

Содержание
21. Дефектоскопия. Методы дефектоскопии.
Дефектоскопия — это
область знаний, охватывающая теорию,
методы и технические средства определения
дефектов в материале контролируемых
объектов, в частности в материале деталей
машин и элементов металлоконструкций.
Дефектоскопия является составной частью
диагностики технического состояния
оборудования и его составных частей.
Работы, связанные с выявлением
дефектов в материале элементов оборудования,
совмещаются с ремонтами и техническим
обслуживанием или выполняются
самостоятельно в период технического
осмотра. Для выявления скрытых дефектов
в конструкционных материалах
используются различные методы
неразрушающего контроля (дефектоскопии).
Акустические
методы основаны
на регистрации параметров упругих
колебаний, возбужденных в исследуемом
объекте. Эти методы широко применяются
для контроля толщины деталей, сплошности
(трещин, пористости, раковин и т.п.) и
физико-механических свойств (зернистости,
межкристаллитной коррозии, глубины
закаленного слоя и др. ) материала. Метод
) материала. Метод
пригоден для деталей, материал которых
способен упруго сопротивляться
деформациям сдвига (металлы, фарфор,
оргстекло, некоторые пластмассы).
Магнитные
методы основаны
на регистрации магнитных полей
рассеивания над дефектами или магнитных
свойств контролируемого объекта. Их
применяют для обнаружения поверхностных
и подповерхностных дефектов в деталях
различной формы, изготовленных из
ферромагнитных материалов. Магнитный
поток, встречая на своем пути дефект с
низкой магнитной проницаемостью по
сравнению с ферромагнитным материалом
детали, огибает его.
Вихретоковые
методы основаны
на анализе взаимодействия внешнего
электромагнитного поля с электромагнитным
полем вихревых токов, наводимых
возбуждающей катушкой в электропроводящем
объекте.Контроль методами вихревых
токов базируется на зависимостях
параметров (амплитуды, фазы, переходных
характеристик и др.) вихревых токов,
возбуждаемых в детали, от ее формы,
размеров, сплошности и физико-механических
свойств материала. Дефектоскопия
Дефектоскопия
деталей радиационными
методами основана на
регистрации ослабления интенсивности
радиоактивного излучения при
прохождении через контролируемый
объект. Наиболее часто применяются
рентгеновский и у-контроль деталей и
сварных швов.Радиоволновые
методы основаны
на регистрации измененияэлектромагнитных
колебаний, взаимодействующих с
контролируемым объектом. На практике
получили распространение сверхвысокочастотные
(СВЧ) методы в диапазоне длин волн от 1
до 100 мм. Взаимодействие радиоволн с
объектом оценивают по характеру
поглощения, дифракции, отражения,
преломления волны, интерференционным
процессам, резонансным эффектам.
Тепловые
методы. В
тепловых методах в качестве диагностируемого
параметра используется тепловая энергия,
распространяющаяся в объекте,
излучаемая объектом, поглощаемая
объектом. Температурное поле
поверхности объекта является источником
информации об особенностях процессов
теплопередачи, которые, в свою очередь,
зависят от наличия внутренних и наружных
дефектов, охлаждения объекта или его
части в результате истечения среды
и т. п.
п.
Капиллярный
метод дефектоскопии
основан на капиллярном проникновении
индикаторных жидкостей в полости
поверхностных и сквозных несплошностей
объекта и регистрации образующихся
индикаторных следов визуально или с
помощью преобразователя (датчика).
Методы дефектоскопии металлов и сплавов: применение и плюсы ультразвука, магнитопорошка
Дефекты в металлах, сплавах появляются по причинам несовершенства технологии производства деталей, интенсивной эксплуатации механизмов и выражаются в нарушениях однородности массы предметов, их структуры. Выявляют отклонения в целях предотвращения аварий, как следствия изменившихся характеристик материала: плотности, упругости, электропроводности. Дефектоскопия используется для проведения контроля качества металлоизделий методами неразрушающего контроля при воздействии на объекты исследований облучением, радиоволнами, ультразвуком (УЗ), магнитным и иными полями.
