

Содержание
Ленточные конвейеры
Ленточные конвейеры
Ленточный конвейер представляет собой транспортирующее устройство непрерывного действия, рабочим органом которого служит подвижная бесконечная лента, огибающая два концевых барабана — приводной и натяжной. Такие конвейеры предназначены для непрерывного перемещения в горизонтальном t или наклонном (под углом 1.0—25°) направлениях сыпучих (песка, земли, цемента), кусковых (щебня, Гравия и др.) и штучных (кирпича, блоков, плитки и др.) материалов, а также растворов, бетонной смеси (например, при бетонировании болынеразмер-ных в плане брызгальных бассейнов, аэротенков, резервуаров и др.).
Ленточные конвейеры используются как самостоятельные транспортирующие устройства, а также входят в состав различных строительных машин и агрегатов (многоковшовых цепных и роторных экскаваторов, погрузочно-разгрузочных машин, инвентарных растворных узлов, установок для бестраншейной прокладки коммуникации и др. ). Расчетную длину конвейеров измеряют по центрам концевых барабанов.
). Расчетную длину конвейеров измеряют по центрам концевых барабанов.
Различают передвижные, переносные и стационарные ленточные конвейеры.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Передвижные ленточные конвейеры, снабженные колесным ходом, имеют длину 5—15 м и применяются на рассредоточенных объектах с малыми объемами работ при необходимости частых перемещений машины (обычно вручную) по строительной площадке и перебазировок (тягачом) с объекта на объект.
Передвижные конвейеры выполнены по единой конструктивной схеме, унифицированы и состоят из следующих основных узлов: несущей рамы, установленной на двух ходовых колёсах, прорезиненной транспортирующей ленты, приводного и натяжного барабанов, верхних и нижних роликоопор поддерживающих сответственно рабочую (груженую) и холостую ветви ленты, натяжного устройства винтового типа, загрузочной воронки и привода.
Материал поступает на ленту через загрузочное устройство, а выгружается при огибании лентой приводного барабана.
Скорость движения ленты зависит от вида транспортируемых грузов и составляет 1,2—1,6 м/с.
Прорезиненная лента шириной 0,4—0,5 м образует замкнутый контур и является одновременно тяговым и грузонесущим органом конвейера. Основой ленты служит хлопчатобумажная или капроновая ткань, образующая слои (прокладки) ленты, которые связаны между собой и покрыты снаружи вулканизированной резиной. Число прокладок при ширине ленты 0~4 м равно 3—5, а при ширине 0,5 м составляет 3—6.
Толщина одной прокладки из бельтинга 1,25—1,9 мм, из капрона 0,9—1,4 мм. Концы ленты при ее монтаже соединяют стальными шарнирами, сыромятными ремешками или клеем с последующей вулканизацией.
Лента приводится в движение силой трения, возникающей между ней и поверхностью приводного барабана. Необходимое давление ленты на барабан обеспечивается ее натяжением при перемещении неприводного (натяжного) барабана винтовым устройством.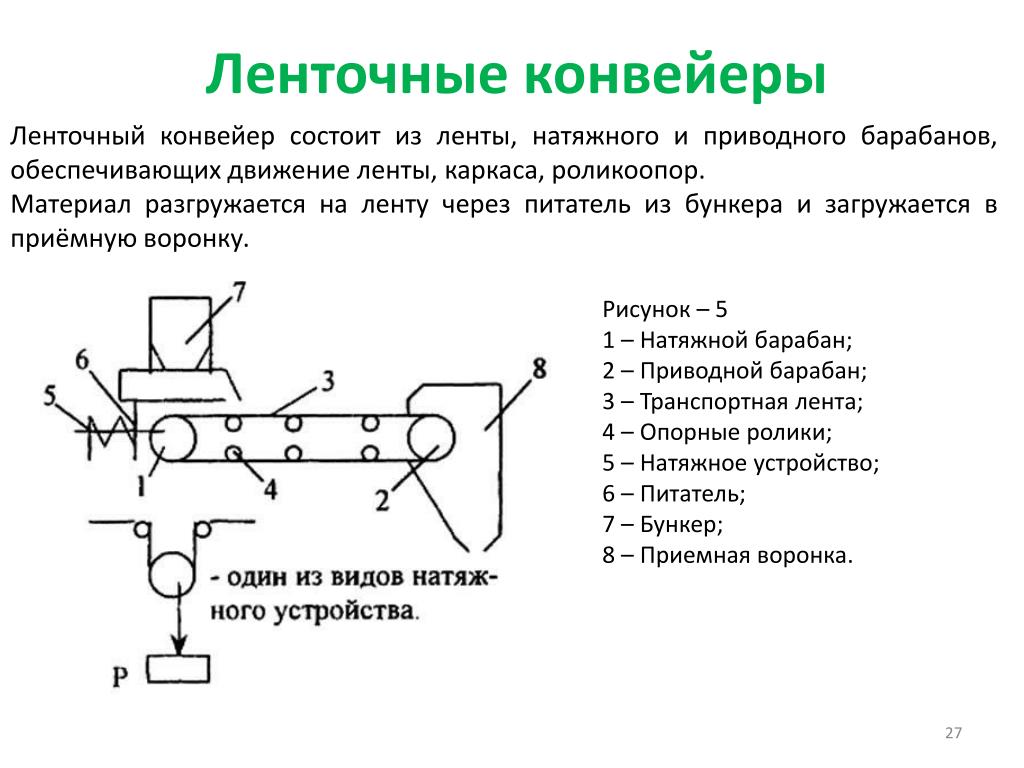
Рис. 1. Передвижной ленточный конвейер:
а — общий вид; б — кинематическая схема; в — схема запасовки канатов механизма изменения высоты разгрузки; г — расположение ленты на роликоопорах
Приводной барабан получает вращение от электродвигателя через редуктор. В совокупности приводной барабан, электродвигатель и редуктор образуют приводную станцию, а неприводной барабан с натяжным устройством — натяжную станцию. Рабочая (груженая) ветвь ленты конвейера поддерживается с помощью двух- или трехроликовых опор, крайние ролики которых установлены под углом 20—30° и придают ленте желобчатую форму. Такая форма обеспечивает возможность транспортирования сыпучих грузов и способствует повышению производительности конвейера. Холостую ветвь ленты поддерживают прямые однороликовые опоры.
Рама конвейера опирается на двухколесное шасси, состоящее из неподвижной и подвижной опор, шарнирно соединенных с колесным ходом. Регулирование высоты разгрузки материала (т. е. изменение угла наклона конвейера) происходит при изменении расстояния между верхними точками подвижной и неподвижной опор с помощью ручной червячной лебедки, прикрепленной к раме, и канатного полиспаста, связанного с кареткой И подвижной опоры, скользящей по направляющим нижнего пояса рамы.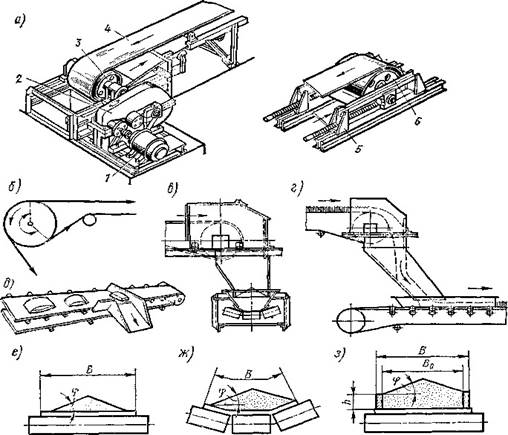
Максимальная высота разгрузки передвижных конвейеров при угле наклона 20° составляет 2,1 м для конвейеров длиной 5 м и 5,5 м для конвейеров длиной 15 м.
Стационарные ленточные конвейеры имеют длину 40—80 м, скорость движения ленты до 1,6 м/с и применяются на объектах с большими объемами работ. Такие конвейеры состоят из тех же узлов, что и передвижные машины (за исключением отсутствующих механизмов передвижения и изменения высоты разгрузки), выполнены по единой конструктивной схеме, полностью унифицированы и отличаются друг от друга длиной и мощностью привода.
Рамы стационарных конвейеров собирают из типовых взаимозаменяемых секций — звеньев длиной 2,5 м. Рабочая ветвь ленты шириной 500 мм опирается на желобчатые трехроликовые опоры, холостая — на плоские роликоопоры. Загрузка материала на ленту производится через загрузочную воронку, разгрузка — с барабана приводной станции или на любом участке ленты при помощи разгрузочных устройств. Высота разгрузки горизонтальных конвейеров составляет 0,72 м, наклонных (максимальный угол наклона 10°) 7 м при длине 40 м и 15 м при длине 80 м.
—
Общие сведения. Ленточные конвейеры имеют тяговый орган, выполненный в виде бесконечной ленты, являющийся одновременно и несущим элементом конвейера, приводную станцию, приводящую в движение приводной барабан, натяжную станцию с натяжным хвостовым барабаном, и натяжным устройством, поддерживающих роликов на рабочей ветви ленты и на холостой ветви ленты (в ряде случаев вместо поддерживающих роликов используется сплошной деревянный или металлический настил), загрузочное устройство и разгрузочное устройство, отклоняющий барабан, и устройство для очистки ленты. Все элементы конвейера смонтированы на металлической раме 9. Ленточные конвейеры являются наиболее распространенными транспортирующими машинами, применяемыми в самых различных областях народного хозяйства для перемещения разнообразных штучных и насыпных грузов.
Рис. 2. Схема стационарного ленточного конвейера
Широкое применение ленточные конвейеры получили для межоперационного транспортирования грузов в поточном производстве, для транспортирования в литейных цеха,х (подачи земли), в шахтном хозяйстве, для подачи топлива и зерна на элеваторах и т. п. Схемы этих конвейеров весьма разнообразны и определяются назначением конвейера в данном технологическом процессе. Некоторые схемы конвейеров представлены на рис. 3. Длина ленточных конвейеров (т. е. расстояние между центрами приводного и хвостового барабанов) достигает 4,5 км. Конвейеры, установленные в вертикальной плоскости или в плоскости, близкой к вертикали, называют элеваторами. В них тяговый орган снабжают ковшами, люльками или специальными захватами для груза.
п. Схемы этих конвейеров весьма разнообразны и определяются назначением конвейера в данном технологическом процессе. Некоторые схемы конвейеров представлены на рис. 3. Длина ленточных конвейеров (т. е. расстояние между центрами приводного и хвостового барабанов) достигает 4,5 км. Конвейеры, установленные в вертикальной плоскости или в плоскости, близкой к вертикали, называют элеваторами. В них тяговый орган снабжают ковшами, люльками или специальными захватами для груза.
Рис. 3. Геометрические схемы ленточных конвейеров:
а — горизонтальный; б — наклонный, в — с двумя перегибами; г—горизонтально-наклонный с промежуточной перегрузкой; д — горизонтальный с передвижной раз грузочной тележкой
Прижимную ленту изготовляют из обычной прорезиненной ленты или из соединенных между собой цепных (сварных) звеньев. В последнем случае она обладает высокой гибкостью в продольном и поперечном направлениях, что позволяет ей плотно охватывать груз как в общей массе, так и его отдельные большие куски.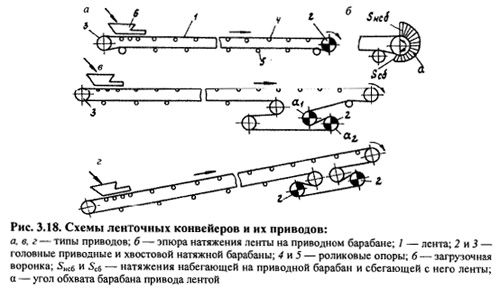 Прижимная лента приводится в движение лентой дополнительного конвейера, установленного параллельно основному и имеющего ту же скорость. Применение прижимной ленты позволяет осуществить подъем сыпучего груза при углах наклона, равных 48—60° к горизонту.
