

Содержание
Основы слесарно-сборочных и электромонтажных работ. Разметка
1. МДК 01.01. Основы слесарно-сборочных и электромонтажных работ.
Раздел 1 «. Слесарные, слесарносборочные работы.»
Серов Валерий Сергеевич
мастер п/о
2. Тема . Разметка
Учебные вопросы:
1. Сущность и назначение разметки.
2. Инструменты, приспособления и материалы,
применяемые при разметке.
3. Подготовка поверхностей под разметку.
4. Правила выполнения приемов разметки.
5. Типичные дефекты при выполнении разметки,
причины их появления и способы предупреждения.
6. Механизация разметочных работ.
3. 1. Сущность и назначение разметки
Разметка — это операция по нанесению на поверхность
заготовки линий (рисок), определяющих контуры
изготавливаемой детали, являющаяся частью некоторых
технологических операций.
В зависимости от особенностей технологического
процесса различают плоскостную и пространственную
разметки.
Плоскостную разметку применяют при обработке
листового материала и профильного проката, а также
деталей, на которые разметочные риски наносят в одной
плоскости.
Пространственная разметка — это нанесение рисок на
поверхностях заготовки, связанных между собой
взаимным расположением.
4. 2. Инструменты, приспособления и материалы, применяемые при разметке
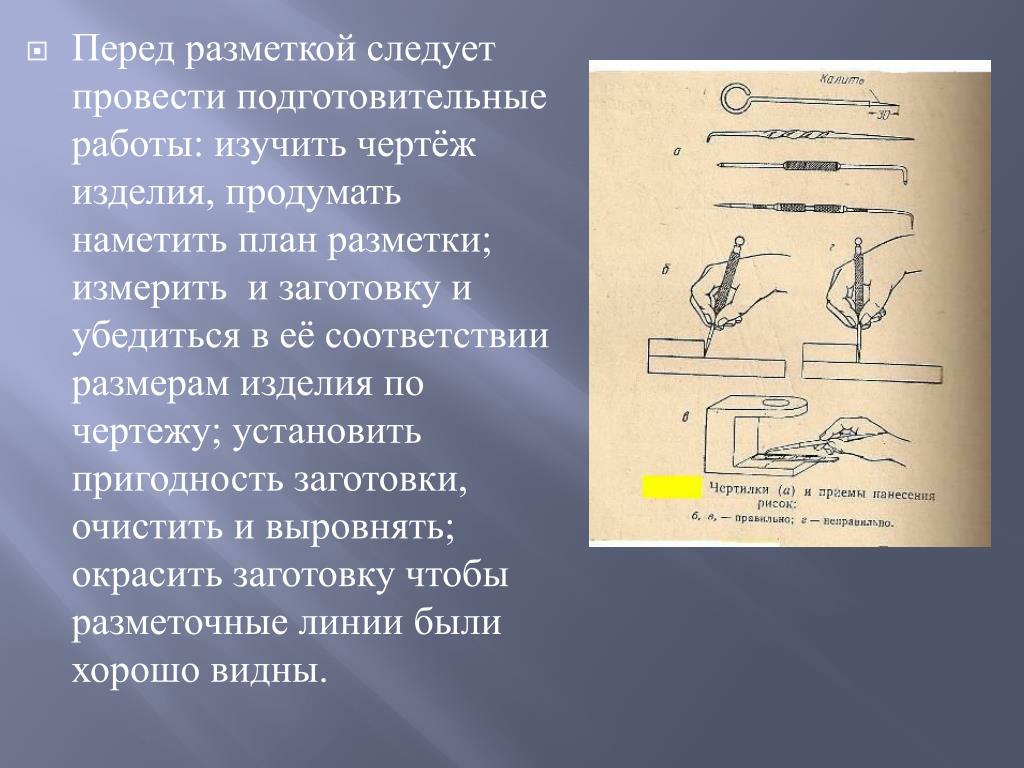
Чертилки являются
наиболее простым
инструментом для
нанесения контура
детали на поверхность
заготовки и
представляют собой
стержень с
заостренным концом
рабочей части.
Рис. 2.1. Чертилки:
а — односторонняя с кольцом; б — односторонняя с ручкой;
в — двусторонняя; г -двусторонняя с ручкой
5. Продолжение 2 вопроса
Рейсмас используют для нанесения рисок на вертикальной
плоскости заготовки (рис. 2.2).
Рис. 2.2. Рейсмас:
1 — вертикальная масштабная линейка; 2 чертилка, закрепленная на вертикальной
стойке
6. Продолжение 2 вопроса
Разметочные циркули применяют для нанесения дуг
окружностей и деления отрезков и углов на равные части
(рис. 2.3).
Рис. 2.3. Циркуль разметочный: а — простой; б — пружинный
7.
 Продолжение 2 вопроса
Продолжение 2 вопроса
Кернеры (рис. 2.4) изготавливают из инструментальной стали
У7А. Твердость на длине рабочей части (15… 30 мм) должна
быть HRC 52… 57.
Рис. 2.4. Кернер
Рис. 2.5. Кернер Ю.В. Козловского:
1 — корпус; 2 — боек; 3 — ударная головка;
4 — втулка; 5, 13 — пружины; б, 11 — ножки; 7,8 гайки; Р, 10 -сменные иглы; 12,14-винты
8. Продолжение 2 вопроса
Рис. 2.6. Инструменты для
нанесения центровых
отверстий:
а — колокол; б, в — угольникцентроискатель:
1 — угольник; 2 — линейка;
г — центроискательтранспортир: 1 — стопорный
винт; 2 — линейка; 3 — угольник;
4 — транспортир
9. Продолжение 2 вопроса
Рис. 2.7. Автоматический механический кернер:
1- кернер;.2 — стержень; 3,5,6- составные части кернера; 4 — плоская пружина;
7, 11 -пружины; 8 — ударник; 9 — заплечик; 10 — сухарь
Рис. 2.8. Электрический кернер:
1 — втулка; 2 — стержень; 3 — кернер; 4,7- пружины; 5 — катушка; б — ударник; 8
— корпус; 9 — электрическая цепь
10.