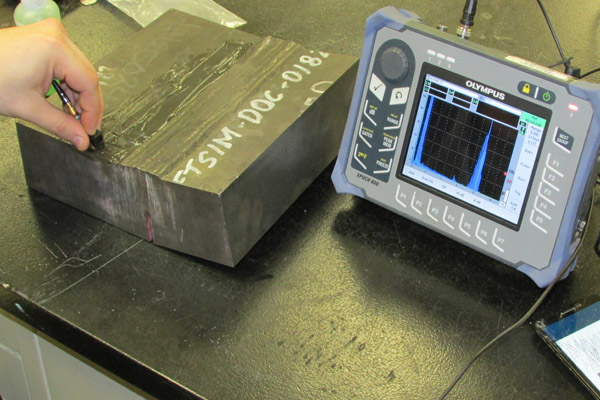
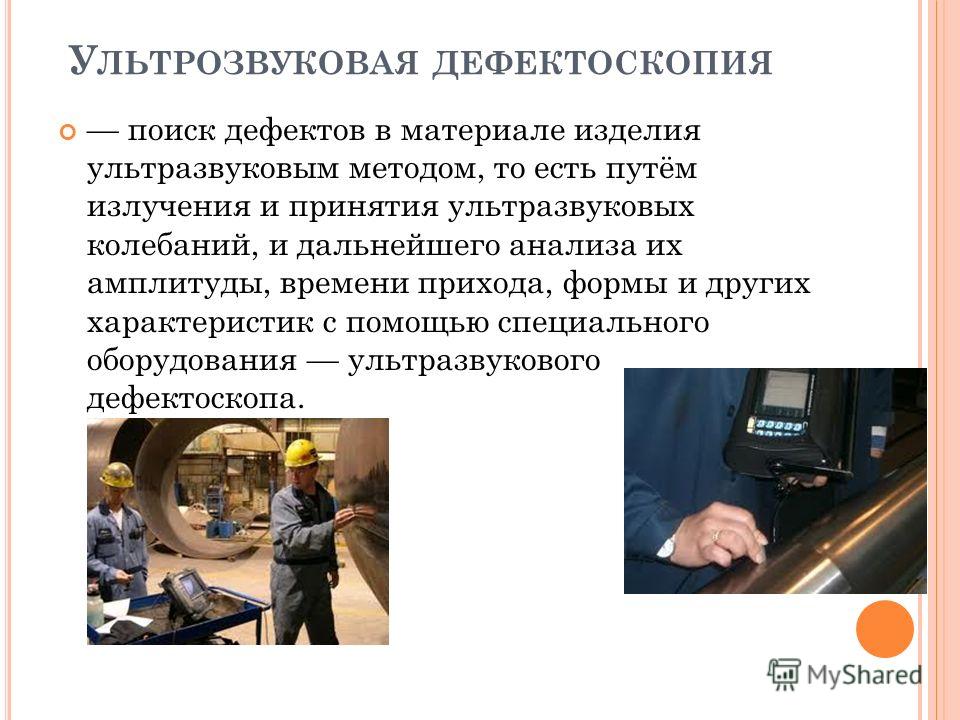
Применение и плюсы ультразвуковой диагностики
Основатель метода – советский учёный Сергей Яковлевич Соколов, изучавший акустические колебания высокой частоты: 0,5-25 МГц. В 1928 году физик создал промышленный образец широко применяемого сегодня прибора ультразвуковой дефектоскопии.
В 1928 году физик создал промышленный образец широко применяемого сегодня прибора ультразвуковой дефектоскопии.
Принцип действия аппарата основан на способности высокочастотных волн проходить сквозь металл без поглощения и отражаться от грани раздела веществ. Поток лучей при встрече с границей шлакового микровключения, трещины отчасти возвращается, а по интенсивности процесса определяют параметры обнаруженных дефектов. Входящий в состав аппарата генератор вырабатывает электроимпульс высокого напряжения для последующего преобразования датчиком в УЗ-волну. Передача сигнала на металл идёт через воду или гель, а отражённый трещиной, неоднородностью импульс обратным порядком высвечивается на дисплее прибора. Промышленность выпускает УЗ дефектоскопы непрерывного излучения пучка микроволн и импульсные.
