

Содержание
Пайка и лужение
Пайкой называют процесс соединения двух металлических частей с помощью расплавленного металла или сплава, называемого припоем и имеющего более низкую температуру плавления, чем соединяемые части. Пайку применяют для создания неразъемных соединений деталей из стали, цветных металлов и их сплавов, а также их сочетаний. Пайка распространена при выполнении электромонтажных работ, монтаже контрольно-измерительной аппаратуры, радио7 и электроприборов, изготовлении сосудов, радиаторов, твердосплавного режущего инструмента и т.п.
Процесс пайки состоит из прогрева спаиваемых частей до температуры плавления припоя, расплавления последнего, растекания и заполнения зазоров под действием капиллярных сил, диффундирования в металл с последующей кристаллизацией в паяном шве. При этом соединение деталей достигается без расплавления их кромок в результате смачивания поверхностей более легкоплавкими жидкими металлами.
Очистку поверхностей перед пайкой от окалины, оксидов, грязи и жира проводят с помощью напильников, металлических щеток, шаберов и химическими способами (травлением). После травления детали промывают и сушат. Обезжиривание осуществляют протиркой поверхности бензином, ацетоном, растворителем. Перед пайкой детали плотно подгоняют одну к другой, используя струбцины или другие приспособления.
После травления детали промывают и сушат. Обезжиривание осуществляют протиркой поверхности бензином, ацетоном, растворителем. Перед пайкой детали плотно подгоняют одну к другой, используя струбцины или другие приспособления.
При нагреве деталей, соединяемых пайкой, их поверхности окисляются. Для удаления оксидной пленки применяют паяльные флюсы и травильные вещества, которые растворяют оксиды, образуют легко удаляемые шлаки, способствуют лучшему смачиванию спаиваемых поверхностей расплавленным припоем и затеканию его в зазоры. При пайке деталей из стали, бронзы и латуни используют хлористый цинк, деталей из латуни — нашатырный спирт, деталей из цинка и чугуна — соляную кислоту. После травления соляной кислотой деталь промывают в содовом растворе, а затем в чистой воде. Хлористый цинк (травленая соляная кислота) представляет собой смесь из 50 % соляной кислоты и 50 % воды, в которую добавлены небольшие кусочки и стружка цинка. Чтобы хлористый цинк был коррозионно-стойким, его разбавляют нашатырным спиртом в количестве, равном 1/3 взятого объема.
По назначению припои подразделяют на мягкие и твердые с температурой плавления соответственно 180…300 и 700…1000 °С. Мягкие припои состоят в основном из свинцово-оловянных сплавов с σв = 28…47 МПа. Кроме высокой температуры плавления твердые припои характеризуются более высокими механическими свойствами; временно’е сопротивление разрыву паяных швов 260…300 МПа. Химический состав и область применения твердых припоев приведены в табл. 19–21, а составы флюсов — в табл. 22.
Для нагрева места пайки до рабочей температуры применяют паяльники периодического и непрерывного подогрева, паяльные лампы, газовые горелки, установки ТВЧ.
Таблица 19. Химический состав (ГОСТ 21930–76) и область применения оловянно-свинцовых припоев
| Марка | Химический состав, % | Температура плавления, °С | Пайка | |
| Олово | Сурьма | |||
| ПОССу 4-6 | 3…4 | 5…6 | 244 | Клепаных деталей из латуни, меди, белой жести |
| ПОССу 18-2 | 17…18 | 1,5…2,0 | 186 | Лужение стальных деталей перед пайкой, пайка автотракторных деталей |
| ПОС 30 | 29…31 | 0,1 | 183 | Радиаторов, электроаппаратуры и приборов, оцинкованного железа |
| ПОС 61 | 59…61 | – | Электро- и радиоаппаратуры, лужение | |
| ПОС 90 | 89…91 | Пищевой посуды и медицинской аппаратуры | ||
Таблица 20. Химический состав (ГОСТ 23137–78) и область применения медно-цинковых припоев
Химический состав (ГОСТ 23137–78) и область применения медно-цинковых припоев
| Марка | Химический состав, % | Температура плавления, °С | Пайка деталей | ||
| Медь | Цинк | ||||
| ПМЦ-54 | 54 | 46 | 880 | Из углеродистой стали | |
| ПМЦ-48 | 48 | 52 | 865 | Из меди, латуни, бронз, углеродистой стали | |
| ПМЦ-36 | 36 | 64 | 825 | Из латуни и бронз | |
Таблица 21. Химический состав (ГОСТ 19738–74) и область применения серебряных припоев
| Марка | Химический | состав, % | Температура плавления, °С | Пайка деталей | ||
| Серебро | Медь | Цинк | ||||
| ПСр 50 | 50 | 50 | – | 860 | Лужение и пайка из меди, медно-никелевых сплавов, латуни, бронз | |
| ПСр 45 | 45 | 30 | 25 | 730 | Из меди, латуни, бронз и латуни | |
| ПСр 25 | 25 | 40 | 25 | 775 | Тонких из меди и латуни, медно-никелевых сплавов | |
| ПСр 10 | 10 | 53 | 37 | 850 | Из стали с медью и сплавов цветных металлов, когда требуется термообработка | |
Таблица 22. Составы флюсов
Составы флюсов
| Компонент | Содержание, % | Пайка деталей |
| Пайка мягкими припоями | ||
| Канифоль | 100 | Из меди и медных сплавов |
| Насыщенный раствор хлористого цинка в соляной кислоте | – | Из коррозионно-стойкой стали |
| Хлористый цинк | 95 | Из алюминия алюминиевым припоем |
| Фтористый натрий | 5 | |
| Паста (насыщенный раствор цинка) | 34 | Паяльной лампой из меди и стали |
| Метанол | 33 | |
| Глицерин | ||
| Пайка твердыми припоями | ||
| Бура | 100 | Из меди, бронзы и стали |
| Бура плавленая | 72 | Из латуни, бронзы, а также пайка серебром |
| Поваренная соль | 14 | |
| Поташ кальцинированный | ||
| Бура плавленая | 90 | Из меди, стали и других металлов |
| Борная кислота | 10 | |
| Бура плавленая | 50 | Из титанокарбидных твердых сплавов на режущий инструмент |
| Фтористый калий | 40 | |
| Борная кислота | 10 | |
| Бура плавленая | 50 | Из коррозионно-стойкой и жаропрочной сталей |
| Борная кислота (разведенная в растворе хлористого цинка) | ||
| Бура | 60 | Из чугуна |
| Хлористый цинк | 38 | |
| Марганцево-кислый калий | 2 | |
| Хлористый литий | 26…35 | Из алюминия и его сплавов алюминиевыми припоями |
| Фтористый калий | 12…16 | |
| Хлористый цинк | 8…15 | |
| Хлористый калий | 40…59 | |
Паяльники периодического подогрева молоткового и торцового типов изготовляют из красной меди как наиболее теплопроводной. Такой паяльник периодически подогревают паяльной лампой, газовой горелкой или в горне. К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно; температура их рабочей части достигает 400 °С. Паяльная лампа дает возможность нагревать изделие до 700…900 °С.
Такой паяльник периодически подогревают паяльной лампой, газовой горелкой или в горне. К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно; температура их рабочей части достигает 400 °С. Паяльная лампа дает возможность нагревать изделие до 700…900 °С.
Пайку низкотемпературными припоями используют для создания герметичного шва, а также соединения деталей, не требующего большой прочности. Пайку проводят следующим образом.
Поверхность очищают от грязи и коррозии шабером, напильником или надфилем до металлического блеска. Шлифовальную шкурку не применяют, так как содержащийся в ней клей загрязняет поверхность пайки. Поверхность подгоняют до плотного соединения путем гибки, правки и опиливания. Кисточкой наносят тонкий слой жидкого флюса. Твердый флюс (канифоль) наносят на поверхность, предварительно нагретую паяльником. Деталь при пайке должна быть расположена швом вверх. Как только место прикосновения паяльником прогреется и припой растечется, медленно и равномерно перемещают паяльник без отрыва вдоль шва, давая возможность припою заполнить зазор. Припой наносится тонким и равномерным слоем без пропуска. После окончания пайки выступающие приливы опиливают напильником и поверхность зачищают шкуркой.
Припой наносится тонким и равномерным слоем без пропуска. После окончания пайки выступающие приливы опиливают напильником и поверхность зачищают шкуркой.
Пайку твердыми припоями применяют, когда необходимо получить прочный теплоустойчивый шов. Для пайки твердосплавного инструмента, когда требуется высокая прочность соединения, используют индукционный нагрев и порошковый припой ПАН-21. Место пайки нагревают до температуры плавления припоя, добавляя буру, которая, расплавляясь, способствует лучшему разливу припоя.
Пайку заканчивают, когда припой полностью зальет все места соединения. Охлаждение проводят медленно, не применяя воды. Места пайки очищают от буры, припоя и промывают. Качество пайки проверяют внешним осмотром мест соединения, обращая внимание на отсутствие раковин и пропусков в местах соединения. Прочность шва контролируют легким постукиванием соединенных деталей о металлический предмет.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение осуществляют для защиты деталей от коррозии и окисления, подготовки поверхностей к пайке легкоплавкими припоями перед заливкой подшипников баббитом. Поверхность очищают от грязи и коррозии механическим или химическим способом. Химическую очистку применяют как для обезжиривания, так и для очистки детали от оксидов.
Лужение осуществляют для защиты деталей от коррозии и окисления, подготовки поверхностей к пайке легкоплавкими припоями перед заливкой подшипников баббитом. Поверхность очищают от грязи и коррозии механическим или химическим способом. Химическую очистку применяют как для обезжиривания, так и для очистки детали от оксидов.
Лужение проводят натиранием и погружением. После механической зачистки поверхность промывают в кипящем 10 % — ном растворе каустической соды и в воде. Непосредственно перед лужением поверхность покрывают флюсом (хлористым цинком) с помощью кисти, куска войлока или пакли и посыпают порошком нашатыря, затем нагревают до температуры плавления олова или другого сплава, который наносят на поверхность в виде кусочков или порошка. Когда припой от соприкосновения с нагретой поверхностью начнет плавиться, его растирают паклей или холщовой тряпкой, пересыпанной порошком нашатыря. Припой должен распределяться равномерным слоем по всей поверхности. При лужении погружением очищенную и протравленную деталь погружают на 1 мин в ванну с раствором хлористого цинка, затем на 2…3 мин в ванну с расплавленным припоем, после чего деталь извлекают из ванны. Качество лужения проверяют внешним осмотром на равномерность распределения полуды, отсутствие вздутий и т.п.
Качество лужения проверяют внешним осмотром на равномерность распределения полуды, отсутствие вздутий и т.п.
Просмотров:
4 683
Пайка, лужение и склеивание
Категория:
Ремонт автогрейдеров
Публикация:
Пайка, лужение и склеивание
Читать далее:
Кузнечные и сварочные работы
Пайка, лужение и склеивание
Пайка. Представляет собой процесс соединения деталей с использованием специального присадочного скрепляющего материала — припоя и вспомогательного защитного материала — флюса.
Применяются легкоплавкие и тугоплавкие припои.
Легкоплавкие припои (мягкие) изготовлены на основе сплава олова (О) со свинцом (С) и обозначаются буквами ПОС с цифрами, показывающими содержание олова в процентах. Их температура плавления меньше 500° С: Они служат для пайки стали, меди, цинка, свинца, олова, серого чугуна, алюминия, керамики, стекла и др. Соединения, выполненные легкоплавкими припоями, обладают герметичностью, но не особенно прочные. Для получения особых свойств в оловянно-свинцовые припои добавляют сурьму, висмут, кадмий и другие металлы. При слесарных работах чаще всего применяется припой ПОС-40.
Соединения, выполненные легкоплавкими припоями, обладают герметичностью, но не особенно прочные. Для получения особых свойств в оловянно-свинцовые припои добавляют сурьму, висмут, кадмий и другие металлы. При слесарных работах чаще всего применяется припой ПОС-40.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Тугоплавкие припои (твердые) имеют температуру плавления более 500° С, предназначены для получения прочных соединений, стойких в температурных и коррозионных условиях. Ими ведется пайка стали, чугуна, меди, никеля и их сплавов. Они делятся на медно-цинко- вые (марки ПМЦ) и серебряные припои.
Флюсы предназначены для обеспечения смачивания поверхности металлов припоем, предохранения поверхности металлов и припоя от окисления при нагреве, растворения окисных пленок.
Имеются флюсы для мягких легкоплавких припоев (хлористый цинк, нашатырь, канифоль, пасты и др. ), для твердых тугоплавких припоев (бура, борная кислота и др.), а также для пайки алюминиевых сплавов (смеси из фтористого натрия, хлористого лития, хлористого калия, хлористого цинка и др.), нержавеющей стали (смеси буры и борной кислоты), чугуна (смесь буры с хлористым цинком).
), для твердых тугоплавких припоев (бура, борная кислота и др.), а также для пайки алюминиевых сплавов (смеси из фтористого натрия, хлористого лития, хлористого калия, хлористого цинка и др.), нержавеющей стали (смеси буры и борной кислоты), чугуна (смесь буры с хлористым цинком).
Процесс пайки металлов включает подготовку изделия, паяльника к пайке и саму пайку изделия.
Подготовка изделия состоит в очистке его поверхности от грязи, жиров, окислов, коррозии, окалины.
Такую очистку можно вести: – механическим путем с помощью наждачной бумаги, напильников, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью; – путем химического обезжиривания с помощью разведенной водой венской извести, наносимой кистью на изделия; – путем химического‘травления при погружении изделия в растворы серной, соляной и других кислот; – с помощью ультразвука, действующего в ванне с растворителями.
Подготовка паяльника (рис. 3.6) включает заправку рабочей части под углом 30…40° с притуплением вершины, ее очистку от окалины и нанесение (облужение) на концевую часть припоя.
При пайке нельзя допускать недогрева и перегрева паяльника. В первом случае припой быстро остывает, образуя непрочное соединение, во втором (выше 500° С) образуется окалина и затруднено лужение рабочей части на паяльнике.
На плотно подогнанные детали жидкий флюс наносится кистью, а твердый (канифоль) — путем растирания при одновременном нагреве места пайки паяльником. Облуженным паяльником от прутка припоя забирают 2…3 капли расплавленного припоя и переносят к месту пайки, покрытому флюсом. После прогрева металла припой при перемещении паяльника растекается, заполняя зазоры шва. Остывший припой имеет блестящую поверхность. Выступы на припое снимают напильником.
При массовом производстве пайку деталей можно осуществлять погружением в ванну с расплавленным припоем.
