Содержание
технология, техника, оборудование, виды, сущность, способы обработки деталей
21.07.2021
Создавать прочные стыки и восстанавливать изношенные покрытия можно разными способами. Сегодня под прицелом внимания один из них, а именно механизированная сварка и наплавка: рассмотрим, что она из себя представляет и какими методами может осуществляться, проанализируем преимущества и недостатки, которыми она обладает.
Обратите внимание, у нее широкая сфера применения: она выполняется как при изготовлении самых разных строительных конструкций (чаще всего труб), так и при ремонте активно использовавшихся функциональных узлов. С помощью тех или иных ее видов возвращают исходную геометрию шеек коленвалов, шлицов КПП и редукторов, элементов ходовой части гусениц и многих других предметов. В настоящее время считается наиболее перспективным направлением, а значит активно развивается.
Что называют механизированной наплавкой
В общем случае это процесс нанесения специального слоя на изношенную поверхность, который, затвердев, не только восстановит начальную форму детали, но и станет своего рода защитным покрытием. Весь смысл (и главная особенность) здесь в том, как осуществляется данный вид работ, а реализовать его можно одним из двух вариантов:
Весь смысл (и главная особенность) здесь в том, как осуществляется данный вид работ, а реализовать его можно одним из двух вариантов:
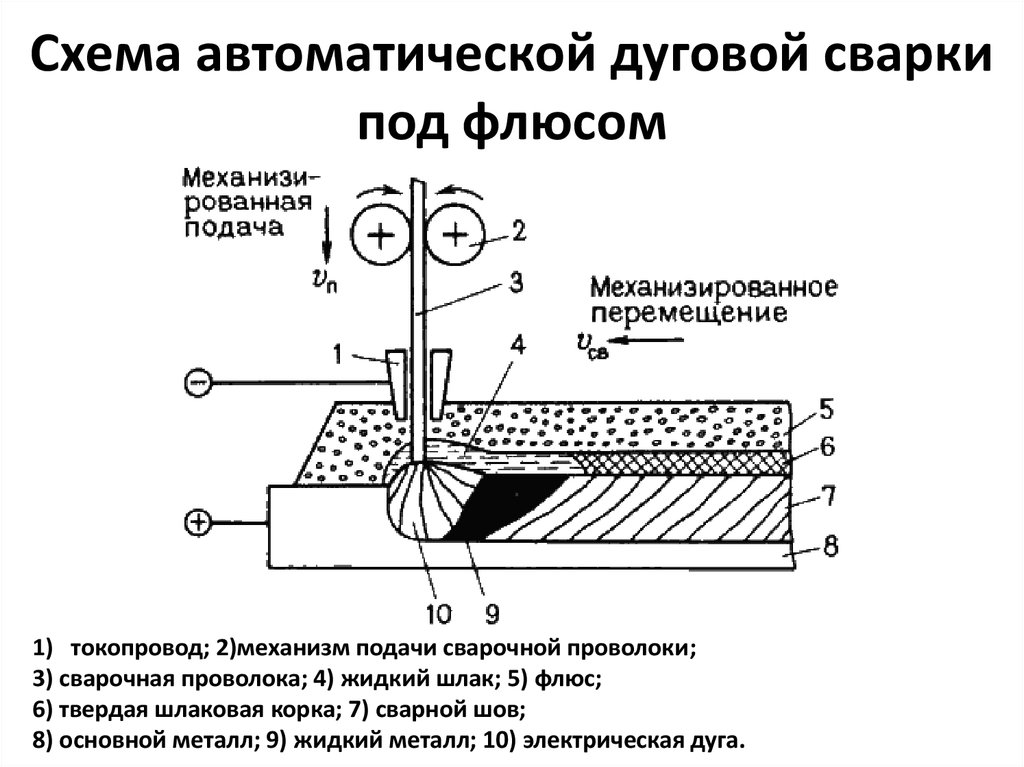
- • автоматически – как подача электродного материала, так и его перемещение (и заготовки тоже) в пространстве выполняется оборудованием; многие установки обеспечивают еще и поперечные колебания направляемого стержня, что позволяет уменьшить количество проходов;
- • полуавтоматически – механическим путем выполняется только доставка проволоки (или другой присадки) в рабочую зону, по шлангу, после чего сварщик самостоятельно перемещает держатель с нею относительно заготовки.
У каждого есть свои особенности. Так, в первом случае может не хватить гибкости при позиционировании, во втором многое зависит от мастерства человека, решающего задачу. Хотя производительность труда в обеих ситуациях значительно выше, чем при любом из ручных методов (у них другие достоинства). Качество и равномерность покрытия, обычно, тоже лучше, что и обуславливает широту применения, особенно серийного.
Технология механизированной наплавки
- • Начальным этапом становится очистка поверхности детали от остатков смазочных материалов, грязи. Можно либо аккуратно обжечь ее с помощью горелки, либо промыть горячим щелочным раствором, после чего пройтись по ней щеткой. Это нужно для максимально равномерного осаждения восстанавливающего слоя.
- • Следующий шаг – предупреждение значительных внутренних напряжений (если есть вероятность их возникновения), чтобы исключить появление трещин в нанесенном покрытии. Для этого необходимо подогреть обрабатываемый элемент до определенной температуры. До какой именно? Зависит от размеров, формы, характеристик заготовки, а также от конечных свойств присадки.
- • Ну а затем осуществляется расплав – проволоки, металлической ленты, порошка – и непосредственное нанесение дополнительного материала на основной, под флюсом или без него, под защитой газа или без нее. Если при этом накладываются отдельные валики, стоит следить, чтобы каждый последующий перекрывал 0,4-0,5 ширины предыдущего.
Кажется, что все просто, и при должном уровне опыта так и есть, но важно не забывать, что правильная техника механизированной наплавки требует учитывать целый ряд нюансов. Даже при подготовке нужно:
- • отшлифовать рабочие поверхности предмета шкуркой, если ранее он уже проходил процедуру восстановления;
- • заглушить выходящие в зону контакта отверстия графитовыми стержнями или сразу пастой на основе жидкого стекла, причем сделать это предварительно, примерно за сутки;
- • снять остатки смазки при помощи специально проколотых резиновых шайб, установленных перед головками;
- • закрепить деталь в патроннике с достаточной надежностью – так, чтобы биение не было больше 1,5 мм.
Просто необходимо придерживаться не только выбранного способа (методы мы подробно рассмотрим ниже), но и режима плавления. Последний зависит от целого ряда факторов, в числе которых и величины напряжения с током, и характер вращения заготовки, и скорость подачи, и даже угол положения проволоки или ее длина.
В вопросе формирования валиков тоже есть своя специфика: при их нанесении важно проваривать основной материал неглубоко, так, чтобы его доля в покрытии не превышала 0,3-0,45 m. При этом нельзя вести дугу слишком быстро, иначе слои получатся узкими и пострадает качество сцепления.
Свои ограничения есть и по вылету присадочного прутка: чем он больше, тем значительнее сопротивление цепи, тем сложнее выполнять работу. Практическим путем обнаружено, что данная величина не должна превышать 25 мм.
Виды механизированной наплавки
Сегодня актуальны такие способы:
- • под флюсом;
- • в защитной газовой среде;
- • электроконтактный;
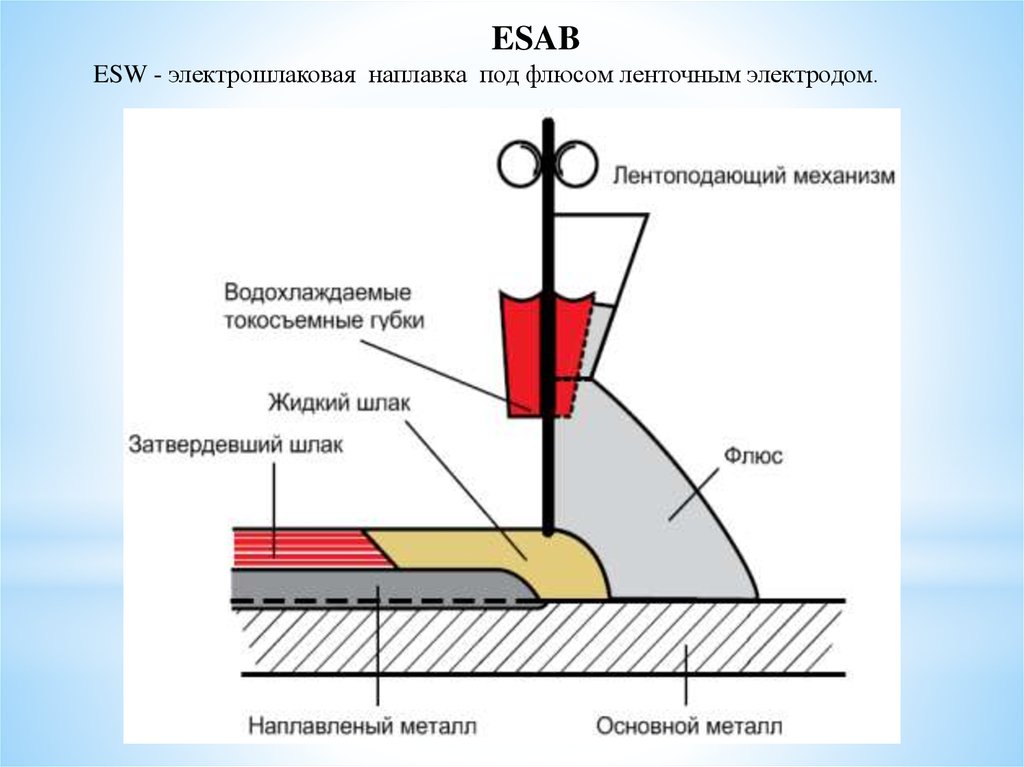
- • электрошлаковый;
- • вибродуговой;
- • плазменный.
Теперь рассмотрим каждый из них подробнее.