Ультразвуковая дефектоскопия применяется при контроле швов сварных соединений, целостности деталей авиационных двигателей, стенок трубопроводов, сосудов высокого давления, железнодорожных рельсов. Выявляются дефекты, находящиеся в толще металла. С помощью ультразвуковых исследований в металлических элементах замеряют глубину цементации или закалённого слоя, определяют иные физические величины: плотность, модуль упругости, внутренние напряжения. Относительно иных методов неразрушающего обследования УЗ способ имеет ряд преимуществ:
Выявляются дефекты, находящиеся в толще металла. С помощью ультразвуковых исследований в металлических элементах замеряют глубину цементации или закалённого слоя, определяют иные физические величины: плотность, модуль упругости, внутренние напряжения. Относительно иных методов неразрушающего обследования УЗ способ имеет ряд преимуществ:
- повышенная чувствительность к трещинам, непроварам швов;
- безопасность для оператора в сравнении с диагностикой рентгеновскими лучами;
- возможность контроля в местах установки обследуемого объекта без ущерба технологическому процессу;
- допустимость проверки неметаллических элементов;
- низкая затратность диагностики.
Недостаток УЗ-дефектоскопии – невозможность определить истинные размеры каверн, трещин при проверке металлов с крупнозернистой структурой. Трудности обусловлены затуханием ультразвука. Другой минус – повышенные требования к контролируемой поверхности в части шероховатости, волнистости.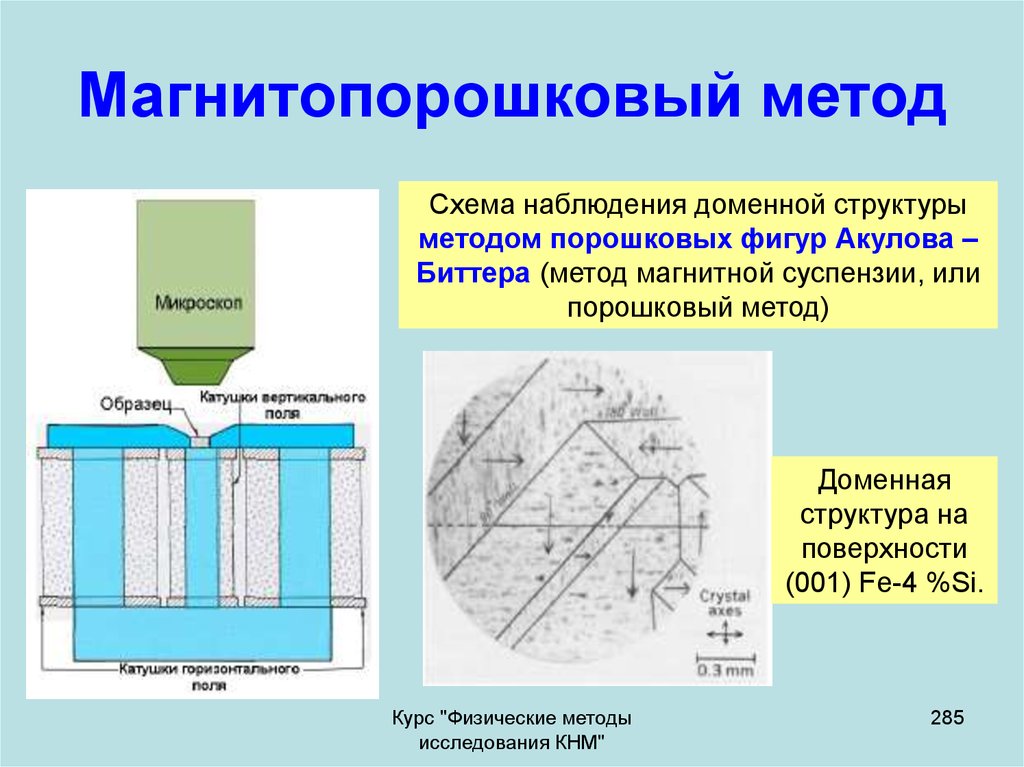