Лужение. Сущность этой слесарной операции состоит в нанесении на деталь тонкого слоя олова или сплавов олова (со свинцом, цинком, висмутом и т. д.) с целью предохранения поверхностей от коррозии и окисления, придания им необходимых свойств, например, для декоративной обработки поверхности при изготовлении художественных изделий или подготовки поверхности подшипников перед заливкой баббитом, перед пайкой. Этот слой носит название полуда.
Этот слой носит название полуда.
Рис. 3.6. Подготовка паяльника:
а — заправка рабочей части; 6 — очистка рабочей части хлористым цинком; в — нанесение припоя; 1 — хлористый цинк; 2 — припой
Перед лужением поверхности деталей обрабатывают до чистого металлического блеска либо нехимическим способом (напильниками, стальной или волосяной щеткой с мокрым песком, шлифованием) либо химическим способом с целью обезжиривания (в растворе каустической соды при кипении, венской известью, бензином и др.) и травления (в растворе соляной кислоты с подогревом). Процесс лужения осуществляется двумя способами (рис. 3.7): погружением в полуду (а), налитую в чистую посуду, с кусочками древесного угля (для защиты от окисления) и растиранием, путем предварительного нанесения паклей на поверхность детали хлористого цинка и последующего нанесения от прутка с подогревом припоя (в) и растирания его паклей (б). После лужения детали промывают водой и сушат.
Склеивание. В настоящее время склеиванию, т. е. неразъемному соединению деталей с помощью различных клеев, подвергают любые материалы, работающие в различных условиях.
е. неразъемному соединению деталей с помощью различных клеев, подвергают любые материалы, работающие в различных условиях.
В машиностроении используют клей марок БФ и ВС, а также карбинольные, бакелитовые, эпоксидные и термостойкие клеи.
Клей БФ-2 применяется при склеивании металлов, бакелита, текстолита, стекла и др. Им можно приклеить накладки муфт сцепления, осуществить заделки трещин и пробоин в корпусах редукторов. Клеи БФ-4 и БФ-6 предназначены для склеивания ткани, резины, фетра. Обладают небольшой прочностью.
Рис. 3.7. Лужение детали: а — способом погружения; в — нанесение припоя; б — растирание припоя паклей; 1 — кусочки древесного угля на полуде; 2 — припой
Клей ВС-10Т применим для приклеивания тормозных накладок, склеивания деталей, работающих при температуре до 300° С, во влажных условиях, при воздействии масел. Обладает прочностью и стойкостью.
Карбинольный клей используется для склеивания деталей из стали, чугуна, пластмасс и эбонита. Стоек против кислот, щелочей, спирта, воды, бензина и масел. Им склеивают аккумуляторные банки, детали карбюратора, заделывают трещины, отверстия. Нестоек к высокой температуре.
Стоек против кислот, щелочей, спирта, воды, бензина и масел. Им склеивают аккумуляторные банки, детали карбюратора, заделывают трещины, отверстия. Нестоек к высокой температуре.
Бакелитовый лак применяется для приклейки прокладок в муфтах сцепления, склеивания пластмасс.
Эпоксидные клеи выпускают нескольких марок (ЭД-5Х ЭД-б, ЭД-40 и др.). Применяют для склеивания металлических и других деталей, используют при ремонте корпуса редукторов, заделки трещин, отколов, ликвидации износов в опорах.
Термостойкие клеи марок ВК-32-280, ИП-9, ВФК-9 предназначены для склеивания деталей из различных материалов, стойки к температуре, влажности.
Процессы склеивания деталей у различных клеев имеют много общего, но отличаются временем и температурой выдержки и некоторыми сопутствующими особенностями.
Лужение и пайка проводников — презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
(Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Лужение и пайка проводников
Ребята, сегодня мы с вами учимся паять. Осталось доделать монтажную
плату и можно пробовать свои силы в пайке проводников. Работа
паяльником – увлекательная и интересная, но она требует терпения и
соблюдения правил безопасности! Потому что паяльник – нагревательный
инструмент, включаемый в сеть 220 В!
2. Лужение и пайка проводников
Итак, приступим. Кроме нашей платы, нам понадобятся:
паяльник с подставкой (в подставку можно положить
канифоль), припой ПОС-61, флюс активный ЛТИ-120. Кроме
этого, на стол лучше положить подкладку, например из ДВП,
или толстого картона
3.
 Лужение и пайка проводников
Лужение и пайка проводников
Сначала нужно понять, как вообще происходит пайка.. Пайка
немного похожа на склеивание. Но соединять проводники
клеем нельзя – клей не проводит электричества. Поэтому
связующее при пайке – припой, специальный сплав из
различных металлов. В нашем случае используется смесь из
61% олова и 39% свинца. Такая смесь легко плавится
паяльником и прекрасно покрывает медные проводники
Но к загрязненному проводнику припой все же «прилипает» не всегда.
Для облегчения процесса пайки используют жидкие и твердые флюсы,
например сосновую канифоль. Флюс предварительно наносится на
проводник, после чего его покрытие припоем с помощью паяльника не
вызывает проблем
4. Лужение и пайка проводников
Теперь приступим к работе. Включаем паяльник на подставке. Пока
он нагревается, тщательно покрываем флюсом с помощью кисточки
каждый гвоздик со всех сторон:
5. Лужение и пайка проводников
Через примерно 5 мин пробуем поднести к жалу паяльника
кончик припоя. Если паяльник готов к работе – припой тотчас
Если паяльник готов к работе – припой тотчас
расплавится и небольшая капелька останется на паяльнике:
6. Лужение и пайка проводников
Теперь подносим жало паяльника к гвоздику платы и
начинаем тщательно обрабатывать со всех сторон
7. Лужение и пайка проводников
Готово, гвоздик покрыт припоем, т.е. мы его пролудили, а сам
процесс называется «лужение». Проделываем то же самое с
остальными гвоздиками-контактами. Посмотрите
видеоматериал «лужение платы» к этому уроку
8. Лужение и пайка проводников
Бывает, что некоторые контакты упорно не хотят лудиться. Можно
быстро опустить паяльник в канифоль (при этом пойдет много дыма,
это нормально), и попытаться снова. Если гвоздик совсем почернел,
нужно взять ножницы, и одним из лезвий счистить всю грязь с него,
после чего пролудить его.
9. Лужение и пайка проводников
Получилось? Нужно постараться, так как от качества лужения будет
зависеть ваша дальнейшая работа с этой платой.
10. Лужение и пайка проводников
А теперь потренируемся паять на этой плате, для начала это будут
провода. Дополнительно нам понадобятся: бокорезы, ножницы,
провод многожильный, нож
11. Лужение и пайка проводников
Зачистим провод. Мы с вами учились пользоваться кримпером,
теперь придется поработать ножницами или ножом. Способ 1:
кладем провод на подложку и аккуратно надрезаем ножом изоляцию
со всех сторон, стараясь не прорезать провод насквозь. Способ 2:
Надрезаем точно так же провод ножницами по кругу, стараясь
сохранить жилу. Снимаем примерно пол сантиметра изоляции
12. Лужение и пайка проводников
Надрезанная изоляция легко снимется с провода пальцами.
Отрезаем провод на 5см и зачищаем с другой стороны. Делаем еще
один такой же провод. Не забываем скручивать очищенную жилу на
концах проводов, как я вас учил
13. Лужение и пайка проводников
Теперь лудим провода. Первый вариант – берем каплю припоя на
паяльник, и приложив кончик провода к куску канифоли, водим по
нему сверху паяльником. Припой должен пропитать проводник.
Припой должен пропитать проводник.
Второй вариант – мажем кисточкой ЛТИ-120 на кончик провода и
покрываем припоем, как с гвоздиками. При каком варианте лудить
легче?
14. Лужение и пайка проводников
Вот что должно получиться. Остается припаять их к плате. Подносим
кончик провода к гвоздю-контакту на плате так, чтобы они
соприкасались
15. Лужение и пайка проводников
Провод и гвоздик должны быть параллельны, но при этом должен
быть некоторый нахлест. Обязательно посмотрите видеоматериал,
как правильно припаивать провод. Нагреваем кончиком паяльника
одновременно и контакт на плате и провод. Припой, который уже
содержится на них, сольет их воедино. Убираем паяльник,
продолжая удерживать провод и ждем 5 сек, это важно! Припой
должен остыть.
16. Лужение и пайка проводников
Припаиваем к плате второй конец провода, как показано на фото.
Если при нагреве не происходит слияния – припоя мало. Добавьте на
паяльник припоя с проволочки. Если припоя много – на контакте
Если припоя много – на контакте
повиснет капля, это тоже плохо! лишний припой нужно расплавить и
убрать с платы. Пайка должна быть аккуратной!
17. Лужение и пайка проводников
Припаиваем к плате второй провод. Теперь усложним задачу, и
сделаем еще 2 провода, но длиной 6 см. Очищаем и лудим
аналогично
18. Лужение и пайка проводников
Пробуем припаять их туда, где уже есть проводники. Предыдущая
пайка может отпаяться. Постарайтесь удержать оба провода, чтобы
припой застыл. Не трогайте разогретые части проводов, это чревато
ожогом
19. Лужение и пайка проводников
Вот что должно у вас получиться. Постепенно, чем больше вы будете
паять – тем легче вам будет и тем качественнее станет ваша работа!
Буду признателен, если отправите мне в группе Viber результат
работы, чтобы я оценил и указал на ошибки
English
Русский
Правила
НПАОП 28.52-7.36-84. Пайка и лужение свинцово-оловянистыми припоями. Общие требования безопасности.
 (2384)
(2384)
СССР
ОТРАСЛЕВОЙ СТАНДАРТ
Система стандартов безопасности труда.
пайки и лужение свинцово-оловянистыми припоями.
Общие требования безопасности.
ОСТ 1.42173-84
Оглавление
1. Общие ПОЛОЖЕНИЯ 3
2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННОМУ и вспомогательному помещениям 4
3. требования к размещению производственного ОБОРУДОВАНИЯ И ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ 6
4. ТРЕБОВАНИЯ К ТЕхнОЛОгическому процессу 8
4.1. Приготовление расплавов припоя и солей, пайка погружением в расплав. 8
4.2. Подготовка деталей к пайке и лужению. 9
4.3. Лужение и пайка деталей. 10
5. ТРЕБОВАНИЯ К ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ ИСХОДных МАТЕРИалов, ПОЛуФАбрИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДОВ ПРОИЗВОДСТВА 11
6. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ИНДИВИДУАЛЫной ЗАщИТЫ 12
7. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К УЧАСТИю В ПРОИЗВОДсТВЕННОм ПРОЦЕССЕ 13
8. МЕТОДЫ КОНТРОЛЯ ВЫПОЛНЕНИЯ ТРЕБОВАНИЙ БЕЗОПАСНОСТИ 13
Перечень веществ, наиболее часто применяемых в серийных процессах пайки и лужения 15
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНтАЦИИ 17
УТВЕРЖДЕНО организацией-изготовителем 04. | ||
Согласовано с ГОС | ||
ВЕРНО УДК 021.791.356.658.382.3 | Группа Т 58 |
ОТРАСЛЕВОЙ СТАНДАРТ
Система СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА. ПАЙКА И ЛУЖЕНИЕ СВИНЦОВО-Оловянистыми припоями. ОБЩЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ. | ОСТ 1.42173-84 Взамен На 24 страницах Вводится впервые |
Распоряжением Министерства от 25.02.1984г.. № 087,16 | Срок введения с 01июля 1985 г |
Настояний стандарт устанавливает требования безопасности проведения технологического процесса лужения и пайки свинцово-оловянистыми припоями.
Стандарт распространяется на следующие спереди: приготовление расплавов припоя и солей; пайка погружением в расплав; подготовка деталей к пайке и. лужению; лужение а пайка деталей электропаяльником, газопламенными горелками, контактная пайка на сварочных машинах, в электрических печах.
Перечень используемой нормативно-технической документации приведён в приложении 7 (справочном)
1. Общие ПОЛОЖЕНИЯ
1.1. Организация и проведение технологических процессов пайки и лужения должны отвечать требованиям ГОСТ 12.3.002-75 и «Санитарным правилам организации технологических процессов и гигиенических требований к производственному оборудованию», утвержденных Минздравом СССР, а также настоящего стандарта.
1.2. При выполнении процессов пайки и лужения свинцово-оловянистыми припоями возможно действие на работающих следующих опасных и вредных производственных факторов:
повышенное содержание вредных паров и аэрозолей в воз духе рабочей 30Hы;
повышение температуры поверхности оборудования и материалов;
повышенный уровень статического электричества;
расположение рабочих мест на значительной высоте относительно поверхности пола;
пожаро-взрывоопасность;
повышения значения напряжения в электрической цепи, замыкание которой может произойти через тело человека;
повышенный уровень шума на рабочем месте;
повышенный уровень вибрации;
повышенный уровень ультразвука.
1.3. Параметры микроклимата в концентрация вредных веществ, образующихся в воздухе рабочей зоны при пайке и лужении, не должны превышать норм, указанных в ГОСТ 12.1.005-76.
1.4. Уровень шума на рабочих местах не должен превышать вели чин, установленных ГОСТ 12.1.003-76.
1.5. Величнна вибрации, которая передаётся от работающего оборудования на рабочие места в руки работавшее не должны превышать норм, установленных ГОСТ I2.1.012-78.
1.6. Концентрация взрывопожароопасных веществ не должна превышать предельно-допустимой взрывобезопасной концентрации ( ПДВК .). Расчёт ПДВК следует проводить в соответствии с требованиями ГОСТ 12.1.004-76,
1.7. При организации и выполнении технологических процессов пайки и лужения для соблюдения условий электростатической безопасности следует выполнять требования ГОСТ 12.I.018-79 и «Правил защиты от статического проявления электричества и вторичных проявлений молний в производствах отрасли», утвержденных Президиумом ЦК профсоюза.
1.8. Уровень ультразвука на рабочих местах не должен превышать норн, установленных ГОСТ 12.1.001-75 и СНиП при работе с оборудованием, создающим ультразвук, передаваемый контактным путём на руки работающих, утвержденных Минздравом СССР от 23/ХІІ-80г № 2280-80.
2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННОМУ и вспомогательному помещениям
2.1. Производственные и вспомогательные помещения в цехах по пайке металлов должны отвечать требованиям СНиП-11-90-81 «Производственные здания промышленных предприятий. Нормы проектирования», СНиП-ІІ-92-76 «Вспомогательные здания и помещения промышленных предприятий. Норны проектирования», СНнП-11-2-80 «Противопожарные нормы проектирования зданий и сооружений», Ch345-7I «Санитарные нормы проектирования промышленных предприятий»,утвержденным Госстроем СССР, а также норм и правил, утвержденных органами ГОСНАДЗОРА.