 Продолжение 2 вопроса
Продолжение 2 вопроса
Рис. 2.9. Кернер специальный:
а — без груза; б-с грузом; 1 — подставка; 2 — кернер; 3 — стойка; 4 — винт;
5 — ножки; б — груз
11. Продолжение 2 вопроса
Разметочные плиты (рис. 2.10) отливают из серого чугуна, их
рабочие поверхности должны быть точно обработаны.
Рис. 2.10. Разметочная плита: а — на подставке; б — на столе
12. Продолжение 2 вопроса
Призмы разметочные (рис. 2.11) изготавливают с одной и
двумя призматическими выемками. По точности различают
призмы нормальной и повышенной точности.
Рис. 2.11. Разметочные призмы:
тип I — односторонняя; тип II — четырехсторонняя; h, h2, h 2, h4, h5 — глубина Vобразных пазов
13. Продолжение 1 вопроса
При разметке ступенчатых валов применяют призмы с
винтовой опорой (рис. 2.12) и призмы с подвижными
щечками, или регулируемые призмы (рис. 2.13).
Рис. 2.12. Призма с винтовой
опорой
Рис. 2.13. Регулируемая
призма
14. Продолжение 2 вопроса
Угольники с полкой (рис. 2.14) применяют как для
2.14) применяют как для
плоскостной, так и для пространственной разметки.
Рис. 2.14. Угольник с полкой:
а — угольник; б, в — примеры использования
15. Продолжение 2 вопроса
Разметочные ящики (рис. 2.15) применяют для установки на
них при разметке заготовок сложной формы.
Рис. 2.15. Разметочный ящик:
а — общий вид; б — пример использования
16. Продолжение 2 вопроса
Разметочные клинья (рис. 2.16) применяют при необходимости
регулирования положения размечаемой заготовки по высоте в
незначительных пределах.
Рис. 2.16. Разметочный клин
17. Продолжение 2 вопроса
Домкраты (рис. 2.17) используют так же, как и регулируемые
клинья для регулировки и выверки положения размечаемой
заготовки по высоте, если деталь имеет достаточно большую
массу.
Рис. 2.17. Домкраты с шаровой (а) и призматической (б)
опорой для заготовки
21. Продолжение 2 вопроса
Для того чтобы разметочные риски были четко видны на
поверхности размечаемой заготовки, эту поверхность следует
окрасить.
Для окрашивания размечаемых поверхностей используют:
раствор мела в воде с добавлением столярного клея,
обеспечивающего надежное сцепление красящего состава с
поверхностью размечаемой заготовки, и сиккатива,
способствующего быстрому высыханию этого состава;
медный купорос, представляющий собой сернокислую медь и
в результате происходящих химических реакций
обеспечивающий образование на поверхности заготовки
тонкого и прочного слоя меди;
быстросохнущие краски и эмали.
22. 3. ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ.
Подготовительные работы при разметке включают в себя
подготовку красителей, подготовку поверхностей к
окрашиванию и непосредственно окрашивание.
Мел с добавлением столярного клея и сиккатива разводят до
консистенции жидкой сметаны. Медный купорос растворяют
в воде в соотношении 1:10 или используют твердый медный
купорос, которым натирают поверхность размечаемой
заготовки. Лаки и эмали применяют в готовом виде.
Перед окраской размечаемую поверхность необходимо
очистить от грязи, пыли, следов окалины и обезжирить.
Окрашивание выполняют, нанося состав на поверхность
заготовки равномерно, тонким слоем. Для нанесения
окрашивающего состава пользуются кистью и тампоном.
23. Продолжение 3 вопроса
Затем выполняют разметку. Вначале определяют базу, от
которой будут наносится риски.
Риски при разметке обычно наносят в следующем порядке.
Сначала все горизонтальные, затем вертикальные, после
этого наклонные, и в последнюю очередь — окружности, дуги и
закругления.
Убедившись в правильности разметки, все линии
накернивают для того, чтобы они не стерлись при обработке
детали.
Керны должны быть неглубокими и разделяться
разметочными рисками пополам.
Разметка производится несколькими способами: по чертежу,
по шаблону, по образцу и по месту.
25. 4. Правила выполнения приемов разметки.
1. Слой окрашивающего состава, наносимого на поверхность
заготовки, должен быть тонким, равномерным по толщине и
полностью покрывать размечаемую поверхность.
2. При проведении риски точно совмещать линейку с
исходными отметками на детали и плотно прижимать к
заготовке.
3. Прежде чем провести риску, следует убедиться, что
чертилка (циркуль) хорошо заточена.
4. Риску проводить одним непрерывным движением
чертилки вдоль линейки, не наносить риску дважды по
одному и тому же месту, так как это приводит к ее
раздвоению.
27. Продолжение 4 вопроса
5. При кернении разметочных рисок:
убедиться в правильности заточки кернера, при
необходимости заточить повторно;
кернение производить легкими ударами молотка по кернеру
так, чтобы глубина кернового углубления составляла
примерно 0,5 мм.
линии больших окружностей диаметром более 15 мм
накернивают равномерно в 6… 8 местах, дуги в сопряжениях
следует накернивать с меньшими промежутками между
углублениями, чем на прямолинейных участках;
точки сопряжения и пересечения рисок необходимо
обязательно накернивать;
центр отверстия или дуги накернивают глубже, чем риску,
диаметр отверстия при этом должен быть равен
приблизительно 1,0 мм.
28. Продолжение 4 вопроса
6. При разметке отверстия или дуги точно устанавливать
раствор циркуля на требуемый размер, прочно фиксировать
раствор циркуля прижимным винтом дуги циркуля. При
проведении дуги циркуль слегка наклонять в сторону
движения.
7. Если при сопряжении прямолинейных и криволинейных
рисок они не совпали, размечаемое место детали закрасить
заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его
к детали, следить, чтобы он не сместился в процессе
разметки.