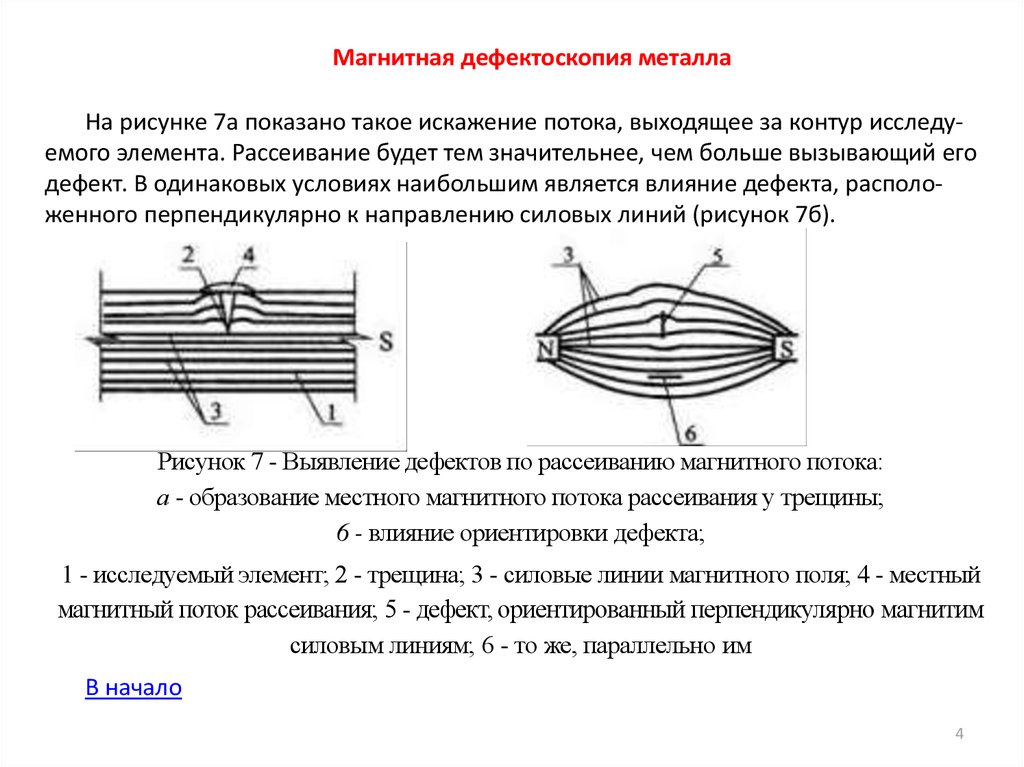
Магнитная дефектоскопия
Метод основан на способности ферромагнитных металлов (Fe, Со, Ni), их сплавов с иными металлическими элементами намагничиваться. Условие применения способа – выход дефекта на поверхность детали или нахождение трещин, волосовин (флокен), несплавлений, неметаллических вкраплений, на глубине <3 мм. Исследования проводятся при изготовлении деталей, а также для обнаружения усталостных трещин.
Для магнитной диагностики часто используется магнитопорошковый метод дефектоскопии. Содержание обследования: деталь намагничивается, затем покрывается мелкодисперсными магнитными частицами в сухом виде или суспензией – смешанными с керосином, маслом или водой. Песчинки ферромагнитного порошка в зоне намагничивания ориентируются по силовым линиям поля: они огибают разрывы, отмечают рисунком контуры дефекта металла.
Преимущества магнитопорошкового метода дефектоскопии:
- видимость нарушений структуры невооружённым глазом: по феррочастицам фиксируются и узкие микротрещины;
- малая трудоёмкость при хорошей скорости исследований – магнитный дефектоскоп применяется для массового контроля качества;
- возможность определения дефектов в приповерхностном слое детали, на её наружности;
- приметность полых каверн и заполненных иным веществом несплошностей.

Расшифровку полученных индикаторных рисунков проводят визуально или с применением декодера изображения. После осмотра испытанную деталь размагничивают.