2.2. Ввод в эксплуатации новых и реконструируемых цехов и участков должен производиться в соответствии с требованиями СНиП ІІІ-3-76 «Приемка в эксплуатацию законченных строительством предприятий, зданий и сооружений.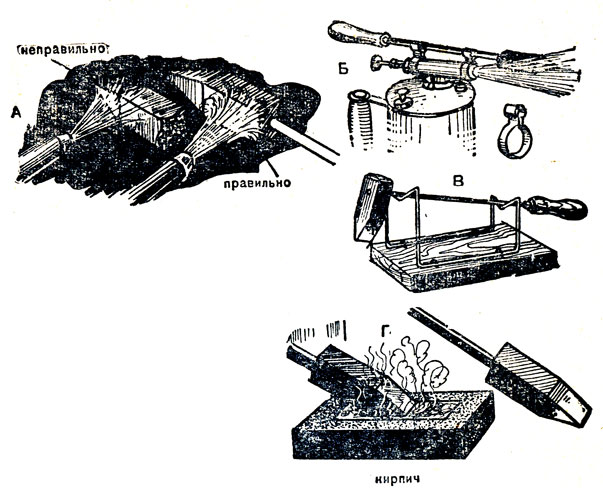 Основные положения».
Основные положения».
2.3. Цеха и участки по пайке должны быть оборудованы средствами пожаротушения согласно требовании ГОСТ 12.4.009-75, отраслевых «Правил пожарной безопасности» и руководящего материала «Категории и классы производств по взрывной, взрыво-пожарной и пожарной опасности и средств противопожарной защиты», утверждённых министерством.
2.4. Пайку следует производить в отдельных помещениях, допускается размещать, по согласовании с органами местного санитарного надзора и пожарной охраной предприятий, отдельные участки пайки в сборочных и других цехах.
2.5. Освещение производственных и вспомогательных помещений должно соответствовать требованиям СНиП II—4-79 «Естественное и искусственное освещение, нормы проектирования», а также отраслевым «Нормам искусственного освещения», утвержденных министерством.
2.6. Световые проёмы верхних фонарей должны быть остеклены армированным стеклом или под фонарями должны быть подвешены металлические сетки для задерживания осколков стекла.
2.7. Все устройства и приспособления для механизированного и ручного открывания светопроёмов при аэрации как в фонарях, так и в окнах зданий должны подвергаться систематической очистке, смазыванию и проверке.
2.8. Для безопасного обслуживания светильников следует при менять приспособления /лестницы, стремянки/ в соответствии о ГОСТ I2.2.0I2-75.
2.9. Стены, потолки, внутренние конструкции помещений, в которых проводятся работы по пайке, должны иметь поверхность, допускающую лёгкую очистку и влажную уборку.
2.10. Полы в цехах и участках по пайке должны удовлетворять требованиям СНиП IIB.8-7I «Полы. Нормы проектирования». Полы должны быть прочными, ровными, нескользкими, допускающими лёгкую очистку от загрязнений, без щелей, с уклонами к трапам канализации.
2.11. Все углубления в полу /траншеи, колодцы и др./ должны быть закрыты прочными перекрытиями. Временно открытые траншеи и колодцы должны быть ограждены.
2.12. Световая отделка стен и потолков помещения цеха, участков пайки должны быть светлых тонов и соответствовать «Указаниям по проектированию цветовой отделки интерьеров, производственных зданий промышленных предприятий» CH-I8I-70.
2.13. Производственные и вспомогательные помещения должны быть оборудованы отоплением и вентиляцией согласно требованиям ГОСТ 12.3.006-75, ГОСТ I2.4.02I-75, СНиП ІІ-3375 «Отопление, вентиляция и кондиционирование воздуха. Норны проектирования» и отраслевых «Правил проектирования, монтажа, приёма и эксплуатации вентиляционных установок», утвержденных Президиумом ЦК профсоюза.
2.14. Устройство и эксплуатация вентиляционных систем в цехах и участках пайки должны отвечать требованиям «Санитарных правил организации процесса пайке мелких изделий сплавами, содержащими свинец»,утвержденным Министерством здравоохранения СССР 20.03.72г.
2.15. Цехи (участки) пайки и лужения должны бить оборудована общеобменной и местной вытяжной вентиляцией.
2.16. Помещения и воздуховоды от общеобменной и местной вентиляции, а также местные отсосы должны очищать по графику, утвержденному администрацией ( не реже двух раз в год).
2.17. Пылеприёмники и воздуховоды вентиляционных установок, где происходит накопление статического электричества, должны иметь заземление.
2.18. Системы вентиляции и отопления должны обеспечивать в цехах метеорологические условия, а также содержание вредных веществ в воздухе рабочей зони и в воздухе, выбрасываемом в атмосферу в соответствии о требованиями ГОСТ I2.I.005-76, СН 245-71, СН 369-74.
2.19. Помещения, в которых размещаются участки пайки, необходимо оборудовать аварийной вентиляцией, которая совместно с постоянно действующей вентиляцией должна обеспечивать воздухообмен при необходимости не менее 8 обменов в I ч, по внутреннему объёму помещения в соответствии с СН 245-71.
2.20. Аварийная вентиляция должна, как правило, предусматриваться вытяжной.
Удаление воздуха аварийной вентиляцией (вытяжной и приточной) должно предусматриваться наружу.
2.21. В помещениях, где производится лужение и пайка свинцово— оловянистыми припоями, рециркуляция воздуха не разрешается.
2.22. Местные отсосы для удаления вредных веществ I и 2 классов опасности должны быть сблокированы о оборудованием в соответствии о требованиями СН 245-71 (раздел 5),
2. 23. Водоснабжение и канализация цехов и участков пайки должны соответствовать требованиям «Санитарных норм проектирования промышленных предприятий» СН245-71 и СНиП ІІ-30-76 «Внутренний водопровод и канализация зданий».
23. Водоснабжение и канализация цехов и участков пайки должны соответствовать требованиям «Санитарных норм проектирования промышленных предприятий» СН245-71 и СНиП ІІ-30-76 «Внутренний водопровод и канализация зданий».
2.24. Бытовые помещения для рабочих, занятых пайкой сплавами, содержащими свинец,, должны обстоять из душевой, гардеробной, умывальной и курительной комнат (или места, выделенного для курения вне участка).
2.25. Гардеробные должны иметь помещения для хранения рабочей одежды.
2.26. У умывальников, независимо от места их расположения, следует предусматривать бачки с однопроцентным раствором уксусной кислоты для предварительного обмывания рук и легко обмываемые переносные ёмкости для сборки бумажных и хлопчатобумажных салфеток, используемых для обтирания рук.
2.27. Кроме умывальной комнаты следует оборудовать умывальниками также комнаты или места, отведенные для курения, приёма пищи и производственные участки. Умывальники должны обеспечиваться бесперебойной подачей горячей и холодной воды.
3. требования к размещению производственного ОБОРУДОВАНИЯ И ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ
3.1. Технологическое оборудование, применяемое при пайке, должно соответствовать требованиям безопасности ГОСТ 12.2.003-74.
3.2. Размещение технологического оборудования в цехах и участках по пайке должно производиться в соответствии о требованиями СНиП ІІ-31-78 «Технологическое оборудование. Основные положения».
3.3. Всё стационарное оборудование по пайке должно быть установлено на прочных основаниях и закреплено в соответствии с документацией на оборудование.
3.4. Тяжёлое и уникальное оборудование, автоматические и поточные линии, конвейеры следует размещать в зависимости от технологического процесса и местных условий по планировке, согласованной с отделом техники безопасности предприятия и утвержденного администрацией предприятие.
3.5. Размещение, установка в эксплуатация грузоподъёмных устройств в цехах и участках по пайке должны производиться в соответствии о требованиями «Правил устройства и безопасной эксплуатации грузоподъёмных кранов», утвержденных Госгортехнадзорам СССР.
3.6. Размещение и установку электрооборудования в цехах и участках пайки следует производить в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатация электроустановок Потребителей», утверждённых Госэнергонадзором СССР.
3.7. Подводимые к оборудованию трубы, шланги, применяемые для прокладки электропроводки, подачи воздуха, защитного газа и т.д., проложенные в местах, где возможны механические повреждения, должны быть ограждены.
3.8. Ширина проходов в цехах и участках должна соответствовать СНиП 11-90-81 «Производственные здания промышленных предприятий. Нормы проектирования». Границы проходов, проездов в производственных помещениях должны бить обозначены белыми линиями или другими. цветами и знаками безопасности согласно требованиям ГОСТ 12.4.026-7
3.9. Для каждого работающего должно быть оборудовало рабочее место в соответствии с требованиями отраслевого «Типового проекта организации рабочих мест», утвержденного Министерством.
3.10. Эргономические требования к рабочим местам при выполнении работ должны соответствовать ГОСТ 12.2.033-78 и ГОСТ 12.2.032-78.
З.11. Рабочие стола и другое оборудование, предназначенное для выполнения пайки, должны иметь жёсткую, устойчивую, максимально простую конструкции, позволяющую легко производить тщательную их очистку.
3.12. Шкафы, ящики, этажерки и др. должны быть устроены тан, чтобы хранимые в них инструменты, детали находились в устойчивом положении и не выпадали. Их поверхность должна быть гладкой и легко-обмываемой.
3.13. Для локализации вредных пожаро-взрывоопасных веществ рабочие места необходимо оборудовать местными отсосами.
3.14. Освещённость рабочего места должна бить не менее 140-150 люкс.
4. ТРЕБОВАНИЯ К ТЕхнОЛОгическому процессу
4.1. Приготовление расплавов припоя и солей, пайка погружением в расплав.
4.1.1. Нагрев плавильных ванн, предназначенных для приготовления припоя и расплава солей, должен производиться закрытыми электрическими нагревателями.
4.1.2. Плавильные ванны должны снабжаться припоями автоматического регулирования температурь о автоматической сигнализацией и выключением нагревателей при повреждении приборов теплового контроля.
Скачать бесплатно
Припои, флюсы, пайка, лужение | NiceTV
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др. Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС 61, ПОС 40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведен в таблице.Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Легкоплавкие припои.
| Марка | Температура расплавления,°С | Область применения |
| ПОС90 | 222 | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС61 | 190 | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда недопустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05-0,08 мм) обмоточных проводов, в том числе высокочастотных (литцендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность |
| ПОС50 | 222 | То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
| ПОС40 | 235 | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединений проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61 |
| ПОСЗ0 | 256 | Лужение и пайка механических деталей неответственного назначения из меди и ее сплавов, стали и железа |
| ПОС 18 | 277 | Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и ее сплавов, оцинкованного железа, стали |
| ПОССу 4-6 | 265 | Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем |
| ПОСК 50 | 145 | Пайка деталей из меди и ее сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов Пайка полупроводниковых приборов |
| ПОСВ 33 ПОСК 47-17 | 130 180 | Пайка плавких предохранителей Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания |
| П200 П250 | 200 280 | Пайка тонкостенных деталей из алюминия и его сплавов |
| Сплав Розе | 92-95 | Пайка, когда требуется особо низкая температура плавления припоя |
| Сплав д’Арсенваля | 79 | |
| Сплав Вуда | 60 |
Состав некоторых специальных легкоплавких припоев.

| Марка | Содержание элементов, % | Температура расплавления,°С | |||||
| Sn | РЬ | Sb | Bi | Cd | Zn | ||
| ПОССу 4-6 | 3-4 | 90-92 | 5-6 | — | — | 265 | |
| ПОСК 50-18 | 49-51 | 29,8-33,8 | 0,2 | — | 17-19 | — | 222 |
| ПОСВ 33 | 33,4 | 33,3 | — | 33,3 | — | — | 130 |
| П250 | 80 | — | — | — | — | 20 | 280 |
| П200 | 90 | — | — | — | — | 10 | 200 |
| Сплавы Розе | 15,5 | 32 | — | 52,5 | — | — | 95 |
| 25 | 25 | — | 50 | — | — | 94 | |
| — | 40 | — | 52 | 8 | — | 92 | |
| Сплав д’Арсенваля | 9,4 | 45,1 | — | 45,5 | — | — | 79 |
| Сплав Вуда | 12,5 | 25 | — | 50 | 12,5 | — | 60 |
Флюсы
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Все это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки. Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или сплавов и применяемого припоя, а также от способа пайки. Остатки флюса, особенно активного, и продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии. При монтаже электро- и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовляемые на ее основе с добавлением неактивных веществ — спирта, глицерина и даже скипидара. Канифоль не гигроскопична, является хорошим диэлектриком, поэтому неудаленный остаток ее не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблицах.
Кроме того, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Все это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки. Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или сплавов и применяемого припоя, а также от способа пайки. Остатки флюса, особенно активного, и продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии. При монтаже электро- и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовляемые на ее основе с добавлением неактивных веществ — спирта, глицерина и даже скипидара. Канифоль не гигроскопична, является хорошим диэлектриком, поэтому неудаленный остаток ее не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблицах.