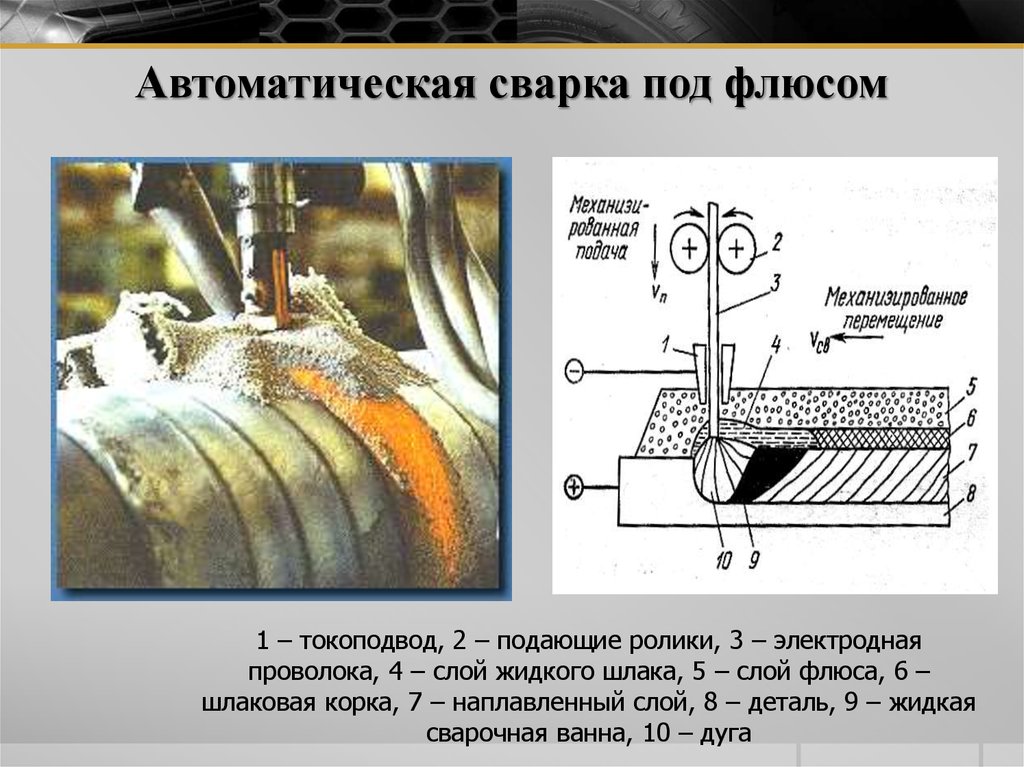
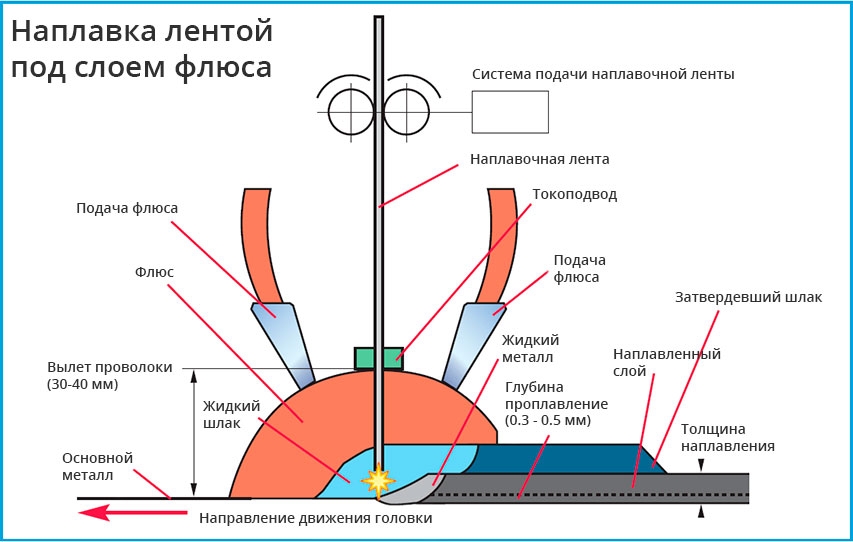
Работы под флюсом удобны тем, что при их осуществлении воздух не воздействует на разгоряченный металл, что помогает избежать пор и в целом облегчает труд. Плюс, отсутствует разбрызгивание, выделяющееся тепло используется более эффективно, можно выполнить легирование.
Плюс, отсутствует разбрызгивание, выделяющееся тепло используется более эффективно, можно выполнить легирование.
Сам процесс отличается своей производительностью, и тому есть две причины:
- • Вылет сравнительно малый, поэтому ток (не единицу площади стержня) в 7-8 раз выше, чем при ручной дуговой сварке.
- • Образующийся шлак помогает минимизировать потери основного материала, что положительно сказывается на итоговом коэффициенте напайки (увеличивает его в 1,5-2 раза).
Роль электрода выполняет сплошная проволока сечением 1-6 мм, скорость ее подачи регулируется автоматическим устройством и составляет от 100 до 300 км/ч. К ней подводится «плюс» от источника (через мундштук из меди), тогда как «минус» – к самой заготовке (но ток при этом еще проходит через станину и съемник).
При этом флюс может быть стеклообразным, представляя собой размельченную смесь силикатов (серия АН), и только оберегать основной материал от воздуха.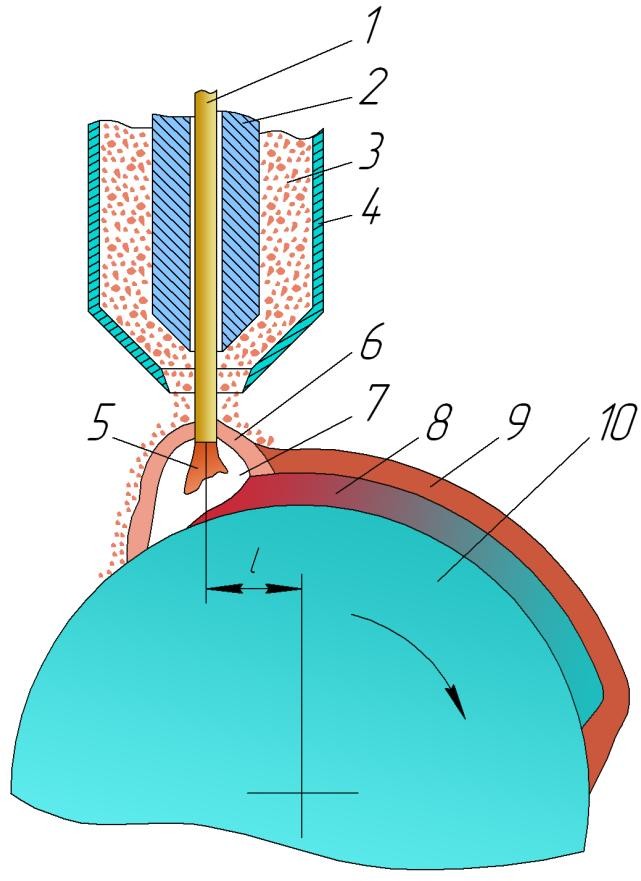 Или содержать в себе легирующие, связывающие, шлакообразующие, раскисляющие добавки и изменять физико-химические свойства наносимого покрытия.
Или содержать в себе легирующие, связывающие, шлакообразующие, раскисляющие добавки и изменять физико-химические свойства наносимого покрытия.
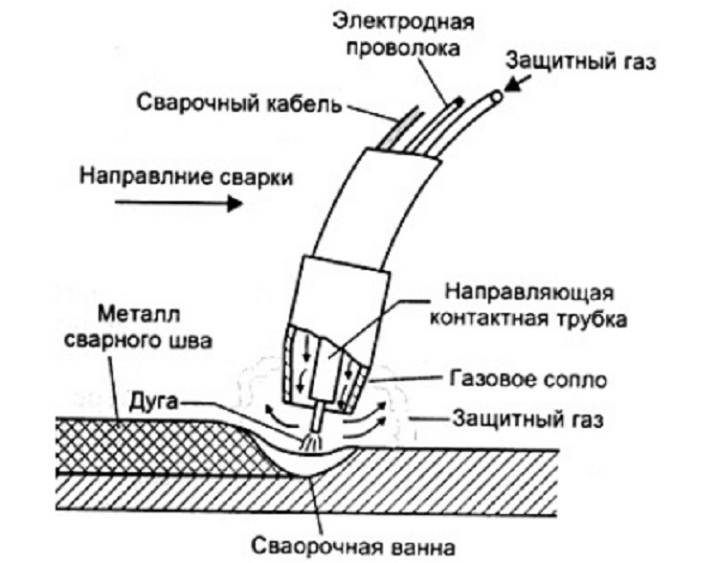
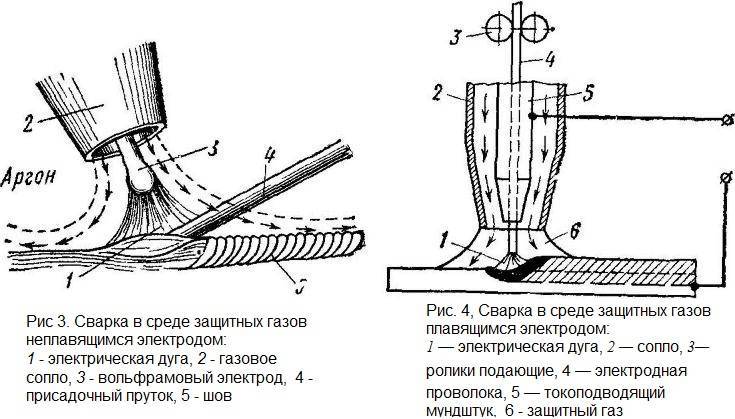
Механизированная наплавка поверхностей деталей в защитной газовой среде проводится в пространстве, заполненном смесью аргона и водяного пара или CO2. Первый дорого стоит, поэтому на заводах по умолчанию используют CO2, ремонтируя в нем кузова, элементы кабин и оперения и многие другие заготовки.
Процесс протекает следующим образом: поданный в рабочую зону, углекислый газ вытесняет собой воздух, не давая кислороду или азоту негативно воздействовать на созданный шов. Проблема только в том, что дуга нагревается до 6000 0С, а при такой температуре связи в CO2 нарушаются, и реакция его распада провоцирует выгорание легирующих веществ и углерода в наносимом покрытии. Чтобы нивелировать возможный вред, следует использовать специальную присадочную проволоку из серии Св, в составе которой содержатся добавки титана, кремния, марганца.
Этот вариант обладает сразу четырьмя преимуществами:
- • позволяет получить ровный, плотный и даже эстетичный слой (причем без шлака), не требующий какой-то последующей обработки;
- • дает возможность решить вопрос в 1,5-3 раза быстрее, чем вручную;
- • обеспечивает все условия для визуального контроля процесса;
- • способствует попутному охлаждению заготовки, из-за чего поверхность последней не коробится.
В число минусов запишем относительную непрочность шва и сравнительно большое разбрызгивание.
Зато метод просто реализуется на практике: стандартного 40-литрового баллона углекислоты хватает на 20 часов работы. Содержащуюся в ней влагу не проблема нейтрализовать осушителем – медным купоросом. Отличным редуктором станет обычный кислородный. Все операции нужно проводить с подачей тока обратной полярности.
Есть как классические, так и современные механизированные способы сварки и наплавки деталей. Электроконтактная относится, скорее, ко второй категории, так как выполняется на модернизированном оборудовании. Для ее реализации используются машины, приваривающие проволочный или ленточный металл, в один или несколько проходов, и таким образом создающие равномерное покрытие нужной толщины (до 3 мм). Рациональнее, если слоев будет 2-4: это позволит сохранить все физико-механические свойства, исключая перегрев при проведении работ.
Электроконтактная относится, скорее, ко второй категории, так как выполняется на модернизированном оборудовании. Для ее реализации используются машины, приваривающие проволочный или ленточный металл, в один или несколько проходов, и таким образом создающие равномерное покрытие нужной толщины (до 3 мм). Рациональнее, если слоев будет 2-4: это позволит сохранить все физико-механические свойства, исключая перегрев при проведении работ.
Перемешивание основного и дополнительного материала стремится к нулю, особенно при использовании промежуточных присадок – порошков ПГ-СР. При этом вполне реально поддерживать производительность на уровне 2-4 кг/ч.
Электрошлаковый метод позволяет ремонтировать даже сильно изношенные элементы, например, Он обеспечивает высокое качество шва, причем работу можно проводить действительно быстро, показатель в 30 г/Ач вполне реален.