9. При разметке центра на торце цилиндрической детали
кернером-центроискателем (колоколом) следить за
установкой центроискателя строго по оси детали, точность
разметки проверять раздвижным центроискателем.
30. Продолжение 4 вопроса
10. При разметке центра на торце цилиндрической детали
угольником-центроискателем следить за плотным
прилеганием полок центроискателя к цилиндрической части
детали.
11. При разметке центра отверстия детали с помощью
При разметке центра отверстия детали с помощью
раздвижного центроискателя следить за
перпендикулярностью установки деревянного бруска с
пластиной оси отверстия.
12. При разметке «от кромки» обработанной детали следует
плотно прижимать полку угольника с широким основанием к
кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от
двух контрольных керновых углублений, расположенных на
краях этих линий.
31. 5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Дефект
Раздвоенная
риска
Причина
Способ предупреждения
Линейка слабо прижималась к
Линейку плотно прижимать к детали,
детали. Риска проводилась дважды риску проводить только один раз.
по одному и тому же месту. Разметка Заточить чертилку
проводилась тупой чертилкой
Керновое
При установке кернера его острие
углубление не не попало на риску. Кернение
на риске
производилось тупым кернером.
Кернер сместился с риски перед
ударом молотком
Точно устанавливать кернер в
углубление риски, прочно удерживать
его при кернении. При необходимости
кернер заточить
Раздвоенная
или
смещенная
риска
размеченной
дуги или
окружности
Разметку производить только
циркулем с остро заточенными
ножками, плавными несильными
движениями циркуля, наклоняя его в
сторону движения
Опорная (неподвижная) ножка
циркуля тупая. Малая глубина
кернового углубления в центре
окружности или дуги. Сильное
нажатие на подвижную ножку
циркуля в процессе разметки
32. Продолжение 5 вопроса
Риски не
сопряжены
друге другом
Неточно установлена линейка по
рискам. Смещение линейки во
время нанесения риски. Неточно
установлен размер циркуля;
опорная ножка циркуля выскочила
из кернового углубления при
проведении риски
Непараллельн Керновые углубления на исходных
ые или
рисках смещены. Неточно
Неточно
неперпендику- установлена линейка по рискам и
лярные друг дугам. Слабо закреплен зажимной
другу риски
винт циркуля
Углы между
Керновые углубления на исходных
рисками не
рисках смещены. Нарушена
соответствуют последовательность построения
заданным
угла. Неточно установлена линейка
по рискам и керновым углублениям
Точно соблюдать все правила разметки.
Прочно удерживать линейку и циркуль
в процессе разметки
Размеченный
контур не
соответствует
шаблону
Плотно прижимать шаблон к
поверхности заготовки в процессе
разметки. При возможности закреплять
шаблон на заготовке при помощи
струбцины
Шаблон во время разметки был
неплотно прижат к поверхности
заготовки, в результате чего
сместился при нанесении
разметочных рисок
Точно устанавливать линейку по
исходным рискам. Прочно прижимать
ее к детали. Следить за зажимом ножек
циркуля
Керновые углубления наносить только
по углублению риски.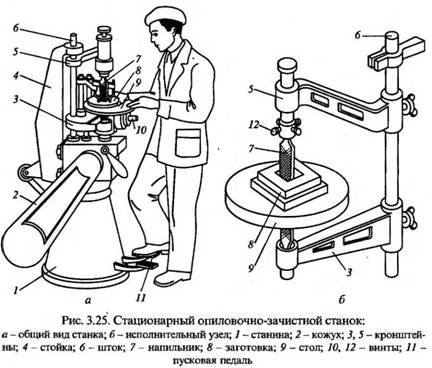 Следить за
Следить за
заточкой кернера и чертилки. Точно
устанавливать линейку по рискам и
керновым углублениям
33. Продолжение 5 вопроса
При разметке
при помощи
рейсмаса риска
не
прямолинейна
Неустойчиво установлена
размечаемая деталь. Слабо
закреплена игла рейсмаса на
стойке. На разметочную плиту под
основание рейсмаса попала грязь
Проверить прочность (без качки)
установки детали на разметочной
плите. Тщательно протереть
разметочную плиту перед разметкой.
Прочно закреплять разметочную иглу
на штанге рейсмаса
Не совпадают
Некачественно определены центры Проверить разметку центров
центры
отверстий и цилиндрических
отверстий и
частей детали
цилиндрических
частей деталей
34. 6. МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ
Рис. 2.18. Координатно-разметочная машина с цифровой
индикацией (все размеры указаны в миллиметрах):
1- измерительная головка; 2 — траверса; 3 — разметочная ила; 4 — стол; 5 —
35.
 Продолжение 6 вопроса
Продолжение 6 вопроса
Рис. 2.19. Координатно-разметочная машина для
малогабаритных деталей (все размеры указаны в миллиметрах): 1 измерительная головка; 2 — траверса; 3 — разметочная игла; 4 — стол; 5 —
Тема 3. Разметка | Презентация к уроку на тему:
Слайд 1
Дисциплина «Технология выполнения слесарных работ» Колледж ИСТиД (филиал) СКФУ в г. Пятигорске Гончаров Олег Юрьевич преподаватель колледжа
Слайд 2
Тема 3. Разметка 1. Сущность и назначение разметки. 2. Инструменты, приспособления и материалы, применяемые при разметке. 3. Подготовка поверхностей под разметку. 4. Правила выполнения приемов разметки. 5. Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения. 6. Механизация разметочных работ. Учебные вопросы:
Слайд 3
1. Сущность и назначение разметки Разметка — это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций. В зависимости от особенностей технологического процесса различают плоскостную и пространственную разметки. Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости. Пространственная разметка — это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
В зависимости от особенностей технологического процесса различают плоскостную и пространственную разметки. Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости. Пространственная разметка — это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
Слайд 4
2. Инструменты, приспособления и материалы, применяемые при разметке Рис. 2.1. Чертилки: а — односторонняя с кольцом; б — односторонняя с ручкой; в — двусторонняя; г -двусторонняя с ручкой Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части.