Неактивные (бескислотные) флюсы
| Состав, % | Область применения | Способ удаления остатков |
| Канифоль светлая | Пайка , меди, латуни, бронзы легкоплавкими припоями | Промывка кистью или тампоном, смоченным в спирте или ацетоне |
| Канифоль — 15-18; спирт этиловый — остальное (флюс спирто-канифольный) | То же, и пайка в труднодоступных местах | То же |
| Канифоль — 6; глицерин — 14; спирт этиловый или денатурированный — остальное (флюс глицерино-канифольный) | То же, при повышенных требованиях к герметичности паяного соединения | То же |
Активные (кислотные) флюсы
| Состав, % | Область применения | Способ удаления остатков |
| Хлористый цинк — 25-30; концентрированная соляная кислота — 0,6-0,7; вода — остальное | Пайка деталей из черных и цветных металлов | Тщательная промывка водой |
| Хлористый цинк (насыщенный раствор) — 3,7; вазелин технический — 85; вода дистиллированная — остальное (флюс-паста) | То же, когда по роду работы удобнее пользоваться пастой | То же |
| Хлористый цинк — 1,4; глицерин — 3; спирт этиловый — 40; вода дистиллированная — остальное | Пайка никеля, платины и ее сплавов | То же |
| Канифоль — 24; хлористый цинк — 1; спирт этиловый — остальное | Пайка цветных и драгоценных металлов (в том числе золота), ответственных деталей из черных металлов | Промывка ацетоном |
| Канифоль — 16; хлористый цинк — 4; вазелин технический — 80 (флюс-паста) | То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывки | То же |
Пайка алюминия припоями ПОС
Затруднительна, но все же возможна, если оловянно-свинцовый припой содержит не менее 50 % олова (ПОС 50, ПОС 61, ПОС 90). В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для чистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин и точных механизмов.На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную пленку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для чистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин и точных механизмов.На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную пленку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
Пайка алюминия припоями П200 и П250
Коррозионная стойкость паяльных швов, выполненных этими припоями, несколько ниже, чем выполненных оловянно-свинцовыми припоями. Флюс представляет собой смесь олеиновой кислоты и йодида лития. Йодид лития (2-3 г) помещают в пробирку или колбу и добавляют 20 мл (около 20 г) олеиновой кислоты (в состав флюса может входить от 5 до 17 % йодида лития. ) Смесь слегка подогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при ее растворении на дно пробирки опускается слой водной смеси, а флюс всплывает и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 270-350 °С) зачищают и лудят припоем, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных .и ..обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
) Смесь слегка подогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при ее растворении на дно пробирки опускается слой водной смеси, а флюс всплывает и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 270-350 °С) зачищают и лудят припоем, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных .и ..обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
Пайка нихрома (нихром с нихромом, нихром с медью и ее сплавами, нихром со сталью)
Может быть осуществлена припоем ПОС 61, ПОС 50 (хуже -, ПОС 40) с применением флюса следующего состава (в граммах): вазелин — 100, хлористый цинк в порошке -. 7, глицерин — 5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк и глицерин. Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10%-ном спиртовом растворе хлористой меди, наносят флюс, лудят и только после этого паяют.
7, глицерин — 5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк и глицерин. Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10%-ном спиртовом растворе хлористой меди, наносят флюс, лудят и только после этого паяют.
Пайка сталей с гальваническим покрытием
Пайка сталей с гальваническим покрытием цинком или кадмием возможна оловянно-свинцовыми припоями паяльником с применением в качестве флюса хлористого цинка (п. 10.13). Пайка с канифольными флюсами не дает качественного соединения.
Паяльная паста
При пайке в домашних условиях припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и все же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить ее можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путем. Если паста получилась слишком густой, в нее добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, — позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и все же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить ее можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путем. Если паста получилась слишком густой, в нее добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, — позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
«Паяльная лента»
Незаменима при сращивания проводников, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить «паяльную ленту», необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой «паяльной лентой», смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Чтобы изготовить «паяльную ленту», необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой «паяльной лентой», смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Лужение проводов в эмалевой изоляции
При зачистке выводных концов обмоточного провода ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода, Зачистка путем обжига также не всегда дает удовлетворительные результаты из-за возможного оплавлеления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается. Для зачистки проводов малого сечения в эмалевой изоляции можно использовать полихлорвиниловую трубку. Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, легким усилием 2-3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в полихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2 : 1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом при этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалициловой кислоты (аспирина) провод еще раз лудят, используя чистую канифоль.
При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в полихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2 : 1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом при этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалициловой кислоты (аспирина) провод еще раз лудят, используя чистую канифоль.
Вместо припоя — клей
Часто необходимо припаивать провод к детали из металла, трудно поддающегося пайке: нержавеющей стали, хрома, никеля, сплавов алюминия и др, В таких случаях для обеспечения надежного электрического и механического контакта можно использовать следующий способ. Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течение 5-6 с. После остывания на место контакта наносят 1-2 капли эпоксидного клея и сушат до полного затвердевания.
Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течение 5-6 с. После остывания на место контакта наносят 1-2 капли эпоксидного клея и сушат до полного затвердевания.
Сварка вместо пайки
Электросварка значительно сокращает время, затрачиваемое на монтажные работы, дает соединения, выдерживающие высокотемпературный нагрев, не требует припоев, флюсов, предвари-тельного лужения, позволяет соединять проводники из металлов и сплавов, трудно поддающихся пайке, например провода электронагревательных приборов. Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6-30 В, обеспечивающий ток не менее 1 А. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под углом 30-40°. В качестве держателя электрода можно использовать щуп от ампервольтомметра с наконечником «крокодил». В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока. Электродом, соединенным с другим полюсом источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыка сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока. Электродом, соединенным с другим полюсом источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыка сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
«Практические советы мастеру-любителю», 1991. О.Г. Верховцев, К.П. Лютов
Как правильно паять? Лужение. Виды припоев.
Как правильно паять? Лужение. Виды припоев.
Здравствуйте! Интернет-магазин Electronoff на связи.
В прошлом выпуске мы обещали следующим видео рассказ о флюсах и их применении, но потом вспомнили, что не сказали достаточно много важных вещей конкретно о пайке. Так что если вы не смотрели первую часть, но хотите научиться паять, начните с нее! А сегодня мы поговорим о выполнении разных задач, возникающих в процессе работы.
Прежде, чем начать паять, стоит посмотреть на свой прибор. У него может быть либо медное, либо специальное “необгораемое” жало. У каждого есть свои плюсы и минусы.
Медное жало быстро окисляется и обгорает, мешая нормальной работе. Но, во-первых, у качественного медного жала теплопередача значительно лучше, чем у “необгораемого”, а во-вторых его можно спокойно чистить наждачкой или даже придавать любую форму напильником. То есть если оно выгорело и на поверхности образовались вмятины и как-то испортилась форма, ее можно легко восстановить до первоначальной.
При первом включении и после обработки наждачкой жало нужно залудить, чтобы на него хорошо брался припой. Для этого мы включаем паяльник в сеть, и, пока он греется, держим его в емкости с канифолью. В какой-то момент она начнет плавиться и осядет на жале. Этим мы убережм поверхность жала от окисления при дальнейшем нагреве. Хорошо смазываем поверхность везде, где хотим залудить жало. Теперь нужно дождаться момента, когда начнет плавиться припой, и нанести его. Готово! Теперь жалом можно пользоваться.
Готово! Теперь жалом можно пользоваться.
Пара слов об инструментах. Отечественные типа ЭПСН имеют на такие выраженные проблемы с перегревом, как импортные аналоги. Поэтому они лучше подходят для пайки разной электроники. Но при этом аналогичный по мощности импортный за счет бОльшей температуры сможет сделать бОльший объем работ (к примеру, выпаять более теплоемкие детали), то есть будет более универсальным.
Так что если вас не пугает их внешний вид и вы хотите заниматься пайкой разных мелких деталей, то, как временную альтернативу паяльной станции, можно попробовать взять такой.
Так вот, к жалам. С необгораемым жалом ситуация другая: его НЕЛЬЗЯ тереть ничем твердым (тверже самого жала), не говоря уже о наждачках и напильниках. С ним вообще нужно обходиться аккуратно и сильно не ерзать им. Потому что если повредить внешний слой, он быстро слезет и жало будет уже непригодно к дальнейшей эксплуатации.
Для его очистки нужно использовать только тряпочки, губки и неабразивные латунные стружки.
Название этого типа жал происходит от его особенности: оно не покрывается нагаром в процессе работы, остается чистым и блестящим. Только на самой рабочей поверхности могут образовываться следы сгорания флюсов, которые мы легко убираем средством для очистки.
Переходим к работе. Как выпаивать и запаивать детали, в принципе понятно, и мы еще немного поговорим об этом в следующем видео. А как, например, залуживать провода?
В спайке проводов важно спаивать их так, чтобы припой растекся по всей поверхности провода, то есть и внутри, между проводниками. Кроме этого, вообще хорошо, если припой зашел и немного “под изоляцию” провода — тогда он не будет ломаться в этом месте.
Небольшие провода можно спаивать на весу, просто вмокнув их во флюс, или набрав на жало побольше канифоли. С крупными сечениями труднее — здесь нужно либо макать сам провод в канифоль по мере его прогрева, либо нанести достаточное количество флюса перед спайкой. Тогда мы получим красивое, идеальное соединение.
Есть отдельный тип проводов — эмалированные. Многие снимают лаковую изоляцию зажигалкой, но на самом деле это не совсем правильно. При таком способе мы получаем отожженный провод, который имеет значительно меньшую прочность, а вдобавок он сильно окисляется, из-за чего после такой процедуры все равно нужно пройтись по проводу наждачкой или чем-то острым.
Для спайки таких проводов есть специальные флюсы. Хотя в принципе даже распространенный флюс ЛТИ неплохо справляется с этой задачей. На мелкие провода достаточно нанести флюс и запаять прямо поверх лака, а крупные лучше все же зачистить каким-то абразивным инструментом. Подойдет даже нож или что-то похожее.
Напоследок пара слов о припоях: Что такое припой?
Такой вид соединения деталей как пайка широко применим в разных сферах нашей современности, его используют как на промышленных объектах, так и дома в собственных мастерских. Благодаря этому виду ремонта можно починить холодильник, телевизор, компьютер – соединение прочное и надежное. Для этого, конечно же, нужен опыт, а также хороший паяльник и хорошие припои и флюсы.
Для этого, конечно же, нужен опыт, а также хороший паяльник и хорошие припои и флюсы.
Припои и флюсы выбирают исходя из материалов соединяемых деталей, к примеру, флюс, подходящий для алюминия, не подойдет для медного изделия.
Припой – это сплав металлов. Бывают сплавы из одного вида металла, как например, олово. Металлы, которые входят в состав припоя, отражают все его характеристики.
При выполнении паяльных работ нужно чтобы припой при разогревании не испортил деталь или расплавил изоляцию. Кроме того, он должен хорошо ложиться на детали и при всем этом обеспечивать качественное соединение. Некоторые еще отслеживают блеск, который означает, что пайка выполнена согласно всем нормам и правилам.
Поэтому одно из свойств, которыми должны обладать все припои – смачиваемость, поскольку только в этом случае пайка будет качественной. Смачиваемость обеспечивает хорошее распределение по поверхности и проникновение во все труднодоступные места. Если припой мало смачивает деталь, то берут другой припой. К примеру, чтобы паять медную деталь не используют свинец, так как он не способен смачивать медь.
К примеру, чтобы паять медную деталь не используют свинец, так как он не способен смачивать медь.
Припой не должен иметь в своем составе токсичные вещества, которые могут негативно воздействовать на человека. Кроме того, нужно обязательно учесть при выборе коэффициент теплопроводности припоя и расширение при воздействии температуры.
Припои для пайки зачастую выпускаются в форме катушек с намотанной проволокой (припоем). Толщина его может быть различной – 0,3 мм… 3 мм. Припои с такими толщинами используют для пайки радио- и электротехники. Эти катушки продаются по весу, они могут быть от 50 грамм до 0,5 килограмм. Но бывают и большие катушки, когда вес составляет более килограмма. Фасовка бывает и без катушки, вес при этом всего несколько грамм.
Припой в виде проволоки может быть с флюсом или канифолью – это очень хороший вариант для пайки, потому что состав подобран профессионально и качество пайки будет очень высоким. Процент содержания флюса указывается на катушке.
Припой также может выпускаться в следующих формах:
- Гранулы
- Порошки
- Прутки
- Фольга
- Паяльная паста
Проволока является самой распространенной формой выпуска, более того, можно выбрать любую толщину и взять то количество, которое необходимо для деталей одного типа.
Флюсы предназначены для предотвращения образования пленки с поверхностей изделия и припоя. Температура плавления припоя выше, чем флюса. Они могут быть твердыми, жидкими, а также в виде порошка и пасты.
Виды флюсов для пайки многообразны: они могут быть различными не только по агрегатному состоянию, но и по составу, по действию, по растворителю и т.д.
Флюсы являются поверхностно-активными веществами и после того, как изделия соприкоснулись наружу выходит оставшийся неизрасходованным флюс и начинает испаряться. Раньше использовали только канифоль, потому что ничего другого придумано не было. Недостаток канифоли в том, что при воздействии высоких температур вместе с оксидом металла удалялся и металл. Кроме того, очистить канифоль с платы непросто, это можно сделать лишь при помощи спиртосодержащих растворов или при помощи растворителя. Во-первых, это было не эстетично, а во-вторых, вредно. Сейчас современный рынок настолько расширил свой ассортимент, что выбрать флюс можно на любой вкус: и чтобы смыть его без применения агрессивных жидкостей, и чтобы не разрушить жало, и конечно обеспечить высокое качество выполненных работ.
Виды припоя: как правильно выбрать?
Для начала узнаем, какие же припои вообще бывают. Основная их классификация подразделяет их на:
- Мягкие – предназначены для пайки деталей при сравнительно небольших температурах. Слияние происходит за счет растекания, частницы припоя соединяются с частицами спаиваемых элементов, из-за этого возникает очень прочное соединение, которое к тому же обладает хорошей электропроводностью. Температуры плавления этого вида припоев составляют около 400 градусов, иногда больше. Они пригодны для использования в пайке оловянных изделий, изделий из свинца и цинка. С увеличением в составе припоя олова, температура плавления уменьшается. Кроме основных составляющих допустимо добавление других веществ: кадмия, калия, сурьмы. Введение в состав этих химических веществ обеспечивают наличие новых свойств, а также позволяют сэкономить на олове. Марки мягких припоев используются востребованы в изготовлении приборов и электроустройств.

- Твердые – температура, при которой плавятся эти припои, высока. Они походят для паяльных работ над изделиями из нержавейки, из меди и латуни. К ним нужно отнести медно-цинковый вид, серебряный, медно-фосфорный. Огромная важная роль лежит именно на твердых видах припоев, ведь без них не было бы огромного количества глобальных выполненных промышленных работ – здесь и трубопроводы, и судостроение, и автомобилестроение. И конечно, твердые припои, нужны и для мелких работ.

Температура плавления припоя
Эта характеристика является второй из самых важных, наравне со смачиваемостью. Выбор припоя должен быть сделан так, чтобы он начал плавиться раньше, чем деталь, с которой ведется работа. Бывает такое, что у припоев разных производителей одинаковый состав, однако температура нагревания разная. Если показатель смачиваемости можно улучшить флюсом, то с температурой сделать ничего подобного не получится. Поэтому удобство при пайке зависит от того, как легко происходит плавление припоя.
Кроме этого, учитывают еще такие характеристики как твердость, электропроводность, упругость, но они не всегда важны. Если изделия планируется подвергать воздействиям нагрузок, то конечно в этих случаях упругость и прочность будут играть роль, но это в основном применимо к пайке трубопроводов и других аналогичных изделий.