Прижимная лента приводится в движение лентой дополнительного конвейера, установленного параллельно основному и имеющего ту же скорость. Применение прижимной ленты позволяет осуществить подъем сыпучего груза при углах наклона, равных 48—60° к горизонту.
Аналогичное назначение имеют скребково-ленточные конвейеры. В этой конструкции к тяговой ленте прикрепляются скребки, захватывающие материал из загрузочного башмака и удерживающие его от соскальзывания с рабочей ленты конвейера, перемещающейся со скоростью, равной скорости тяговой ленты. Тяговая лента и рабочая лента удерживаются от прогиба их грузом при помощи направляющих роликов.
Скорость полотна конвейера при транспортировании сыпучих грузов, назначают в зависимости от свойств груза. Для легких, пылевидных материалов скорость ограничивается возможностью сдува-ния материала с полотна. Для крупнокусковых, тяжелых материалов скорость движения ограничена возможностью повреждения ленты вследствие ударов материала по ленте при набегании на ролики и барабаны. Для материалов, ценность которых уменьшается при измельчении, как, например, кокс, скорость движения также снижается. Кроме того, скорость транспортирования зависит и от ширины ленты, увеличиваясь с увеличением ее ширины, так как на более широких лентах материал располагается более равномерно и лента лучше центрируется на роликоопорах.
Для материалов, ценность которых уменьшается при измельчении, как, например, кокс, скорость движения также снижается. Кроме того, скорость транспортирования зависит и от ширины ленты, увеличиваясь с увеличением ее ширины, так как на более широких лентах материал располагается более равномерно и лента лучше центрируется на роликоопорах.
При транспортировании штучных грузов скорость ленты назначается в зависимости от характера и ритма технологического процесса, а также от способа загрузки и разгрузки конвейера.
Конвейерная лента. В ленточных конвейерах применяют различные конвейерные ленты: текстильные прорезиненные, ткань которых изготовлена из хлопчатобумажного волокна; ленты, изготовленные из синтетического волокна или искусственного шелка, а также стальные ленты — цельнопрокатанные или ленты, изготовленные из проволоки, и наконец, текстильные ленты с завулканизированными в них стальными тросами.
К конвейерной ленте предъявляются следующие требования: высокая продольная прочность, высокая гибкость в продольном (на барабанах) и поперечном (на желобчатых роликоопорах) направлениях, высокая сопротивляемость изнашиванию и расслаиванию при многократных перегибах, небольшое упругое и остаточное удлинение, малая гигроскопичность и незначительное влияние влаги на прочность и долговечность ленты.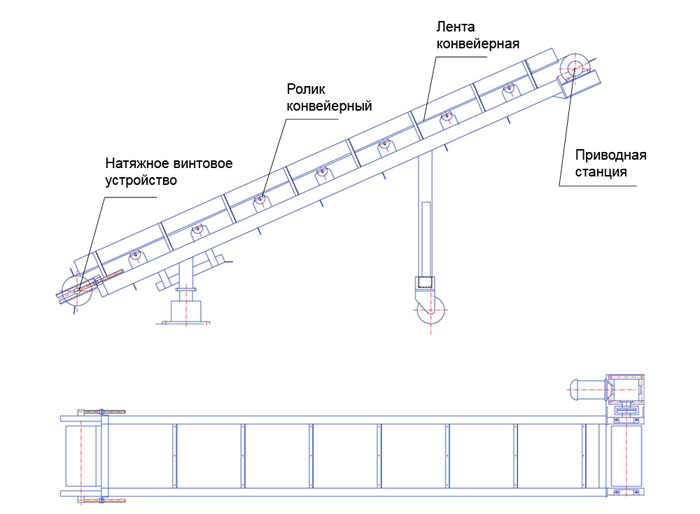 Однако текстильные конвейерные ленты обладают недостаточной долговечностью при работе с материалами, нагретыми до высокой температуры, а также при работе с крупнокусковыми и абразивными материалами.
Однако текстильные конвейерные ленты обладают недостаточной долговечностью при работе с материалами, нагретыми до высокой температуры, а также при работе с крупнокусковыми и абразивными материалами.
Рис. 4. Текстильная конвейерная лента:
а — обычная; б — с завулканизированными канатиками; 1 — тканая прослойка; 2 — резиновая обкладка; 3 — стальной канат
Преимуществом конвейерных лент являются: малый собственный вес, отсутствие быстроизнашивающихся шарниров, возможность перемещения груза с большими скоростями.
Текстильная конвейерная лента состоит из нескольких слоев хлопчатобумажной ткани, пропитанной резиной. Эти слои соединяются между собой вулканизацией. По поверхности лента обволакивается слоем резины, предохраняющим ткань ленты от истирания материалом, от механических повреждений и от воздействия влаги. Толщина слоя резины в зависимости от типа транспортируемого материала принимается на рабочей стороне в пределах от 3 до 6 мм (для особо тяжелых и абразивных грузов — до 10 мм), а на нерабочей стороне — 2 мм.
Основные параметры текстильных прорезиненных конвейерных лент приведены в ГОСТ 20—62. Ленты, предусмотренные этим ГОСТом, имеют ширину от 300 до 2000 мм и число слоев ткани от 3 до 12. Увеличение числа прокладок из ткани сверх 15 приводит к резкому уменьшению относительной агрегатной прочности (вследствие неравномерности нагружения отдельных слоев ленты) и способности ленты к изгибу.
Учитывая сложность точного определения действительного напряжения в слоях текстильной конвейерной ленты при совместном действии растяжения и изгиба, расчет ее ведут только на растяжение по допускаемой погонной нагрузке. Влияние изгиба ленты на барабанах и роликоопорах, неравномерности распределения нагрузки между отдельными прокладками, влияние усталости от перегибов и ослабления концов ленты в месте соединения учитывают путем введения повышенных запасов прочности.
Высокие запасы прочности, применяемые при расчете текстильной конвейерной ленты, объясняются необходимостью учета ослабления ленты в месте соединения ее концов и наличием динамических нагрузок, испытываемых лентой в процессе эксплуатации* Такие динамические нагрузки возникают в местах загрузки конвейеров и пунктах передачи материала между сопряженными конвейерами под действием ударов кусков материала, падающих с некоторой высоты. Величина этих ударных нагрузок зависит от вида транспортируемого материала, размера кусков, высоты падения, скорости транспорта-
Для повышения прочности конвейерных лент широкое применение находит искусственная ткань из перлоновых, нейлоновых и супернейлоновых нитей, из которых изготовляют высокопрочные прокладки.
Лента с нейлоновыми прокладками обладает высокой гибкостью и, следовательно, она может работать с барабанами малого диаметра, что позволяет уменьшить габариты и вес конвейера. Предел прочности ленты с нейлоновыми прокладками достигает 600 кГ/см; с прокладками из лавсана — 300 кГ/см. Лента, изготовленная из терилена, в три раза прочнее хлопчатобумажной. Прочность лент с супернейлоновыми прокладками примерно на 30—40% выше нейлоновых. Конвейерная лента отечественного производства из анидного волокна примерно в три раза прочнее ленты из хлопчатобумажной ткани повышенной прочности.
Недостатком полиамидного волокна (анида, перлона, нейлона) является его большое упругое удлинение, что приводит к усложнению конструкции натяжных станций. Применение предварительной вытяжки нитей и создание специальных марок волокна устраняет этот недостаток.
Так, полиэфирное волокно лавсан (терилен) не имеет этого недостатка, а по прочности не уступает лентам из полиамидного волокна: Кроме того, лавсан устойчив против гниения, не теряет прочности при намокании и может работать при повышенной температуре. Ленты из лавсана имеют высокое сопротивление истиранию и стойкость к ударам, химическую устойчивость и легко поддаются очистке, не расслаиваются. Срок службы ленты из искусственной ткани значительно (до 50%) выше срока службы текстильной прорезиненной конвейерной ленты. Поэтому эти ленты находят все более широкое применение при особо тяжелых условиях работы, например, в угольной, горнодобывающей, химической и др. отраслях промышленности.
Ленты из искусственного шелка имеют малую вытяжку и высокую прочность (до 250 кГ/см), близкую к прочности лент из синтетических волокон, но при намокании их прочность снижается примерно в два раза.
Для транспортирования изделий через сушильные и нагревательные камеры при температуре до 210—250° С находят применение ленты, изготовленные из стекловолокна с покрытием кремнийорганическим каучуком толщиной до 6 мм, а также лента из прорезиненной ткани с покрытием стекловолокном.
Кроме лент с прокладками из искусственных волокон, находят применение высокопрочные ленты со стальными канатами, завулкани-зированными между слоями ткани вдоль продольной оси ленты. Предел прочности таких лент достигает К=700-г-4-6000 кГ/см. При одинаковой толщине лента, армированная стальными канатами, прочнее обычных прорезиненных лент в 15—25 раз. Преимуществом таких лент является их способность хорошо образовывать желобчатую форму.
Находят применение также ленты с местным армированием одним или несколькими канатами. В этих лентах основным тяговым элементом являются канаты, а сама лента выполняет функции лишь несущего элемента, что позволяет применять более тонкие ленты с меньшим числом прокладок. Недостатком таких лент является различное удлинение в процессе работы ленты и канатов вследствие огибания барабанов по различным радиусам.
Рис. 5. Канатно-ленточный конвейер:
а — лента; б — поперечное сечение; 1 — стальные канаты; 2 — прорезиненная лента; S — стальные стержни; 4 — ролики
Рис. 6. Конвейерная текстильная лента с местным усилением стальными канатами
Для транспортирования на большие расстояния находят применение канатно-ленточные конвейеры , в которых тяговое усилие воспринимается двумя стальными канатами, а прорезиненная лента является только несущим органом, транспортирующим материал. Лента ложится на канаты утолщениями, отформованными вдоль обоих кромок ленты. Для поддержки такой ленты не требуется желобчатых роликоопор. Тяговый канат опирается на ролики, расположенные с шагом 5—8 м. Чтобы лента не теряла поперечной устойчивости под влиянием веса груза, она снабжается армирующими поперечными стальными стержнями. Вследствие этого лента хорошо пружинит и сопротивляется ударам. Износ такой ленты значительно меньше износа обычной прорезиненной ленты — устраняется износ кромок и увеличивается срок службы ленты в целом.
Для увеличения производительности конвейеров применяют текстильную ленту, снабженную резиновыми бортами высотой 50—80 мм, идущими вдоль всей ленты. Для того чтобы борта при огибании барабанов не рвались, их выполняют волнистыми (гофрированными). Наличие бортов создает увеличенное сечение материала, располагаемого на ленте, и позволяет увеличить скорость транспортирования и угол наклона конвейера. Допускаемый угол наклона конвейера в этом случае благодаря боковому сжатию материала примерно на 10% больше, чем у конвейера с обычной желобчатой лентой.
Рис. 7. Формы выступов на рабочей поверхности ленты
Для увеличения угла наклона конвейера применяется также лента, имеющая на рабочей поверхности выступы, препятствующие спод-занию материала, или лента с поперечными накладками из плотной резины.
Выступы на рабочей стороне конвейерной ленты могут иметь различную форму. Так, на рис. 7, а показаны выступы шевронной формы переменного сечения. Такие ленты применяются только при работе с цилиндрическими роликоопорами. Применять их на многороликовых опорах нельзя, так как сплошной выступ не дает возможности ленте принять желобчатую форму. При выступах с просветами образование желобчатой формы становится возможным.