Схема следующая:
- • флюс нагревается дугой, после чего через него пропускается ток;
- • в таких условиях электрод плавится и образует ванну вместе с основным металлом;
- • кристаллизатор движется вверх с определенной скоростью, а нижние слои постепенно остывают.

Обратите внимание, рабочая зона в этом случае полностью защищена от влияния воздуха, поэтому ничто не мешает вводить легирующие добавки и использовать выделяющееся тепло с максимальной эффективностью.
Техника и технология механизированной наплавки вибродуговым способом сводится к использованию присадочного стержня, создающего колебания с амплитудой от 1 до 3 мм и частотой от 50 до 100 Гц. В результате весь процесс становится чередой из трех циклично повторяющихся этапов:
- • горение;
- • холостой ход;
- • замыкание.
Причем на первом шаге выделяется до 9/10 всего тепла, а на третьем – только 1/10. Это объясняется тем, что 12-20 В, т. е. при малом напряжении источника тока в цепи есть индуктивность, а значит дуга остается стабильной, и ее вольтаж уже 30-35 В.
Для максимальной эффективности стоит подключать ток обратной полярности и выполнять работу в охлаждающей жидкой среде.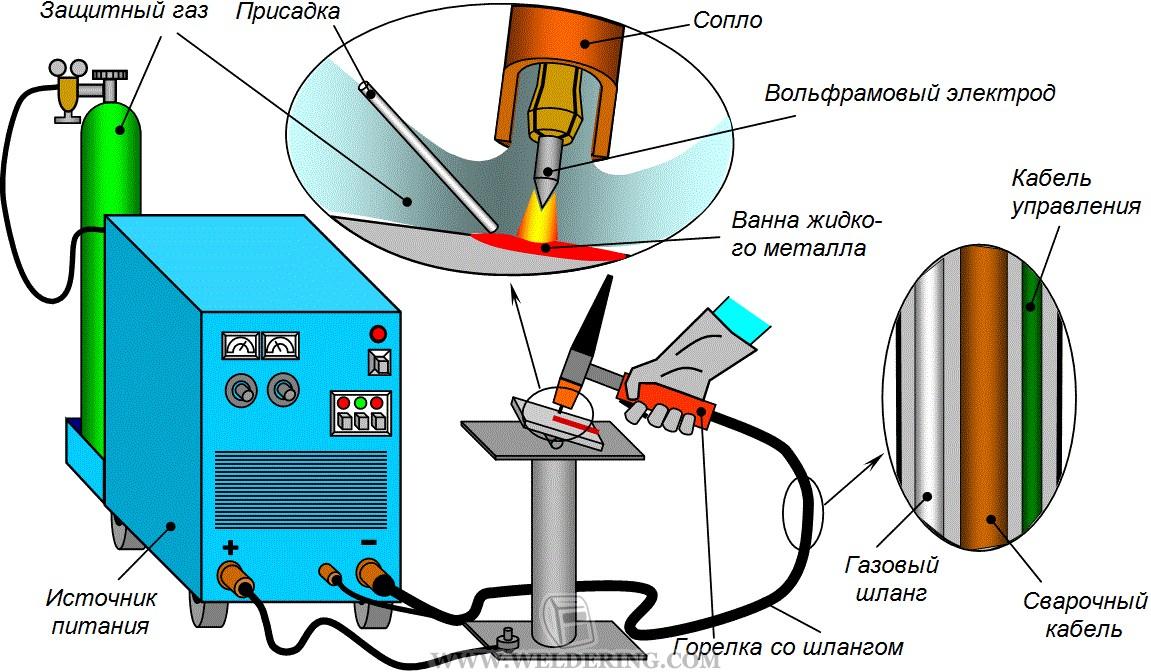 Хорошо подойдет водный раствор глицерина (10%) или кальцинированной соды (5%), поданный за 40 мм от присадочного стержня. В результате нагрева он обратится в пар, который и заберет вредные азотистые соединения. Кроме того, Ca сделает горение более стабильным, а C3H8O3 предотвратит появление трещин.
Хорошо подойдет водный раствор глицерина (10%) или кальцинированной соды (5%), поданный за 40 мм от присадочного стержня. В результате нагрева он обратится в пар, который и заберет вредные азотистые соединения. Кроме того, Ca сделает горение более стабильным, а C3H8O3 предотвратит появление трещин.
Да, метод хорош малой зоной повышения температуры и почти полным отсутствием потерь легирующих элементов и позволяет получить тонкое, но прочное покрытие, но у него есть и недостаток. Минус в том, что усталостная прочность заготовки снижается – из-за появления пор в нанесенном слое, что частично ограничивает случаи применения.
Если же рассматривать современные механизированные способы наплавки, то самой прогрессивной считается плазменная технология. В соответствии с ней восстановление изношенной поверхности осуществляется под воздействием сильно нагретого и богато ионизированного газа – аргона, гелия, воздуха, азота с добавками.
Может осуществляться по одной из трех схем – с открытой, закрытой и комбинированной струей. В первом случае роль анода выполняет заготовка, во втором – горелка или сопло, в третьем – и то и другое.
В первом случае роль анода выполняет заготовка, во втором – горелка или сопло, в третьем – и то и другое.
Варианта реализации тоже два:
- • плазма захватывает порошок и равномерно осаждает его на поверхность;
-
присадка сразу вводится в струю.
Метод обладает пятью практическими преимуществами:
- • за счет концентрации высокой температуры зона термического влияния сужается;
- • благодаря ему на сталь реально наносить самые разные износостойкие материалы, даже пластмассу;
- • позволяет точно регулировать толщину слоя – от тонкой, в 0,1 мм, до 2-3 мм;
- • отличается сравнительно высоким КПД дуги – достигает 45%;
- • по нему можно выполнять еще и поверхностную закалку.
Оборудование для механизированной наплавки
Обычно это установки, «сердце» каждой из которых – переделанный токарный станок: вместо резцедержателя у него головка, также он оснащен источником питания и зачастую понижающим редуктором, уменьшающим вращение до 5 или даже до 2 об/мин.
Хотя для коленчатых валов есть техника, не требующая дополнительной доработки. Это машины вроде ОКС-5523 с универсальными центросмесителями, и они регулируют скорость бесступенчато.
Источники тока подключают самые разные, например, это может быть:
- • выпрямитель из серии ВКС-500-1 или ВС-600;
- • преобразователь вроде ПСУ-500-2 или ПСГ-500.
При выборе головок для подачи присадки традиционно отдают предпочтение моделям из семейств ОКС.
Наиболее распространенным электродом считается пружинная проволока сечением 1,6-2 мм, хотя также популярны серии Св и Нп, в том числе и низкоуглеродистые, и высоколегированные. Подбирать одну из них нужно так, чтобы наносимое покрытие по своему химическому составу было сходным с основным.
Флюс – это соединение из порошкового графита с феррохромом и жидкого стекла. Эти вещества смешивают в определенных пропорциях и прокаливают, потом дают настояться, а дальше добавляют к чистому и уже приготовленному. Затем остается лишь хранить его в сухой емкости и использовать по мере необходимости.
Затем остается лишь хранить его в сухой емкости и использовать по мере необходимости.
Сущность механизированной наплавки и ее назначение
В общем случае это нанесение слоя материала на поверхность заготовки. Это нужно:
- • для восстановления или изменения исходных размеров (геометрии) элемента, что особенно актуально, если это инструмент, например, режущая кромка;
- • или придания новых свойств, допустим улучшения антикоррозионных характеристик или для повышения стойкости к истиранию.
Ну и в рассматриваемой нами ситуации процесс еще и должен быть наполовину или полностью автоматизированным.
Плюсы
- • можно создавать покрытия значительной толщины (до 2-3 мм) и таким образом возвращать изначальную геометрию даже сильно изношенным изделиям;
- • производительность в 1,5-3 раза выше, чем при любом из ручных методов;
- • используемое оборудование сравнительно надежное и простое в транспортировке;
- • отсутствуют ограничения по габаритам предметов – конусы доменных печей, сосуды атомных реакторов и другие большие объекты тоже реально защитить и восстановить;
- • каждый метод достаточно легок в реализации;
- • наносимый слой может быть какого угодно состава, от чистой меди до комбинированной пластмассы;
- • наплавку не проблема сочетать с другими методами обработки, допустим, с азотированием или плазменной закалкой.

Минусы
- • В ряде случаев в результате смешивания основного материала с добавленным, наблюдается ухудшение практических свойств;
- • при неправильном выборе режима деформация, провоцируемая высокими температурами, может быть чрезмерной, что требует принятия дополнительных мер по сохранению геометрии заготовки;
- • решающему задачу мастеру нужно обладать теоретическими знаниями в области сочетаемости металлов, чтобы сделать покрытие не просто равномерным, а с нужными свойствами;
- • небольшое количество сочетаний по сравнению с тем же напылением;
- • трудно покрывать малые элементы сложных форм – ванну приходится постоянно переносить и не всегда удается осуществить это плавно.
Выводы
Мы рассмотрели сущность и назначение механической наплавки металлов, со всеми ее плюсами и минусами, и, по нашему мнению, достоинства важнее недостатков, а значит этой технологией стоит пользоваться. Какой именно способ ее выполнения выбрать, решать вам. А выгодно заказать станки для реализации практически каждого из методов вы можете в нашей компании «Сармат».
Какой именно способ ее выполнения выбрать, решать вам. А выгодно заказать станки для реализации практически каждого из методов вы можете в нашей компании «Сармат».
технология для различных деталей, режимы, особенности выполнения
21.07.2021
Частично механизированная сварка (наплавка) – это простой метод выполнения сварочных работ с высокой эффективностью. Да и затраты он несет небольшие. Вот почему способ стал популярен одновременно и у профессионалов на крупных производствах, и у частников, занимающихся подсобными работами. Да и даже новички, которым необходимо выполнить единичное действие у себя на даче, в загородном доме или на собственном складе, чаще всего используют именно такую методику. Ведь она выгодно отличается быстрым усвоением, легкой реализацией. И что еще важнее, является вполне экономичным выбором.
В этом обзоре мы конкретно разберемся в сути, видах техники, различных сопутствующих приемах, необходимом оборудовании. А также выявим все ключевые преимущества и недостатки подобной системы.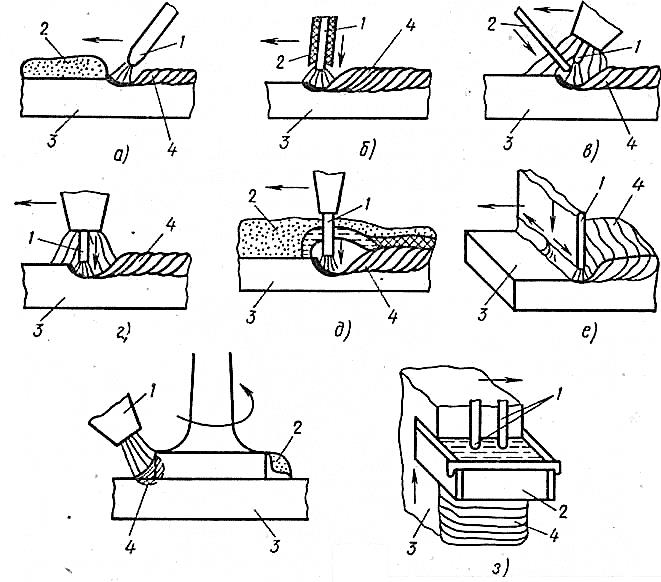
Что называют технологией частично механизированной сварки наплавки
Для начала разберемся со смежными понятиями. Ручной вариант – это работа, подразумевающая участие человека на всех этапах процесса. Он самостоятельно погружает необходимую конструкцию или деталь, производит плавление, сменяет электроды. Участие каких-то программ не подразумевается. В автоматическом варианте же деятельность сварщика отсутствует по определению. Его роль заключается лишь в расположении объекта на крепежах. То есть, это может выполнить и непрофессионал.
