Гильзы цилиндров и посадочные поверхности блока цилиндров под гильзы следует протереть салфеткой и продуть сжатым воздухом
Установить гильзы цилиндров в блок дизеля
Выступание буртов гильз цилиндров над плоскостью блока при прижатии гильзы усилием 9±0,1 кН должно быть 0,05-0,11 мм.
Подробно по установке гильз смотрим в статье » Замена гильз цилиндров дизеля Д-245″
Укладка коленчатого вала
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин, а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Установка головки цилиндров и клапанного механизма
Установку головки цилиндров смотрим в статье «Установка ГБЦ и клапанного механизма Д-245»
Установка ТНВД, форсунок, трубок высокого и низкого давления
Привалочная плита ТНВД должна быть чистой; забоины и другие повреждения плиты не допускаются. Прокладка топливного насоса не должна иметь видимых повреждений.
При установке топливного насоса надо совместить метки зубчатого колеса привода топливного насоса и шлицевого фланца.
Шлицевой фланец шестерни топливного насоса должен свободно, без заеданий, находить на шлицы втулки валика топливного насоса.
Болты крепления фланца шестерни топливного насоса должны быть затянуты моментом 18-25 Нм.
На дизель должны устанавливаться форсунки одной группы. Уплотнительные прокладки со стороны прилегания к форсункам надо смазать солидолом.
Болты крепления форсунок нужно затянуть моментом 20-25 Нм. Трубки высокого давления должны быть закреплены на расстоянии 10-15 мм от накидных гаек хомутиками с прокладками.
Трубки низкого давления топлива перед установкой на дизель следует продуть сжатым воздухом.
Подробно можно посмотреть статью «Установка ТНВД дизеля Д-245»
Установка масляного насоса и корпуса насоса рулевого усилителя
Перед установкой масляного насоса надо проверить легкость вращения шестерен.
Направляющие штифты масляного насоса должны плотно входить в отверстия крышки первого коренного подшипника.
Под болты крепления масляного насоса надо поставить стопорные шайбы. Боковой зазор между зубьями шестерен привода масляного насоса должен быть в пределах 0,1-0,65 мм.
Болты крепления отводящего патрубка к масляному насосу и блоку цилиндров должны быть затянуты моментом 15-25Нм.
Корпус насоса рулевого усилителя перед установкой нужно промыть и продуть сжатым воздухом.
Боковой зазор между зубьями зубчатых колес привода гидронасосов должен быть в пределах 0,08-0,2мм.
Корпус привода, гидронасоса после установки на дизель должен быть закрыт крышкой с прокладкой.
Масляный насос, поступивший на сборку дизеля, должен быть обкатан и испытан.
Подробно смотрим статью «Требования к маслонасосу дизеля Д-245»
Установка маслоприемника
Перед установкой маслоприемник должен выдержать гидравлическое испытание дизельным топливом или испытание воздухом под давлением 0,1±0,02 МПа.
Течь, подтекание или просачивание воздуха по месту соединения патрубка и фланца не допускаются.
Наплывы и неровности после сварки должны быть зачищены.
Установка масляного картера
В канавки опоры масляного картера перед сборкой должны быть установлены уплотнители.
Перед установкой масляного картера следует подрезать выступающие концы прокладки между крышкой распределения и плоскостью блока.
Плоскость прилегания масляного картера к блоку перед установкой прокладки необходимо смазать в трех местах пастой УЗОМ ГОСТ 13489-79.
Забоины и вмятины шириной более 0,1 мм на обработанных поверхностях масляного картера не допускаются.
Установка заднего листа, корпуса манжеты и маховика коленчатого вала
Задний лист должен плотно сидеть на штифтах, запрессованных в блок цилиндров.
Задний лист и плоскость сопряжения с картером, а также поверхность маховика и фланца коленчатого вала надо протереть чистой салфеткой.
Паронитовые прокладки заднего листа и корпуса манжеты перед установкой на штифты нужно смазать пастой УЗОМ с обеих сторон.
Сопрягаемые поверхности маховика и фланца коленчатого вала не должны иметь забоин, заусенцев и других повреждений.
Болты крепления маховика следует затягивать равномерно в несколько приемов.
Окончательная затяжка болтов крепления маховика должна быть проведена моментом 180-200 Нм.
Установка опоры дизеля и шкива коленчатого вала
Шкив коленчатого вала надо протереть чистой салфеткой.