Для нормального прохождения холостой ветви ленты в ряде конструкций предусматривается расположение на ленте одного или нескольких продольных выступов, которыми лента опирается на ролики холостой ветви транспортера. Для особо крутых подъемов ленты снабжаются широкими лопастями, образующими перекрытие желоба на рабочей ветви и дающими возможность опоры холостой ветви по направляющим. Недостатком таких лент является сложность их очистки, и поэтому они мало применимы для транспортирования влажных и липких грузов.
Для транспортирования ядовитых, пылящих или чувствительных к воздействию атмосферы материалов находит применение трубчатая лента, которая в развернутом виде представляет собой полосу, состоящую из средней утолщенной части, снабженной несколькими тканевыми прокладками, и боковых частей более гибких с зубцами, расположенными на кромках. Зубцы при свертывании ленты по ее длине соединяют кромки ленты, образуя запор типа застежки «молния». На участке загрузки лента открыта и образует желоб, который после заполнения ленты материалом при помощи двух пар роликов застегивается, образуя плотно закрытую трубу. В зоне разгрузки лента раскрывается и холостая ветвь ее движется в плоском состоянии, что позволяет осуществить ее очистку. Такая трубчатая лента дает возможность осуществить транспортирование материала не только по горизонтали, но и по сильно наклоненным и вертикальным участкам трассы.
В некоторых случаях такие трубчатые ленты с застежками типа «молния» используются в качестве подвесного ленточного конвейера, где сама лента освобождена от передачи тягового усилия, которое передается только специальным тяговым органом (канатом или цепью). Это позволяет использовать более тонкие ленты. Закрывание лент может производиться как сверху, так и сбоку. Скорости движения подвесных ленточных конвейеров принимаются обычно в пределах 0,5—1,0 м/сек. При расчетах их производительности заполнение ленты принимается около 3/6 площади поперечного сечения.
Соединения концов конвейерных лент должны обладать прочностью, достаточной для восприятия максимального тягового усилия; длительным сроком службы, приближающимся к сроку службы ленты; гибкостью в продольном и поперечном направлениях, необходимой для придания ленте желобчатой формы и возможности огибания барабанов малого диаметра; простотой и малой затратой времени на выполнение соединения; невозможностью саморазъединения стыка; механической прочностью относительно ударной нагрузки при падении крупных кусков породы; должны исключать одностороннюю вытяжку ленты и просыпание мелочи; не должны иметь выступающих частей.
Соединения концов лент выполняются разъемными и неразъемными. К неразъемным относятся соединения, выполняемые методом горячей и холодной вулканизации, а также соединения при помощи заклепок. Кразъемным относятся соединения, в которых концы лент могут быть разъединены без демонтажа основных деталей.
Рис. 8. Трубчатая лента:
а — ленточного конвейера; б — подвесного конвейера (с боковой застежкой)
К ним относятся соединения на петлях, крючьях и некоторые типы соединений при помощи пластин, присоединяемых болтами.
Разъемные соединения применяются на передвижных и переносных конвейерах, а также при частом изменении длины конвейера. Соединение методом вулканизации обеспечивает высокую прочность соединения и отсутствие утолщений в месте стыка, что благоприятно влияет на работу барабанов, поддерживающих роликов и очистных устройств.
Стальная конвейерная лента представляет собой холоднокатаную ленту из углеродистой или нержавеющей стали толщиной от 0,6 до 1, 2 мм и шириной в пределах 350—800 мм. При продольной сшивке нескольких лент ширину конвейерной стальной ленты можно увеличить до 4 м. По своему строению и внешнему виду стальная конвейерная лента подобна пружине часового механизма.
Стальную ленту применяют в тех случаях, когда материал транспортируется при высоких температурах и применение текстильной ленты становится невозможным. Вследствие того, что ленту изготовляют методом холодной прокатки, на ее поверхности возникают значительные поверхностные напряжения, приводящие к быстрому разрушению ленты. Наиболее слабым местом стальной ленты является ее кромка. Стальная лента может нормально работать при равномерном нагревании до 300° С (вместе с находящимся на ней материалом). Загрузка на ленту заранее нагретого материала приводит к местному нагреву ленты и появлению высоких термических напряжений в поверхностном слое. Во избежание разрушения стальной ленты не следует загружать на нее материал, имеющий температуру выше 120 °С.
Конвейеры со стальной лентой нашли широкое применение в химической, пищевой и других отраслях промышленности.
Для транспортирования абразивных и крупнопусковых материалов с острыми кромками, а также при транспортировании деталей с их одновременной термообработкой, гальванизацией или обжигом керамических изделий и т. п. операциях применяют стальные ленты, изготовленные из проволоки. Такие ленты хорошо сопротивляются ударам и имеют высокую прочность. Лучшим материалом для проволоки является сталь. Существуют проволочные ленты различных конструкций.
Так, на рис. 9, а представлена лента, состоящая из отдельных I спиральных элементов из плоской или круглой проволоки. Отдельные спирали ленты между собой не сплетены, а связаны вдвигаемыми между ними прямыми круглыми стержнями. Эти ленты имеют небольшой
угол наклона проволоки спиралей и применяются для высоких тяговых усилий и температур.
На рис. 9, б представлена лента из плоской проволоки с большим углом наклона проволок в спиралях. И здесь спирали не сплетены между собой, а соединены вставленными между ними волнообразно изогнутыми круглыми стержнями. Имеются ленты со сплетенными между собой спиралями — они используются для малых тяговых усилий и невысоких температур. Желобчатую форму придать проволочной ленте невозможно, так как она является гибкой только в продольном направлении и жесткой в поперечном. Чтобы придать ленте форму желоба, к ее краям прикрепляют пластины — борта.
В зависимости от назначения ленты бывают плотными или более редкими. Процесс транспортирования материала на проволочной ленте можно совместить с процессом отсеивания мелочи. Лента может быть изготовлена бесконечной, ее легко укоротить или удлинить. Она весьма удобна для крепления к ней ковшей и других устройств.
Рис. 9. Проволочная конвейерная лента различного плетения
Чтобы конвейерная лента не сбегала с барабанов в сторону, приводные и натяжные барабаны выполняют бочкообразными. Отклоняющие барабаны изготовляют цилиндрическими. Длину бочкообразного барабана принимают равной L—B-\-2C, причем С=60— 75 мм. Стрелу выпуклости принимают обычно равной L/200, но не менее 4 мм. Надо иметь в виду, что применение выпуклого барабана приводит к повышению натяжения (до 40%) в сравнительно неширокой центральной полосе ленты, что часто вызывает порчу стыка. Поэтому в последнее время стараются избегать выпуклых барабанов, обеспечивая центровку ленты при помощи центрирующих роликоопор. Барабаны для текстильной конвейерной ленты изготовляют литыми или сварными.
В случае необходимости повышения коэффициента трения поверхность приводного барабана футеруют деревом или той же текстильной лентой. За рубежом для футеровки барабанов применяют пластмассы (поливинилхлорид, полиамид и др.), что значительно увеличивает износостойкость ленты, а высокий коэффициент трения (0,5—0,6) повышает тяговую способность привода.
На передвижных и стационарных конвейерах небольшой длины находят применение электробарабаны, в которых двигатель и редуктор заключены внутри барабана, что позволяет создать весьма компактную и легкую конструкцию. Однако условия работы электродвигателя, вследствие ухудшения условий охлаждения, в этих конструкциях значительно более тяжелые, чем в других.
Поверхность барабана для стальной ленты имеет широкие канавки, по которым проходят крепления ленты.
Рис. 10. Барабан для текстильной конвейерной ленты:
а — неприводной цилиндрический! 6 — приводной бочкообразный
Поддерживающие ролики. Чтобы лента под влиянием собственного веса и веса груза не провисала, между барабанами устанавливают поддерживающие ролики. Диаметр ролика выбирают в зависимости от ширины ленты, ее скорости движения, вида груза и, особенно, в зависимости от размеров кусков.
Для обеспечения ровного хода ленты все роликоопоры должны быть расположены нормально к продольной оси конвейера. В некоторых случаях необходимо применять так называемые центрирую? щие роликоопоры, в которых блок поддерживающих роликов монтируется на рамке с цапфой, обеспечивающей возможность поворота блока относительно вертикальной оси. Сбегая в сторону, лента своей кромкой нажимает на центрирующий ролик, что приводит к повороту рамки У. При этом возникает усилие, возвращающее ленту в центральное положение.
Ролики конвейера со стальной лентой обычно выполняют составными из нескольких узких роликов, причем элементы крепления концов ленты проходят между роликами, не касаясь их, что обеспечивает плавную работу конвейера.
Для уменьшения толчков и ударов при передвижении ленты находят применение различные конструкции амортизирующих ролико-опор. На рис. 228, а представлена конструкция резиновых амортизирующих роликов, имеющих во внутренней полости воздушные камеры. Удары кусков тяжелого материала, падающего в зоне загрузки конвейера на ленту, демпфируются сжатием резиновых цилиндров и воздушных камер. Наличие винтовых канавок на поверхности боковых роликов обеспечивает центрирование ленты.
Рис. 11. Конвейерные ролики:
а — конструкции; б — установка роликов для образования желобчатой ленты; в — ролики с переменным углом наклона
Рис. 12. Центрирующая роликоопора
а — резиновые ролики с воздушной камерой; б — поперечное сечение конвейера с резиновыми роликами на троссе; в — установка опоры
Рис. 13. Поддерживающие ролики конвейера со стальной лентой:
а — при плоской ленте; б — при желобчатой ленте
Рис. 14. Гибкие роликоопоры для текстильной ленты:
Для стальной ленты широкое применение получили пружинные роликоопоры, дающие возможность создания прогиба, пропорционального весу перемещаемого груза и образованию желобчатого сечения, что повышает в 1,5—2 раза производительность конвейера при тех же остальных параметрах. Для текстильной ленты применяют гибкие роликоопоры, состоящие из стального троса с резиновыми роликами и трубками, закрепленными на ролике путем вулканизации. Концы троса заделаны во втулках и вращаются на подшипниках, установленных в неподвижных опорах, закрепленных на раме конвейера. Эта опора также создает желобчатость ленты, пропорциональную весу груза на ленте, но имеет несколько больший коэффициент сопротивления движению. В некоторых случаях жесткая опорная металлическая конструкция рамы конвейера заменяется креплением роликоопор на двух туго натянутых стальных канатах, к которым роликоопоры прикрепляются зажимами на расстоянии, определяемом в зависимости от вида транспортируемого материала. Такие конвейеры имеют относительно низкую первоначальную стоимость и легко устанавливаются.
Рис. 15. Установка роликоопор на канатах
Приводные станции. Назначение приводной станции—приведение в движение тягового органа конвейера и груза. Приводная станция состоит из двигателя, редуктора с цилиндрической или червячной передачей, барабана, а также муфт, соединяющих двигатель с редуктором и редуктор с валом барабана*. В зависимости от требований технологического процесса привод конвейера может обеспечить движение ленты с неизменной или переменной скоростью, изменяющейся ступенчато или плавно.
Тяговое усилие можно увеличить путем создания высокого значения коэффициента сцепления или увеличения угла обхвата. В конвейерах редко принимают угол а=180°. Гораздо чаще этот угол выполняют а>180°, для чего применяют дополнительные отклоняющие барабаны. В приводах конвейеров, перемещающих тяжелые грузы на большие расстояния, для увеличения тягового усилия иногда применяют двухбарабанный привод, в котором угол обхвата может быть значительно больше 2л. Однако эти приводы весьма сложны по своей конструкции и создают увеличенный износ конвейерной ленты вследствие перегибания ее в различных направлениях, что повышает усталость ленты и ускоряет ее расслаивание.