Полуавтоматический режим совмещает две эти функции. Погрузка и размещение осуществляется самостоятельно, так же как и движение сварочным аппаратом. Но подача электродов уже становится автоматической. Это легче, ведь не нужно переживать за корректность размещения проволоки, следить за настройками. Определять уровень газа, подачу электроэнергии. Все сделает «умное» оборудование за работника.
Благодаря этому для «любительской» работы обычно приобретают такое оборудование. Чтобы минимизировать возможность ошибки. А как известно, в этой сфере она может стоить дорого. Сварной аппарат при нарушениях условий безопасности на производстве может воспламенить объекты, нанести травмы человеку.
Чтобы минимизировать возможность ошибки. А как известно, в этой сфере она может стоить дорого. Сварной аппарат при нарушениях условий безопасности на производстве может воспламенить объекты, нанести травмы человеку.
Особенности технологии частично механизированной сварки наплавки
Пройдемся по всему алгоритму детально.
- • В первую очередь происходит обработка рабочей поверхности. Необходимо устранить возможные дефекты, возникшие при прокате металла. Это не самая редкая ситуация, брак поступает часто. Поэтому лучше перестраховаться. Для исправления деформации возможно применить плавление.
- • Наносится разметка на сталь. Определяются участки, где будет проходить резка, выбирается режим работы.
- • Резка объекта. После нее нужно в обязательном порядке зачистить кромки. Дуговая сварка предполагает ровную поверхность. Соответственно, кромки подрезаются, если дефекты слишком сильные. А дальше для выравнивания обрабатываются абразивом.
 Нужен инструмент высокой твердости, иначе металл он просто не возьмет.
Нужен инструмент высокой твердости, иначе металл он просто не возьмет. - • Следующим этапом нужно выбрать конкретный режим. Для этого определяется сила и полярность тока, на котором будет работать оборудование. Важно учесть температуру в окружающей среде. В помещении это сделать просто. Она кардинальным образом изменяться не будет. А вот на свежем воздухе есть нюансы. Резкое похолодание – это редкость. А вот неожиданно вышедшее солнце из-за туч прямыми лучами способно повысить температуру на десять и выше градусов.
- • Выбираем число подходов, сразу строго фиксируем эту цифру и следуем ей. А также определяем пространственное положение шва.
- • Теперь необходимо заземлить деталь, которую будем плавить.
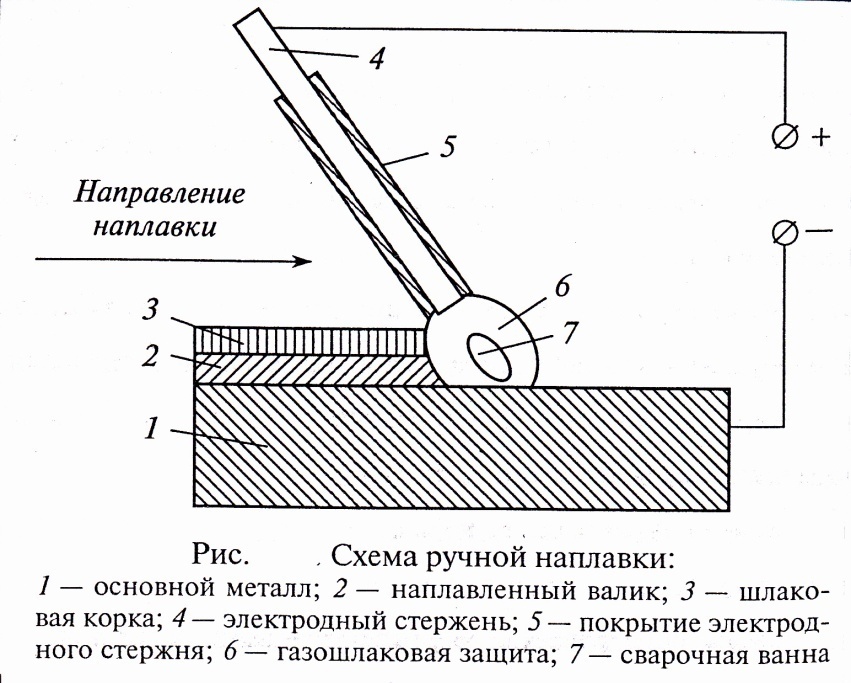
- • Только после этого подключаем электрический ток. Аппарат при соприкосновении с объектом начнет пропускать электричество. А значит, и кромка детали, и сам электрод ввиду сильного термического фактора будут плавиться. В итоге, обе масса смешиваются в единое целое.
 После плавления шлак начинает стремиться вверх, выступая наружу, создавая защитную пленку. Остается лишь подождать остывания и затвердевания. И новенький шов готов.
После плавления шлак начинает стремиться вверх, выступая наружу, создавая защитную пленку. Остается лишь подождать остывания и затвердевания. И новенький шов готов.
Также выполнение частично механизированной наплавки может происходить одним из двух способов. Левый вариант – это процесс, при котором сварочный аппарат передвигается слева направо, соответственно. Пруток же двигается параллельно перед горелкой. Двигать лучше всего под прямым углом ко шву, некоторыми зигзагами.
Второй вариант – правый. Перемещение оборудование происходит в обратную сторону. Пламя направляется на ванну с металлическим шлаком. В итоге по времени этот способ изрядно проигрывает. Ведь остывание шва становится куда более длительным процессом, он постоянно заново подогревается. Но фактически, это более качественный вариант. Он обуславливается более прочным соединением. Да и расход газа существенно сокращается. Так что можно говорить и о какой-то экономии.
Режимы
Отдельных строго регламентированных параметров нет. Существует масса ГОСТов под каждый конкретный тип работ и аппаратуру. Но общие методы можно выделить через некоторые аспекты. Один из них – энергия. Электрический ток – это главный двигатель процесса. А значит, его источник или блок обладает принципиальным значением. Сам узел подачи энергии может строиться на двух различных принципах. Первый – это трансформаторный. Это уже зарекомендованный стандарт, который сейчас становится морально устаревшим. Но, плюсы очевидны, трансформатор легко заменить или починить, если он выйдет из строя. То есть, преимуществом выступает примитивность.
Второй вариант – инертный преобразователь. Более прогрессивная модель, которая сейчас ставится почти на каждое оборудование для полуавтоматической сварки на рынке. Электрическая дуга в этом методе становится значительно более стабильной. Горение поддерживается постоянно, даже если питание начинает проседать. Таким образом, уменьшается возможность внешних факторов повлиять на качество работы. Кроме того, КПД тоже возрастает. При наименьших затратах энергии выдается стабильный поток, способный полностью обеспечить нужды сварщика. Ну и последним, но не менее важным плюсом можно назвать компактность. Оборудование с инертным блоком занимает куда меньше места, проще транспортируется и храниться.
Таким образом, уменьшается возможность внешних факторов повлиять на качество работы. Кроме того, КПД тоже возрастает. При наименьших затратах энергии выдается стабильный поток, способный полностью обеспечить нужды сварщика. Ну и последним, но не менее важным плюсом можно назвать компактность. Оборудование с инертным блоком занимает куда меньше места, проще транспортируется и храниться.
Подключать же аппаратуру нужно к источнику с разным напряжением. Все зависит от параметров устройства. По традиции для любительских нужд приобретаются небольшие модели, работающие от сети в 220В. И с одной фазой. А вот если говорить про крупное производство, то там для повышения эффективности используются иные источники. И в большинстве случаев, трехфазные.
Если разбирать режимы частично механизированной наплавки, нельзя обойти своим вниманием такой вид, как сварка в среде защитных газов. Главный критерий – универсальность. Соединения практически любых металлов легко формируются этим методом. Да и процесс можно осуществлять не только в заводском помещении со специально выверенной температурой и газовой средой, но и на свежем воздухе.
Да и процесс можно осуществлять не только в заводском помещении со специально выверенной температурой и газовой средой, но и на свежем воздухе.
Для реализации понадобится оборудование со съемным газовым баллоном. А также с двигателем, подающими механизмами и самой кассетой, в которой хранится проволока. В большей части аппаратов всего два механизма подачи, но если подразумевается серьезная нагрузка, логично приобрести более мощный тип. В нем роликов может быть четыре, шесть и даже больше.
Это простая и доступная технология. Но громоздкий газовый баллон иногда мешает работе, если подразумевается постоянное движение от объекта. Также стоит учесть, что благодаря невысокой цене газа, этот вид еще и экономичен.
Для работ повышенной сложности принято использовать иную технологию, под флюсом. Также идеально подходит для соединения легированной стали или алюминия, для сплавов железа и никеля. Хотя и в работе с обычными соединениями показывает отличный результат. Подходит для выполнения частично механизированной наплавки различных деталей медного типа на производстве.
Подходит для выполнения частично механизированной наплавки различных деталей медного типа на производстве.
Флюс – это порошкообразный материал, марганец в своей основе. Он подается вместе с электродом, поэтому при проходе электрического тока происходит плавление сразу двух металлов. Полученная смесь работает гораздо лучше и эффективнее. Порошок бывает плавленым и неплавленным. Последний – стандартный, стоит дешевле, но менее результативен. А первый – это материал после сильной термической обработки, иногда смесь с керамическим происхождением в форме крошки.
