют собой наименее плотные участки дорожного покрытия.
ИСПРАВЛЕНИЕ: Менее серьезные трещины размером 1/2 дюйма или менее можно заделать, чтобы предотвратить попадание влаги в грунтовое основание. Более серьезные трещины следует устранять, удаляя потрескавшийся слой дорожного покрытия и заменяя его верхним слоем.
Поперечные трещины
Поперечные трещины – это одиночные трещины, перпендикулярные центральной линии покрытия или направлению укладки. Поперечные трещины могут быть вызваны отражающими трещинами от нижележащего слоя, суточными температурными циклами и некачественной конструкцией из-за неправильной эксплуатации асфальтоукладчика.
ИСПРАВЛЕНИЕ: Менее серьезные трещины размером 1/2 дюйма или менее можно заделать, чтобы предотвратить попадание влаги в грунтовое основание. Более серьезные трещины следует устранять, удаляя потрескавшийся слой дорожного покрытия и заменяя его верхним слоем.
Краевые трещины
Краевые трещины проходят вдоль внутреннего края поверхности дорожного покрытия в пределах одного или двух футов. Наиболее распространенной причиной этого типа трещин являются плохие условия дренажа и отсутствие поддержки на краю дорожного покрытия. В результате нижележащие базовые материалы оседают и ослабевают. Густая растительность вдоль края тротуара и интенсивное движение также могут быть причиной растрескивания края.
ИСПРАВЛЕНИЕ: Первым шагом в устранении проблемы является удаление всей существующей растительности вблизи края тротуара и устранение проблем с дренажем. Загерметизируйте/заполните трещины, чтобы предотвратить дальнейшее разрушение, или удалите и восстановите на полную глубину, устранив любые проблемы с опорой.
Трещины отражения стыков
Это трещины в нежестком дорожном покрытии, накладываемом на жесткое покрытие (т. е. асфальт поверх бетона). Они возникают непосредственно над нижележащими стыками жесткого покрытия. Трещины отражения шва не включают трещины отражения, которые возникают вдали от нижележащего шва или любого другого типа основания (например, стабилизированного цементом или известью).
е. асфальт поверх бетона). Они возникают непосредственно над нижележащими стыками жесткого покрытия. Трещины отражения шва не включают трещины отражения, которые возникают вдали от нижележащего шва или любого другого типа основания (например, стабилизированного цементом или известью).
ИСПРАВЛЕНИЕ: Для менее серьезных трещин (менее 1/2 дюйма) заделка трещин предотвратит дальнейшее проникновение влаги в грунтовое основание. Если трещины более серьезные, может потребоваться удаление растрескавшегося слоя дорожного покрытия с последующим нанесением верхнего слоя.
Трещины проскальзывания
Трещины проскальзывания представляют собой серповидные трещины или разрывы в поверхностном слое (слоях) асфальта, где новый материал проскальзывает по нижележащему слою. Эта проблема вызвана отсутствием связи между слоями. Часто это происходит из-за того, что не использовалось связующее покрытие для создания связи между слоями асфальта или из-за того, что грунтовка не использовалась для соединения асфальта с нижележащим каменным основанием. Отсутствие связи также может быть вызвано грязью, маслом или другими загрязнениями, препятствующими сцеплению между слоями.
Отсутствие связи также может быть вызвано грязью, маслом или другими загрязнениями, препятствующими сцеплению между слоями.
ИСПРАВЛЕНИЕ: Все области с «растяжками» необходимо удалить, а также частично или полностью залатать их.
Выбоины
Небольшие углубления в форме чаши на поверхности дорожного покрытия, которые проникают сквозь слой асфальта до основания. Как правило, они имеют острые края и вертикальные стороны в верхней части отверстия. Выбоины являются результатом проникновения влаги и, как правило, конечным результатом растрескивания необработанных аллигаторов. По мере того, как растрескивание аллигатора становится серьезным, взаимосвязанные трещины образуют небольшие куски дорожного покрытия, которые могут быть смещены, когда по ним проезжают автомобили. Яма, оставшаяся после смещения куска дорожного покрытия, называется выбоиной.
ИСПРАВЛЕНИЕ: Заплата для замены на всю глубину
Впадины (птичьи купальни)
Впадины представляют собой локальные участки поверхности дорожного покрытия с немного более низкими отметками, чем окружающее дорожное покрытие. Впадины очень заметны после дождя, когда они заполняются водой.
Впадины очень заметны после дождя, когда они заполняются водой.
ИСПРАВЛЕНИЕ: В зависимости от степени депрессии асфальт может быть удален и заменен (сильно). Менее серьезные депрессии можно исправить, наложив тонкий поверхностный пластырь или инфракрасный пластырь.
Колейность
Колеи на асфальтовом покрытии представляют собой углубления в виде каналов в колесных колеях. Колейность возникает в результате консолидации или поперечного смещения любого из слоев дорожного покрытия или грунтового основания под движением транспорта. Это вызвано недостаточной толщиной дорожного покрытия; отсутствие уплотнения асфальтового, каменного основания или грунта; слабые асфальтобетонные смеси; или проникновение влаги.
ИСПРАВЛЕНИЕ: Если колейность незначительна или стабилизировалась, углубления можно заполнить и перекрыть. При значительных деформациях участок с колеями следует удалить и заменить подходящим материалом.
Толкание
Толкание — это образование ряби на тротуаре. Эта характерная форма является причиной того, что этот тип дистресса иногда называют «стиральной доской». Толкание происходит в местах с сильными горизонтальными напряжениями, например, на перекрестках. Обычно это вызвано: избытком асфальта; слишком много мелкого заполнителя; округлый агрегат; слишком мягкий асфальт; или слабая зернистая основа.
ИСПРАВЛЕНИЕ: Патч частичной или полной глубины
Подъем
Подъем — это локализованное восходящее движение дорожного покрытия из-за набухания земляного полотна. Это может быть связано с экспансивными грунтами, которые вспучиваются из-за влаги или морозного пучения (лед под мостовой).
FIX: Заплата на всю глубину
Рассыпание (очень пористый асфальт)
Рассыпание – это продолжающееся отделение частиц заполнителя в дорожном покрытии от поверхности вниз или от краев внутрь. Обычно мелкий заполнитель сначала стирается, а затем оставляет на поверхности дорожного покрытия небольшие «вкрапленные следы». По мере того как эрозия продолжается, все более и более крупные частицы вырываются на свободу, и дорожное покрытие вскоре приобретает шероховатый и зубчатый вид, типичный для поверхностной эрозии.
Обычно мелкий заполнитель сначала стирается, а затем оставляет на поверхности дорожного покрытия небольшие «вкрапленные следы». По мере того как эрозия продолжается, все более и более крупные частицы вырываются на свободу, и дорожное покрытие вскоре приобретает шероховатый и зубчатый вид, типичный для поверхностной эрозии.
Существует много причин, по которым может произойти растрескивание, но одна из наиболее распространенных причин — слишком поздняя укладка асфальта в сезон. Это связано с тем, что в смеси обычно отсутствует движение в теплую погоду, что уменьшает пустоты на поверхности дорожного покрытия, дальнейшее уплотнение и перемешивание асфальтового покрытия. По этой причине рассыпание более распространено в более северных районах (снежный пояс).
ИСПРАВЛЕНИЕ: Нанесите тонкий слой горячей смеси. Другие решения могут включать: уплотнение песка, уплотнение стружки, уплотнение шлама или микроповерхность.
Другие проблемы, требующие устранения перед техническим обслуживанием:
Масляные пятна — масляные пятна — распространенная проблема на парковках и подъездных путях.