Слайд 5
Продолжение 2 вопроса Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2). Рис. 2.2. Рейсмас: 1 — вертикальная масштабная линейка; 2 — чертилка, закрепленная на вертикальной стойке
Слайд 6
Продолжение 2вопроса Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рис. 2.3). Рис. 2.3. Циркуль разметочный : а — простой; б — пружинный
2.3). Рис. 2.3. Циркуль разметочный : а — простой; б — пружинный
Слайд 7
Продолжение 2 вопроса Кернеры (рис. 2.4) изготавливают из инструментальной стали У7А. Твердость на длине рабочей части (15… 30 мм) должна быть HRC 52… 57. Рис. 2.4. Кернер Рис. 2.5. Кернер Ю.В. Козловского: 1 — корпус; 2 — боек; 3 — ударная головка; 4 — втулка; 5, 13 — пружины; б, 11 — ножки; 7,8 — гайки; Р, 10 -сменные иглы; 12,14- винты
Слайд 8
Продолжение 2 вопроса Рис. 2.6. Инструменты для нанесения центровых отверстий: а — колокол; б, в — угольник-центроискатель : 1 — угольник; 2 — линейка; г — центроискатель-транспортир : 1 — стопорный винт; 2 — линейка; 3 — угольник; 4 — транспортир
Слайд 9
Продолжение 1 вопроса Рис. 2.7. Автоматический механический кернер: 1- кернер; .2 — стержень; 3,5,6- составные части кернера; 4 — плоская пружина; 7, 11 — пружины; 8 — ударник; 9 — заплечик ; 10 — сухарь Рис. 2.8. Электрический кернер: 1 — втулка; 2 — стержень; 3 — кернер; 4,7- пружины; 5 — катушка; б — ударник; 8 — корпус; 9 — электрическая цепь
Слайд 10
Продолжение 2 вопроса Рис. 2.9. Кернер специальный: а — без груза; б-с грузом; 1 — подставка; 2 — кернер; 3 — стойка; 4 — винт; 5 — ножки; б — груз
2.9. Кернер специальный: а — без груза; б-с грузом; 1 — подставка; 2 — кернер; 3 — стойка; 4 — винт; 5 — ножки; б — груз
Слайд 11
Продолжение 2 вопроса Разметочные плиты (рис. 2.10) отливают из серого чугуна, их рабочие поверхности должны быть точно обработаны. Рис. 2.10. Разметочная плита : а — на подставке; б — на столе
Слайд 12
Продолжение 2 вопроса Призмы разметочные (рис. 2.11) изготавливают с одной и двумя призматическими выемками. По точности различают призмы нормальной и повышенной точности. Рис. 2.11. Разметочные призмы: тип I — односторонняя; тип II — четырехсторонняя; h , h 1 , h 2 , h 3, h 4 — глубина V -образных пазов
Слайд 13
Продолжение 1 вопроса При разметке ступенчатых валов применяют призмы с винтовой опорой (рис. 2.12) и призмы с подвижными щечками, или регулируемые призмы (рис. 2.13). Рис. 2.12. Призма с винтовой опорой Рис. 2.13. Регулируемая призма
Слайд 14
Продолжение 2 вопроса Угольники с полкой (рис. 2.14) применяют как для плоскостной, так и для пространственной разметки. Рис. 2.14. Угольник с полкой: а — угольник; б, в — примеры использования
Рис. 2.14. Угольник с полкой: а — угольник; б, в — примеры использования
Слайд 15
Продолжение 2 вопроса Разметочные ящики (рис. 2.15) применяют для установки на них при разметке заготовок сложной формы . Рис. 2.15. Разметочный ящик: а — общий вид; б — пример использования
Слайд 16
Продолжение 2 вопроса Разметочные клинья (рис. 2.16) применяют при необходимости регулирования положения размечаемой заготовки по высоте в незначительных пределах. Рис. 2.16. Разметочный клин
Слайд 17
Продолжение 2 вопроса Домкраты (рис. 2.17) используют так же, как и регулируемые клинья для регулировки и выверки положения размечаемой заготовки по высоте, если деталь имеет достаточно большую массу. Рис. 2.17. Домкраты с шаровой (а) и призматической (б) опорой для заготовки
Слайд 21
Продолжение 2 вопроса Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить. Для окрашивания размечаемых поверхностей используют: раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с поверхностью размечаемой заготовки, и сиккатива, способствующего быстрому высыханию этого состава; медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого и прочного слоя меди; быстросохнущие краски и эмали.
Слайд 22
3. ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ. Подготовительные работы при разметке включают в себя подготовку красителей, подготовку поверхностей к окрашиванию и непосредственно окрашивание. Мел с добавлением столярного клея и сиккатива разводят до консистенции жидкой сметаны. Медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки. Лаки и эмали применяют в готовом виде. Перед окраской размечаемую поверхность необходимо очистить от грязи, пыли, следов окалины и обезжирить. Окрашивание выполняют, нанося состав на поверхность заготовки равномерно, тонким слоем. Для нанесения окрашивающего состава пользуются кистью и тампоном.
Слайд 23
Продолжение 3 вопроса Затем выполняют разметку. Вначале определяют базу, от которой будут наносится риски. Риски при разметке обычно наносят в следующем порядке. Сначала все горизонтальные, затем вертикальные, после этого наклонные, и в последнюю очередь — окружности, дуги и закругления. Убедившись в правильности разметки, все линии накернивают для того, чтобы они не стерлись при обработке детали. Керны должны быть неглубокими и разделяться разметочными рисками пополам. Разметка производится несколькими способами: по чертежу, по шаблону, по образцу и по месту.
Убедившись в правильности разметки, все линии накернивают для того, чтобы они не стерлись при обработке детали. Керны должны быть неглубокими и разделяться разметочными рисками пополам. Разметка производится несколькими способами: по чертежу, по шаблону, по образцу и по месту.