Рис. 16. Схемы приводных станций:
а — с одним приводным барабаном; б — с двумя приводными барабанами; 1 — приводной барабан; 2 — отклоняющий барабан
При двухбарабанном приводе ленточных конвейеров с жесткой связью между барабанами окружные скорости могут быть на первом и втором барабанах различны из-за неодинаковой толщины резиновых обкладок и степени их износа. В результате этого на одном из барабанов может происходить проскальзывание ленты, что предотвращается путем применения уравнительного двухбарабанного привода в ответственных передачах значительной мощности. Уравнительные приводы с планетарными передачами или гидравлическими дифференциалами распределяют передаваемый двигателем крутящий момент между обоими приводными барабанами в определенном отношении, причем каждому барабану передается момент, величина которого соответствует расчетной силе сцепления.
Для уменьшения проскальзывания ленты на приводном барабане находит применение привод со специальной прижимной лентой. В случае однобарабанного привода конвейерная лента поочередно огибает верхний отклоняющий барабан, приводной барабан и нижний отклоняющий барабан. Прижимная лента 5 огибает те же барабаны таким образом, что на приводном барабане она лежит на наружной поверхности конвейерной ленты, прижимая ее к поверхности приводного барабана. Натяжение прижимной ленты создается при помощи грузового натяжного устройства.
Рис. 17. Применение прижимной ленты для одно-барабанного — и для двухбарабанного — привода
Натяжные станции. Назначение натяжной станции — создание такого натяжения ленты, при котором обеспечивается необходимое сцепление ленты с приводным барабаном, ограничение провисания ленты между опорами и компенсация вытяжки ленты в процессе эксплуатации. Натяжение ленты осуществляется путем перемещения натяжного барабана.
Натяжные устройства подразделяются на устройства, поддерживающие постоянную силу натяжения ленты, и устройства, регулирующие натяжение ленты в зависимости от требуемой величины крутящего момента на приводном барабане.
К устройствам первой группы, поддерживающим постоянное натяжение, относятся механические натяжные устройства, в которых натяжение ленты создается при помощи винтовых или реечных механизмов, и грузовые устройства, действующие от свободно висящего груза. Натяжную станцию располагают там, где лента имеет минимальное натяжение (при этом и усилие натяжения также является минимальным), либо там, где удобнее обслуживать натяжную станцию.
Ось натяжного барабана опирается на подшипники, установленные в корпусах, движущихся между неподвижными направляющими, а в случае установки подшипников в ступицах барабана ось закрепляют в этих корпусах. При винтовом натяжении корпуса соединены с винтами, работающими на сжатие (при ленте, показанной сплошной линией) или на растяжение (при ленте, показанной пунктиром). При большой длине винта, работающего на сжатие, диаметр винта определяется расчетом на продольный изгиб. В этом случае целесообразно делать натяжную станцию с винтами, работающими на растяжение, хотя конструкция соединения винта с корпусом сложнее, чем при винте, работающем на сжатие.
Ход натяжного устройства выбирают в зависимости от длины и вида трассы конвейера, так чтобы была обеспечена компенсация удлинения ленты от нагрузки, от влияния изменения температуры и от ее износа. При этом надо учитывать возможность проведения необходимых монтажных и ремонтных работ. Обычно его принимают примерно равным 1% от длины конвейера (но не менее 400 мм) для горизонтальных конвейеров и 1,5% для наклонных конвейеров. При увеличении вытяжки ленты сверх указанного предела ленту перешивают.
Недостатком винтовых натяжных станций является необходимость в периодическом наблюдении за состоянием тягового элемента и его подтягивании по мере вытяжки. Преимуществом винтового натяжения являются его малые габариты. При конструировании винтовой натяжной станции не следует кинематически связывать оба винта между собой, так как вытяжка ленты по ширине может быть неравномерной, а иногда, чтобы создать равномерное натяжение ленты и предотвратить сбег ленты с барабана, одну сторону ленты натягивают сильнее другой.
При расчете винтов учитывают неравномерность распределения нагрузки между обоими винтами, для чего расчет винтов ведут на нагрузку, увеличенную в 1,5—1,8 раза по сравнению с теоретической. Для выравнивания нагружения обоих винтов иногда применяют специальные балансирные устройства.
Более совершенным является грузовое натяжение, позволяющее автоматически регулировать натяжение ленты при ее вытяжке и обеспечивающее неизменность натяжения ленты. При грузовом натяжении натяжной барабан укрепляют так же, как при винтовом,—в корпусах, передвигающихся по направляющим, или же устанавливают на специальной тележке. Эта тележка соединяется тяговым органом (канатом или цепью) с грузом G, создающим неизменные величины натяжения Т1 и Тг. В некоторых случаях устанавливают натяжную станцию непосредственно около приводного барабана, подвешивая на ленте натяжной барабан и натяжной груз. Тогда отпадает необходимость в дополнительных устройствах, и конструкция натяжной станции упрощается.
Рис. 18. Схемы натяжных станций!
а — винтовой; б — грузовой около хвостового барабана) в — грузовой около приводного барабана
Из-за громоздкости и большого веса грузовых натяжных устройств их целесообразно применять лишь для стационарных конвейеров. Передвижные конвейеры с целью уменьшения веса и габаритов, как правило, снабжаются винтовыми натяжными станциями. Усилие, развиваемое натяжной станцией, должно быть равно геометрической сумме натяжений концов ленты на натяжном барабане плюс усилие, необходимое для передвижения подшипников барабана в направляющих или натяжной тележки по рельсам.
Ко второй группе натяжных устройств, автоматически регулирующих натяжение ленты в зависимости от потребной величины крутящего момента, относится лебедочное натяжное устройство, применяемое для конвейеров большой производительности и длины. Оно состоит из натяжной тележки, сдвоенного многократного полиспаста, неподвижных блоков и натяжной электрической лебедки. Один из блоков полиспаста установлен на двуплечем рычаге 2, второе плечо которого опирается на регулятор натяжения, представляющий собой гидравлический цилиндр (или в других конструкциях пружинное устройство), поршень которого шарнирно связан с рычагом. Цилиндр снабжен контактными манометрами. Давление жидкости в цилиндре и положение контактов манометров определяется натяжением канатов полиспаста. Замыкание и размыкание контактов манометров используется для автоматического включения и выключения двигателя натяжной лебедки.
Рис. 19. Натяжное устройство с автоматической регулировкой натяжения ленты
Во время пуска конвейера для преодоления инерции разгоняемых масс ленты и груза необходимо создать повышенное сцепление ленты с приводным барабаном, что обеспечивается увеличением натяжения ленты путем включения двигателя натяжной лебедки до включения приводного двигателя. После того как натяжная лебедка создаст необходимое увеличенное натяжение ленты, замкнутся контакты манометра и включится приводной двигатель. Увеличенное натяжение в ленте сохраняется до тех пор, пока не установится номинальная скорость. После этого срабатывает реле скорости, кинематически связанное с барабаном натяжной лебедки, автоматически включается двигатель в направлении стравливания каната и натяжение ленты уменьшается до необходимой величины. Затем выключается двигатель натяжной лебедки.
Стабилизация натяжения ленты при установившемся режиме работы конвейера обеспечивается тем, что, если оно упадет или повысится сверх установленной нормы, то давление в гидроцилиндре изменится и в результате срабатывания соответствующего контакта манометра двигатель натяжной лебедки включится в требуемом направлении. При восстановлении номинальной величины натяжения двигатель лебедки отключается.
Применение подобных натяжных устройств предотвращает пробуксовку приводного барабана при пуске и не требует создания в ленте излишне высоких усилий при нормальной работе конвейера, что способствует увеличению срока службы ленты.
Загрузка конвейеров. Конвейер можно загрузить в любой точке его длины. Однако обычно загрузку конвейеров производят около хвостового барабана. Погрузку на полотно штучных грузов производят или с лотка, по которому скатываются эти грузы, или вручную. Загрузку конвейера сыпучими грузами производят обычно при помощи загрузочного лотка. Выходное отверстие лотка делают значительно уже ширины ленты В, чтобы обеспечить равномерное и центральное распределение груза по ленте. Обычно ширина потока груза, выходящего из лотка. А затем поток, попав на ленту, растекается по ней и занимает ширину, равную примерно 0,85. Чтобы груз в лотке не задерживался, стенки лотка имеют наклон на 10—15° больше угла трения для данного материала. Для уменьшения износа ленты при падении насыпных грузов на ленту при загрузке конвейера иногда загрузочный лоток делают с днищем, имеющим отверстия, через которые на ленту падают мелкие частицы материала. Тогда более крупные частицы, скатываясь по днищу лотка, попадают не непосредственно на ленту, а на слой мелкого материала.
Разгрузка конвейеров. Наиболее простым и удобным способом разгрузки конвейеров, не требующих специальных устройств, является сброс материала с приводного барабана. Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Так, например, в литейном производстве необходимо осуществлять подачу формовочной земли одним конвейером к различным формовочным машинам, расположенным вдоль линии конвейера.
Рис. 20. Лоток для загрузки сыпучих грузов
В этом случае необходимо применение специальных разгрузочных устройств, из которых наиболее простыми являются плужковые сбрасыватели, т. е. щиты, устанавливаемые на ленте под углом к потоку материала. При этом груз двигается вдоль щита и сбрасывается с ленты на одну или сразу на обе стороны ленты. Недостатком сбрасывающих щитов является повышенный износ ленты в процессе разгрузки. Поэтому их нецелесообразно применять при интенсивной работе конвейера.
Наиболее рациональным методом разгрузки материала в различных точках конвейера является применение сбрасывающей тележки.
Рис. 21. Разгрузка ленточного конвейера
а — через приводной барабан; б — путем сбрасывания груза с ленты при помощи пЛужкового сбрасывателя
Сбрасывающая тележка может передвигаться по специальным рельсам вдоль линии конвейера и останавливаться в том месте, где должна быть произведена разгрузка материала. На тележке установлены два барабана, которые огибаются лентой конвейера. Материал поднимается по ленте до верхнего барабана тележки и падает в подставленный желоб, отводящий его в сторону от полотна конвейера.
Рис. 22. Сбрасывающая тележка
Статика ленточного конвейера
Обычно коэффициент сопротивления неизвестен. Поэтому проводят статическое исследование конвейера, задачей которого являются-определения потерь в конвейере, натяжения ленты в различных точках его контура и мощности приводной станции. Сопротивления на участках трассы ленточного конвейера подразделяются на сопротивления, распределенные по длине участка, и на сопротивления, сосредоточенные в определенных пунктах трассы — на барабанах, местах погрузки и разгрузки, на очистных устройствах.
—
Ленточные конвейеры используются для транспортирования рулонов и кип на небольшие расстояния (до 100 м). Тяговым и несущим органом служит прорезиненная лента, двигающаяся по поддерживающим устройствам, которыми могут быть ролики желобчатой формы (для рулонов), ролики цилиндрические (для кип целлюлозы и стоп бумаги) и плоские деревянные или металлические направляющие (для рулонов при транспортировании на расстояние до 10—15 м). Применяются конвейеры, у которых лента движется по большому числу коротких роликов-дисков, вмонтированных в станину.
Перспективными для транспортирования рулонов являются конвейеры, у которых лента с наружной поверхности в центральной части имеет углубление, очерченное по радиусу, для’предотвращения скатывания рулона с ленты при движении ее по цилиндрическим роликам.
Основной недостаток ленточных конвейеров заключается в том, что ролики необходимо располагать на рабочей ветви с малым шагом (250—400 мм), а это в значительной мере усложняет и утяжеляет конструкцию.
Другим недостатком конвейеров при транспортировании листовых материалов является возможность смещения листов в стопе. При перемещении стоп целлюлозы на ленточном конвейере со скоростью до 0,5 м/с при пуске и остановке коротко-замкнутого двигателя смещения листов в стопе высотой 750 мм не наблюдается. Лишь при скорости от 0,5 до 1,5 м/с листы в стопе смещаются от вертикали на 6—7 мм. При транспортировании стоп листовой бумаги смещение листов в стопе наблюдалось при высоте стопы более 400 мм и скорости свыше 0,3 м/с. Для выравнивания листов бумаги в стопе по вертикали требуется установка поворотных кругов или осуществление плавного пуска конвейера.