Конечно, в основном применима классификация припоев на твердый и мягкий, но это не тот показатель, который влияет на выбор. Температура плавления как раз и является тем параметром, на который обращают внимание в первую очередь, а затем уже изучают припой по составу, зная какие свойства придает припою тот или иной элемент.
Упоминая температуру плавления имеется в виду два значения. Первое значение – это температура, при которой начинается процесс плавления легкоплавких компонентов, а второе – значение температуры, когда сплав примет состояние жидкости. Разность этих значений носит название интервал кристаллизации. В том случае, когда место, где ведутся паечные работы, находится в пределах этого интервала, то на эту деталь ни в коем случае нельзя применять какие-либо нагрузки, потому что структура припоя разрушится. Это соединение будет очень хрупким и ненадежным. Кроме того, все, кто занимается паяльными работами или все, кто будет заниматься, должны заполнить одно простое правило: пока припой полностью не кристаллизуется ни в коем случае нельзя оказывать на соединение изделий ни малейшего воздействия.
Это соединение будет очень хрупким и ненадежным. Кроме того, все, кто занимается паяльными работами или все, кто будет заниматься, должны заполнить одно простое правило: пока припой полностью не кристаллизуется ни в коем случае нельзя оказывать на соединение изделий ни малейшего воздействия.
Как определить состав припоя
Характеристики припоев определяются их составом, то есть компонентами, которые в припои добавлены. Обычно это несколько химических элементов, но название ему дают по тому компоненту, состав которого максимальный по объему. Например, медные припои названы из-за их основы – меди.
Существуют припои, которые образовывают целую группу, их называют оловянно-свинцовые по причине больших долей олова и свинца. Обозначаются эти припои буквами ПОС и последующими цифрами, отражающими содержание олова в процентах. Например, химический состав ПОС-40 образован из 40 процентов олова, ПОСВ-33 имеет одинаковые части олова, висмута и свинца.
Стоит отметить, что по внешнему виду и по физическим признакам припоя также можно определить наличие некоторых компонентов:
- Олово – придает яркий блеск
- Свинец – матовая поверхность и мрачный серый цвет
- Свинец – делает изделие очень пластичным.
Марка ПОС применяется наиболее широко:
- ПОС-60 нашел свое применение для изготовления электроустройств и различных приборов
- ПОС-10 малая доля олова, им паяют электронные элементы
- ПОС-90 несмотря на 10 процентов свинца, который является токсичным металлом, применятся для медицинских инструментов
- ПОС-63 самый распространенный вид, модернизированный вариант ПОС-61, и область применения практически такая же.
- ПОС-40 применяется для изделий из оцинковки, а также для пайки меди
- ПОС-30 используется для изделий листов цинка, для пайки радиатора
- ПОС-61 используется для ремонта микросхем. Имеет хорошую растекаемость при нагреве, распределяется ровным тонким слоев, не перегревается и не повреждает деталь.
 Имеет хорошую растекаемость при нагреве, распределяется ровным тонким слоев, не перегревается и не повреждает деталь.
Имеет хорошую растекаемость при нагреве, распределяется ровным тонким слоев, не перегревается и не повреждает деталь.
Маркировка припоев
Маркировка припоев не слишком отличается в принципе от каких-либо маркировок, это, как правило, код, состоящий из набора буквенных и числовых элементов. В данном случае, буквы подразумевают те химические элементы, которые входят в соединение, например, П – само наименования припоя, С — свинец, Ср – серебро и т.д. Цифра в составе марки обозначает процент содержания элемента, которого больше всего в составе.
Можно на примере рассмотреть некоторые соединения и наглядно увидеть, как маркировка отражает состав. Но есть такие сплавы, которые не несут в своем названии никаких данных, чтобы ознакомиться с их характеристиками, можно заглянуть в справочные материалы. Помимо этого, в справочниках можно найти множество дополнительных данных: полные химические составы с учетом примесей, области применения, плотность, теплопроводность любой интересующей вас марки.
- сплав Вуда – состоит из следующих элементов: 12,5% олово, 25% свинец, 50% висмут и 12,5% кадмий. Температура плавления составляет 68 градусов. Используется для изготовления предохранителей, для пайки деталей, которые имеют высокую чувствительность к перегреванию.
- Авиа-2 — состоит из следующих элементов: 40% олово, 25% цинк, 15% алюминий и 20% кадмий. Температура плавления составляет 250 градусов. Используется для пайки алюминиевых тонкостенных изделий.
- ПОС-61м — состоит из следующих элементов: 61% олово, 37% свинец и 2% медь. Температура плавления составляет 191 градус. Используется для пайки медных проводов не очень большой толщины.
- Сплав д Арсе — состоит из следующих элементов: 6,9% олово, 45,1% свинец и 45,3% висмут. Температура плавления составляет 79 градусов. Используется для лужения деталей, которые имеют высокую чувствительность к перегреванию.
- ПСр3Кд – это серебряно-кадмиевый припой, где содержится серебро в количестве 3% и 97% кадмия. Применяется для пайки медных элементов, а также изделий из медных сплавов.
 Применяется для пайки медных элементов, а также изделий из медных сплавов.
Применяется для пайки медных элементов, а также изделий из медных сплавов.
Что мы использовали в видео:
- ЭПСН 40/220, с деревянной ручкой, 40W
- YIHUA840 40W
- Канифоль сосновая
- Флюс ЛТИ-120
- Флюс для пайки эмалированных проводов
- Cynel LC60-1.00/F 190°С 1мм
- Cynel Sn60Pb40 2mm 1kg (ПОС-60Ф)
- Sn99Cu1 1.5mm (1кг)
2021-08-3016:19
Что такое лужение? И почему это важно?
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Олово является отличным источником материала, используемого для покрытия соединений, и материалов, используемых в соединениях, имеющих пайку. Процесс, называемый лужением, делает возможными многие вещи, о которых вы, возможно, никогда не думали. Хотя олово является недооцененным минералом во всем мире, оно обеспечивает некоторые важные преимущества и значение для электроники, защиты металлов и их упрочнения.
Процесс лужения заключается в том, что что-либо покрывается слоем расплавленного олова. Лужение имеет решающее значение, поскольку оно ограничивает коррозию металлических устройств, деталей и паяных соединений; зачищает концы проводов; и продлевает срок службы вашего паяльного наконечника.
Пайка и работа с проводами — грязная и сложная работа. Концы проводов сминаются и их трудно продеть в отверстия, а наконечник паяльника имеет тенденцию к загрязнению, шероховатости и почернению. Тем не менее, критический процесс лужения очищает многие аспекты работы с электроникой, пайкой и проводкой. Читайте дальше, чтобы узнать больше о лужении и почему это необходимо.
Что такое лужение?
Простое определение лужения – это когда расплавленный оловянный материал наносится на поверхность других металлических изделий, обычно во время пайки. Лужение постоянно используется при пайке соединений электрических проводов, медных труб и медных пластин и даже может быть добавлено к наконечнику паяльного пистолета, чтобы улучшить и продлить его эффективность. Добавление оловянного материала к проводам и наконечнику паяльного пистолета необходимо для большинства паяльных работ.
Добавление оловянного материала к проводам и наконечнику паяльного пистолета необходимо для большинства паяльных работ.
Лужение поверхности предметов, которые вы паяете, является стандартной практикой и означает добавление расплавленного оловянного материала на поверхность жала, контактной площадки и проводов, с которыми вы работаете.
Как завершить лужение
Лужение следует начинать с наконечника паяльника. После того, как жало очищено и покрыто оловом, вы можете нанести припой на провод. Проволока должна иметь оловянное покрытие между жилами проволоки. Читайте дальше, чтобы узнать больше о том, как завершается лужение и почему оно улучшает припой от пистолета к медным материалам, таким как провода, трубы и листы.
Лужение жала паяльника
Через некоторое время на жале паяльника появится ржавчина и черные точки. Этот мусор возникает из-за отсутствия оловянного материала, нанесенного на жало паяльника. Так как на наконечниках паяльника отсутствует оловянное покрытие, вам следует завершить лужение жала паяльника, прежде чем приступать к пайке проводов.
Лужение жала паяльника продлевает срок его службы и облегчает пайку проводов. Основное лужение жала паяльника необходимо перед выполнением любых эффективных паяльных работ. Подробнее об этапах процесса лужения жала паяльника читайте ниже.
- Прекратите пайку, если заметите черные точки или ржавчину на кончике паяльника.
- Очистите жало паяльника с помощью латунного чистящего средства для жала или влажной губки до полного удаления мусора или грязи.
- Добавьте небольшое количество припоя на наконечник , чтобы защитить его от пайки в будущем.
- Удалите лишний припой с жала паяльника влажной губкой или латунным очистителем для жала.
- Добавьте припой или флюс со смоляным сердечником , который идеально подходит для жала паяльника, поскольку помогает припою сцепляться с жалом.
- Снова начните пайку , как раньше, пока наконечник снова не загрязнится.
- Повторите описанные выше шаги по мере необходимости.

(Источник: Паяльная станция)
Лужение проволоки
Лужение проволоки — один из лучших способов повышения производительности. Лужение проволоки отлично подходит по нескольким причинам, в том числе:0034
Добавление оловянного материала в качестве покрытия на провода — отличный способ сделать процесс пайки более чистым и легким в работе.
Некоторые специальные советы по лужению провода включают:
- После лужения жала паяльника поместите его на провод на две секунды.
- Нанесите припой на провод, поместив утюг на провод на несколько секунд.
- Когда припой начнет плавиться и стекать на провод, дайте расплавленному припою тонкий слой покрытия.
- Не перегревайте провод, иначе вы рискуете его расплавить.
- Менее дорогая проводка с дешевой изоляцией может расплавиться при слишком длительном нагреве.
- Если медный сердечник оголен, значит, вы слишком долго нагревали провод и должны начать припаивать новый кусок, отрезав его для начала заново.
- Когда проволока заполнена, но не расплавилась слишком сильно, пора снимать. Удалите паяльник, отрезав конец ножницами для проволоки, и очистите конец жести ножницами.
- Отрежьте лишнюю жесть, которая могла свернуться в конце работы.

(Источник: Media College)
Почему лужение важно
Лужение — отличный способ защитить и очистить процесс пайки и работы с электрическими проводами или другими хрупкими металлическими поверхностями, такими как медная фольга. Лужение — это процесс, который трудно выполнять чисто и последовательно. Тем не менее, это необходимо для прочного соединения, чистой проводки и защиты поверхностей во многих проектах по пайке металлов.
Большинство начинающих рабочих, использующих паяльники, обычно не используют флюс в качестве материала, покрывающего припой. Вместо этого новичок будет использовать припойную канифоль с флюсовым сердечником. Однако флюс — это материал, который и очищает, и распределяется по поверхности пайки. Его лучше добавлять отдельно, вплавляя детали в припаиваемую поверхность, чем использовать стержень с флюсом в центре.
Однако флюс — это материал, который и очищает, и распределяется по поверхности пайки. Его лучше добавлять отдельно, вплавляя детали в припаиваемую поверхность, чем использовать стержень с флюсом в центре.
Лужение — это процесс, который во многом похож на традиционный флюс. Поскольку оловянный материал, используемый для покрытия при лужении, используется в качестве флюса при пайке, машиностроении, изготовлении или производстве в целом, это необходимо по многим причинам. Узнайте больше причин ниже, почему лужение имеет важное значение.
(Источники: Superior Flux, блог Delphi)
Что такое лужение электропроводки
Основная функция проводов заключается в передаче электрического тока из одного места в другое. Качество материала провода влияет на эффективность способности провода передавать электричество. Однако процесс введения олова в металл и провода, используемые для электричества, значительно повышает эффективность их передачи.
Основной функцией лужения проволоки является нанесение расплавленного оловянного материала в качестве покрытия на электропроводку. Почти все проекты пайки электропроводки выигрывают от лужения паяльника и проводов, с которыми вы работаете в первую очередь.
Почти все проекты пайки электропроводки выигрывают от лужения паяльника и проводов, с которыми вы работаете в первую очередь.
Когда вы работаете с проводами паяльником, лужение является отличной идеей: по мере того, как олово плавится и растекается по покрытию проводов и в него, повышается однородность поверхности провода. Лужение провода улучшает проводимость и эффективность проводов только в той мере, в какой конкретный материал провода поддается пайке.
Подробнее о различиях электрических проводов, которые можно паять и использовать в процессе лужения, читайте ниже.
| Материал проволочного металла | Относительная проводимость (с одним как самый высокий) | Прочность на механические работы | . Стоимость | Легкость пайки | ||
| Медь | 1 | Среда | 100 градусов Цельсия | Poor | Low | Medium |
| Copper-Covered Steel | 3 | Medium | 200 degrees Celsius | Medium | Medium | Medium |
| High Strength Alloys | 2 | High | 200 градусов Цельсия | Низкая | Высокая | Высокая |
| Нержавеющая сталь | 4 | Высокая | 879 градусов Цельсия0128 | Высокое | Высокое | Низкое |
Почему важно лужение проводки
Лужение улучшает качество проволоки с покрытием во многих отношениях. Диапазон рабочих температур увеличивается при покрытии проволоки оловом. Также лужение повышает коррозионную и водостойкость проводов. Наконец, лужение на проводах увеличивает механическую прочность медных проводов.
Диапазон рабочих температур увеличивается при покрытии проволоки оловом. Также лужение повышает коррозионную и водостойкость проводов. Наконец, лужение на проводах увеличивает механическую прочность медных проводов.
Свойства проводов, особенно неизолированных медных и медных поверх стальных проводов, нуждаются в поддержке для обеспечения их общей прочности и коррозионной стойкости. Покрытие проводов в процессе лужения также помогает всем проводам с проводимостью для электричества и механического напряжения из-за действий, применяемых к проводам, таких как скручивание, зачистка и пайка.
Наконец, контактное сопротивление проводов со временем всегда увеличивается. Увеличение контактного сопротивления ваших электрических проводов означает, что может произойти внезапное падение напряжения в месте соединения ваших проводов. Лужение помогает снизить контактное сопротивление, которое со временем увеличивается в зависимости от толщины слоя олова, наносимого на провода и поверхности соединений.
В целом, лужение проволоки невероятно экономично и увеличивает выходную мощность, проводимость, прочность и снижает контактное сопротивление. Покрытие проводов оловом экономически выгодно и во многих отношениях лучше, чем другие варианты покрытия проводов. Читайте дальше, чтобы определить основные различия между проводами с оловянным покрытием и другими материалами, используемыми для покрытия электрических проводов.
(Источник: Cable Manufacturing and Assembly Co.)