Том Неллиган 1. Основная теория: Звуковые волны — это просто организованные механические колебания, распространяющиеся в среде, которая может быть твердой, жидкой или газообразной. Эти волны будут проходить через данную среду с определенной скоростью или скоростью в предсказуемом направлении, и когда они сталкиваются с границей с другой средой, они будут отражаться или передаваться в соответствии с простыми правилами. Это принцип физики, лежащий в основе ультразвуковой дефектоскопии. Частота: Все звуковые волны колеблются с определенной частотой или числом колебаний или циклов в секунду, которое мы воспринимаем как высоту тона в знакомом диапазоне слышимого звука. Человеческий слух расширяется до максимальной частоты около 20 000 циклов в секунду (20 кГц), в то время как большинство приложений ультразвуковой дефектоскопии используют частоты от 500 000 до 10 000 000 циклов в секунду (от 500 кГц до 10 МГц). Скорость: Скорость звуковой волны зависит от среды, в которой она распространяется, на нее влияют плотность и упругие свойства среды. Различные типы звуковых волн (см. «Способы распространения» ниже) будут распространяться с разными скоростями. Длина волны: Любой тип волны будет иметь соответствующую длину волны, которая является расстоянием между любыми двумя соответствующими точками в цикле волны, когда она проходит через среду. Длина волны связана с частотой и скоростью простым уравнением λ = c/f Длина волны является ограничивающим фактором, определяющим количество информации, которая может быть получена из поведения волны. При ультразвуковой дефектоскопии общепринятым нижним пределом обнаружения малых дефектов является половина длины волны. Режимы распространения: Звуковые волны в твердых телах могут распространяться различными способами, которые определяются типом движения. Продольные волны и поперечные волны являются наиболее распространенными режимами, используемыми в ультразвуковой дефектоскопии. Иногда также используются поверхностные волны и пластинчатые волны. Переменные, ограничивающие передачу звуковых волн: Расстояние, которое пройдет волна с заданной частотой и уровнем энергии, зависит от материала, через который она проходит. Как правило, твердые и однородные материалы передают звуковые волны более эффективно, чем мягкие, неоднородные или гранулированные. На расстояние, которое проходит звуковая волна в данной среде, влияют три фактора: распространение луча, затухание и рассеяние. По мере прохождения луча передняя кромка становится шире, энергия, связанная с волной, распространяется на большую площадь и, в конце концов, рассеивается. Затухание — это потеря энергии, связанная с передачей звука через среду, по сути, степень поглощения энергии при движении фронта волны вперед. Отражение на границе: Когда звуковая энергия, проходящая через материал, сталкивается с границей с другим материалом, часть энергии будет отражаться обратно, а часть будет проходить сквозь нее. Количество отраженной энергии или коэффициент отражения зависит от относительного акустического импеданса двух материалов. Акустическое сопротивление, в свою очередь, представляет собой свойство материала, определяемое как произведение плотности на скорость звука в данном материале. Для любых двух материалов коэффициент отражения в процентах от давления падающей энергии можно рассчитать по формуле
где Угол отражения и преломления: Звуковая энергия на ультразвуковых частотах имеет точную направленность, а звуковые лучи, используемые для дефектоскопии, четко определены. В ситуациях, когда звук отражается от границы, угол отражения равен углу падения. Звуковой луч, падающий на поверхность под прямым углом, будет отражаться прямо назад. Звуковой луч, падающий на поверхность под углом, отразится вперед под таким же углом.