Во время работы эти гранулы активно плавятся. Смешиваются с остальным шлаком и попадают в сварочную ванночку. Но при этом флюс поднимается, создает на поверхности специальный защитный слой. Он полностью предохраняет от контакта с кислородной средой. А значит, полученный шов будет до остывания защищен. И получится более крепким и качественным. Затвердевший порошок превращается в наслоение. Удалить его можно без всяких проблем скребком с молотком или иным инструментом.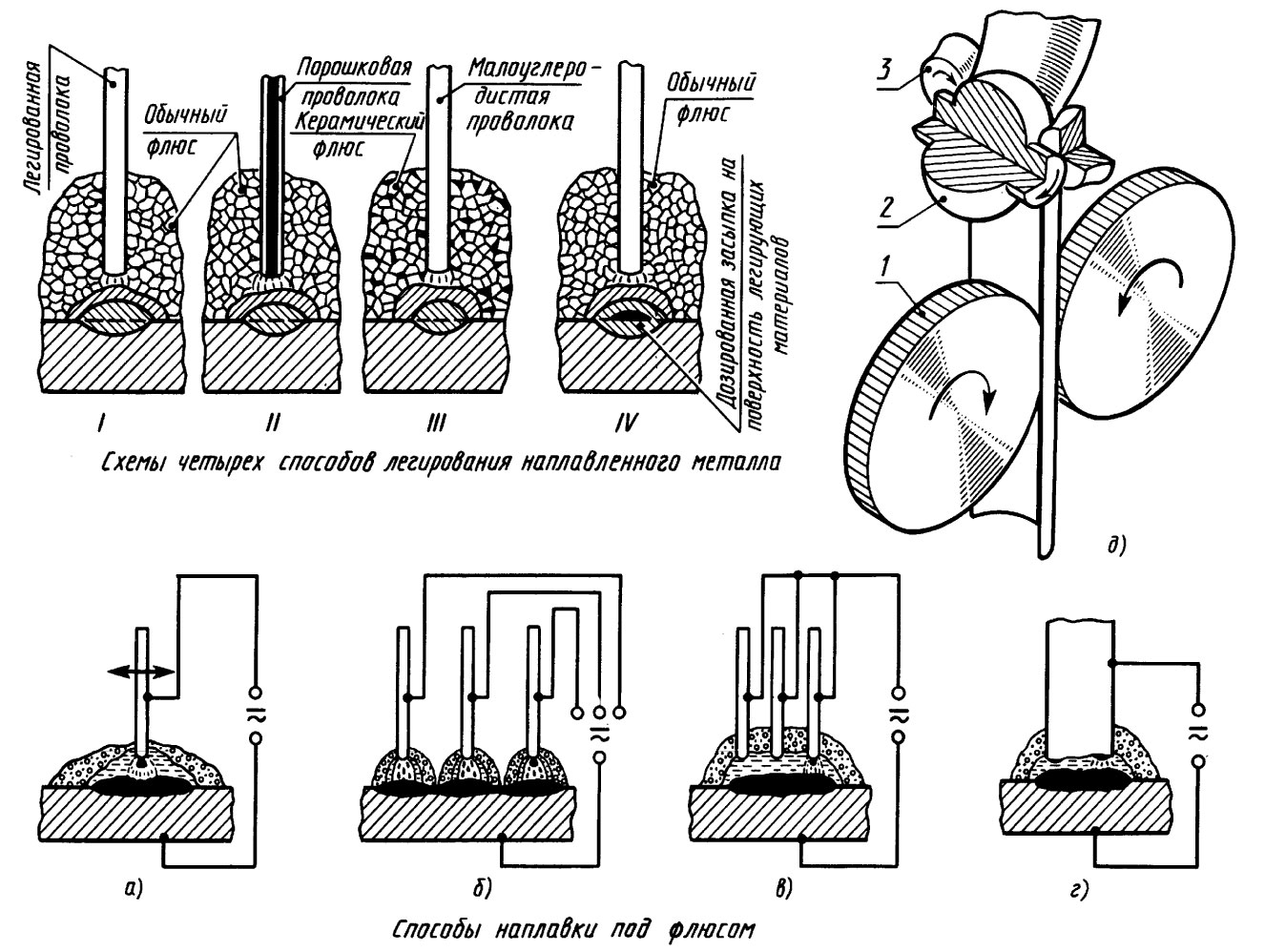 После пары ударов слой трескается и разваливается. Примечательно то, что остатки допустимы к повторной процедуре. Покупать в следующий раз придется меньше флюса.
После пары ударов слой трескается и разваливается. Примечательно то, что остатки допустимы к повторной процедуре. Покупать в следующий раз придется меньше флюса.
И провести очистку нужно в обязательном порядке. Ведь слой визуально скрывает под собой шов. И непонятно, получился ли он на запланированном уровне качестве. Или нуждается в доработке, переделке.
Оборудование
Главными аспектами, присущими полуавтоматической сварке, как мы уже говорили, является отсутствие необходимости ив подачи электрода. Менять его в держателе не нужно. «Умный» механизм все сделает самостоятельно.
Машинный вариант оборудования не предполагает наличие этого элемента. Там используется проволока, которую нужно лишь запустить. Отрегулировать придется интенсивность подачи. А значит и мощность аппарата. Ну и также настройке подвергается расстояние от проволоки до объекта.
На современном рынке представлено множество устройств, отличающихся как по параметрам, так и по уровню качества. Разумеется, ценовой вопрос имеет значение. Но стоит заметить, что полуавтоматы недороги по своей сути. Благодаря этому они так и востребованы среди частных мастеров. Когда покупатель ограничен в бюджете. Все линейки имеет невысокой ценовой порог. А значит, экономить еще сильнее – не самый лучший выбор. Логичнее будет ориентироваться на качество, чем выиграть в цене десяток процентов.
Разумеется, ценовой вопрос имеет значение. Но стоит заметить, что полуавтоматы недороги по своей сути. Благодаря этому они так и востребованы среди частных мастеров. Когда покупатель ограничен в бюджете. Все линейки имеет невысокой ценовой порог. А значит, экономить еще сильнее – не самый лучший выбор. Логичнее будет ориентироваться на качество, чем выиграть в цене десяток процентов.
Впрочем, также одной из причин актуальности таких устройств является легкое освоение. Если на производстве зачастую работают профессионалы с высоким разрядом, то среди частников зачастую уровень подготовки ниже.
Какой бы товар вы ни выбрали для себя, всегда будут существовать несколько аспектов, которые неизменны для каждого. Это общие характеристики всех линеек продукции.
Рассмотрим подробнее:
- • Горелка. Естественно, она присутствует во всех типах оборудования. В том числе среди ручного или полностью автоматического.
- • Кабель и шланг.
 С помощью этих проводников для работы поступает электрической ток, газ и новые электроды, которые необходимо плавить. Как уже отмечалось, последние могут быть заменены проволокой.
С помощью этих проводников для работы поступает электрической ток, газ и новые электроды, которые необходимо плавить. Как уже отмечалось, последние могут быть заменены проволокой. - • Управляющий блок. Зачастую содержит несколько индикаторов, сигнализирующих о состоянии аппарата, наличия подключении к источникам. А также запас расходных элементов. Если случится повреждение или перегрузка, индикаторы сообщают об этом.
- • Блок питания. В тех вариантах, когда нет подключения напрямую к сети. Да и даже в этом случае зачастую напряжение подается через этот элемент.
- • Резервуар с газом. Его габариты могут отличаться в различном диапазоне. Чем серьезнее нужды, тем больше размер баллона.
Иногда стандартный комплект оборудования снабжается некоторыми новыми частями. Ограничительные экраны, специальные вытяжки для работы в помещении, стойки для расположения «рукава». А также специальные подвижные платформы или просто тележки без бортов, чтобы перемещать баллон с газом. Особенно если он весьма крупный.
Особенно если он весьма крупный.
Назначение плавки
Обозначенная методика используется в массе различных сфер. Широко востребована как на крупном производстве, так и для каких-то небольших частных работ. Во многих случаях, если ландшафт на территории неудобный, даже стандартный подвод воды из источника к своему дому без предварительной сварки подвести проблематично.
Основные же отрасли, где метод применяется особо широко, это:
- • Соединение магистралей. Все пути, которыми подается газ, вода и так далее. Зачастую центральные линии сплошь состоят из металла. И только отводы на воды организовываются из полипропилена или полиэтилена.
- • Резервуары для содержания потенциально опасных жидкостей. Нефть, как вариант.
- • Практически все основные несущие конструкции из металла в сфере строительства жилых домов. Как многоэтажных, так и частных. Сюда же относится и железобетон.
- • Мосты, ворота, ограждения, элементы заборов.

- • Корпусные части крупных судов.
- • А также все металлических изделий. Перечислить каждую сферу невозможно.
И не стоит забывать, что плавление – это лучший способ ремонта габаритных металлических изделий. А также часто применяется для восстановления различного транспорта. В большей части для техники сельскохозяйственного назначения.
Преимущества
Давайте пройдемся по основным плюсам, которые можно найти в способе полуавтоматической сварки.
- • Скорость исполнения.
- • Возможность без проблем соединять тонкие конструкции и детали.
- • Применяется в универсальных положениях, вертикально или горизонтально, без разницы.
- • Снижения риска деформирования объекта.
- • Выше КПД по сравнению с ручной.
- • Подходит для новичков.
Недостатки
При наличии плюсов, избежать минусов полностью никогда не удается.
- • Значительно возрастает риск пробития газовой защиты при работе на свежем воздухе.
- • Существует шанс, что расплавленный электрод немного разлетится.
- • На максимальной мощности аппарат использовать не рекомендуется. Или постоянно охлаждать, он весьма быстро нагревается.
Как видно, минусом меньше. Но они тоже довольно ощутимые.
Итоги
Эта методика сейчас полностью вытесняет ручное производство. Разумеется, она быстрее, эффективнее, проще и безопаснее. КПД выше в несколько раз. Но полностью автоматический метод, разумеется, приносит более серьезные результаты. В противовес, это и дороже. И если крупные заводы ориентируются на такой подход, то небольшие фирмы со средним потоком производства больше тяготеют к полуавтомату. Для частников же частично механизированная наплавка различных деталей – это единственный способ быстро и выгодно выполнять свою деятельность. А если вы все-таки решили приобрести специальное оборудование, то обращайтесь в нашу компанию «Сармат». Мы предоставляем широкую линейку технического обеспечения для механической обработки.
Мы предоставляем широкую линейку технического обеспечения для механической обработки.
Улучшение поверхности: механические методы — о трибологии
Содержание
1. Введение:
Методы, используемые для изменения свойств поверхности материалов, классифицируются по различным категориям. Механические методы улучшения поверхности являются одним из многих методов модификации поверхности, которые в настоящее время используются для улучшения характеристик поверхности материалов.[1] Они используются для улучшения характеристик поверхности путем изменения ее морфологии и шероховатости. Поверхность материала упрочняется за счет пластической деформации, так как при пластической деформации материала образуется больше дислокаций, что препятствует дальнейшему движению, что приводит к увеличению прочности материалов. Микромеханическая обработка, полировка, шлифовка и дробеструйная обработка являются традиционными методами механической модификации поверхности. которые влекут за собой физическое изменение или удаление материала с поверхности.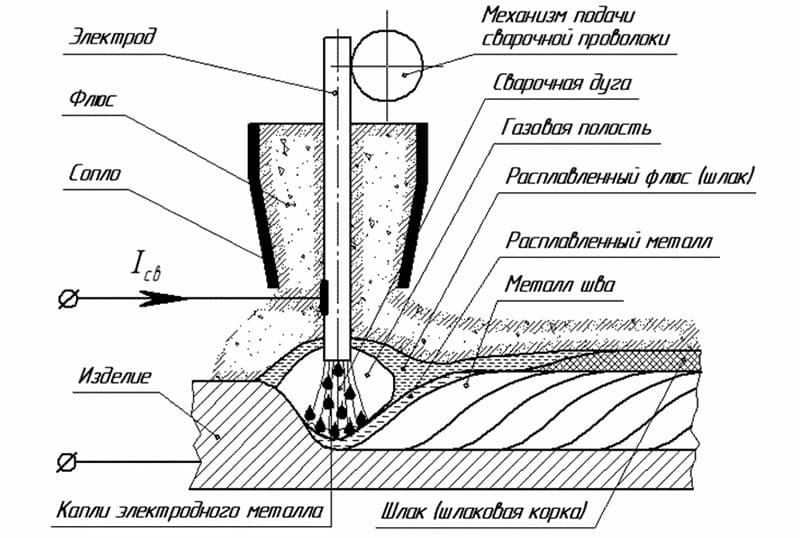 Достижение определенной шероховатости и топографии поверхности, удаление загрязняющих веществ с поверхности и повышение адгезии — основные цели механической модификации. Эти методы обычно используются в сочетании с другими процедурами, поскольку они не могут полностью улучшить свойства поверхности материала. [2-3] Ниже обсуждаются механические усовершенствования поверхности, такие как микрообработка, шлифовка поверхности, дробеструйная обработка и абразивоструйная очистка.