Ленточный конвейер (транспортер): виды, принцип работы, схемы
Главная /Блог /
Виды ленточных конвейеров (транспортеров) и сферы их применения
Эффективность и производительность складских и логистических центров в первую очередь зависит от эксплуатируемой на объекте техники, ее качества и надежности. Конвейерные решения для транспортировки товаров, грузов и посылок — один из наиболее востребованных типов складского и производственного оборудования. В данной статье подробнее рассмотрим разновидности конвейеров ленточного типа.
Поделиться:
23 Сентября 2020
Принцип работы ленточного конвейера (транспортера)
Ленточные конвейеры различного типа приобрели широкое применение благодаря своей универсальности. Оборудование используется для транспортировки различных типов грузов, товаров и посылок. Конструкция конвейера представляет собой непрерывную замкнутую ленту, огибающую натяжной и приводной барабаны. Между барабанами расположены опорные ролики, распределяющие нагрузку, которая ложится на конвейерную ленту. Загрузка и выгрузка объектов транспортировки осуществляется с противоположных сторон конвейера.
Сами ленты конвейера также различаются в зависимости от характера транспортируемых грузов, износоустойчивости, требований к натяжению и производительности. Различаются следующие виды:
-
резинотканевые -
резинотросовые -
стальные
Типы ленточных конвейеров
Ленточные конвейеры могут различаться конструктивно. Наиболее распространены следующие типы:
Прямые конвейеры (транспортеры)
Прямые конвейеры одинаково востребованы как для транспортировки сыпучих грузов, так и штучных грузов — коробок, посылок, паллет. Благодаря высокой производительности, износоустойчивости и надежности конструкций именно ленточные конвейеры применяются в большинстве всех систем транспортировки и сортировки грузов.
В основе конструкции непрерывная натяжная лента и два барабана: один — приводной, второй обеспечивает соответствующее натяжение.
Желобчатые конвейеры
Желобчатые конвейеры — одна из разновидностей ленточных конвейеров. Несущая конструкция дополнена желобчатыми опорными роликами и дефлекторами для предотвращения смещения ленты.
Наибольшую востребованность желобчатые ленточные конвейеры получили в различных областях промышленности, в строительстве и энергетическом комплексе.
Наклонные конвейеры (транспортеры)
Основным отличием конструкции является расположение под углом ленты конвейера. Наклонные транспортеры применяются на участках, где необходимо осуществить подъем или спуск транспортируемых объектов. Угол наклона конвейерной ленты может регулироваться или оставаться неизменным.
Наклонные ленточные конвейеры востребованы как в горнодобывающей и других отраслях промышленности, так и в области складской и почтовой логистики. Подъемные и спусковые механизмы устойчивы к условиям окружающей среды: могут эксплуатироваться на территории объекта или на открытых площадках.
Конвейеры смешанного типа
Данный вид конвейерного оборудования подразумевает сочетание прямых и наклонных участков. Наиболее распространены L и Z-образные конфигурации транспортеров. Необходимость в конвейерах смешанного типа возникает при инсталляции на территории ограниченных по площади объектов.
Поворотные конвейеры
Поворотные конвейеры, помимо направляющих конструкций, состоят из опорных металлических профилей — ползунов, по которым движется конвейерная лента. Ползуны поделены на сегменты, исходя из угла и радиуса поворота.
К специфическим особенностям поворотных конвейеров относится механизм передачи через приводной вал вращательного момента, действующего на всю ширину ленты конвейера. Что обеспечивает эффективную и надежную транспортировку грузов даже на высоких скоростях.
Телескопические конвейеры
Особенностью телескопических конвейеров является регулируемая длина и угол наклона. Транспортер может быть установлен в качестве элемента системы транспортировки в зонах загрузки или выгрузки грузов или использоваться как мобильное решение.
Длина телескопических конвейеров зависит от длины и количества выдвижных элементов. Наиболее востребованы телескопические транспортеры для выгрузки и загрузки товаров/грузов и почтовых отправлений с транспортных средств на территории логистических, сортировочных центров и складов. Грузоподъемность и мощность транспортеров может быть различной в зависимости от характера транспортируемых материальных единиц.
Компания WEKEY может подобрать и разработать кастомизированное решение по транспортировке и сортировке грузов, исходя из задач Вашего объекта. Сотрудничая с крупнейшими российскими и мировыми поставщиками оборудования и комплектующих, WEKEY представляет высококачественные и надежные системы с последующим комплексным техническим обслуживанием.
Как работает ленточный конвейер | Блог Мастер Милк
+38 (067) 407-84-57
ОТПРАВИТЬ ЗАПРОС
- О компании
- Новости
-
Наше оборудование
- Статьи
- Фотогалерея
- Отзывы
- Контакты
Главная
»Статьи
»Как работает ленточный конвейер
Оборудование на заказ
Мы осуществляем производство и поставки оборудования под заказ на территории России, Украины, Белоруссии, Казахстана, Молдавии, Азербайджана, Грузии, Латвии, Финляндии, Греции, Польши.
Телефоны:
+38 (067) 535-53-31; +38 (067) 531-64-92; +38 (0536) 79-28-87
E-mail:[email protected]Заказать
Ленточный конвейер довольно плотно вошел в технологические процессы большинства производств. Его используют для транспортировки всевозможных грузов на предприятиях разных отраслей пищевой индустрии, сельском хозяйстве, горно-добывающих предприятий, в металлургии, на складах и портах для разгрузки и погрузки.
Ленточные конвейеры являются высокопроизводительными устройствами независимо от длины транспортерной ленты и скорости перемещения грузов. Такие агрегаты могут входить в состав сложных механизмов или же работать в качестве самостоятельного устройства.
Конструкция ленточного конвейера
Основными узлами ленточного конвейера являются натяжные и приводные устройства, транспортерная лента, роликоопоры, опорная металлоконструкция, загрузочные и разгрузочные устройства, очистные системы.
По способу установки ленточный конвейер может быть:
- Транспортируемый: передвижной, переносной
- Стационарный
- Поворотный
Максимальное расстояние для транспортировки любого объема и веса грузов у стационарных конвейерных устройств может достигать до 3 км. Транспортируемые машины могут перемещать небольшие грузы на расстояния до 20 м. Отличным вариантом может быть последовательное расположение конвейерных устройств. Их применяют для транспортировки грузов на десятки километров.
Конвейерное оборудование — универсальные устройства, конструкция которых может быть разработана в зависимости от особенностей технологического процесса. Для экономии производственного пространства отличным решением будет использование спирального транспортера.
Конвейерная лента — основной рабочий орган ленточного транспортера.
Из всей конструкции лента подвергается наибольшему внешнему влиянию, является самой дорогостоящей и недолговечной. В современных устройствах применяют следующие виды лент:
- резинотканевые
- резинотросовые
- полимерные
- модульные
Принцип работы ленточного конвейера
В ходе работы конвейерного оборудования перемещаемый груз транспортируется по верхней части ленты. Она вертикально замкнута, закреплена и поддерживается специальными роликоопорами. Приводной барабан задает темп движения конвейерной ленты. Натяжение транспортерной ленты регулирует натяжной барабан.
Для загрузки грузов на конвейерную ленту используют загрузочные агрегаты. Конечная выгрузка производится в приемное устройство. Возможна также промежуточная выгрузка по трассе конвейера. Она осуществляется барабанными или плужковыми разгружателями.
Для очистки конвейерной ленты от прилипшей грязи, пыли используют специальные очистные устройства.
Классификация ленточных транспортеров
Транспортировка любого типа грузов: ящики, коробки, мешки, сыпучие и штучные грузы с легкостью перемещаются ленточными конвейерами. В зависимости от особенностей и задач производства, размера производственных площадей и груза может быть выбран соответствующий вид конвейера.
Разделяют ленточные конвейерные установки по типу трассы.
- Горизонтальные конвейеры имеют в основе гибкую ленту. Это универсальное оборудование, которое широко распространено на разных предприятиях. С помощью такой машины легко перемещать сыпучие, штучные и кусковые грузы. Его используют на сортировочных линиях и складах.
- Наклонные конвейеры отличаются от прямых размещением транспортерной ленты под углом. Такой тип конвейера используется для перемещения грузов на разные уровни склада, в производственных процессах. Эти машины являются универсальными и используются как в помещениях, так и на улице. Их можно разделить на несколько подвидов:
- Крутонаклонные ленточные конвейера способны поднимать или спускать ящики, коробки и другие грузы между разными уровнями производства.
- Конвейеры с изменяющимся углом наклона транспортерной ленты поднимают грузы на необходимый уровень или высоту.
 Регулировка угла наклона может выполняться либо в ручном режиме, либо механически.
Регулировка угла наклона может выполняться либо в ручном режиме, либо механически. - Наклонные Z, L, Г — образные конвейеры нашли применение в различных отраслях промышленности. Их используют для обеспечения особенностей технологического процесса, в помещениях с ограниченным пространством, для экономии производственных площадей.
По типу несущей поверхности можно разделить конвейеры на следующие типы.
- С прямой гладкой поверхностью ленты широко используются в любых технологических операциях. Такая конструкция безопасна для рук сотрудников и отличается прочностью ленты. В пищевой промышленности ее используют при процессах охлаждения, заморозки, расстойки.
- Желобчатые ленточные конвейеры и транспортеры в основе имеют алюминиевую или стальную желобчатую роликовую опору. Довольно удобно транспортировать сыпучие грузы с помощью такого устройства.
- Конвейер с перегородками или поперечинами на ленте эффективен при транспортировке сыпучих материалов под углом наклона выше 30 градусов.
- Конвейер с гофробортом на ленте имеет специальные защитные борты, что способствует одновременному перемещению большого количества грузов. С помощью такого оборудования можно легко транспортировать грузы округлой формы, так как металлические борты защищают груз от падения или скатывания.
- Конвейеры с модульной конструкцией ленты используют для транспортировки любого типа грузов. Лента такой машины состоит из набора пластиковых звеньев. Такая конструкция ленты позволяет собирать ее любых размеров и делает ее гибкой.
Преимущества ленточных конвейеров
- высокая производительность;
- простота конструкции;
- возможность проектирования сложных трасс транспортирования;
- позволяет снизить количество персонала;
- повышает эффективность производства.
Инженеры компании «Мастер Милк» занимаются разработкой конвейерных систем любой сложности для производств различных отраслей промышленности. Опытные менеджеры помогут купить ленточный конвейер с учетом особенностей технологических процессов и предполагаемых задач.
Ленточный конвейер — принцип работы, характеристики, устройство
Ленточный конвейер – это устройство, предназначенное для непрерывной транспортировки сырья. Этот тип конвейера работает благодаря так называемой «бесконечной» ленте. Предназначено оборудование для перемещения разных материалов:
• сыпучих;
Все они транспортируются по ленте, движущейся горизонтально относительно земли или под углом (в пределах 35 градусов).
Ленточный конвейер. Основные параметры.
Ленточный конвейер. Устройство.
Как запустить ленточный конвейер?
Начало работы:
Принцип действия ленточного конвейера
При помощи специальной направляющей воронки или лотка на ленточный агрегат подают сырье. Далее оно поступает до приводного барабана и сгружается с ленты. Работая на ленточном оборудовании, сотрудники должны придерживаться определенных инструкций:
Как завершают работу?
Транспортировать сырье при помощи ленточного оборудования легко, но на этом дело не заканчивается – после работы важно выполнить определенные операции:
Чего нельзя делать при использовании ленточного конвейера?