где 2. Ультразвуковые преобразователи Сечение типового контактного преобразователя Существует пять типов ультразвуковых преобразователей , обычно используемых в приложениях дефектоскопии: — Контактные преобразователи — Как следует из названия, контактные преобразователи используются в непосредственном контакте с испытуемым образцом. Они вводят звуковую энергию перпендикулярно поверхности и обычно используются для обнаружения пустот, пористости и трещин или расслоений параллельно внешней поверхности детали, а также для измерения толщины. — Угловые преобразователи — Преобразователи с наклонным лучом используются в сочетании с пластиковыми или эпоксидными клиньями (угловые лучи) для введения поперечных или продольных волн в испытуемый образец под заданным углом к поверхности. Они обычно используются при контроле сварных швов. — Погружные преобразователи — Погружные преобразователи предназначены для передачи звуковой энергии в испытуемый образец через водяной столб или водяную баню. Они используются в автоматизированных приложениях сканирования, а также в ситуациях, когда остро сфокусированный луч необходим для улучшения разрешения дефектов. Более подробную информацию о преимуществах различных типов преобразователей, а также о предлагаемом диапазоне частот и диаметров можно найти в разделе преобразователей нашего веб-сайта. 3. Ультразвуковые дефектоскопы 4. Процедура Звуковая энергия будет распространяться на дальнюю сторону детали, но отражаться раньше, если присутствует ламинарная трещина или подобная несплошность. В некоторых особых случаях испытания проводятся в режиме сквозного пропускания, когда звуковая энергия проходит между двумя преобразователями, расположенными на противоположных сторонах испытуемого образца. Если на пути звука присутствует большой дефект, луч будет заблокирован, и звуковой импульс не достигнет приемника. Типовой узел углового луча
Наклонный звуковой луч очень чувствителен к трещинам, перпендикулярным дальней поверхности испытуемого образца (испытание на первом участке) или, после отражения от дальней стороны, к трещинам перпендикулярно поверхности сцепления (испытание второго плеча). Для обработки деталей с различной геометрией и типами дефектов используются различные углы наклона луча и положения датчика, которые подробно описаны в соответствующих нормах и процедурах контроля, таких как ASTM E-164 и Нормы AWS по сварке конструкций. Полный список примечаний по применению Olympus Flaw Detection. Печать Методы дефектоскопии Покрытие наносится на подложку по нескольким причинам; чтобы предотвратить коррозию, уменьшить истирание или уменьшить загрязнение продукта. Существует, по существу, три метода обнаружения дефектов: 1. УФ-обнаружение отверстий 2. Влажная губка 3. Высокое напряжение УФ-обнаружение отверстийПокрытия движутся под действием силы тяжести, оставляя тонкую сухую пленку. Одной из наиболее очевидных проблем с пористостью могут быть точечные отверстия, когда подложка открыта для элементов через точечное отверстие. Эти дефекты можно обнаружить с помощью ультрафиолетового излучения. Этот метод можно использовать как недорогой и быстрый метод обнаружения точечных отверстий в покрытиях. На поверхность наносится начальное флуоресцентное базовое покрытие. Затем поверх этого наносится указанная система покрытия. Любые точечные отверстия в этих последующих слоях будут флуоресцировать при освещении поверхности УФ-фонариком, таким как УФ-фонарик Elcometer 260. Влажная губкаБолее сложный подход к обнаружению точечных отверстий, не требующий предварительной подготовки основания с нанесением флуоресцентного базового покрытия, — это метод влажной губки с использованием тестера, такого как Elcometer 270 Pinhole Detector. Испытание на мокрую губку при низком напряжении обычно используется для определения наличия точечных отверстий в пленках покрытия, которые имеют общую толщину 0,5 мм (20 мил) или меньше. Обратный сигнальный кабель подключается к непокрытой части металлической подложки с помощью зажима типа «крокодил». Губка смачивается чистой водопроводной водой (водопроводная вода содержит соли, которые позволяют ей проводить электричество), а затем проводится по покрытой поверхности. Если губка пройдет над точечным отверстием в покрытии, вода заполнит отверстие, замигает светодиод и прозвучит звуковой сигнал. Сигнализация