Слайд 25
4. Правила выполнения приемов разметки. 1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. 2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке. 3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. 4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
Слайд 27
Продолжение 4 вопроса 5. При кернении разметочных рисок: убедиться в правильности заточки кернера, при необходимости заточить повторно; кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм. линии больших окружностей диаметром более 15 мм накернивают равномерно в 6… 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках; точки сопряжения и пересечения рисок необходимо обязательно накернивать ; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм.
линии больших окружностей диаметром более 15 мм накернивают равномерно в 6… 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках; точки сопряжения и пересечения рисок необходимо обязательно накернивать ; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм.
Слайд 28
Продолжение 4 вопроса 6 . При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения. 7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить. 8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. 9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем .
Слайд 30
Продолжение 4 вопроса 10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали. 11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия. 12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали. 13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
Слайд 31
5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ Дефект Причина Способ предупреждения Раздвоен ная риска Линейка слабо прижималась к детали. Риска проводилась дважды по одному и тому же месту. Разметка проводи лась тупой чертилкой Линейку плотно прижимать к детали, риску проводить только один раз. Заточить чертилку Керновое углубление не на риске При установке кернера его острие не попало на риску. Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком Точно устанавливать кернер в углубление риски, прочно удерживать его при кернении . При необходимости кернер заточить Раздвоенная или смещенная риска раз меченной дуги или окружности Опорная (неподвижная) нож ка циркуля тупая. Малая глу бина кернового углубления в центре окружности или дуги. Сильное нажатие на по движную ножку циркуля в процессе разметки Разметку производить толь ко циркулем с остро заточен ными ножками, плавными не сильными движениями цирку ля , наклоняя его в сторону движения
Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком Точно устанавливать кернер в углубление риски, прочно удерживать его при кернении . При необходимости кернер заточить Раздвоенная или смещенная риска раз меченной дуги или окружности Опорная (неподвижная) нож ка циркуля тупая. Малая глу бина кернового углубления в центре окружности или дуги. Сильное нажатие на по движную ножку циркуля в процессе разметки Разметку производить толь ко циркулем с остро заточен ными ножками, плавными не сильными движениями цирку ля , наклоняя его в сторону движения
Слайд 32
Продолжение 5 вопроса Риски не сопряжены друге другом Неточно установлена линейка по рискам. Смещение ли нейки во время нанесения риски. Неточно установлен размер циркуля; опорная ножка циркуля выскочила из кернового углубления при проведении риски Точно соблюдать все прави ла разметки. Прочно удержи вать линейку и циркуль в про цессе разметки Непарал лельные или непер пендику лярные друг другу риски Керновые углубления на ис ходных рисках смещены. Не точно установлена линейка по рискам и дугам. Слабо за креплен зажимной винт цир куля Точно устанавливать линей ку по исходным рискам. Прочно прижимать ее к дета ли . Следить за зажимом ножек циркуля Углы между рисками не соответствуют за данным Керновые углубления на ис ходных рисках смещены. На рушена последовательность построения угла. Неточно установлена линейка по рис кам и керновым углублениям Керновые углубления нано сить только по углублению риски. Следить за заточкой кернера и чертилки. Точно устанавливать линейку по рискам и керновым углубле ниям Размечен ный контур не соответ ствует ша блону Шаблон во время разметки был неплотно прижат к поверхности заготовки, в ре зультате чего сместился при нанесении разметочных рисок Плотно прижимать шаблон к поверхности заготовки в процессе разметки. При возмож ности закреплять шаблон на заготовке при помощи струб цины
Не точно установлена линейка по рискам и дугам. Слабо за креплен зажимной винт цир куля Точно устанавливать линей ку по исходным рискам. Прочно прижимать ее к дета ли . Следить за зажимом ножек циркуля Углы между рисками не соответствуют за данным Керновые углубления на ис ходных рисках смещены. На рушена последовательность построения угла. Неточно установлена линейка по рис кам и керновым углублениям Керновые углубления нано сить только по углублению риски. Следить за заточкой кернера и чертилки. Точно устанавливать линейку по рискам и керновым углубле ниям Размечен ный контур не соответ ствует ша блону Шаблон во время разметки был неплотно прижат к поверхности заготовки, в ре зультате чего сместился при нанесении разметочных рисок Плотно прижимать шаблон к поверхности заготовки в процессе разметки. При возмож ности закреплять шаблон на заготовке при помощи струб цины
Слайд 33
Продолжение 5 вопроса При раз метке при помощи рейсмаса риска не прямоли нейна Неустойчиво установлена размечаемая деталь. Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейс маса попала грязь Проверить прочность (без качки) установки детали на разметочной плите. Тщатель но протереть разметочную плиту перед разметкой. Прочно закреплять разметоч ную иглу на штанге рейсмаса Не совпада ют центры отверстий и цилиндри ческих частей деталей Некачественно определены центры отверстий и цилин дрических частей детали Проверить разметку центров
Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейс маса попала грязь Проверить прочность (без качки) установки детали на разметочной плите. Тщатель но протереть разметочную плиту перед разметкой. Прочно закреплять разметоч ную иглу на штанге рейсмаса Не совпада ют центры отверстий и цилиндри ческих частей деталей Некачественно определены центры отверстий и цилин дрических частей детали Проверить разметку центров
Слайд 34
6. МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ Рис. 6.1. Координатно-разметочная машина с цифровой индикацией (все размеры указаны в миллиметрах): 1 — измерительная головка; 2 — траверса; 3 — разметочная ила; 4 — стол; 5 — станина
Слайд 35
Продолжение 6 вопроса Рис. 6.2 Координатно-разметочная машина для малогабаритных деталей (все размеры указаны в миллиметрах): 1 — измерительная головка; 2 — траверса; 3 — разметочная игла; 4 — стол; 5 — станина
Восстание машин
Главная » Восстание машин
Технология оживает
Революция в промышленной механизации, начавшаяся в середине 1700-х годов, развивалась поразительными темпами на протяжении всего 19 века, отчасти подстегиваемая технологическими улучшениями в станочных инструментах, паровых двигателях и ковке железа. «Самодействующие» машины, приводимые в действие паром или электричеством, двигались по собственной воле, выполняя задачи, которые когда-то выполнялись только человеческими руками. Ремесленники и квалифицированные рабочие были уволены. Завод остался здесь.