Когда лужить и не лужить провода
Когда вы завершаете лужение проводов, правильные методы дают наилучшие результаты лужения. Однако лужение не всегда подходит для ваших проводов. Читайте дальше, чтобы узнать больше о случаях, когда уместно лужение электрических проводов и когда лужение электрических проводов неуместно.
Не следует использовать процесс лужения электрических проводов при соблюдении следующих условий:
- Проволока является частью резьбового соединения : Резьбовое соединение зависит от затягивания винта и гайки на проводе. Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится.
- В проводах используются обжимные наконечники : Обжимные наконечники аналогичны резьбовым соединениям. Обжим с большим усилием прижимается к проводному соединению. Плотная фиксация связывает провод на месте и создает проводимость. Если обжимной наконечник затянется на проводе с лужением, пайка может сломаться.
- Проволока образует плетение : Проволока соединяется, когда покрытие проводов отслаивается, а отдельные нити проволоки соединяются вместе в тканую сетку. Пайка с процессом лужения может нарушить проводимость сетки.
 Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится.
Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится.(Источник: EPTAC)
Вы должны использовать процесс лужения проводов при соблюдении следующих условий:
- Провода, которые подключаются к простым клеммам : Провода, входящие в простые клеммы, хорошо удерживаются на месте с помощью лужения . Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.
- Когда требуется улучшенное паяное соединение : Большинство электрических проводов увеличивают прочность и электропроводность при добавлении луженого покрытия на провода.
- Когда провода имеют высокие температурные требования : Пайка электрического провода с оловянным покрытием улучшает температурный диапазон, в котором провод может выдерживать и работать. Если у вас есть проводка, которой нужны жаропрочные свойства, лужение – отличный вариант.
- Если провода находятся в агрессивной или окислительной среде , иногда провода подвергаются воздействию внешних или домашних элементов. Когда провода оголены, они накапливают окисление ржавчины и даже начинают корродировать быстрее, превращая электропроводность проводов в менее эффективные провода. Луженая проволока, подвергающаяся воздействию элементов, устойчива к коррозии и окислению.
- Бюджетный вариант для проектов «сделай сам»: не все проекты требуют долговечности и качественной пайки и покрытия проводов серебром. Серебро дорого и не требуется для обычных металлических соединений, соединяемых с помощью пайки. Лужение — отличная и более дешевая альтернатива некоторым другим, более дорогим методам покрытия электропроводки.
 Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.
Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.
(Источник: Cable Manufacturing and Assembly Co.)
Лужение проводов по сравнению с другими покрытиями проводов
Информация в этой статье указывает на то, что лужение является наиболее экономичным и лучшим вариантом покрытия проводов на рынке. Однако стратегия покрытия проволоки не ограничивается лужением . Некоторые материалы отлично подходят для покрытия проволоки. В таблице ниже показаны наиболее распространенные типы материалов, которые используются для покрытия проволоки.
См. ниже различия и сходства между наиболее популярными и полезными материалами, используемыми для покрытия проводов помимо лужения.
| Материал для покрытия проволоки | Преимущества | Падения |
| . сопротивлениеКонтактное сопротивление увеличивается со временем.Плохая стойкость к коррозииНизкая прочность для механической обработки | ||
| Никель | Очень доступный вариант Повышает термостойкость и рабочую температуру провода до более чем 450 градусов Цельсия Возможность обжатия сразу. | Уменьшает электропроводность проводовТребует дополнительных поправок в качестве флюса для покрытия проводовМенее доступный, чем оловоСопротивление контакта со временем увеличивается. |
| Серебро | Увеличивает электропроводность провода. Делает неизолированный провод намного лучше для диапазона рабочих температур. Очень хорошо подходит для пайки. Сохраняет контактное сопротивление на низком уровне в течение всего срока службы провода | Очень дорого |
(Источник: Cable Manufacturing and Assembly Co. )
)
Лужение жала паяльника
Другой основной целью лужения является покрытие жала паяльника. Покрытие жала паяльника отлично подходит для поддержания чистоты пайки и повышения эффективности проводов, с которыми вы работаете. Ваша пайка выглядит и ощущается лучше из-за более эффективной теплопередачи и потоков, которые производит чистое жало паяльника.
Лужение также предотвращает окисление жала паяльника и образование некрасивых грязных отложений из-за воздуха на поверхности утюга. Железное жало паяльника окисляется под воздействием кислорода. Окисление снижает эффективность жала паяльника и ограничивает передачу тепла от паяльника к поверхности и проводам, с которыми вы работаете.
Для лужения и покрытия жала паяльника необходимо выполнить несколько шагов. Лучше всего добавлять олово в жала паяльника перед каждой пайкой и после каждого сеанса пайки. Ваша пайка может стать чище и эффективнее, если вы добавите олово в паяльное жало между каждыми двумя или тремя паяльными соединениями . Всегда держите наконечник консервированным .
Всегда держите наконечник консервированным .
Лужение жала продлевает срок службы жала паяльника и позволяет лучше и эффективнее работать с проводами. Обязательно прочитайте ниже, чтобы узнать, какие шаги лучше всего предпринять при лужении жала паяльника, прежде чем продолжить пайку.
- Очистите наконечник либо влажной губкой, либо соскребая наконечник металлическим скребком.
- Расплавьте свежий слой или покрытие на жало паяльника. Убедитесь, что весь наконечник покрыт и выглядит блестящим и гладким.
- Начинайте пайку сразу после нанесения покрытия на наконечник.
- Наносите свежий оловянный материал на жало паяльника после каждых нескольких паяных соединений.
- В конце сеанса пайки залудите наконечник в последний раз, протрите его до гладкости, затем выключите утюг и уберите на хранение, когда он остынет.
(Источник: Weller Tools)
Лужение медных водопроводных труб
Медные трубы относятся к наиболее распространенным материалам, используемым для подачи воды по дому. Если вы домовладелец, желающий сэкономить немного денег, или мастер, который ищет более продвинутый, но доступный проект с медными трубами для вашего дома, читайте дальше, чтобы узнать больше о том, как лужение труб паяльником — это навык, который можно освоить в домашних условиях.
Если вы домовладелец, желающий сэкономить немного денег, или мастер, который ищет более продвинутый, но доступный проект с медными трубами для вашего дома, читайте дальше, чтобы узнать больше о том, как лужение труб паяльником — это навык, который можно освоить в домашних условиях.
Лужение и пайка медных водопроводных труб в вашем доме относительно проста и состоит из двух основных этапов. Первым шагом является подготовительная работа, а это означает, что вам необходимо подготовить пространство вокруг и на стыках медных труб, над которыми вы работаете. Вторым шагом является нагрев стыка соединяемых труб и добавление припоя с флюсом для лужения, чтобы соединить трубы вместе.
Пайка труб может показаться сложной и лучше доверить ее профессионалам. Тем не менее, этому процессу лужения трубок, называемому «запотеванием» трубок, можно научиться, выполнив несколько простых шагов. Хорошей идеей будет заранее выполнить эти шаги на тренировочных трубках, прежде чем приступить к работе с реальными трубками. Подробнее о конкретных шагах, необходимых для лужения медных водопроводных труб, читайте ниже:
Подробнее о конкретных шагах, необходимых для лужения медных водопроводных труб, читайте ниже:
- Осмотрите и очистите трубу от любых остатков резки , таких как заусенцы, осколки или ребра, с помощью мелкой наждачной бумаги. Если труба грязная, никогда не используйте абразивные чистящие средства или растворы для создания пленки. Пленки и покрытия из чистящих средств создают барьер паяного соединения, который делает соединения более слабыми.
- Оберните наждачной шкуркой палец и очистите вход каждой трубы . Ваша труба нуждается в тщательной очистке при пайке с лужением. При очистке трубы вам нужно сосредоточиться на первых нескольких дюймах внутри и снаружи трубы. Устье трубы необходимо для получения гладкой и чистой. Чистый и гладкий фитинг трубы гарантирует, что соединение будет здоровым и лужение будет успешным. Инструмент, который больше всего помогает при грубой очистке и шлифовании мусора, — это проволочная щетка, которую вы вращаете внутри трубы.
- Не прикасайтесь к трубке после того, как вы очистите и прочистите трубку, пока она не станет яркой и блестящей, как новый пенни. Масла и грязь с ваших рук сделают беспорядок.
- Нанесите тонкий слой лужения на жало паяльника и очищенные участки медной трубы, с которой вы работаете. Удалите излишки тряпкой или щеткой.
- Зажгите пропановую горелку на расстоянии двух дюймов от фитинга над участком трубы . Обязательно наденьте защитные очки и повесьте огнезащитную ткань на любые поверхности, которые могут загореться в пределах фута от места пайки.
- Медленно проведите горелкой по участкам с лужением в течение примерно десяти секунд или пока лужение не нагреется достаточно для плавления. Когда медь темнеет, шипит, пузырится и дымится, поверхность протравлена и готова к склеиванию.
- Соедините две секции трубы и скрутите их вместе. Когда вы скручиваете трубы, луженый материал распределяется по окружности паяного соединения. Убедитесь, что материал распределяется внутри и снаружи. Сотрите лишний луженый материал.
- Нагрейте каждый конец медной трубы . Убедитесь, что ваш факел настроен на пламя «бутона розы» меньшей мощности. Пламя должно охватывать периметр трубы и доводить лужение до температуры «запотевания» по всему периметру. Нагрейте весь участок стыкового шва.
- Держите пропановую горелку под углом девяносто градусов , нагревая весь стык. Если вы сделаете трубу достаточно горячей, припой расплавится или «потечет», как только вы прикоснетесь к трубе.
- Расплавьте или «вылейте» припой на место соединения трубы и вокруг него, поддерживая постоянный нагрев на протяжении всей работы.
- Обязательно добавляйте лужение к наконечнику и новым соединениям при работе с различными участками трубы.
- Используйте чистую тряпку, чтобы вытереть излишки припоя с каждого соединения , когда закончите. Убедитесь, что ваш фонарь находится в безопасном и надежном месте, чтобы уменьшить вероятность ожогов или возгорания.

 Убедитесь, что материал распределяется внутри и снаружи. Сотрите лишний луженый материал.
Убедитесь, что материал распределяется внутри и снаружи. Сотрите лишний луженый материал. Убедитесь, что ваш фонарь находится в безопасном и надежном месте, чтобы уменьшить вероятность ожогов или возгорания.
Убедитесь, что ваш фонарь находится в безопасном и надежном месте, чтобы уменьшить вероятность ожогов или возгорания.(Источник: Боб Вила)
Лужение листов меди
Иногда плоские листы меди необходимо соединить. Пайка этих плоских листов вместе с лужением стыков — отличное решение. Листы меди и другие виды металлических листов используются в жилищном строительстве для поддержки тяжелых балок в кровельных и водопроводных опорах все время . Некоторыми из наиболее распространенных листовых металлов, для которых требуется лужение соединений, являются медные листы для крыш домов или систем отопления, вентиляции и кондиционирования воздуха.
Фальцы медной кровли, выполненные из листов меди и лужения швов пайки шириной полдюйма, должны выдерживать тепловое расширение и сжатие. При тестировании количество использованного припоя без зазоров и чистота кромки пайки повлияли на срок службы швов медной кровли.
Метод соединения медных листов для кровельных балок на домах представляет собой профессиональную качественную пайку, называемую установкой плоского шва. После физических испытаний круговых солдатиков плоских швов на медных листах на стыках крыш испытания показали, что лужение при соединении медных листов создает соединение, которое длится до 75 лет.
После физических испытаний круговых солдатиков плоских швов на медных листах на стыках крыш испытания показали, что лужение при соединении медных листов создает соединение, которое длится до 75 лет.
(Источник: Национальная ассоциация подрядчиков по обработке листового металла и кондиционеров)
В заключение
Лужение — лучший способ защиты, укрепления и соединения электрических проводов. Существует несколько способов лужения, но все они включают в себя использование олова из металлического материала. Олово удобно, потому что оно доступно по цене, применимо в большинстве ситуаций и обладает удобными свойствами.
Надеемся, что эта статья ясно покажет вам детали наиболее распространенных методов лужения, причин использования лужения и материалов, для которых используется лужение. Лужение — отличный вариант как для опытных специалистов по пайке, так и для начинающих домашних мастеров. Потратьте время на то, чтобы ознакомиться с шагами и подробностями, описанными в этой статье, чтобы перейти к более прочным и проводящим паяным соединениям.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Что такое лужение и почему это важно?
*Обратите внимание, что сайт находится в разработке. Вернитесь в ближайшее время для фотографий, видео и всего опыта! SoftSoldering.com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon.com. Если вы покупаете по одной из моих ссылок, я получаю небольшую комиссию (бесплатно для вас). Это поддерживает блог в рабочем состоянии, так что большое спасибо, если вы это сделаете! 🙂
Это поддерживает блог в рабочем состоянии, так что большое спасибо, если вы это сделаете! 🙂
Всякий раз, когда вы работаете с новым жалом для пайки, вы должны убедиться, что оно подготовлено для проведения и захвата припоя, а также защищено от окисления, что гарантирует, что ваши жала проживут долгую и счастливую жизнь до того, как придет время для их замены. замена. Вы делаете это, «залуживая» свои советы.
Есть несколько вещей, которые сокращают срок службы ваших паяльных жал, и, к сожалению, даже правильное использование является одной из них. Чем выше температура, тем больше ваши паяльные жала подвержены коррозии, поэтому важно содержать их как можно более чистыми от сажи и загрязнений, а также покрывать их защитным слоем припоя.
Лужение — это покрытие наконечника паяльника припоем и флюсом для его защиты. Неприятно находить на своей работе черные закопченные вещи! Кроме того, эти примеси ослабят вашу фигуру; Думайте о них как о маленьких слабых местах в вашей оловянной посуде. Чем меньше примесей, тем прочнее готовое украшение.
Чем меньше примесей, тем прочнее готовое украшение.
Есть несколько способов сделать это, но я считаю, что проще всего сделать один из следующих: заправьте свой наконечник.
Начните с холодного утюга. Загрузите наконечник, плотно закрутите его и оберните первые 3/4 дюйма наконечника электрическим припоем. Этот тип припоя очень тонкий (около 1 мм или меньше) и имеет канифольную сердцевину, которая защищает наконечник от коррозии, не будучи такой кислотной, как обычный пастообразный флюс.
После того, как вы плотно намотали припой вокруг наконечника, обрежьте конец кусачками и включите утюг.
Подождите минуту или две, пока он наберет температуру. Как только это произойдет, вы увидите, как припой «расцветает» и превращается в жидкое олово, покрывая ваш наконечник. Быстро сотрите излишки припоя стальной ватой, затем окуните наконечник в обычный (паста/гель/и т. д.) флюс и покройте его припоем Silvergleem.