Достижение определенной шероховатости и топографии поверхности, удаление загрязняющих веществ с поверхности и повышение адгезии — основные цели механической модификации. Эти методы обычно используются в сочетании с другими процедурами, поскольку они не могут полностью улучшить свойства поверхности материала. [2-3] Ниже обсуждаются механические усовершенствования поверхности, такие как микрообработка, шлифовка поверхности, дробеструйная обработка и абразивоструйная очистка.
2. Микрообработка:
В процессе микрообработки материал удаляется с поверхности в виде стружки или плавления и испарения. Микрофрезерование, микроэлектроразрядная обработка, ультразвуковая обработка (рис. 1), микроэлектрохимическая обработка и другие методы часто используются для улучшения качества поверхности. Обычно эта обработка выполняется после процедуры объемной обработки, такой как травление из-за тот факт, что это удаляет нежелательный субстрат. [4]
Рис-1 Процесс микрообработки [13]
3.
 Плоское шлифование:
Плоское шлифование:
Плоское шлифование — это метод отделки, в котором используется вращающийся круг абразивов для сглаживания плоской поверхности металлов и неметаллов и придания им более полированного вида за счет удаления оксидного слоя и других загрязнений. как показано на рис-2. Кроме того, это позволит получить поверхность, необходимую для практических целей. Результаты показали, что шероховатость и твердость поверхности увеличиваются по мере увеличения размера шлифовальных частиц. [5] Например, согласно исследованиям , шлифование сталей вызывает наклеп и приводит к модификациям, таким как изменение шероховатости поверхности, образование слоя мелких мартенситных зерен, остаточное напряжение, деформационное упрочнение и т. д. [6]
Рис. 2 Процесс плоского шлифования [14]
4. Дробеструйная обработка/дробеструйная обработка:
Дробеструйная обработка, также называемая дробеструйной обработкой, представляет собой метод наклепа, который используется для предотвращения усталости (поскольку растягивающие напряжения теперь заменены сжимающими напряжениями, которые помогают минимизировать усталость), что приводит к увеличению жизненного цикла компонента. Он также используется для удаления оксидов и других загрязнений с поверхности других материалов. [7]
Он также используется для удаления оксидов и других загрязнений с поверхности других материалов. [7]
Круглые частицы, часто называемые дробью, ударяются о материал во время этого процесса, что помогает удалить загрязнения и улучшить качество поверхности. Он создает ямки на поверхности, под которыми действуют сжимающие напряжения. Эти остаточные сжимающие напряжения помогают укрепить и защитить материал от усталости, коррозии, истирания и эрозии от кавитации, как показано на рис. 3. Решающим выбором в процессе дробеструйной обработки является тип применяемой дробеструйной среды. Объем удаления поверхности будет зависеть от твердости и размера материала дроби. Эффективность процедуры дробеструйной очистки также будет зависеть от обрабатываемого материала. При выборе вещества и размера дроби мы учитываем состав материала обрабатываемой поверхности.[8]
Рис-3 Схема процесса дробеструйной обработки [9]
Дробеструйная очистка — это тип абразивно-струйной очистки, подобный пескоструйной очистке. Пескоструйная и дробеструйная обработка прежде всего отличаются использованием круглых частиц в качестве абразивов. Как правило, при дробеструйной очистке используется центробежное дробеметное колесо для ускорения, а при пескоструйной очистке используется исключительно сжатый воздух. Существует несколько методов дробеструйной обработки, таких как ультразвуковая обработка, лазерная обработка и мокрая обработка, в которых не используются никакие среды.
Пескоструйная и дробеструйная обработка прежде всего отличаются использованием круглых частиц в качестве абразивов. Как правило, при дробеструйной очистке используется центробежное дробеметное колесо для ускорения, а при пескоструйной очистке используется исключительно сжатый воздух. Существует несколько методов дробеструйной обработки, таких как ультразвуковая обработка, лазерная обработка и мокрая обработка, в которых не используются никакие среды.
Тип тяги и, как следствие, скорость частиц дроби являются важными компонентами процедуры дробеструйной обработки. Система восстановления является обычным дополнением к этому процессу. Дробь, которая уже была выпущена и столкнулась с обрабатываемой поверхностью, будет извлечена системой извлечения дроби и отправлена в метательное устройство для повторного использования. Для этого восстановления часто используется вакуум. Почти в каждом секторе, где сегодня используется металл, включая аэрокосмическую промышленность, автомобилестроение, судостроение, железные дороги, литейное производство и строительство, используется дробеструйная обработка. Эффективность дробеструйной очистки значительно выше, чем у ее альтернатив, таких как лазерное удаление ржавчины и лазерная очистка поверхности. [10]
Эффективность дробеструйной очистки значительно выше, чем у ее альтернатив, таких как лазерное удаление ржавчины и лазерная очистка поверхности. [10]
Преимущества этой техники:
- Помогает повысить прочность и сопротивление усталости деталей сложной геометрической формы.
- Этот метод прошел обширное исследование и стандарты качества, чтобы гарантировать его эффективность. Он также известен и экономичен. Кроме того, материалы и инструменты легко доступны.
Недостатки этого метода:
- В определенных обстоятельствах может потребоваться предварительная обработка, например, очистка от пыли или металлической ржавчины.
- Дробеструйная обработка с высокой интенсивностью требует особой осторожности, поскольку она может оставить на поверхности нежелательное напряжение или шероховатость
- Нередко процесс заканчивается со средним значением шероховатости поверхности.
5. Абразивоструйная очистка:
Абразивоструйная очистка удаляет дефекты, краску, коррозию и другие загрязнения с поверхности материала. Это важный этап подготовки к нанесению покрытия на поверхность, поскольку он очищает подложку и подготавливает ее к правильному сцеплению с основанием, как показано на рис. 4. Большинство абразивных сред недороги и пригодны для повторного использования. Поскольку он очищает поверхности быстрее и эффективнее, его использование более экономично. Он хорошо подходит для удаления ржавчины с металлических поверхностей, и с помощью этого процесса они могут быть эффективно подготовлены к нанесению покрытия. При этом чрезвычайно важны температура и влажность, поскольку контакт металла с атмосферой делает его уязвимым для окисления. [11]
Это важный этап подготовки к нанесению покрытия на поверхность, поскольку он очищает подложку и подготавливает ее к правильному сцеплению с основанием, как показано на рис. 4. Большинство абразивных сред недороги и пригодны для повторного использования. Поскольку он очищает поверхности быстрее и эффективнее, его использование более экономично. Он хорошо подходит для удаления ржавчины с металлических поверхностей, и с помощью этого процесса они могут быть эффективно подготовлены к нанесению покрытия. При этом чрезвычайно важны температура и влажность, поскольку контакт металла с атмосферой делает его уязвимым для окисления. [11]
Рис-4 Абразивоструйная очистка [12]
Итак, в заключение мы можем сказать, что существуют различные механические методы улучшения поверхности, и в зависимости от типа применения и требований, которые нам нужны, мы можем определить конкретный интересующий нас процесс.
6. Ссылки:
- Митра С.К., Саха А.
 А. (2008) Модификация поверхности, методы. В: Ли Д. (ред.) Энциклопедия микрофлюидики и нанофлюидики. Спрингер, Бостон, Массачусетс. https://doi.org/10.1007/978-0-387-48998-8_1503.
А. (2008) Модификация поверхности, методы. В: Ли Д. (ред.) Энциклопедия микрофлюидики и нанофлюидики. Спрингер, Бостон, Массачусетс. https://doi.org/10.1007/978-0-387-48998-8_1503. - Мозетич М. Модификация поверхности для улучшения свойств материалов. Материалы (Базель). 2019 31 января; 12 (3): 441. дои: 10.3390/ma12030441. PMID: 30709009; PMCID: PMC6384733.
- Кавалу, Симона и Антониак, Юлиан и Мохан, Аурел Джордж и Бодог, Флориан и Дойчин, Кристиан и Матес, Илеана и Улмеану, Михаэла-Елена и Мурзак, Роман и Семенеску, Августин. (2020). Наночастицы и наноструктурированные поверхности для инновационной черепно-челюстной хирургии. Материалы. 13. 10.3390/ma13235391.
- Джайн В.К., Патель Д.С., Рамкумар Дж. и др. Микрообработка: обзор (Часть II). Журнал микропроизводства. 2022;5(1):46-73. дои: 10.1177/25165984211045244
- Ligong Ling, Lei Luo, Fengsheng Liu, Влияние обработки шлифованием на свойства поверхности и микроструктуру деформации в сплаве 304L, Технология поверхности и покрытий, Том 408, 2021 г.
 , ISSN 0257-8972, https://doi.org/10.1016/j .покрытие.2021.126850.
, ISSN 0257-8972, https://doi.org/10.1016/j .покрытие.2021.126850. - С. Бьюн, Н. Хашимото, К. Фаррелл, Температурная зависимость поведения деформационного упрочнения и пластической нестабильности в аустенитных нержавеющих сталях, Acta Materialia, том 52, выпуск 13, 2004 г., страницы 3889-3899, ISSN 1359-6454, https://doi.org/10.1016/j.actamat.2004.05.003.
- Tiansheng Wang, Jinku Yu, Bingfeng Dong, Нанокристаллизация поверхности, вызванная дробеструйной обработкой, и ее влияние на коррозионную стойкость нержавеющей стали 1Cr18Ni9Ti, Технология поверхности и покрытий, том 200, выпуски 16–17, 2006 г., страницы 4777-4781, ISSN 0257- 8972, https://doi.org/10.1016/j.surfcoat.2005.04.046.
- Джон М., Калвала П.Р., Мисра М., Менезес П.Л. Методы наклепа для модификации поверхности: процессы, свойства и приложения. Материалы (Базель). 2021 9 июля;14(14):3841. дои: 10.3390/ma14143841. PMID: 34300760; PMCID: PMC8307355.
- Эрфан Малеки, ОканУнал, Ауэжан Аманов, Новые экспериментальные методы определения границ между обычными, жесткими и дробеструйными процессами, Поверхности и границы раздела, Том 13, 2018 г.
 , страницы 233-254, ISSN 2468-0230, https://doi .org/10.1016/j.surfin.2018.09.003.
, страницы 233-254, ISSN 2468-0230, https://doi .org/10.1016/j.surfin.2018.09.003. - «Дробеструйная обработка». Металлические супермаркеты, 23 июня 2020 г., https://www.metalsupermarkets.com/what-is-shot-blasting/
- «Абразивоструйная очистка». Полигон, https://www.polygongroup.com/en-US/blog/benefits-of-using-abrasive-blasting-before-surface-coating/
- Gbenontin BV, Kang M, Ndiithi NJ, Nyambura SM, Awuah E, Zhang Y. Влияние предварительной обработки пескоструйной очисткой и полировкой на микротвердость, адгезию и коррозионные свойства электроосажденных нанокомпозитных покрытий Ni-W/SiC на стальной подложке 45. Кристаллы. 2021; 11(7):729. https://doi.org/10.3390/cryst11070729
- Черку, Шриниди, Мурали М. Сундарам и Камлакар П. Раджуркар. «Экспериментальное исследование процесса микроультразвуковой обработки». (2008).