«Самодействующие» машины, приводимые в действие паром или электричеством, двигались по собственной воле, выполняя задачи, которые когда-то выполнялись только человеческими руками. Ремесленники и квалифицированные рабочие были уволены. Завод остался здесь.
Заводные автоматы, занимательные новинки, которые выглядят и двигаются как живые существа, существовали веками. Но эта новая эра машин имитировала жизнь способами, которые раньше можно было только вообразить, и их присутствие ощущалось дома и на рабочем месте, навсегда меняя то, как мы работаем и живем.
Художественная литература того времени отражала этот странный новый мир, размышляя о будущем и изобретая чудеса, подобные механическим людям с паровой тягой. Если бы машины могли работать, что еще они могли бы сделать? Куда в этом быстро механизированном мире приведут нас машины?
… невозможно было не наделить машину некоторыми интеллектуальными способностями; казалось, он сделал первый шаг от грубой материи к жизни и цели, демонстрируя свой прогресс с великой силой.
— Дороти Вордсворт, из своего дневника, впервые увидевшая водяной насос с паровым приводом, 1803 г.

В 1820-х годах британский математик и инженер Чарльз Бэббидж разработал механический калькулятор, известный как разностная машина, для автоматического расчета и печати точных математических таблиц. Такие таблицы, необходимые для таких задач, как навигация, банковское дело и проектирование, требовали тщательной проверки и были подвержены ошибкам, допускаемым людьми-«калькуляторами» и наборщиками — ошибки, которые могли привести к значительным потерям. Хотя изобретательский проект Бэббиджа по механизации вычислений не был создан при его жизни, он стал важным ранним шагом на пути к современным вычислениям.
Модель части разностной машины № 1 Чарльза Бэббиджа
Национальный музей американской истории
Дар корпорации International Business Machines
(Фото: Хью Талман)
В 1834 году Бэббидж перешел от разработки разностной машины к чему-то более сложному. Он представил машину, которую можно было бы запрограммировать с помощью перфокарт, подобных тем, которые определяли узоры ткани, производимые на жаккардовых текстильных ткацких станках. Помимо возможности программирования, его «Аналитическая машина» имела другие функции, которые позже появятся в современных компьютерах, в том числе отдельные «Хранилище» (память) и «Мельница» (процессор). Ада Лавлейс, которая сотрудничала с Бэббиджем и часто описывается как первый компьютерный программист, увидела потенциал Аналитической машины не только в манипулировании числами, отметив, что она «может воздействовать на другие вещи, помимо чисел… Машина может создавать сложные и научные работы. музыки любой степени сложности или объема».
Он представил машину, которую можно было бы запрограммировать с помощью перфокарт, подобных тем, которые определяли узоры ткани, производимые на жаккардовых текстильных ткацких станках. Помимо возможности программирования, его «Аналитическая машина» имела другие функции, которые позже появятся в современных компьютерах, в том числе отдельные «Хранилище» (память) и «Мельница» (процессор). Ада Лавлейс, которая сотрудничала с Бэббиджем и часто описывается как первый компьютерный программист, увидела потенциал Аналитической машины не только в манипулировании числами, отметив, что она «может воздействовать на другие вещи, помимо чисел… Машина может создавать сложные и научные работы. музыки любой степени сложности или объема».
Перфокарты на жаккардовом станке
Изображение, сотканное из жаккардового шелка, 1844 г.
Национальный музей американской истории
Шведский изобретатель и печатник Георг Шойц вместе со своим сыном Эдвардом были вдохновлены конструкцией Бэббиджа и начали разработку собственной рабочей разностной машины в 1834 году. первые математические таблицы, рассчитанные и напечатанные на машине.
первые математические таблицы, рассчитанные и напечатанные на машине.
Georg Scheutz
Образцы таблиц, рассчитанные, стереоформованные и напечатанные на машинном оборудовании
Лондон, 1857 г.
Механическая имитация жизни имела и другие применения. Сэр Джордж Кейли, которого иногда называют «английским Леонардо» из-за его обширных инженерных достижений, был важным пионером в аэронавтике и воздушной навигации в начале-середине 1800-х годов. Хотя Кейли наиболее известен своим вкладом в полет, он направил свои инженерные таланты на создание искусственной руки для раненого сына фермера-арендатора. Он хотел сделать более доступную и универсальную модель, одновременно эффективную и доступную для жертв производственных и военных травм. Его инновационный дизайн имитировал артикуляцию и контроль движений человека и содержит элементы, используемые в современных протезах.
Джордж Кейли
«Описание искусственной руки»
Журнал механиков , март 1845 г.
Эти технологические инновации нашли свое применение и в быту. Эта запатентованная модель 1871 года является основой для одной из первых ползающих кукол, произведенных в Америке. Механические ручки и ножки имитируют ползание, в то время как ребенок катится вперед на латунных колесах. Реалистичный автомат, когда-то элегантная механическая забава для высшего класса, был на пути к тому, чтобы стать классической детской игрушкой.
Запатентованная модель ползучей куклы, 1871 г.
Дизайн Джорджа П. Кларка
Национальный музей американской истории
Ограничения машинного интеллекта в 19 веке не остановили предприимчивых попыток одурачить общественность. Аджиб, механический автомат, играющий в шахматы, гастролировал по увеселительным заведениям мира до конца 1800-х годов. Многие посетители полагали, что Аджиб и ему подобные могли быть достаточно умны, чтобы переиграть конкурентов-людей, и что они видели мыслящую машину в действии. Это было не так: внутри скрывался человек-шахматист.
Это было не так: внутри скрывался человек-шахматист.
Знаменитый автомат «Аджиб»
Торговая карточка из Музея Эдема, Нью-Йорк, 1896 г.