Пройдите пару раз туда-сюда между наполнением жала припоем и протиранием стальной ватой, пока жало не станет красивым и блестящим. Теперь вы готовы делать вещи!
Теперь вы готовы делать вещи!
Способ № 2: Использование Tinner для наконечников
Tinner для наконечников поставляется в небольшой жестяной банке, и я не заметил большой разницы между брендами. Обычно он изготавливается из смеси порошкообразного припоя, флюса и чистящего средства, такого как нашатырный спирт. Закрепите его плотной липкой лентой на термостойкой рабочей поверхности, чтобы вам не приходилось держать маленькую баночку рукой, пока вы протираете ее до полного забвения (ожоги второй степени сильно демпфируют кожу). опыт).
Вставьте новое жало в паяльник и, как только оно нагреется, плотно прижмите его к блоку оловянного наконечника. Вы захотите покрыть как можно большую часть кончика. Не бойтесь нажимать — ваш кончик должен выйти жидко-серебристым. Не останавливайтесь, пока он не станет похож на Терминатора.
С помощью куска стальной ваты сотрите тиннер с наконечника и снова покройте его тиннером. Протрите стальной ватой.
Теперь выломайте припой и покройте им наконечник. Дайте ему расплавиться и обратите внимание на любые места, которые припой не хочет пропускать — вам нужно повторно посетить эти места с помощью Tip Tinner, пока вся рабочая поверхность жала не будет аккуратно покрыта.
Дайте ему расплавиться и обратите внимание на любые места, которые припой не хочет пропускать — вам нужно повторно посетить эти места с помощью Tip Tinner, пока вся рабочая поверхность жала не будет аккуратно покрыта.
После того, как вы залудили наконечник, вы можете приступить к пайке своих проектов.
Чем лучше вы храните наконечники во время работы, тем дольше они прослужат. Будьте внимательны во время работы, тщательно очищая наконечники тонкой стальной ватой и тщательно протирая блок нашатырного спирта (чистящее средство), чтобы удалить с него любые примеси/окисления.
Также важно помнить, что в конце каждого сеанса пайки необходимо очистить жало от копоти тонкой стальной ватой и в последний раз покрыть его хорошим толстым слоем припоя и , затем , выключите утюг. Это защитит ваш наконечник от окисления, пока вы им не пользуетесь.
Поддержание высокой температуры способствует быстрому и плавному течению припоя, но нагревание и регулярное использование ухудшают работу жала каждый раз, когда вы им пользуетесь, поэтому вам нужно убедиться, что ваш утюг работает только тогда, когда он находится у вас в руке или вот-вот будет. Если вам нужно остановиться, чтобы добавить фольгу к камню, отполировать кусок, подготовить прыгающее кольцо и т. д., залудите наконечник и выключите утюг.
Если вам нужно остановиться, чтобы добавить фольгу к камню, отполировать кусок, подготовить прыгающее кольцо и т. д., залудите наконечник и выключите утюг.
Чем дольше вы оставите жало паяльника без использования, тем быстрее оно выйдет из строя. При надлежащем уходе ваши насадки прослужат вам много часов рабочего времени, но всегда держите под рукой запасные части, чтобы не сжечь насадку в полночь без замены!
Уход за инструментами очень важен, и лужение наконечников не является исключением. Обеспечьте долгий срок службы ваших паяльных жал при надлежащем уходе и обслуживании.
*Эти сообщения могут содержать партнерские ссылки на продукты, которые мне нравятся и которые могут облегчить ваше путешествие в мир пайки. Если вы купите по моим ссылкам, я получу небольшую комиссию, так что большое спасибо, если вы это сделаете! 🙂
Эмили
Мне нравится искусство мягкой пайки оловянных украшений, и я не думаю, что там достаточно информации, поэтому я создал сайт, который хотел, когда был новичком. Я надеюсь, что вам нравятся все возможности этого ремесла так же, как и мне. СДЕЛАЕМ вещи! 😀
Я надеюсь, что вам нравятся все возможности этого ремесла так же, как и мне. СДЕЛАЕМ вещи! 😀
Как залудить многожильный электрический провод
По
Тимоти Тиле
Тимоти Тиле
Тимоти Тиле является местным электриком № 176 IBEW с более чем 30-летним опытом работы в жилых, коммерческих и промышленных электросетях. Он имеет степень младшего специалиста в области электроники и прошел четырехлетнее обучение. Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Узнайте больше о The Spruce’s
Редакционный процесс
Обновлено 27.05.22
Рассмотрено
Ларри Кэмпбелл
Рассмотрено
Ларри Кэмпбелл
Ларри Кэмпбелл — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Он работал техником-электронщиком, а затем инженером в IBM Corp. , является членом Наблюдательного совета Spruce Home Improvement Review Board.
, является членом Наблюдательного совета Spruce Home Improvement Review Board.
Узнайте больше о The Spruce’s
Наблюдательный совет
Эрнесто р. Агитос / Getty Images
В этой статье
Как работает лужение многожильных проводов
Вопросы безопасности
Правильный выбор припоя
Обзор проекта
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Процесс лужения проводов перед пайкой обычно используется для скрепления тонких проводов и упрощает их подключение к винтовым клеммам или другим разъемам. Это также гарантирует, что все провода имеют электрическое соединение. В качестве инструмента для лужения проводов можно использовать простой паяльник вместе с парой инструментов для зачистки проводов.
Однако не все провода следует лужить. При определении того, когда лужить или не лужить провода, учитывайте, будет ли провод обжат..jpg) Паяные соединения некоторых луженых проводов могут сломаться при обжиме, поэтому использование обжимного инструмента или наконечника на проводе может обеспечить более надежное электрическое соединение, чем лужение.
Паяные соединения некоторых луженых проводов могут сломаться при обжиме, поэтому использование обжимного инструмента или наконечника на проводе может обеспечить более надежное электрическое соединение, чем лужение.
Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не участвует «жесть». В качестве материала используется только электрический припой. При нагреве паяльником припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное электрическое соединение и практически исключает возможность соприкосновения незакрепленных жил провода с распределительной коробкой или выхода из-под клеммного винта.
Что такое электрический припой?
Электрический припой обычно содержит канифольное ядро, содержащее материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность. Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Вопросы безопасности
Пайка должна выполняться с осторожностью! Паяльник сильно нагревается и может вызвать сильные ожоги. Всегда кладите паяльник на термостойкую поверхность, пока он нагревается и остывает. Во время пайки всегда работайте над термостойкой поверхностью и вдали от всего легковоспламеняющегося. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода. Рекомендуется попрактиковаться в пайке, используя обрезки того же провода, который вы будете припаивать для своего проекта.
Если вы работаете с существующим проводом во время электрического проекта, также важно определить его тип перед лужением или подключением любых новых проводов; Вы можете сказать, является ли провод алюминием или луженой медью, отрезав один конец и внимательно осмотрев внутреннюю часть.
Правильный выбор припоя
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником. Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, для зачистки и лужения проводов, так как это может повредить провод или его изоляцию. Кислотный припой предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без сердцевины из канифоли, вам может потребоваться нанести на проволоку флюс как часть процесса пайки.
Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, для зачистки и лужения проводов, так как это может повредить провод или его изоляцию. Кислотный припой предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без сердцевины из канифоли, вам может потребоваться нанести на проволоку флюс как часть процесса пайки.
Оборудование/инструменты
- Паяльник
- Губка
- Многожильный электрический провод
- Инструмент для зачистки проводов
Материалы
- Бескислотный припой со смоляным сердечником
Подготовьте провод
Лужение должно производиться на оголенной проволоке. Если провод изолирован, зачистите примерно от 3/4 до 1 дюйма изоляции с конца провода с помощью инструментов для зачистки проводов. Этой длины достаточно, чтобы обернуть вокруг винтовых клемм, но недостаточно, чтобы оголить лишний провод.
Подготовьте паяльник
Подключите и включите паяльник и дайте ему нагреться. Быстро протрите жало паяльника влажной губкой. Это устраняет любое окисление, которое могло произойти во время нагревания утюга.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии. При желании вы можете зажать провод в инструменте «третьей руки» или подобном термостойком держателе.
Прикоснитесь наконечником припоя к наконечнику паяльника, чтобы создать небольшую лужицу жидкого припоя на жалом. Это поможет проводить тепло к проводу. Затем прикоснитесь жалом паяльника к нижней стороне провода, чтобы припой соприкоснулся с проводом.
Нанесите припой на верхнюю сторону провода напротив жала паяльника. Припой должен расплавиться и затянуться вокруг проводов. Перемещайте припой и паяльник вместе вдоль оголенной части провода, расплавляя припой. Особенно при лужении тонкой проволоки быстро прикасайтесь припоем к проволоке, чтобы предотвратить слишком толстый слой припоя.
Дайте проводу остыть
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всему периметру провода и не должен образовывать комки или тяжелые валики, создающие электрическое сопротивление. Обычно жилы провода видны под припоем.
Если вокруг провода есть избыток припоя, повторный нагрев расплавит его, и его можно будет стереть.
При желании используйте острогубцы, чтобы согнуть луженую проволоку в крюк в форме леденца, который легко обвивается вокруг винтовой клеммы на таких устройствах, как выключатели и розетки.


Как залудить паяльник и зачем
Автор
Начикет Мхатре
Делиться
Твитнуть
Делиться
Электронная почта
Лужение паяльника — первый шаг к получению качественных паяных соединений. Приобретение этого навыка улучшает или разрушает вашу способность хорошо паять.
Изображение предоставлено: Начикет Мхатре
Подобно езде на велосипеде, пайка поначалу кажется невозможной. Но добиться успеха в этом — вопрос понимания процесса и следования нескольким передовым методам. Сохранение жала вашего паяльника луженым и блестящим лежит в основе этих передовых практик.
Эта, казалось бы, простая задача может показаться простой, но многие начинающие паяльщики не умеют держать свои наконечники в луженом состоянии. Это веская причина, по которой важно изучить основы лужения паяльника и почему это самый фундаментальный навык пайки.
Зачем лужить паяльник?
Процесс пайки включает в себя нагрев точки, в которой предполагается соединить два электронных компонента. Локальный нагрев соединения позволяет припою образовывать интерметаллический сплав между медью и припоем, который обеспечивает как механическую прочность, так и электропроводность. Мы подробно объясняем этот механизм в нашем руководстве по основам пайки.
Изображение предоставлено: Начикет Мхатре
Основной вывод здесь заключается в том, что желаемое соединение должно быть снабжено достаточным количеством тепла, чтобы расплавить припой. Это проблема, потому что медь, которая образует токопроводящие выводы всех электронных компонентов, постоянно покрыта оксидной пленкой. Как и жало вашего паяльника. Это проблема, потому что оксидный слой, покрывающий жало паяльника и выводы компонентов, является плохим проводником тепла.
Это проблема, потому что медь, которая образует токопроводящие выводы всех электронных компонентов, постоянно покрыта оксидной пленкой. Как и жало вашего паяльника. Это проблема, потому что оксидный слой, покрывающий жало паяльника и выводы компонентов, является плохим проводником тепла.
Невозможно спаять соединение без эффективной передачи тепла от жала паяльника к выводам компонентов и контактным площадкам/сквозным отверстиям печатной платы. Но удалить оксидный барьер с этих поверхностей несложно. Просто нанесите немного флюса и нагревайте его до тех пор, пока он не станет достаточно активным, чтобы химически удалить окисление и другие загрязнения. К сожалению, медь быстро окисляется на воздухе, особенно когда к ней прикладываешь горячее жало паяльника.
Кредит изображения: Начикет Мхатре
Вот почему правильная обработка электронных компонентов и печатных плат требует применения не только припоя, но и флюса. Желательно одновременно. Флюс удаляет загрязнения и оксидный слой, а припой впоследствии связывается с чистой медной поверхностью, образуя поверхностное покрытие, устойчивое к окислению.
Как залудить жало паяльника
Вот как правильно лужить паяльник.
Шаг 1
Нагрейте паяльник до температуры.
Изображение предоставлено: Начикет Мхатре
Может варьироваться в зависимости от типа используемого припоя. Высококачественные паяльники можно нагревать до 482 ° F (или 250 ° C) для лужения, в то время как более дешевые паяльники могут требовать более высокой температуры 536 ° F (или 280 ° C). Если вы все еще не уверены, ознакомьтесь с нашим руководством по настройке оптимальной температуры пайки.
Шаг 2
Расплавьте припой на наконечник так, чтобы он покрыл никелированную часть, как показано на рисунке ниже.
Изображение предоставлено: Начикет Мхатре
Не забывайте, что весь кончик не обязательно должен быть блестящим. Только буквальный наконечник «жала» паяльника — то, что на самом деле покрыто никелем, — должен быть блестящим. Фактически, остальная часть жала паяльника со временем становится темнее из-за окисления.
Если припой скатывается и скатывается с наконечника, это признак загрязнения/окисления наконечника. Следуйте инструкциям, описанным в нашем руководстве о том, как очистить паяльник, чтобы исправить это. Если это не поможет, дважды проверьте, не используете ли вы случайно бессвинцовый припой: для этого требуются более высокие температуры.
Шаг 3
Подождите несколько секунд, пока наконечник не перестанет дымиться. Дым создается флюсом канифоли, содержащимся в припое, когда он сгорает.
Изображение предоставлено: Начикет Мхатре
Шаг 4
Теперь аккуратно вставьте горячий наконечник в очиститель для латунных наконечников пару раз, чтобы стереть с него припой. Если вы используете влажную паяльную губку, просто протрите ею наконечник. После нескольких движений припой должен скатиться с жала паяльника.
Изображение предоставлено: Начикет Мхатре
Шаг 5
Осмотрите наконечник, чтобы убедиться, что он выглядит блестящим и однородно металлическим на покрытой области.
Изображение предоставлено: Начикет Мхатре
Если на никелированной части жала паяльника есть следы или обесцвечивание, повторяйте этот процесс до тех пор, пока оно не станет однородно блестящим и металлическим. Вернитесь к нашему руководству по очистке наконечника, если это не сработает.
Лужение утюга — хорошая гигиена пайки
Поздравляем: вы успешно залудили свой паяльник. После того, как вы сделали это успешно, процесс будет казаться очень простым. Но не забудьте добавить большую каплю припоя на кончик утюга, прежде чем убрать его. Это образует защитный слой припоя, который герметично запечатывает наконечник и предотвращает его окисление при хранении с течением времени.