прекратится, когда губка отойдет от отверстия. Метод мокрой губки подходит для измерения изоляционных покрытий толщиной менее 500 мкм (20 мил) на проводящих подложках и идеально подходит для порошковых и других покрытий, когда пользователь не хочет повредить покрытие. Одна потенциальная проблема с этим методом заключается в том, что поверхностное натяжение воды может вызвать образование капель воды, которые будут собираться на тестируемой поверхности. Если это произойдет, вода может не попасть в самые маленькие отверстия. В используемую воду можно добавить поверхностно-активное вещество или смачивающий агент, что значительно снижает поверхностное натяжение, позволяя воде проникать в самые маленькие отверстия. Обнаружение выходных высокого напряжения Метод высокого напряжения или пористости идеально подходит для осмотра трубопроводов и других защитных покрытий. Испытание высоким напряжением, которое определяет наличие и количество разрывов в пленке покрытия, проводят на непроводящем покрытии и наносят на электропроводящую подложку. Допустимое количество неоднородностей должно быть определено до проведения этого испытания, поскольку допустимое количество неоднородностей будет варьироваться в зависимости от толщины пленки покрытия, конструкции и условий эксплуатации. Высоковольтное испытательное оборудование обычно используется для определения наличия несплошностей в пленках покрытий общей толщиной более 500 микрон (20 мил). Метод мокрой губки можно использовать на покрытиях толщиной менее 500 микрон (20 мил), поскольку они могут быть повреждены искровым испытательным оборудованием высокого напряжения. Следует проконсультироваться с производителем покрытия в отношении рекомендуемого испытательного оборудования и контрольных напряжений. Детекторы непрерывного постоянного тока, такие как Elcometer 236 DC Holiday Detector, требуют прямого подключения к проводящей подложке. Детектор генерирует высокое постоянное напряжение, которое подается на поверхность покрытия через зонд. Кроме того, детектор подключается к подложке через высоковольтный обратный (земляной) провод. Когда зонд проходит над дефектом покрытия, электрическая цепь замыкается, и ток течет от зонда к подложке. В результате в детекторе срабатывает звуковая и визуальная сигнализация, а на месте дефекта может образоваться искра. Необходимо соблюдать осторожность при выборе напряжения, используемого для тестирования. Типичное напряжение пробоя для воздуха составляет ~4 кВ/мм. Величина электрической прочности, которую большинство покрытий может выдержать без разрушения, составляет от 6 кВ/мм до 30 кВ/мм. Это называется диэлектрической прочностью и может изменяться в зависимости от состава покрытия. Напряжение должно быть выбрано достаточно сильным, чтобы пробить воздух, но не настолько сильным, чтобы вызвать повреждение покрытия.  |
 Данная статья представляет собой краткое введение в теорию и практику ультразвуковой дефектоскопии. Он предназначен только как обзор темы. Дополнительную подробную информацию можно найти в ссылках, перечисленных в конце.
Данная статья представляет собой краткое введение в теорию и практику ультразвуковой дефектоскопии. Он предназначен только как обзор темы. Дополнительную подробную информацию можно найти в ссылках, перечисленных в конце.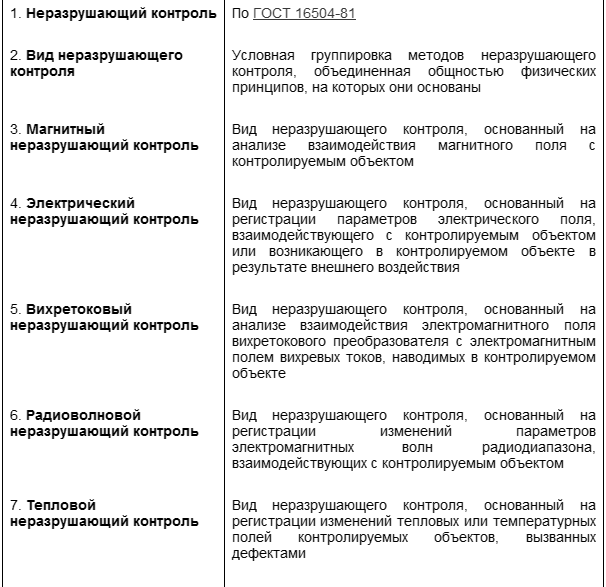 На частотах в мегагерцовом диапазоне звуковая энергия не распространяется эффективно через воздух или другие газы, но свободно проходит через большинство жидкостей и обычных технических материалов.
На частотах в мегагерцовом диапазоне звуковая энергия не распространяется эффективно через воздух или другие газы, но свободно проходит через большинство жидкостей и обычных технических материалов. Все, что меньше этого, будет невидимым. При ультразвуковой толщиномерии теоретическая минимальная измеряемая толщина составляет одну длину волны.
Все, что меньше этого, будет невидимым. При ультразвуковой толщиномерии теоретическая минимальная измеряемая толщина составляет одну длину волны.
 Рассеяние – это случайное отражение звуковой энергии от границ зерен и подобной микроструктуры. По мере снижения частоты увеличивается рассеивание луча, но уменьшаются эффекты затухания и рассеяния. Для данного приложения следует выбирать частоту преобразователя, чтобы оптимизировать эти переменные.