Национальный музей американской истории
Слово робот не появлялось до 1920 года, когда чешский писатель Карел Чапек придумал это слово в своей пьесе R.U.R. (Универсальные роботы Россум) . Произведенное от чешского слова robota, означающего «принудительный труд» или «тяжелая работа», он использовал его для описания искусственно созданной гуманоидной рабочей силы. Однако за десятилетия до Чапека возможности механизации и силы пара уже вдохновляли механических существ в художественной литературе. В конце 1860-х годов механические люди с паровым двигателем начали появляться в недорогих приключенческих рассказах. В народных сказках рассказывалось о героических подвигах изобретателя и его фантастических творениях.
| Эдвард С. Эллис Огромный охотник; или «Паровой человек из прерий» (полдаймовая библиотека Бидла) Нью-Йорк, 1882 год; факсимильный репринт, ок. 1945 Дар библиотеки Бернди | Фрэнк Рид и его паровая лошадь (Библиотека Five Cent Wide Awake) Нью-Йорк, 1883; факсимильный репринт, ок. 1945 Дар библиотеки Бернди | Фрэнк Рид и его пароход Равнины (Библиотека Five Cent Wide Awake) Нью-Йорк, 1883; Факсимильное переиздание, 1945 г. Дар библиотеки Бернди |
Еще одним предшественником робота был одетый в медь Тик Ток, Человек-машина, из книг Л. Фрэнка Баума из страны Оз. В отличие от более известного Железного Дровосека из страны Оз, Тик Ток не был жив; он был механическим часовым механизмом. Баум даже предоставил ему этикетку производителя и инструкцию по эксплуатации: «Запатентованный МЕХАНИЧЕСКИЙ ЧЕЛОВЕК двойного действия Smith & Tinker. .. Думает, говорит, действует и делает все, кроме жизни».
.. Думает, говорит, действует и делает все, кроме жизни».
Л. Фрэнк Баум
Озма из страны Оз: История ее приключений …
Чикаго, 1907.
Некоторые из величайших технологических инноваций были в текстильной промышленности. «Самодействующий» вращающийся мул Ричарда Робертса с паровым двигателем по прозвищу «Железный человек» заменил квалифицированных рабочих и неустанно превосходил их. Прядение, когда-то ручное ремесло, которым занимались дома, теперь стало работой автоматизированного фабричного оборудования. Один работник с минимальной подготовкой мог обслуживать несколько машин. Эндрю Юр, стойкий сторонник технического прогресса в производстве текстиля, хвалил «Железного человека» как «машину, которая, по-видимому, обладает мыслями, чувствами и тактом опытного рабочего».
Самоходный прядильный мул Робертса
из книги сэра Эдварда Бейнса История хлопчатобумажной мануфактуры в Великобритании
Лондон, 1835 г.
Это век машин во всех внешних и внутренних смыслах этого слова; эпоха, которая со всей своей безраздельной мощью продвигает вперед, учит и практикует великое искусство приспособления средств к целям. Теперь ничего не делается напрямую или вручную; все по правилу и продуманному ухищрению.
— Томас Карлайл, «Знамения времени», The Edinburgh Review , 1829.
Промышленная механизация сильно изменила жизнь рабочего класса в Британии XIX века. Хотя это создало более зажиточный средний класс и принесло пользу экономике, оно также привело к прискорбной перенаселенности и нездоровым условиям жизни и работы. Критическая ситуация сопровождалась политическими и социальными реформами, а также изменением представлений об обществе и классе. Вопросы промышленности и труда обсуждались не только в политике и прессе, но и нашли отражение в литературе.
Уильям Моррис, английский писатель и художник, искал противоядие от болезней механизированного индустриального общества Англии. В своем романе «Вести из ниоткуда: или Эпоха отдыха, несколько глав из утопического романа «, впервые опубликованном в 1890 году в газете Commonweal , он представил себе аграрный социалистический мир, в котором удовольствие от творческого ручного труда заменило бесчеловечный фабричный труд, и жизнь велась в гармонии с миром природы. Книги Морриса, отпечатанные с заботой и мастерством на его собственном традиционном печатном станке, являются примерами того мастерства, которое он продвигал и практиковал.
В своем романе «Вести из ниоткуда: или Эпоха отдыха, несколько глав из утопического романа «, впервые опубликованном в 1890 году в газете Commonweal , он представил себе аграрный социалистический мир, в котором удовольствие от творческого ручного труда заменило бесчеловечный фабричный труд, и жизнь велась в гармонии с миром природы. Книги Морриса, отпечатанные с заботой и мастерством на его собственном традиционном печатном станке, являются примерами того мастерства, которое он продвигал и практиковал.
Уильям Моррис
Новости из ниоткуда: или Эпоха покоя, некоторые главы из утопического романа
Хаммерсмит, Лондон, 1892
Какую армию слуг нанимают машины! Не больше ли мужчин занято обслуживанием машин, чем уходом за людьми? Разве машины не едят как бы по манере? Не сами ли мы создаем себе преемников в господстве на земле? ежедневно приумножая красоту и утонченность их организации, ежедневно придавая им все большее мастерство и снабжая их все большей и большей саморегулирующейся, самодействующей силой, которая будет лучше любого интеллекта?
— Сэмюэл Батлер, Эревон, или: Over the Range , 1872 г.
В анонимно опубликованной в 1872 году книге Сэмюэля Батлера « Erewhon: или Over the Range » рассказывается о стране, где машины, считавшиеся опасными, были уничтожены и объявлены вне закона. Опираясь на недавно опубликованные эволюционные теории Чарльза Дарвина, Батлер в этой сатире на викторианское общество размышляет о том, что со временем машины могут в процессе естественного отбора обрести своего рода сознание и что эпоха господства машин может последовать за эпохой человека на Земле.