На посадочных и рабочих поверхностях опоры и шкива коленчатого вала не должно быть забоин и заусенцев.
Болт крепления шкива коленчатого вала должен быть затянут крутящим моментом 240-280 Нм.
Установка центробежного масляного фильтра (центрифуги)
Сопрягаемые поверхности блока и центрифуги не должны иметь забоин и других повреждений.
Сопрягаемые поверхности перед установкой центрифуги надо протереть чистой салфеткой.
На прокладке центрифуги не должно быть надрывов и неровностей.
Болты крепления центрифуги нужно затянуть до отказа, предварительно поставив уплотнительные прокладки.
Установка жидкостного насоса в сборе и термостата
Валик жидкостного насоса должен плавно вращаться от усилия руки без заеданий крыльчатки.
Прокладка жидкостного насоса не должна иметь надрывов и расслоений.
Перед установкой на жидкостной насос прокладка должна быть смазана с обеих сторон пастой УЗОМ.
На плоскости сопряжения корпуса термостата с головкой цилиндров не должно быть механических повреждений.
Перед установкой корпуса термостата поверхность сопряжения с головкой цилиндров нужно протереть чистой салфеткой.
Прокладка корпуса термостата перед установкой должна быть смазана с обеих сторон пастой УЗОМ.
Установка генератора, вентилятора и ремня привода жидкостного насоса
Ручьи шкивов генератора и жидкостного насоса должны располагаться в плоскости ручьев шкива коленчатого вала с допустимым отклонением ±1,5мм.
На сопрягаемых поверхностях шкива жидкостного насоса и крестовины вентилятора забоины и заусенцы не допускаются.
Порядок установки генератора и натяжки ременного привода см. статью «Электрооборудование».
Установка стартера
Сопрягаемые поверхности стартера и заднего листа не должны иметь забоин и заусенцев.
Сопрягаемые поверхности стартера и заднего листа протереть чистой салфеткой.
Зазор между поверхностью стартера и задним листом не допускается.
Установка компрессора
Установочные штифты, запрессованные в крышку распределения, должны иметь плотную посадку.
Прокладка компрессора должна быть ровной, без разрывов и расслоений.
Предварительную затяжку болта штуцера маслопровода и крепления компрессора следует производить не более чем на 3 нитки.
Момент затяжек 245 двигатель
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Во всех тракторных двигателях МТЗ имеется съемная головка.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Проверка зазора между клапанами и коромыслами
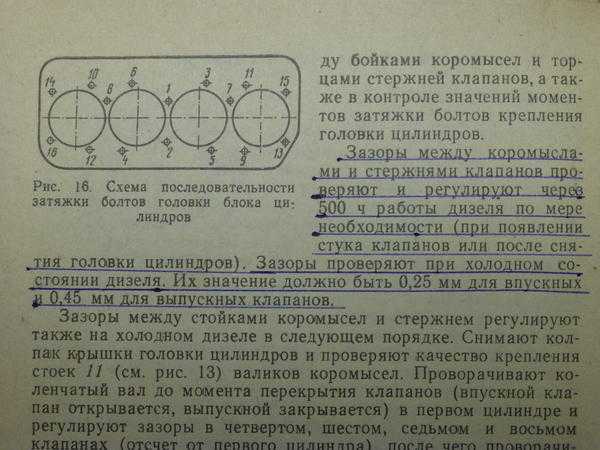
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
Подготовка стягиваемой поверхности блока и головки