Нормальная транспортировка сырья при помощи оборудования невозможна в определенных ситуациях:
Пока ленточный агрегат подключен к сети, нельзя проводить никакие манипуляции с электрическим приводом – это смертельно опасно.
Компания «Бетонверк-автоматика» продает в Минске конвейерное оборудование с разными техническими характеристиками. Все ленты, при помощи которых транспортируется различное сырье, изготовлены из высокопрочных и износостойких материалов, поэтому они надежны и долговечны. Мы предлагаем гарантию на каждый свой ленточный конвейер для промышленного предприятия, где транспортируется сырье.
Преимущества наших конвейеров
Помимо оборудования для транспортировки зерна, мы занимаемся продажей норий, элеваторов и другого оборудования, необходимого для комфортного и правильного содержания зернохранилищ и крупоцехов. Купить ленточный конвейер в Минске и необходимые вещи для своего производства можно, позвонив по телефонам, расположенным в разделе «Обратная связь».
|
Ленточный конвейер: классификация и принцип работы
Поговорим о том, как происходит транспортировка зерна по ленточному конвейеру. Для начала определимся с тем, из каких узлов состоит устройство непрерывного действия. Главная задача транспортера — перенос сыпучих материалов наподобие комбикормов из одной точки производственной линии на другую. Без них не обходится работа элеваторов, предназначенных для сортировки, сушки и хранения сельскохозяйственного сырья.
Сфера применения
Транспортеры нужны для механизации перемещения грузов. Например, зерно с помощью устройства может попасть с линии разгрузки в норию. Это займет не более 3-5 минут. Конвейер способен подавать сыпучие материалы непрерывным потоком или дозированно. Последний вариант используют на сборочных линиях. Типичные сферы применения:
- Перемещение грузов в логистических комплексах и по территории складов.
- Отправка сырья по технологическим участкам производственных линий
- Подача семян и зерен с разгрузочного терминала на другие участки элеватора.
Производители ленточных конвейеров используют в своей работе государственные стандарты. Иначе контролирующие органы не допустят оборудование на рынок. Основные нормативы — ГОСТ EN 620-2012, ГОСТ 22645-77 и ГОСТ 25722-83.
Устройство
Из каких узлов состоит транспортер
Хотя в России полно конвейеров, но все модификации состоят из основных узлов. Потому что принцип работы идентичен. Главным элементом можно назвать транспортировочную ленту. Ее изготавливают из прорезиненной ткани с износостойким пластиком в составе. Вот из чего собирают транспортеры:
- несущая рама;
- электромотор;
- лента;
- натяжной барабан;
- ведущий барабан;
- опорные валы.
За координацию работы отвечает система управления. В старых моделях она была электрической, а сейчас производители все чаще внедряют электронные блоки. Первым делом при монтаже на опорную поверхность сборщики устанавливают несущую раму. Сверху расположены ведущие валы, по ним перемещается лента. Транспортер «тянет» приводной барабан, а его работу регулирует электрический двигатель или мотор-редуктор. Порой систему дополняют ременные и цепные передачи, особенно когда в конвейере несколько параллельных лент.
По краям транспортера есть бортики. Они не позволяют зерну упасть с ленты и рассыпаться. Иногда эти бортики (рифленые) крепят прямо на ленту. Гладкие транспортеры применяют для «доставки» штучных товаров. Переработка зерна требует другого подхода. Благодаря установке ребер, по конвейеру можно перемещать сыпучие материалы под наклоном до 45°.
Принцип работы
Принцип действия
В работе ленточного конвейера нет ничего сложного. Сначала натяжной барабан усиливает натяжение транспортерной ленты и обеспечивает сцепление с ведущим барабаном. Зерно из бункера высыпается на полотно и движется в заданном направлении. При этом сыпучие материалы можно поднимать вверх или опускать вниз. Все зависит от производственных нужд. Большие перерабатывающие комплексы требуют установки конвейеров с высокой производительностью. Она зависит от следующих факторов:
- мощность электрического двигателя;
- скорость перемещения ленты;
- размеры транспортера;
- угол уклона.
Средняя пропускная способность устройства составляет 3-45 м³/ч, а мощность мотора колеблется в пределах от 0,75 до 3 кВт.
Геометрическая схема
Схема конвейера
Построением чертежей занимаются проектировщики и конструкторы. В их задачи входит создание единой схемы ленточного конвейера со всеми узлами. При этом в рабочую документацию записывают размеры и сечения, выполняют разбивку конструкции по разным осям.
При создании схемы важно учесть особенности привода и узла натяжения. Статическое и кинематическое расположение элементов позволяет рассчитать габариты оборудования и его производительность. Это важно для мелких производств с недостатком площадей.
Виды
Классификация конвейеров
Конвейеры облегчают задачи производственникам на протяжении более 100 лет. Первое устройство появилось в США. Это произошло в 1882 году. С тех пор технологии дошли до высокого уровня развития. Изготовление новых материалов позволяет продлить «жизнь» транспортировочному полотну и многократно увеличить производительность, уменьшить силу трения. Вот какие конвейеры бывают:
- Прямые. Самая простая и эффективная конструкция. Раму устанавливают горизонтально или под небольшим углом. Максимальная длина ленты — 10 метров.
- Телескопические. Ключевая особенность — возможность менять длину в зависимости от потребностей. Секции хранятся в корпусе. Их легко выдвигать наружу.
- Поворотные. Самые сложные конструкции. Лента не движется, а изгибается в нужном направлении. Так материалы поступают на сборочную линию. Не для зерна.
- Наклонные. Схожи с прямыми, только имеют значительный угол наклона. Это позволяет поднимать или опускать сыпучие материалы. Например, от сушилки к нории.
- Желобчатые. Конструктивная особенность — ролики с вогнутым профилем, соединенные в V-образную пару. Сфера применения — химическая и пищевая промышленность.
Существуют ленточные конвейеры смешанных типов. Подобные транспортирующие устройства сочетают в себе достоинства разных видов, но имеют и недостатки. Транспортеры нужны для переноса зерна и семян между участками элеватора. По конвейерам сыпучие материалы перемещаются из стальных зернохранилищ в сушильные и рабочие башни, на участки загрузки транспорта.
Популярные категории:
- Оборудование
Все категории
Конструктивные особенности ленточных конвейеров с пространственной трассой для транспортирования сыпучих материалов
В.И. Галкин, докт. техн. наук, проф. кафедры ГОТиМ НИТУ «МИСиС»
Характерной особенностью проектирования и эксплуатации конвейерных систем является доставка полезного ископаемого на значительные расстояния – 20 км и более в одном ставе, без перегрузочных пунктов. При этом ленточным конвейерам приходится преодолевать естественные преграды, что приводит к изгибам их трассы в вертикальной и горизонтальной плоскости, т.е. преодолевать пространственную трассу. Это стало возможным благодаря применению ленточных конвейеров, способных изгибаться в вертикальной и горизонтальной плоскости (рис. 1) [1].
В этом случае необходимо уметь определять конструктивные параметры криволинейных, горизонтальных участков трассы конвейера, обеспечивающих устойчивое движение ленты и исключающих её боковой сход на этих участках. При этом важную роль играют не только конструктивные параметры конвейера, но и тип конвейерной ленты – отвечающий заданным условиям эксплуатации и обладающей необходимой поперечной изгибной прочностью, низким коэффициентом сопротивления движению по поддерживающим роликам, наименьшим весом и минимальным удлинением, а также длительным сроком службы при минимальных эксплуатационных затратах.
Первый ленточный конвейер длиной 704,0 м, имеющий один горизонтальный криволинейный участок трассы, был смонтирован в Щвейцарии в 1971 г. на предприятии «Holderbank Rekingen, Schweiz» и транспортировал известняк. Производительность конвейера составляла 500 т/ч, при ширине конвейерной ленты – 800 мм, которая двигалась со скоростью 2,4 м/с. Радиус криволинейного участка трассы был – 1400 м, а его длина составляла – 604 м, т. е. 80,0% от длины всего конвейера [2].
Рис. 1 Ленточный конвейер фирмы «BEUMER», Германия, установленный в провинции Сычуань, Китай, длиной 14,468 км, транспортирующий известняк. Имеет 8 горизонтальных участков, с радиусами кривизны от 1000,0 до 5000,0 м
По данным американской фирмы «Conveyor Dynamics,Inc.», к настоящему времени во многих отраслях промышленности (горная, строительные материалы, химическая) эксплуатируются более 50 ленточных конвейеров с пространственными криволинейными трассами [3].
Так, например, ленточный конвейер, установленный в ЮАР по проекту «Impumelelo Project», длиной 26,8 км, транспортирующий уголь с производительностью 1920,0 т/ч, имеет 4 горизонтальных криволинейных участка с радиусами кривизны: 4600, 4600, 6000 и 10 200 м. Кроме того, конвейер имеет некоторые характерные особенности касающиеся роликоопор, поддерживающих ленту. Конструкцией става предусмотрено изменение расстояния между роликоопорами в зависимости от длины конвейера и натяжения в ленте.
На грузовой ветви расстояние между роликоопорами варьируется от 4 до 5 м, а на порожней ветви от 8,25 до 9,75 м. Боковые ролики трёхроликовой опоры, поддерживающие грузовую ветвь – установлены на прямолинейных участках под углом 35°, а на криволинейных с углом наклона 45°.
Боковые ролики порожней ветви ленты конвейера на всех участках его трассы установлены с углом наклона 30°[4].
К конструктивным параметрам горизонтальных криволинейных участков таких ленточных конвейеров можно отнести: расчётный радиус кривизны, расчётный угол наклона роликоопоры грузовой ветви; геометрические параметры роликов, поддерживающих грузовую ветвь конвейера, промежуточные приводы по трассе конвейера.
Исследованиям поведения конвейерной ленты при прохождении горизонтальных криволинейных участков трассы конвейера были посвящены многие работы [5–9], в которых в основном рассматривался силовой баланс между результирующей силой, возникающей от натяжений в ленте на криволинейном участке и приводящей к смещению ленты (децентрированию) к центру радиуса кривизны, и составляющих от сил, возникающих в результате весовых нагрузок – веса груза, ленты и вращающихся роликоопор, спроецированных на поверхности поддерживающих роликов. При определении допускаемого радиуса кривизны необходимо обеспечить устойчивость движения ленты и исключить её боковой сход при наиболее опасном режиме работы конвейера – отсутствии груза на криволинейном участке его верхней ветви, с учётом выводов и результатов работы [10].
С учётом работы [10] величину допустимого радиуса кривизны , м, можно определить по формуле
R=(S*lp) / (Sб*H), (1)
где – S натяжение в ленте конвейера в точке её набегания на рассматриваемый криволинейный участок трассы, H;
lp– расстояние между роликоопорами на грузовой ветви горизонтального криволинейного участка конвейера, м;
Sб– проекция распределенной нагрузки от натяжения ленты S на образующие поддерживающих роликов, т.е. на направление возможного бокового смещения ленты, H;
B – ширина конвейерной ленты, м.
Конструктивной особенностью мощных ленточных конвейеров является применение на грузовой ветви трёхроликовых опор с укороченным средним роликом. Применение таких роликоопор, и особенно на конвейерах с криволинейной трассой подробно описано в работе [11]. При этом соотношение длины среднего ролика – lср к длине бокового lб– Θ, находится в пределах от 0,43 до 0,7.
Кроме того, в работе [12] были получены зависимости для определения оптимального соотношения между длиной среднего и бокового роликов Θ, при котором достигается выравнивание нагрузок на подшипники этих роликов.
Так, например, для конвейера с лентами шириной B= 1600–2000 мм и насыпных грузов с углами откоса груза в движении φ=150÷200 – рациональная длина среднего ролика колеблется в пределах 450–550 мм, длина боковых роликов в пределах 800–850 мм, а рациональный угол наклона боковых роликов составляет β=410÷430.