- Амон, Гасагара и Джин, Ву-Инь и Увимбабази, Анжелика. (2020). Моделирование состояния вибрации в процессе шлифования плоских поверхностей.
 Удар и вибрация. 2020. 1-12. 10.1155/2020/3069895.
Удар и вибрация. 2020. 1-12. 10.1155/2020/3069895.
Механическая обработка поверхности для контроля целостности поверхности и коррозионной стойкости имплантатов из магниевого сплава: обзор
Обзор
. 2023 24 апреля; 14 (5): 242.
дои: 10.3390/jfb14050242.
Винсент Сантос
1
, Мохаммад Уддин
1
, Колин Холл
2
Принадлежности
- 1 UniSA STEM, Университет Южной Австралии, Mawson Lakes, SA 5095, Австралия.
- 2 Future Industries Institute, University of South Australia, Mawson Lakes, SA 5095, Австралия.
PMID:
37233352
PMCID:
PMC10219429
DOI:
10.
 3390/jfb14050242
3390/jfb14050242
Бесплатная статья ЧВК
Обзор
Vincent Santos et al.
J Функция Биоматер.
.
Бесплатная статья ЧВК
. 2023 24 апреля; 14 (5): 242.
дои: 10.3390/jfb14050242.
Авторы
Винсент Сантос
1
, Мохаммад Уддин
1
, Колин Холл
2
Принадлежности
- 1 UniSA STEM, Университет Южной Австралии, Mawson Lakes, SA 5095, Австралия.
- 2 Future Industries Institute, University of South Australia, Mawson Lakes, SA 5095, Австралия.
PMID:
37233352
PMCID:
PMC10219429
DOI:
10.3390/jfb14050242
Абстрактный
Настоящая статья призвана предоставить обзор современных технологий механической модификации поверхности и их реакции с точки зрения шероховатости поверхности, текстуры поверхности и микроструктурных изменений из-за холодного деформационного упрочнения, влияющих на целостность поверхности и коррозию. сопротивление различных сплавов Mg. Обсуждалась механика процесса пяти основных стратегий обработки, а именно дробеструйная обработка, поверхностная механическая обработка истиранием, лазерная ударная обработка, полировка шариками и ультразвуковая модификация поверхности нанокристаллов. Влияние параметров процесса на характеристики пластической деформации и деградации было тщательно изучено и сравнено с точки зрения шероховатости поверхности, модификации зерна, твердости, остаточного напряжения и коррозионной стойкости в краткосрочной и долгосрочной перспективе. Потенциал и достижения в новых и появляющихся гибридных стратегиях обработки поверхности и обработки поверхности на месте были всесторонне упущены и обобщены. В этом обзоре используется целостный подход к выявлению основ, плюсов и минусов каждого процесса, тем самым способствуя преодолению существующих пробелов и проблем в технологии модификации поверхности магниевых сплавов. В заключение было представлено краткое резюме и перспективы на будущее, вытекающие из обсуждения. Полученные данные могут дать исследователям полезную информацию и руководство, чтобы сосредоточиться на разработке новых способов обработки поверхности для решения проблем целостности поверхности и ранней деградации для успешного применения биоразлагаемых имплантатов из магниевого сплава.
Влияние параметров процесса на характеристики пластической деформации и деградации было тщательно изучено и сравнено с точки зрения шероховатости поверхности, модификации зерна, твердости, остаточного напряжения и коррозионной стойкости в краткосрочной и долгосрочной перспективе. Потенциал и достижения в новых и появляющихся гибридных стратегиях обработки поверхности и обработки поверхности на месте были всесторонне упущены и обобщены. В этом обзоре используется целостный подход к выявлению основ, плюсов и минусов каждого процесса, тем самым способствуя преодолению существующих пробелов и проблем в технологии модификации поверхности магниевых сплавов. В заключение было представлено краткое резюме и перспективы на будущее, вытекающие из обсуждения. Полученные данные могут дать исследователям полезную информацию и руководство, чтобы сосредоточиться на разработке новых способов обработки поверхности для решения проблем целостности поверхности и ранней деградации для успешного применения биоразлагаемых имплантатов из магниевого сплава.
Ключевые слова:
биоразлагаемые магниевые сплавы; устойчивость к коррозии; гибридное производство; целостность поверхности; механическая обработка поверхности.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 22
Перехват участка Тафеля изменяется до…
Рисунок 22
Изменения на графике Тафеля до и после обработки сплавов Mg: ( a…
Рисунок 22
Изменение графика Тафеля до и после обработки сплавов Mg: ( a ) SP+EP/AZ31 [28], ( b ) SMAT+EP/AZ31 [57], ( c ) LSP+PCC/ AZ31 [64], ( d ) BB+HA/AZ31 [77] и ( и ) SMAT+EP/AZ31 [57].
Рисунок 1
( a ) Шестигранник – плотно упакованный…
Рисунок 1
( a ) Структура гексагонально-плотно упакованного кристалла (ГПУ) с базальными гранями, окрашенными в зеленый цвет,…
Рисунок 1
( a ) Структура гексагонально-плотно упакованного кристалла (ГПУ) с базальными гранями, окрашенными в зеленый цвет, призматическими гранями, окрашенными в красный цвет, и пирамидальными гранями, окрашенными в фиолетовый цвет. Система двойников на растяжение Mg с ( b ) переориентация исходной кристаллической решетки Mg на 86,3 ° ( c ) Желтые стрелки указывают на благоприятную нагрузку для двойникования при растяжении, в то время как четкие стрелки указывают на отсутствие двойникования для кристаллической решетки; ( d ) динамически рекристаллизованные нанозерна после прокатки и ( e ) распределение нанозерен [25].![]()
Рисунок 2
Иллюстрация схемы дробеструйной обработки…
Рисунок 2
Иллюстрация схемы дробеструйной обработки [46].
фигура 2
Иллюстрация схемы дробеструйной обработки [46].
Рисунок 3
Влияние SP на (…
Рисунок 3
Влияние SP на ( a ) шероховатость поверхности [5,28,29,30,31]; ( б )…
Рисунок 3
Влияние SP на ( a ) шероховатость поверхности [5,28,29,30,31]; ( b ) EBSD микроструктурное измельчение зерна [29]; ( c ) твердость [9,18,28,29,30,47]; и ( d ) остаточное напряжение [27,28,29,30,47] сплавов Mg.
Рисунок 4
Влияние SP на (…
Рисунок 4
Влияние SP на ( a ) потенциодинамическую коррозию [5,28,29,30,31,48], ( b )…
Рисунок 4
Влияние СП на ( a ) потенциодинамическую коррозию [5,28,29,30,31,48], ( b ) скорость иммерсионной коррозии [30]; и ( c ) погружение H 2 газовыделение [18].
Рисунок 5
Плотность коррозии (i корр…
Рисунок 5
Плотность коррозии (i корр. ) образцов, обработанных СП, в зависимости от времени обработки…
Рисунок 5
Плотность коррозии (i корр. ) обработанных СП образцов в зависимости от параметра времени обработки [5,18,28,29,30,48,50]. Стрелки использовались для качественного представления влияния каждого свойства на i corr , причем использовались нижние (зеленые), нейтральные (синие) и выпуклые (красные) стрелки.
) обработанных СП образцов в зависимости от параметра времени обработки [5,18,28,29,30,48,50]. Стрелки использовались для качественного представления влияния каждого свойства на i corr , причем использовались нижние (зеленые), нейтральные (синие) и выпуклые (красные) стрелки.
Рисунок 6
Иллюстрация поверхностного механического истирания…
Рисунок 6
Иллюстрация обработки поверхностного механического истирания [52] ( a ) ее процесса и…
Рисунок 6
Иллюстрация механической обработки поверхности истиранием [52] ( a ) ее процесса и ( b ) механики деформации.
Рисунок 7
Влияние SMAT на (…
Рисунок 7
Влияние SMAT на ( a ) шероховатость поверхности [20,33,34,53], ( b ,…
Рисунок 7
Влияние SMAT на ( a ) шероховатость поверхности [20,33,34,53], ( b , c ) топографию поверхности из-за отпечатков среды [31,35], ( d ) твердость [ 20,35,54,55] и ( e ) остаточное напряжение [56] магниевых сплавов.
Рисунок 8
EBSD регистрация микроструктурных изменений…
Рисунок 8
EBSD фиксирует микроструктурные изменения после обработки SMAT для AZ31 [57].
Рисунок 8
EBSD фиксирует микроструктурные изменения после обработки SMAT для AZ31 [57].
Рисунок 9
Влияние SMAT на (…
Рисунок 9
Влияние SMAT на ( a ) потенциодинамическую коррозионную стойкость [20,32,33,34,35,54,58], ( b…
Рисунок 9
Влияние SMAT на ( a ) потенциодинамическую коррозионную стойкость [20,32,33,34,35,54,58], ( b ) влияние размера среды SMAT на H 9эволюция 0352 2 [34] и ( c ) влияние времени обработки на эволюцию H 2 [20].
Рисунок 10
Принципиальная схема лазера…
Рисунок 10
Принципиальная схема процесса лазерной ударной обработки [59].
Рисунок 10
Принципиальная схема процесса лазерной ударной обработки [59].
Рисунок 11
Влияние LSP на (…
Рисунок 11
Влияние LSP на ( a ) шероховатость поверхности [19,36,37,39], ( b )…
Рисунок 11
Влияние LSP на ( a ) шероховатость поверхности [19,36,37,39], ( b ) твердость [36,37,61,62,63] и ( c ) остаточное напряжение [19,36,38] для Магниевые сплавы.
Рисунок 12
Влияние LSP на (…
Рисунок 12
Влияние LSP на ( a ) потенциодинамическую коррозионную стойкость [19,37,38,39,64,65], ( б…
Рисунок 12
Влияние LSP на ( a ) потенциодинамическую коррозионную стойкость [19,37,38,39,64,65], ( b ) влияние перекрытия LSP на поколение H 2 [66], ( c ) скорость коррозии [39] и ( d ) коррозия поверхностей необработанных и LSP-поверхностей после 20-часового погружения [66].
Рисунок 13
Иллюстрация полировки шара…
Рисунок 13
Иллюстрация процесса полировки шара.
Рисунок 13
Иллюстрация процесса полировки шара.
Рисунок 14
Влияние ББ на (…
Рисунок 14
Влияние BB на ( a ) шероховатость поверхности [6,40], ( b )…
Рисунок 14
Влияние BB на ( a ) шероховатость поверхности [6,40], ( b ) изменение твердости [40,69] и ( c ) остаточное напряжение [16,40] сплавов Mg.
Рисунок 15
Влияние ББ на (…
Рисунок 15
Влияние ББ на ( a ) потенциодинамическую коррозионную стойкость [6,17,40]; ( б…
Рисунок 15
Влияние BB на ( a ) потенциодинамическую коррозионную стойкость [6,17,40]; ( b ) РЭМ-фотографии корродированных поверхностей необработанных и BBed образцов после погружения [17]; и ( c ) влияние криогенного выглаживания на генерацию H 2 после 8 ч погружения [6].