Рассеяние – это случайное отражение звуковой энергии от границ зерен и подобной микроструктуры. По мере снижения частоты увеличивается рассеивание луча, но уменьшаются эффекты затухания и рассеяния. Для данного приложения следует выбирать частоту преобразователя, чтобы оптимизировать эти переменные. Практически вся звуковая энергия отражается от трещины или другой неровности на пути волны. Это фундаментальный принцип, который делает возможной ультразвуковую дефектоскопию.
Практически вся звуковая энергия отражается от трещины или другой неровности на пути волны. Это фундаментальный принцип, который делает возможной ультразвуковую дефектоскопию.
 Поскольку звуковая энергия на ультразвуковых частотах не может эффективно распространяться через газы, между преобразователем и испытуемым образцом обычно используется тонкий слой связующей жидкости или геля.
Поскольку звуковая энергия на ультразвуковых частотах не может эффективно распространяться через газы, между преобразователем и испытуемым образцом обычно используется тонкий слой связующей жидкости или геля.

 Сигнальные ворота часто используются для контроля уровней сигнала в выбранных точках последовательности волн, чтобы помечать эхо-сигналы от дефектов.
Сигнальные ворота часто используются для контроля уровней сигнала в выбранных точках последовательности волн, чтобы помечать эхо-сигналы от дефектов.  Затем эхо-картину от образца для испытаний можно сравнить с картинами этих калибровочных стандартов, чтобы определить его состояние.
Затем эхо-картину от образца для испытаний можно сравнить с картинами этих калибровочных стандартов, чтобы определить его состояние.  Акустически значимый эхо-сигнал, который предшествует фоновому эхо-сигналу, предполагает наличие ламинарной трещины или пустоты. Путем дальнейшего анализа можно определить глубину, размер и форму структуры, создающей отражение.
Акустически значимый эхо-сигнал, который предшествует фоновому эхо-сигналу, предполагает наличие ламинарной трещины или пустоты. Путем дальнейшего анализа можно определить глубину, размер и форму структуры, создающей отражение. Чтобы найти их, используются методы наклонного луча, в которых используются либо обычные узлы преобразователей с наклонным лучом (клиновидные), либо погружные преобразователи, ориентированные таким образом, чтобы направлять звуковую энергию в испытуемый образец под выбранным углом. Использование контроля наклонным лучом особенно распространено при контроле сварных швов.
Чтобы найти их, используются методы наклонного луча, в которых используются либо обычные узлы преобразователей с наклонным лучом (клиновидные), либо погружные преобразователи, ориентированные таким образом, чтобы направлять звуковую энергию в испытуемый образец под выбранным углом. Использование контроля наклонным лучом особенно распространено при контроле сварных швов.  Во-вторых, разрешение по минимальному размеру дефекта улучшается за счет использования поперечных волн, поскольку при заданной частоте длина волны поперечной волны составляет примерно 60% длины волны сопоставимой продольной волны.
Во-вторых, разрешение по минимальному размеру дефекта улучшается за счет использования поперечных волн, поскольку при заданной частоте длина волны поперечной волны составляет примерно 60% длины волны сопоставимой продольной волны. Требуемая целостность покрытия диктуется применением, для которого используется подложка. Отверстия в покрытии, известные как «каникулы» или «несплошности», часто очень малы или невидимы невооруженным глазом.
Требуемая целостность покрытия диктуется применением, для которого используется подложка. Отверстия в покрытии, известные как «каникулы» или «несплошности», часто очень малы или невидимы невооруженным глазом. Если в УФ-свете видно черное пятно, то отверстие проникает на всю длину подложки.
Если в УФ-свете видно черное пятно, то отверстие проникает на всю длину подложки. При необходимости точечное отверстие можно определить более точно, повторно протестировав область, используя только угол губки.
При необходимости точечное отверстие можно определить более точно, повторно протестировав область, используя только угол губки. Покрытия на бетоне также можно тестировать методом высокого напряжения. Существует три метода тестирования высоким напряжением: переменным током, постоянным током и импульсным постоянным током.
Покрытия на бетоне также можно тестировать методом высокого напряжения. Существует три метода тестирования высоким напряжением: переменным током, постоянным током и импульсным постоянным током.