5 советов, которые следует учитывать перед покупкой нового паяльника
Читать Далее
Делиться
Твитнуть
Делиться
Эл. адрес
Похожие темы
- Сделай сам
- Электроника
- Малый электрический
Об авторе
Начикет Мхатре
(опубликовано 50 статей)
За свою 15-летнюю карьеру Начикет освещал различные технологические процессы, начиная от видеоигр и оборудования для ПК и заканчивая смартфонами и DIY. Некоторые говорят, что его статьи «сделай сам» служат предлогом для того, чтобы выдать его 3D-принтер, нестандартную клавиатуру и пристрастие к радиоуправлению за «деловые расходы» жене.
Некоторые говорят, что его статьи «сделай сам» служат предлогом для того, чтобы выдать его 3D-принтер, нестандартную клавиатуру и пристрастие к радиоуправлению за «деловые расходы» жене.
Еще от Начикет Мхатре
Подпишитесь на нашу рассылку
Подпишитесь на нашу рассылку, чтобы получать технические советы, обзоры, бесплатные электронные книги и эксклюзивные предложения!
Нажмите здесь, чтобы подписаться
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Во время этой видеодемонстрации кожух припойного тигля и азотная инертизация были сняты, чтобы наглядно показать процесс лужения. Для получения дополнительной информации см. 10.8.2 Лужение, соединители, сквозное отверстие, робототехника.
Во время этой видеодемонстрации кожух припойного тигля и азотная инертизация были сняты, чтобы наглядно показать процесс лужения. Для получения дополнительной информации см. 10.8.2 Лужение, соединители, сквозное отверстие, робототехника.



Как ухаживать за паяльными наконечниками
Руководство по уходу за паяльным жалом Weller
Жало любого паяльника является наиболее важным компонентом в работе инструмента. Если он не сможет выполнять свою функцию эффективной передачи тепла к месту соединения, сам паяльник будет ненадежен. Плохое техническое обслуживание наконечника является одной из основных причин проблем с пайкой.
Паяльные жала со временем изнашиваются и со временем требуют замены, но меры по уходу за жалами могут продлить срок их службы, сэкономить деньги и улучшить результаты пайки. Следуйте этим советам, чтобы воспользоваться преимуществами правильного ухода за жалом паяльника.
Использование высококачественного припоя
Одной из лучших профилактических мер, которые вы можете предпринять для защиты наконечников припоя, является использование высококачественного припоя. Если вы используете низкокачественный припой, содержащий примеси, эти загрязнения могут скапливаться на наконечнике, мешать передаче тепла и затруднять паяльные работы.
Покупка припоя известных брендов является одним из способов повысить уверенность в том, что продукт будет высокого качества. Вы также можете проверить качество припоя, нагревая его и наблюдая, как легко он плавится. Припой хорошего качества должен легко плавиться при ожидаемой температуре, в то время как припой низкого качества может расплавиться не полностью. Например, большинство припоев 60/40 (олово/свинец) должны легко плавиться при температуре около 460 градусов по Фаренгейту.
Если вы используете припой, содержащий свинец, внешний вид также даст представление о его качестве. Расплавленный свинец будет выглядеть блестящим, а некачественный продукт будет выглядеть более матовым. Качественный расплавленный бессвинцовый припой также имеет матовый вид.
Различные типы припоя будут действовать по-разному, поэтому очень важно проверить описание производителя, чтобы убедиться, что он работает должным образом.
Также очень важно выбрать правильный тип припоя для вашего проекта. Состав, который вам нужен, зависит от материала, который вы планируете паять, и от того, используете ли вы флюс, а также от соображений здоровья и безопасности. Закон США о безопасной питьевой воде, например, требует, чтобы вы использовали бессвинцовый припой на всех линиях, по которым будет проходить питьевая вода. Размер проекта определит диаметр припоя, который подходит именно вам.
Вы также должны позаботиться о том, чтобы использовать столько припоя, сколько вам нужно. Избыток припоя может попасть в гнездо или основание и вызвать короткое замыкание и заедание переключателей.
Поддержание оптимальной температуры
Поддержание постоянной температуры наконечников и максимально близкой к оптимальной поможет продлить срок их службы.
При использовании многих паяльников температура жала естественным образом снижается во время использования. Чтобы компенсировать это, многие паяльщики нагревают больше, чем необходимо. Однако использование чрезмерных температур сокращает срок службы наконечников и может привести к неоптимальным результатам.
Паяльники с датчиком температуры помогут регулировать температуру, не повреждая жала. Эти утюги могут определять, когда температура падает или поднимается за пределы заданного диапазона, и автоматически регулируют ее. Некоторые паяльники имеют более точную регулировку температуры, чем другие. Время восстановления, то есть время, за которое жало возвращается к желаемой температуре, также различается в зависимости от модели паяльника.
Температура, на которую вы устанавливаете утюг, также влияет на срок службы наконечника. Избегайте использования температур выше, чем вам нужно, чтобы защитить ваши наконечники. Этот принцип также применим, когда вы не используете утюг активно. Убедитесь, что температура снижена до значения «в режиме ожидания», или выключите устройство, если оно не используется в течение длительного времени. Некоторые утюги автоматически уменьшают свою температуру, когда они не используются.
Паяльники Weller обладают превосходной температурной стабильностью. Например, утюг WEP70 The Weller WE 1010 имеет температурную стабильность плюс-минус 10 градусов по Фаренгейту (± 6 градусов по Цельсию). Он также имеет режим ожидания и функцию автоматического отключения, которая снижает температуру утюга, когда он не используется.
Очистка жал
Чтобы ухаживать за своим оборудованием, вам необходимо знать, как чистить жала паяльника. Поддержание ваших наконечников в чистоте имеет решающее значение для обеспечения их правильной работы, а также может продлить срок их службы. Вы должны чистить их до, во время и после использования. Вы можете сказать, что ваш наконечник чистый, когда он выглядит ярким и блестящим.
Перед пайкой используйте спирт и чистую ткань для удаления загрязнений, таких как жир, коррозия и окисление, с поверхности, подлежащей пайке.
Для очистки насадок используйте латунную или нержавеющую вату. Латунная вата мягче и менее абразивна, а более твердая вата из нержавеющей стали имеет более длительный срок службы.
Металлическая шерсть эффективно удаляет грязь и другие загрязнения и позволяет избежать проблем, связанных с использованием влажной губки для очистки паяльных наконечников. Использование влажной губки уменьшит нагрев наконечника. Частое протирание влажной губкой вызывает повторяющиеся изменения температуры, в результате чего кончик многократно расширяется и сжимается. Этот цикл вызывает усталость металла и, в конечном итоге, выход наконечника из строя.
Вата для чистки не снижает температуру наконечника. Чтобы удалить небольшое количество загрязнений с кончиков с помощью металлической шерсти, аккуратно промокните их в шерсти. Чтобы остатки стали более стойкими, держите утюг крепче и сильнее нажимайте на шерсть. Меняйте штрихи, чтобы удалить загрязнения со всех сторон и краев наконечника.
После очистки немедленно смочите наконечник свежим припоем для предотвращения окисления. №
Для более интенсивной очистки иногда можно использовать полировальный брусок Weller WPB1 с холодным наконечником. Используйте это устройство только с холодным наконечником, так как использование его с горячим наконечником может повредить наконечник.
Если наконечник все же окислился, несколько раз промойте его активированным канифолью порошковым припоем. Это должно удалить оксиды, если вы не допустили чрезмерного накопления окисления. После очистки покройте поверхность наконечника толстым слоем припоя.
Использование флюса
Когда многие металлы вступают в контакт с кислородом воздуха, они образуют оксидный слой. Этот слой окисления препятствует адекватному смачиванию припоем соединения и отрицательно влияет на качество паяного соединения.
Флюс — это вещество, удаляющее этот слой окисления. Флюс растворяет слой оксида металла, который испаряется, как только флюс достигает точки кипения.
Флюс может поставляться в виде пасты или может находиться в сердечнике паяльной проволоки, что позволяет ему работать во время пайки детали без дополнительных усилий.
Не погружайте наконечники во флюс для их очистки, так как это вещество вызывает коррозию. Некоторые флюсы, называемые водорастворимыми флюсами, могут повредить наконечники при более высоких температурах. Многие паяльщики используют эти флюсы только при выполнении проектов, требующих пайки волной припоя, за которой сразу же следует полная очистка для удаления остатков флюса с печатной платы. Использование проволочного припоя и водорастворимого флюса для подкраски и доработки по-прежнему ускорит выход наконечника из строя.
Другой тип флюса, флюс без очистки, предназначен только для пайки деталей, которые практически не требуют очистки. Это очень мягкое очищающее действие обычно недостаточно тщательно, чтобы удалить окисление с жала паяльника. Сильно окисленный наконечник будет легко заметить по «выгоранию» — появлению черного или коричневого налета.
Лужение жал
Вы должны лужить жала до и после каждого сеанса пайки, а также между пайками через каждые два-три соединения. Вы хотите, чтобы ваш наконечник всегда был консервированным, с первого раза, когда вы его используете, и до момента, когда вы его выбросите. Когда вы лужите наконечник, вы покрываете его тонким слоем припоя.
Лужение предотвращает окисление наконечников, создавая защитный слой между воздухом и железом. Крайне важно, чтобы наконечник был луженым, так как железо быстро окисляется. Окисление препятствует эффективной передаче тепла наконечником. Предотвращение окисления путем лужения продлевает срок службы наконечников.
Оловянные наконечники также облегчают пайку. Это помогает вашей проволоке припоя плавиться и лучше течь, облегчая пайку. Покрытие создает тепловой мост между наконечником и припаиваемой деталью, что повышает эффективность теплопередачи.
Чтобы залужить наконечник, выполните следующие действия. Во-первых, очистите наконечник. Затем нанесите на наконечник свежий припой. Используйте небольшое количество — достаточно, чтобы полностью покрыть его. Наконечник должен по-прежнему казаться блестящим.
Если вы только начинаете пайку, начинайте пайку, как только закончите лужение жала. На протяжении всего проекта очищайте, а затем залуживайте наконечник после каждых нескольких соединений. Если вы лужите наконечник после завершения проекта, снова ненадолго протрите наконечник после лужения, а затем выключите утюг и уберите его.
Реактивация ваших наконечников
Если наконечник окислится, он станет темным, и вы не сможете его залудить. Чтобы решить эту проблему, вы можете использовать активатор наконечника, чтобы повторно активировать или повторно смочить его. №
Для повторной активации наконечника окуните его в пастообразное вещество-активатор и перемещайте, пока он снова не начнет блестеть. Мелкие абразивы и добавки в активаторе разрушают и удаляют оксидный слой.
Как только наконечник станет почти чистым, снимите его с активатора и очистите с помощью латунной или стальной мочалки. Затем немедленно перелужите. Промывка наконечника припоем путем повторного лужения удалит все оставшиеся загрязнения. Затем очистите его и снова залудите. После этого вы сможете без проблем пользоваться наконечником.
Высококачественный активатор наконечников Weller не содержит свинца и соответствует требованиям RoHS. Повторная активация наконечников с помощью этого продукта сохранит их в хорошем состоянии, упростит пайку и улучшит качество результатов.
Хранение жал
Способ хранения жал также может повлиять на их эффективность и срок службы. Соблюдение некоторых простых процедур при хранении насадок может помочь защитить их.
При хранении наконечника в течение более короткого периода времени, например, между паяными соединениями во время одного сеанса пайки, храните его в утюге в надежном держателе для утюга. Убедитесь, что он не остается при рабочей температуре, так как это сократит срок службы наконечника. Вы можете хранить многие утюги Weller в режиме ожидания, что позволяет поддерживать более низкую температуру, но при этом быть готовым к использованию.
Если вы храните насадки в течение длительного времени, перед тем, как убрать их на хранение, их следует очистить и залудить, чтобы предотвратить их окисление. Дав им остыть, вы также можете хранить их в герметичном контейнере, например, в сумке или футляре, чтобы дополнительно защитить их от окисления, влажности и загрязнения.
При хранении насадки в утюге ослабьте гайку или винт, которые удерживают ее на месте, прежде чем убрать утюг. Эта практика предотвратит застревание наконечника, что называется заеданием.
Замена жал
Компания Weller стремится облегчить снятие, замену и повторную установку жал для паяльника. Не нужно много времени, чтобы научиться менять жала для паяльников Weller. Например, с нашей паяльной станцией WE 1010 вы можете вручную менять жала без каких-либо дополнительных инструментов.
При установке наконечников всегда следите за тем, чтобы они правильно располагались в корпусе. Вы можете слегка ослабить винт или гайку, которыми крепится наконечник, чтобы предотвратить его заедание. Многие из наших моделей имеют вкладыш из нержавеющей стали в отверстии датчика в основании наконечника, чтобы предотвратить прилипание наконечника к датчику.
Мы рекомендуем использовать оригинальные насадки Weller для оптимальной работы и длительного срока службы. Мы предлагаем широкий спектр советов, чтобы вы могли найти идеальный инструмент для любой работы. Наши наконечники точно соответствуют нашей гомогенной системе отопления, используют только материалы самого высокого качества и обеспечивают быструю и стабильную подачу тепла.
Оригинальные насадки Weller можно узнать по «Знаку качества Genuine Weller», а также по логотипу Weller и номеру детали, выгравированному на насадке.
Утилизация насадок
При использовании высококачественных продуктов и надлежащем уходе они могут прослужить невероятно долго. Однако со временем наконечники изнашиваются. Weller упрощает утилизацию ваших чаевых экологически безопасным и экономичным способом. Мы даже вышлем вам ваучер, который вы сможете потратить на следующую покупку насадок Weller, если отправите нам использованные насадки для переработки.
Вот как это работает. Просто запросите у нас бесплатную коробку для утилизации советов. После того, как вы заполните коробку, отправьте ее нам, чтобы мы могли переработать насадки экологически безопасным способом. Принимаем любые насадки от любого производителя. За каждую полную коробку, которую вы нам отправите, мы дадим вам ваучер на 75 долларов, который вы можете использовать для покупки насадок Weller у участвующих дистрибьюторов.
Ожидайте выдающихся результатов с инструментами Weller
Если вы будете следовать приведенным выше советам по уходу за жалом паяльника Weller, вы сможете продлить срок службы своих жал, сэкономить деньги и улучшить качество своей пайки. Правильный уход за вашим паяльным оборудованием начинается с использования самого лучшего оборудования и аксессуаров. Наконечники Weller и другое наше оборудование для пайки, такое как паяльная станция WE 1010, обеспечивают экономичную эксплуатацию и высококачественные воспроизводимые результаты.