При этом было установлено, что составляющая сопротивления движению ленты от деформирования груза и ленты при их движении по роликоопорам с укороченным средним роликом в среднем на 5% меньше, чем на 3-х роликовой опоре с роликами равной длины. Образующийся при этом глубокий желоб лучше центрирует ленту. Таким образом, применение роликоопор с укороченным средним роликом дает больше плюсов, которые приводят к увеличению их срока службы.
Германская фирма «RULMECA» выпускает линейку таких роликоопор для лент шириной 1200–2400 мм (табл. 1) [13].
Таблица 1 Длины роликов линейных секций ленточного конвейера, для различных типов роликоопор грузовой ветви фирмы «RULMECA»
Роликоопоры, поддерживающие ленту на горизонтальном, криволинейном участке трассы, имеют особенности конструктивного исполнения – заключающегося в их установке под углом к горизонтали γ, рис. 2.
Рис. 2 Конструктивная схема роликоопоры грузовой ветви для криволинейного участка в плане трассы ленточного конвейера
Допустимый радиус кривизны в плане осевой линии трассы ленточного конвейера определяется прежде всего устойчивым движением ленты (исключение её бокового схода) для случая загрузки конвейера по всей его длине, когда на криволинейном участке возникают максимально возможные натяжения в ленте.
На криволинейном горизонтальном участке трассы конвейера возникает центростремительная сила Ft, перемещающая ленту с грузом к центру радиуса кривизны. Вес ленты и транспортируемого груза создает уравновешивающую силу, противодействующую силе Ft, приводящей к децентрированию ленты.
Задача состоит в том, чтобы выбрать фиксированный угол наклона роликоопоры γ, который при определенных условиях эксплуатации приведёт к перемещению ленты к центру кривизны, а при других условиях – в противоположном направлении. При этом конвейерная лента и транспортируемый материал будут оставаться на роликоопоре конвейера.
Угол наклона роликоопоры на криволинейном участке γ– это угол, при котором роликоопора грузовой ветви поднята выше на внутренней стороне криволинейного участка по отношению к внешней стороне.
В случаях когда необходимо уменьшить радиус кривизны, применяются специальные конструктивные решения роликоопор, устанавливаемых на горизонтальных, криволинейных участках.
Например, в работе [14] представлен конвейер длиной 2348 м., смонтированный фирмой «Italcementi Group» на заводе «Nazareth» в штате Пенсильвания, США. На верхней ветви конвейер транспортирует известняк из карьера до завода с производительность 907 т/ч. После его обжига в печи – горячий клинкер (температура +150 °С) грузится на порожнюю ветвь и транспортируется обратно с производительностью 363 т/ч. На половине длины конвейера он выгружается с ленты с помощью плужкового сбрасывателя.
Конвейер имеет 9 горизонтальных криволинейных участков, семь из которых имеют малые радиусы кривизны – всего 400 м – за счёт установки на криволинейных участках четвертого ограничительного ролика (рис. 3).
Рис. 3 Ленточный конвейер фирмы «Italcementi Group» на заводе «Nazareth» в штате «Пенсильвания», США, с радиусом кривизны 400 м
Из рис. 3 видно, что роликоопоры криволинейного, горизонтального участка трассы конвейера состоят из 4-роликовой опоры, при этом четвёртый – ограничительный ролик – установлен вертикально, на стороне конвейера, расположенной ближе к центру радиуса кривизны. Отмечается, что применение таких роликов приводит к интенсивному износу бортов ленты.
Подобное конструктивное решение используется и на ленточных конвейерах германской фирмы «BEUMER», но с некоторыми конструктивными усовершенствованиями, а именно – установкой дополнительных ограничительных горизонтальных роликов, располагаемых над вертикальными роликами (рис. 4) [15].
Рис. 4 Криволинейный участок ленточного конвейера фирмы «BEUMER», Германия, с радиусом кривизны 1000 м, установленный в провинции Сычуань, Китай
При эксплуатации ленточных конвейеров в подземных условиях, особенно при проходке туннелей, стремятся к максимальному уменьшению радиуса кривизны проходимых выработок, а следовательно и радиусов кривизны конвейеров. Так, например, американская фирма «Robbins» запатентовала и изготавливает специальные ролики, ограничивающие сход конвейерной ленты, устанавливаемые на криволинейных участках и обеспечивающие горизонтальный радиус кривизны 300 м [16].
На рис. 5, а представлен конвейер с углом поворота 90є, установленный в туннеле при проходке метро, а на рис. 5, б – конструкция запатентованного ролика.
а – криволинейный конвейер фирмы «Robbins», установленный при проходке туннеля метро;
б – конструкция запатентованного ролика
Рис. 5
На практике для уменьшения радиуса кривизны горизонтального криволинейного участка используют установку промежуточного привода (типа ложный сброс) на прямолинейном участке трассы конвейера недалеко от начала сопряжения его с криволинейным участком трассы. Установка такого привода дает уменьшение натяжения в ленте на сбегающей её ветви в раз и, следовательно, к уменьшению радиуса криволинейного участка трассы. У конвейеров, имеющих большую длину и несколько криволинейных участков – обычно устанавливают несколько таких промежуточных приводов.
ВЫВОДЫ
На основании анализа данных технической литературы, а также с учётом изложенных в статье материалов можно сделать следующие практические выводы:
1. Величина допустимого радиуса кривизны горизонтального участка трассы R не зависит от геометрических параметров роликоопоры, но зависит от угла её наклона, усилия натяжения в ленте S в точке её входа на криволинейный участок трассы конвейера, расстояния между роликоопорами грузовой ветви конвейера l’p и проекции распределенной нагрузки от натяжения ленты S на образующие поддерживающих роликов Sб.
2. При одних и тех же условиях эксплуатации конвейера величина радиуса кривизны R определяется допустимой величиной угла наклона роликоопоры γ, которая должна быть такой, чтобы не происходила потеря устойчивости формы ленты (например, выпучивание ленты на среднем ролике под действием поперечных сжимающих сил), а также сход ленты с грузом на внешнюю сторону кривой.
3. Для уменьшения величины радиуса кривизны горизонтального участка трассы R в местах начала криволинейных участков трассы возможна установка промежуточных приводов, которые приводят к уменьшению натяжения в ленте на сбегающей её ветви в eμa раз и, следовательно, к уменьшению радиуса криволинейного участка трассы.
4. Для уменьшения радиуса кривизны горизонтального участка трассы, а также для предотвращения схода ленты – рекомендуется применение специальных конструктивных решений для роликоопор устанавливаемых на этих участках.
Для этого применяют специальные 4-роликовые опоры и дополнительно к ним ещё горизонтальный – ограничительный ролик, а также роликоопоры с глубоким жёлобом и с укороченным средним роликом, а также используют установку промежуточного привода (типа ложный сброс), на прямолинейном участке трассы конвейера, недалеко от начала сопряжения его с криволинейным участком трассы.
ИНФОРМАЦИОННЫЕ ИСТОЧНИКИ:
1. Belt Conveyor 12.5 km in Sichuan/China https://www. beumergroup.com/ru/produkty/
transportirovochnaja-tekhnika.
2. Grimmer K. J., Beumer B. Ausleng und Betrieb kurvengangiger Forderander mit normalen
Forderduten. Forden und Heben 22 (1972), № 3, pp. 107–112 and № 4, pp. 174 – 178.
3. http://conveyor-dynamics.com/index.php/experience/projects/
4. Michael Thompson and Andrew Jennings «Impumelelo coal mine is home to the world’s longest belt
conveyor», 14 October, 2016 pp. 14 — 35 www.miningengineeringmagazine.com
5. Grimmer K. J., Beumer B. Ausleng und Betrieb kurvengangiger Forderander mit normalen
Forderduten. Forden und Heben 22 (1972), № 3, pp. 107-112 and № 4, pp. 174 – 178.
6.Kessler F. Untersuchung der Furugskrafte quer zur Gurtlaufrichtung bei Gurtforderern mit
Horizontalkurven. Dissertation 1986, Montanuniversitat Leoben.
7. Grimmer K., Kessler F. Spezielle Betrachtungen zur Gurtlaufrichtung bei Gurtforderern mit
Horizontalkurven. Teil I: Anmerkungen zum herkommlichen Berechnungsverfahren. Berg und
Hutterenmannishe Monatshefte, 132 (1987), №2, pp. 27-32.
8. Grimmer K. J., Kessler F. Spezielle Betrachtungen zur Gurtlaufrichtung bei Gurtforderern mit
Horizontalkurven. Teil II: Verbeserung des herkommlichen Berechnungsverfahren. Berg und
Hutterenmannishe Monatshefte, 132 (1987), №6, pp. 206-2011
9. Grabner K., Grimmer K. J., Kessler F. Investigation into normal forses between belt fnd idlers
at critical locations on the belt – conveyor track. Bulk Solids Handling, 13 (1993), № 4, pp. 727-734.
10. Запенин И.В. Ленточные конвейеры с криволинейной в плане трассой / В кн.: Теория
и расчет ленточных конвейеров // Л.Г. Шахмейстер, В.Г. Дмитриев. М.: Машиностроение,
1978, с. 296-305.
11. Галкин В.И., Шешко Е.Е. Ленточные конвейеры на современном этапе развития горной
техники. // Горный журнал. – 2017. – № 9. – С.85–89.
12. Галкин В.И., Шоджаатолхосейни С.А. Установление рациональной геометрической
формы роликоопор линейных секций мощных ленточных конвейеров. // Горное оборудование
и электромеханика. – 2009. – № 3. – С.54–56.
13. http://www.rulmeca-germany.com/contenuti/herunterladen/Rollen/Katalog.pdf
14. Jennings A, Perrone P., Cornet J. Case study: correcting control problems on Essroc’s multidrive
station, horizontally curved conveyor. 472, 2013 Transactions Vol. 334, 476 Societe for mining,
metallurgy, and exploration.
15. https://www.beumergroup.com/en/products/conveying-technology/belt-conveyor
16. Dean Workman, Dan Martz, Stuart Lipofsky. A Novel Continuous Conveyor System and its Role
in Record-Setting Rates at the Indianapolis Deep Rock Tunnel Connector. http://35r8vq1qfmha1cecht1675qy.
wpengine.netdna-cdn.com/wp-content/uploads/2017/04/2_DigIndyConveyors_WTC2-16.pdf
Ключевые слова: ленточный конвейер, пространственная трасса, криволинейный участок, радиус кривизны, роликоопора, лента, промежуточный привод
Журнал «Горная Промышленность» №1 (137) 2018, стр.84–86
Как работают конвейерные ленты?
Конвейерная система систематически перемещает и транспортирует материалы, как правило, в промышленной или контролируемой среде. Конвейерные ленты — это проверенное временем средство энергосбережения, предназначенное для повышения эффективности. Давайте посмотрим, как работают конвейерные ленты и почему они выдержали испытание временем.
Как работает конвейерная лента
Конвейерная лента работает с использованием двух моторизованных шкивов, которые вращаются по длинному отрезку толстого прочного материала. Когда двигатели в шкивах работают с одинаковой скоростью и вращаются в одном направлении, ремень перемещается между ними.
Если объекты особенно тяжелые или громоздкие — или если конвейерная лента перемещает их на большое расстояние или в течение длительного времени — ролики могут быть размещены по бокам конвейерной ленты для поддержки.
Детали системы ленточных конвейеров
Хотя существует множество типов конвейерных систем, все они служат одной цели — транспортировке материалов. Для некоторых продуктов может потребоваться система без ремня, использующая только ролики или колеса для гибкого перемещения. Однако многие конвейерные системы полагаются на раму с ремнем и возможными опорными роликами для эффективной транспортировки материалов и продуктов.