Рисунок 16
Принципиальная схема ультразвукового нанокристалла…
Рисунок 16
Принципиальная схема ультразвуковой модификации поверхности нанокристаллов [71].
Рисунок 16
Принципиальная схема ультразвуковой модификации поверхности нанокристаллов [71].
Рисунок 17
Влияние UNSM на (…
Рисунок 17
Влияние UNSM на ( a ) шероховатость поверхности [42,44,45], ( b )…
Рисунок 17
Влияние УНСМ на ( a ) шероховатость поверхности [42,44,45], ( b ) изменение твердости [42,44,72], ( c ) измельчение зерна (красные стрелки указывают на образование двойников за счет UNSW, а красным обведены необработанные зерна большего размера) [42] и ( d – f ) микроструктурное изменение [44].
Рисунок 18
Влияние UNSM на (…
Рисунок 18
Влияние УНСМ на ( a ) потенциодинамическую коррозионную стойкость [42,43,44,45], ( b…
Рисунок 18
Влияние УНСМ на ( a ) потенциодинамическую коррозионную стойкость [42,43,44,45], ( b ) потерю массы после 25 часов погружения [42] и ( c ) спектры ЭДС, показывающие элементарные наличие, трещины и изъязвления корродированной поверхности [44].
Рисунок 19
( a ) Репрезентативный средний…
Рисунок 19
( a ) Типичная средняя шероховатость (Ra) для каждой обработки; СП [73], СМАТ…
Рисунок 19
( a ) Репрезентативная средняя шероховатость (Ra) для каждой обработки; SP [73], SMAT [33], LSP [37], BB [40] и UNSM [44], ( b ) относительная твердость каждой механической обработки поверхности [29,37,42,54,69] и ( c ) кривые остаточного напряжения от всех обработок, кроме UNSM [30,38,40,56].
Рисунок 20
Все SP (■), SMAT (♦),…
Рисунок 20
Все SP (■), SMAT (♦), LSP (▲), BB (✕) и UNSM (●) Tafel…
Рисунок 20
Каждый SP (■), SMAT (♦), LSP (▲), BB (✕) и UNSM (●) пересекает график Тафеля, исключая необработанные образцы.
Рисунок 21
Упрощенный перехват графика Тафеля с…
Рисунок 21
Пересечение упрощенного графика Тафеля с более низкими значениями icorr для каждого типа лечения. СП…
Рисунок 21
Упрощенное пересечение графика Тафеля с более низкими значениями icorr для каждого типа лечения. SP (■) [18], SMAT (♦) [35], LSP (▲) [37], BB (✕) [6] и UNSM (●) [44].
Рисунок 23
( a ) Кавитационная обработка…
Рисунок 23
( и ) Кавитационная обработка сплавов AZ80A Mg и сравнение (…
Рисунок 23
( a ) Кавитационная обработка сплавов AZ80A Mg и сравнение ( b ) шероховатости поверхности, ( c ) остаточного напряжения и ( d ) повышения микротвердости [80].
Рисунок 24
( a ) Воронение и…
Рисунок 24
( a ) Воронение и легирование алюминием посредством термодиффузии; ( б )…
Рисунок 24
( a ) Воронение и легирование алюминием посредством термодиффузии; ( b ) микроструктура поперечного сечения полированной поверхности, легированной алюминием; ( c ) Диаграмма Тафеля, показывающая характеристики коррозии; и ( d ) микрофотографии точечной коррозии [82].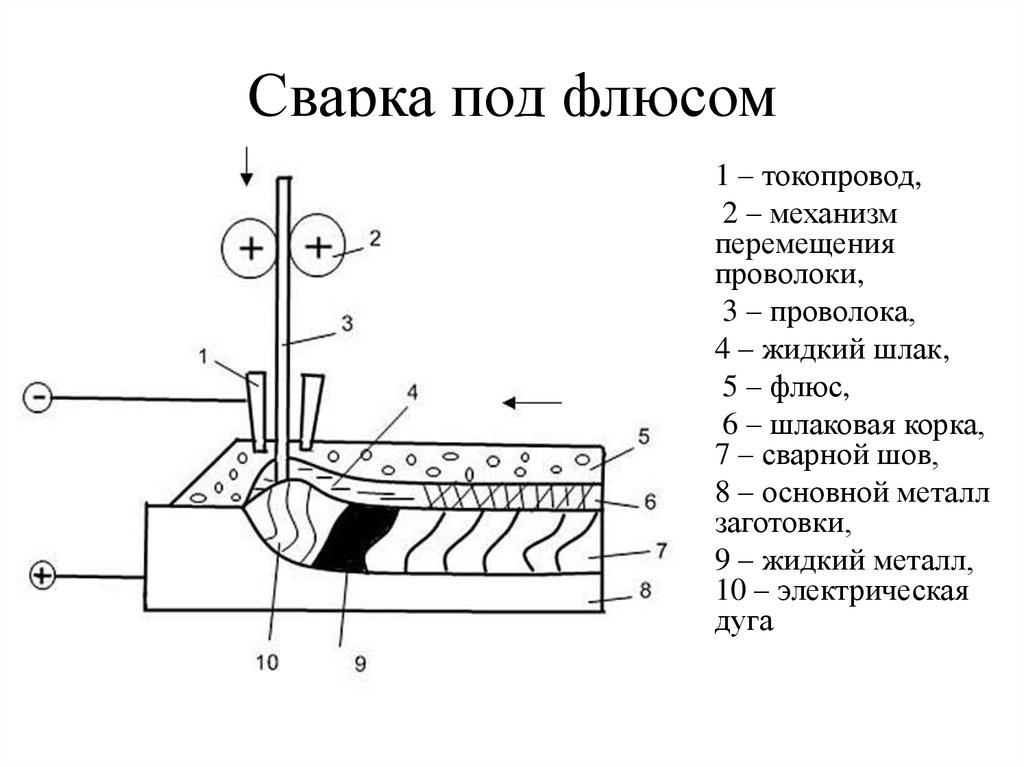
Рисунок 25
( a ) Ролик для установки на месте…
Рисунок 25
( a ) Роликовое полирование на месте методом прямого энергетического осаждения (DED) Ti6Al4V;…
Рисунок 25
( a ) Роликовое полирование на месте методом прямого энергетического осаждения (DED) Ti6Al4V; ( б ) влияние измельчения зерна на повышение прочности за счет обработки поверхности [84]; и ( c ) каркас WE43 Mg после печати и морфология поверхности отполированной стойки [85].
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Влияние наноструктур, вызванных жестким дробеструйным упрочнением (SSP), на механические, коррозионные и цитосовместимые свойства магниевого сплава AZ31.
Бахерифард С., Хикки Д.Дж., Финтова С., Пасторек Ф., Фернандес-Париенте И., Бандини М., Вебстер Т.Дж., Гуальяно М.
Багерифард С. и др.
Акта Биоматер. 2018 15 января; 66: 93-108. doi: 10.1016/j.actbio.2017.11.032. Epub 2017 26 ноября.
Акта Биоматер. 2018.PMID: 29183850
Синергетический эффект глубокого полирования и покрытия HA на целостность поверхности, коррозию и иммунный ответ биоразлагаемых сплавов AZ31B Mg.
Уддин М., Холл С., Сантос В., Висалакшан Р., Цянь Г., Васильев К.
Уддин М. и др.
Mater Sci Eng C Mater Biol Appl. 2021 янв; 118:111459. doi: 10.1016/j.msec.2020.111459. Epub 2020 27 августа.
Mater Sci Eng C Mater Biol Appl. 2021.PMID: 33255044
Методы наклепа для модификации поверхности: процессы, свойства и приложения.

Джон М., Калвала П.Р., Мисра М., Менезес П.Л.
Джон М. и др.
Материалы (Базель). 2021 9 июля;14(14):3841. дои: 10.3390/ma14143841.
Материалы (Базель). 2021.PMID: 34300760
Бесплатная статья ЧВК.Обзор.
Целостность поверхности и коррозионная стойкость биомедицинского магниево-кальциевого сплава, обработанного гибридным сухим шлифованием и полировкой.
Салахшур М., Ли С., Лю З.И., Фан С.Ю., Го Ю.Б.
Салахшур М. и др.
J Mech Behav Biomed Mater. 2018 фев; 78: 246-253. doi: 10.1016/j.jmbbm.2017.11.026. Epub 2017 21 ноября.
J Mech Behav Biomed Mater. 2018.PMID: 29179040
Обработка поверхности для контроля скорости коррозии биоразлагаемых имплантатов из магния и сплавов на основе магния.
Уддин М.
 С., Холл С, Мерфи П.
С., Холл С, Мерфи П.Уддин М.С. и соавт.
Sci Techn Adv Mater. 2015 8 сентября; 16 (5): 053501. дои: 10.1088/1468-6996/16/5/053501. Электронная коллекция 2015 Окт.
Sci Techn Adv Mater. 2015.PMID: 27877829
Бесплатная статья ЧВК.Обзор.
Посмотреть все похожие статьи
Рекомендации
Ву С., Лю С., Йенг К.В.К., Го Х., Ли П., Ху Т., Чунг С.Ю., Чу П.К. Поверхностные наноструктуры и их влияние на механические свойства и коррозионное поведение ортопедических имплантатов на основе титана. Серф. Пальто. Технол. 2013; 233:13–26. doi: 10.1016/j.surfcoat.2012.10.023.
—
DOI
Сезер Н.
 , Эвис З., Кайхан С.М., Тахмасебифар А., Коч М. Обзор биоматериалов на основе магния и их применения. Дж. Магнес. Сплав. 2018;6:23–43. doi: 10.1016/j.jma.2018.02.003.
, Эвис З., Кайхан С.М., Тахмасебифар А., Коч М. Обзор биоматериалов на основе магния и их применения. Дж. Магнес. Сплав. 2018;6:23–43. doi: 10.1016/j.jma.2018.02.003.—
DOI
Нагельс Дж., Стокдейк М., Розинг П.М. Защита от стресса и резорбция кости при эндопротезировании плечевого сустава. J. Плечевой локоть. Surg. 2003; 12:35–39. doi: 10.1067/mse.2003.22.
—
DOI
—
пабмед
Новиана Д.
 , Парамита Д., Улум М.Ф., Хермаван Х. Влияние выделения газообразного водорода магниевого имплантата на постимплантационную смертность крыс. Дж. Ортоп. Перевод 2016;5:9–15. doi: 10.1016/j.jot.2015.08.003.
, Парамита Д., Улум М.Ф., Хермаван Х. Влияние выделения газообразного водорода магниевого имплантата на постимплантационную смертность крыс. Дж. Ортоп. Перевод 2016;5:9–15. doi: 10.1016/j.jot.2015.08.003.—
DOI
—
ЧВК
—
пабмед
Мхаэде М., Пасторек Ф., Хадзима Б. Влияние дробеструйной обработки на коррозионные свойства биосовместимого магниевого сплава AZ31, покрытого дигидратом дикальцийфосфата (ДЦПД). Матер. науч. англ. С.