Erewhon (почти обратная анаграмма слова «нигде») предлагает сатирическую критику викторианского общества, переворачивая установленные законы и мораль: например, болезнь является преступлением, а преступление рассматривается как болезнь. Эревонское общество продвинулось далеко вперед Собственная технология Батлера перед пророком («профессором гипотетики») предсказывала, что машины, от которых они стали зависеть, поднимутся и овладеют ими в свою очередь.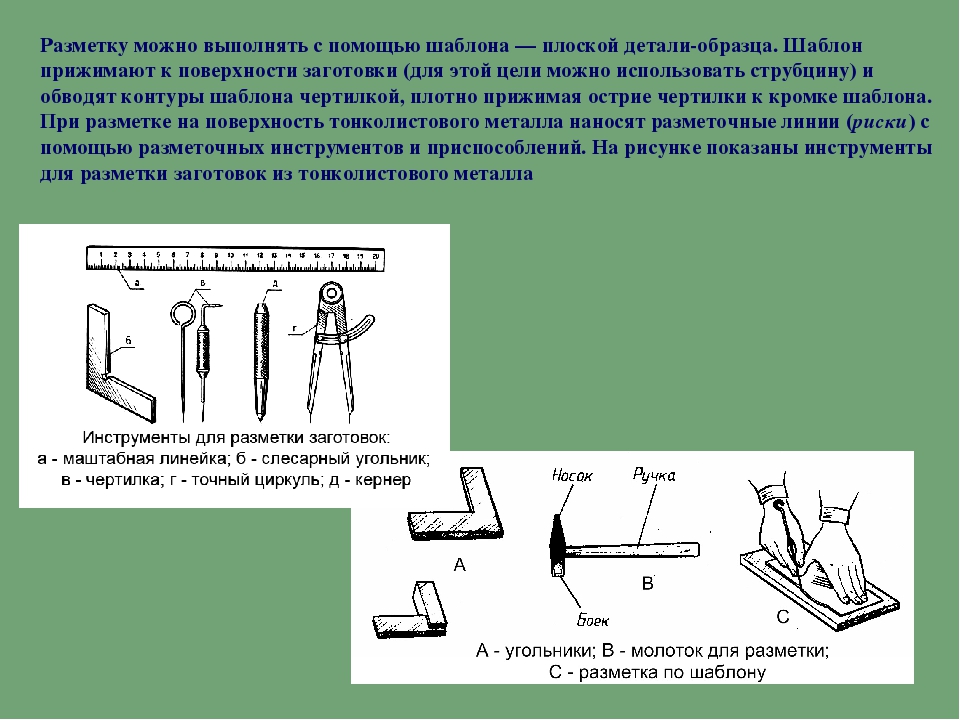 борьба за выживание, возможно, была сатирой, но его идеи находят отклик и сегодня.Искусственный интеллект является важнейшим компонентом современной компьютерной науки, а также был и остается провокационной и популярной темой в спекулятивной фантастике.
борьба за выживание, возможно, была сатирой, но его идеи находят отклик и сегодня.Искусственный интеллект является важнейшим компонентом современной компьютерной науки, а также был и остается провокационной и популярной темой в спекулятивной фантастике.
Повышение показателей безопасности за счет механизации буровых установок | Конференция и выставка SPE/IADC по бурению
Skip Nav Destination
Citation
Хансен, Марк Д. и Эгилл Абрахамсен. «Повышение показателей безопасности за счет механизации буровой установки». Документ представлен на конференции SPE/IADC по бурению, Амстердам, Нидерланды, февраль 2001 г.0243
Расширенный поиск
Безопасность продолжает развиваться как движущая сила во всем мире при эксплуатации буровых установок и, как следствие, является одним из основных соображений во всех операциях и планировании буровых установок. Таким образом, проектирование опасностей вне системы является ключевой целью в технике безопасности, результатом которой стала механизация буровой установки. Вместо полной автоматизации механизация буровой установки включает в себя использование существующего оборудования и его «механизацию» для обеспечения модульности и, предпочтительно, дистанционного управления. Традиционные концепции автоматизации часто требовали полного изменения конструкции определенных компонентов буровой установки, даже конструкции вышки были изменены, чтобы соответствовать требованиям полностью автоматизированного процесса. Это привело к тому, что концепции автоматизации стали очень дорогими и непомерно дорогостоящими, до такой степени, что они были исключены из рассмотрения. Механизация буровой установки является гораздо более рентабельным подходом, который позволяет достичь целей безопасности за счет удаления персонала буровой установки от опасного места.
Таким образом, проектирование опасностей вне системы является ключевой целью в технике безопасности, результатом которой стала механизация буровой установки. Вместо полной автоматизации механизация буровой установки включает в себя использование существующего оборудования и его «механизацию» для обеспечения модульности и, предпочтительно, дистанционного управления. Традиционные концепции автоматизации часто требовали полного изменения конструкции определенных компонентов буровой установки, даже конструкции вышки были изменены, чтобы соответствовать требованиям полностью автоматизированного процесса. Это привело к тому, что концепции автоматизации стали очень дорогими и непомерно дорогостоящими, до такой степени, что они были исключены из рассмотрения. Механизация буровой установки является гораздо более рентабельным подходом, который позволяет достичь целей безопасности за счет удаления персонала буровой установки от опасного места.
В этом документе представлены последние разработки в области механизации буровых установок и их влияние на повышение безопасности и эксплуатационных характеристик. Он также сравнит показатели безопасности механизированных буровых работ с предыдущими методами выполнения тех же задач. Конкретные элементы, роль которых в механизации буровой установки будет рассмотрена:
Он также сравнит показатели безопасности механизированных буровых работ с предыдущими методами выполнения тех же задач. Конкретные элементы, роль которых в механизации буровой установки будет рассмотрена:
Системы управления Soft PLC. Эти системы используют программное обеспечение, микропроцессоры и оптоволокно для дистанционного управления оборудованием.
Power Frame Система. Эта система предназначена для работы на рельсах и имеет модульную структуру, позволяющую подвешивать любой ключ Power Tong для спуска обсадных и насосно-компрессорных труб.
Механизированные щипцы для обсадных труб и труб. Эти щипцы поставляются в комплекте со свободно плавающими гидравлическими опорами и возможностью удаленного управления.
Бесштыревая система. Эта система устраняет большую часть опасности операции прокола, удаляя персонал с вышки.
Наконец, в этом документе будут представлены и обсуждены четыре основные движущие силы, способствующие развитию этого типа оборудования.