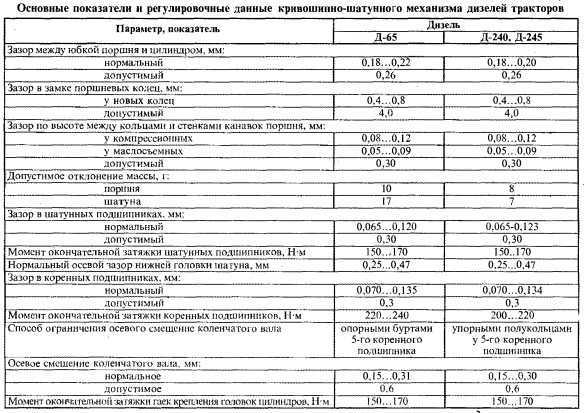
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Установка головки цилиндров и клапанного механизма Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рис. 1.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
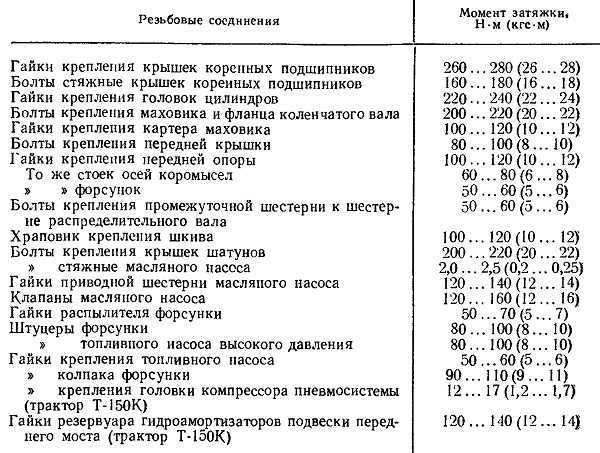
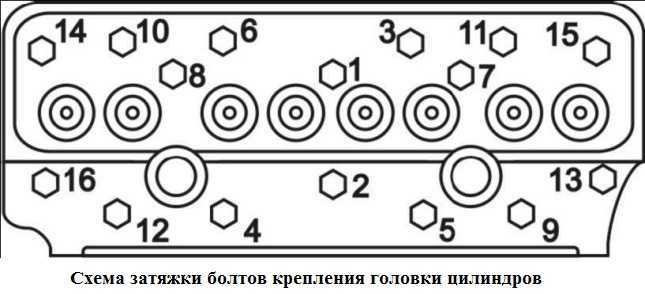
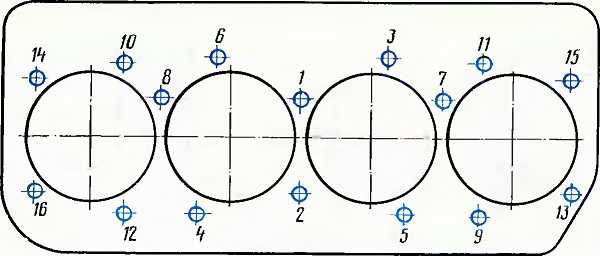
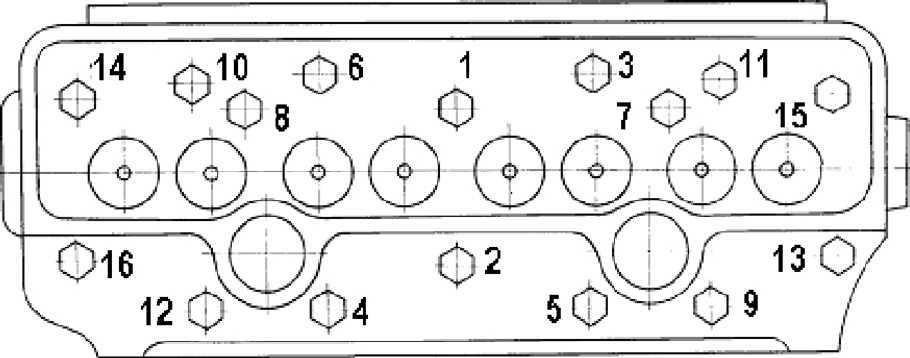
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 4. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть:
— впускные клапаны — 0,2 +0,05 мм;
— выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности:
провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).
Затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана (рис. 5) и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку.
По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазоры клапанов нужно проверять при температуре не более 60°С.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Порядок затяжки головки цилиндров двигателей Д-240, Д-243, Д-245
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
ЗИЛ-5301. Проверка затяжки головки блока цилиндров и регулировка клапанов Д-245Е3
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Установка головки цилиндров и клапанного механизма Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рис. 1.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе).
На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 4. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть:
— впускные клапаны — 0,2 +0,05 мм;
— выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности:
— провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).
Затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана (рис. 5) и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку.
По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазоры клапанов нужно проверять при температуре не более 60°С.
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке: – снимите колпак и крышку головки цилиндров;
– снимите ось коромысел с коромыслами и стойками;
– динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.








 Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.



 1.
1.
 км пробега на прогретом дизеле.
км пробега на прогретом дизеле.


 4. Момент затяжки — 190…210 Нм.
4. Момент затяжки — 190…210 Нм.
 км пробега на прогретом дизеле в следующем порядке:
км пробега на прогретом дизеле в следующем порядке: 52application/pdf
52application/pdf ;5m&
;5m& 07.
07. 07.
07.