Все конвейерные системы состоят из трех основных компонентов — алюминиевого профиля, приводного блока и конечного блока.
В системе конвейерной ленты алюминиевый профиль состоит из рамы, ленты и любых опор. Системы, в которых используется ремень, обычно приводятся в действие двигателем, хотя конвейерные системы также могут использовать силу тяжести или ручное усилие для работы. Моторизованные конвейерные ленты идеально подходят для промышленного использования, поскольку они более надежны и эффективны — приводным узлом для таких систем будет кронштейн двигателя, электрический привод и любые опорные подшипники.
Крайний узел конвейерной ленты обычно включает любые шкивы и зажимные ремни. Дополнительные стойки или боковые направляющие могут быть необходимы для определенных вариантов или функций, поэтому при выборе этих дополнительных надстроек учитывайте потребности вашей отрасли. Части и функции новой конвейерной системы могут включать:
- Рама: Каркас системы удерживает вместе все движущиеся части для безопасной и надежной работы.
- Ремень: длинный отрезок толстого прочного материала, по которому материалы транспортируются из одного места в другое.
- Опора конвейерной ленты: ролики помогают ленте оставаться на курсе и быстро поддерживать движение. Ролики удерживают предметы на месте и предотвращают провисание ремня.
- Привод: двигатели могут использовать редукторы с переменной или постоянной скоростью для привода конвейерной ленты. Эффективный приводной блок должен постоянно помогать ленте в непрерывном движении, плавном реверсировании и многократном изменении направления.
- Шкивы: Конвейерная лента должна проходить через два или более стратегически расположенных шкива. Шкив управляет движением ремня и выполняет важные функции, такие как приведение в движение, перенаправление, вращение, натяжение и отслеживание ремня.
- Зажимные хомуты: Зажимные хомуты используются на различных машинах для фиксации приспособлений и рабочих компонентов.
- Дополнительные модули: Большинство дополнительных деталей устанавливаются для дальнейшего усиления. В то время как ролики поддерживают ленту внутри системы, стойки и боковые направляющие поддерживают внешнюю раму.
Конвейерные ленты могут быть изготовлены из различных материалов, включая резину, металл, кожу, ткань и пластик. Учитывайте условия, в которых будет работать ваша система, чтобы убедиться, что материал конвейерной ленты имеет подходящую толщину и прочность.
youtube.com/embed/QjuFau_FJ2c» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Функции конвейерной ленты
Как обычно используется конвейерная лента? Функция конвейерной ленты заключается в перемещении объектов из точки А в точку Б с минимальными усилиями. Скорость, направление, кривизна и размер конвейерной ленты варьируются в зависимости от потребностей пользователя. В некоторых отраслях конвейерная лента перемещает продукты через производственную или упаковочную линию и обратно.
Конвейерные ленты обычно делятся на две категории: легкие и тяжелые.
Легкие ремни предназначены для удовлетворения различных требований по обработке материалов в различных отраслях промышленности. Легкая ременная система имеет рабочее натяжение менее 160 фунтов на дюйм ширины. Четыре основных типа конвейерных лент для легких грузов:
- Твердый пластик
- Нетканый материал
- Покрытие из термопластика
- Легкая резина
Основные отрасли, в которых используются легкие ремни, включают:
- Пищевая промышленность
- Обработка упаковок
- Фармацевтика
- Изделия из бумаги
Для тяжелых условий эксплуатации используйте тяжелые конвейерные ленты с натяжением не менее 160 фунтов на дюйм ширины. Ременная система для тяжелых условий эксплуатации используется в тех случаях, когда требуется непрерывное перемещение громоздких и тяжелых материалов. Ремень часто покрывают тефлоном, чтобы выдерживать высокие температуры.
Основные отрасли, в которых используются тяжеловесные ремни, включают:
- Горнодобывающая промышленность
- Производство
- Отходы/переработка
- Высокотемпературная обработка пищевых продуктов
Применение конвейерной ленты
Легкие и тяжелые ремни имеют множество применений и применений в различных условиях и отраслях. Независимо от того, нужны ли вам ленты для легких или тяжелых условий эксплуатации, системы конвейерных лент отличаются своей способностью влиять на эффективность, производительность и трудозатраты.
Использование конвейерной ленты
Конвейерная система имеет широкий спектр применения, например:
- Быстрая и надежная транспортировка большого количества материала
- Штабелируемые материалы в конце транспортной линии
- Оптимизация процесса доставки чего-либо из пункта А в пункт Б
- Перемещайте изделие вертикально или горизонтально с высокой степенью гибкости
Преимущества использования ленточных конвейеров:
- Сокращение трудозатрат при значительном повышении производительности и эффективности использования времени
- Защита рабочих от любых травм, вызванных переноской тяжестей
- Защитите изделие от повреждений во время транспортировки
- Простая передача продукта по другому маршруту
- Наслаждайтесь относительно простым обслуживанием этой прочной и долговечной системы
Конвейерные ленты
Конвейерные системы используются во многих отраслях, включая авиаперевозки, горнодобывающую промышленность, производство, фармацевтику, пищевую промышленность и многое другое.
В аэропорту ленточный конвейер — лучший способ эффективно обрабатывать, сортировать, загружать и выгружать пассажирский багаж. Багажная карусель — это практическое использование промышленных конвейерных лент, с которыми сталкивается большинство людей в жизни: багаж загружается на ленту в безопасном месте, а затем быстро доставляется к терминалу, к которому есть доступ у пассажиров. Ремень непрерывно проходит через зону погрузки и возвращается обратно в зону выдачи багажа для эффективной доставки.
Для фармацевтической промышленности системы конвейерных лент транспортируют картонные коробки или тарелки, наполненные медицинскими препаратами, до и после упаковки и распределения. В обрабатывающей промышленности и горнодобывающей промышленности огромное количество материала транспортируется через туннели, по дорогам и вверх по крутым склонам на конвейерных лентах. Для ленточных конвейеров в этих отраслях необходимы прочный ленточный материал и правильное использование опорных роликов.
В пищевой промышленности продукты проходят свой жизненный цикл на конвейерной ленте. Продукты можно намазывать, штамповать, скручивать, глазировать, жарить, нарезать ломтиками и измельчать — и все это во время прокатки по ленте. Подумайте о часах рабочей силы, которые в противном случае были бы потрачены на доставку каждого продукта через каждую часть этого процесса. С помощью конвейерных лент товары перемещаются от начала до конца в больших количествах, сохраняя неизменно высокое качество.
Каждая отрасль имеет свои собственные спецификации и требования к используемому типу конвейерной ленты. От верфей и электростанций до пекарен и заводов по производству мороженого ленточный конвейер является незаменимым помощником благодаря своей простоте и надежности.
Обратитесь в SEMCOR за изготовлением конвейерной ленты на заказ
Если вам нужна новая конвейерная лента или услуги по техническому обслуживанию ленты, SEMCOR может вам помочь. Предлагая все, от индивидуальных консультаций и изготовления конвейерных лент до установки и ремонта, мы можем поддержать ваши приложения конвейерных лент с помощью правильных материалов и опыта, которые вам нужны, чтобы двигаться — и продолжать двигаться!
Мы знаем, что когда что-то идет не так, вам нужно быстрое решение, которому вы можете доверять. Вы можете связаться с нами 24 часа в сутки, семь дней в неделю для любых чрезвычайных ситуаций с конвейерной лентой.
Есть вопросы? Свяжитесь с вашим представителем SEMCOR сегодня, чтобы узнать больше.
Общие сведения о конвейерных системах. Типы, области применения и соображения
Конвейерные системы представляют собой механические устройства или узлы, которые транспортируют материал с минимальными усилиями. Хотя существует множество различных типов конвейерных систем, они обычно состоят из рамы, поддерживающей ролики, колеса или ленту, по которой материалы перемещаются из одного места в другое. Они могут приводиться в действие двигателем, гравитацией или вручную. Эти системы погрузочно-разгрузочных работ бывают разных видов, чтобы соответствовать различным продуктам или материалам, которые необходимо транспортировать.
Важные технические характеристики конвейерных систем
Допустимая нагрузка на единицу длины
Производители будут предлагать этот атрибут в тех случаях, когда конвейер будет иметь нестандартную длину, чтобы пользователи могли определять пределы нагрузки.
Максимальная грузоподъемность
Связано с грузоподъемностью на единицу длины, это значение может быть указано для конвейеров фиксированной длины, специально изготовленных. Это также может быть известно как скорость потока.
Скорость системы конвейерной ленты/номинальная скорость
Ленточные конвейеры
обычно оцениваются по скорости ленты в футах в минуту. в то время как роликовые конвейеры с приводом описывали линейную скорость в аналогичных единицах для упаковки, коробки и т. д., движущихся по приводным роликам. Номинальная скорость также относится к пластинчатым/пластинчатым конвейерам, а также к скребковым/цепным/буксирующим конвейерам.
Пропускная способность
Пропускная способность измеряет пропускную способность конвейеров, которые работают с порошкообразными материалами и аналогичными сыпучими продуктами. Его часто задают как объем в единицу времени, например, как кубический фут в минуту. Этот атрибут применяется к ковшовым, пневматическим/вакуумным, винтовым, вибрационным и конвейерам с шагающей балкой.
Конфигурация кадра
Конфигурация рамы относится к форме рамы конвейера. Рамки могут быть прямыми, изогнутыми, z-образными или иметь другую форму.
Расположение привода
Приводы могут располагаться в разных местах конвейерных систем. Головной или концевой привод находится на разгрузочной стороне конвейера и является наиболее распространенным типом. Центральные приводы не всегда находятся в фактическом центре конвейера, а где-то по его длине и монтируются под системой. Они используются для изменения направления конвейера.
Типы конвейеров
- Ремень
- Ролик
- Приводной ролик
- Планка/фартук
- Передача мяча
- Магнитный
- Ведро
- Желоб
- Буксировка/цепь/буксировка
- Накладные расходы
- Пневматический/вакуумный
- Шнек/шнек
- Вертикальный
- Вибрационный
- Беговая балка
- Колесо
Ремень
Ленточные конвейеры
— это системы обработки материалов, в которых для транспортировки продуктов или материалов используются непрерывные ленты. Ремень натягивается в виде бесконечной петли между двумя концевыми шкивами. Обычно один или оба конца имеют валик внизу. Конвейерная лента поддерживается либо металлическим скользящим поддоном для легких нагрузок, когда к ленте не будет прилагаться трение, вызывающее сопротивление, либо на роликах. Мощность обеспечивается двигателями, в которых используются редукторы переменной или постоянной скорости.
Сами ремни могут быть изготовлены из множества материалов, которые должны соответствовать условиям, в которых будет эксплуатироваться ремень. Обычные материалы для конвейерных лент включают резину, пластик, кожу, ткань и металл. Транспортировка более тяжелого груза означает, что требуется более толстая и прочная конструкция конвейерной ленты. Ленточные конвейеры обычно приводятся в действие и могут работать на различных скоростях в зависимости от требуемой пропускной способности. Конвейеры могут работать как горизонтально, так и наклонно. Ленточные конвейеры могут быть желобными для сыпучих или крупных материалов.
Роликовые конвейерные системы
Роликовые конвейеры
используют параллельные ролики, установленные в рамах, для транспортировки продукта под действием силы тяжести или вручную. Основные характеристики включают диаметр ролика и центральные размеры оси. Роликовые конвейеры используются в основном в приложениях по обработке материалов, таких как погрузочные доки, для обработки багажа или на сборочных линиях среди многих других. Ролики не приводятся в действие и используют гравитацию, если они наклонены, для перемещения продукта или вручную, если они установлены горизонтально. Конвейеры могут быть прямыми или изогнутыми в зависимости от области применения и доступной площади.
Приводной ролик
Роликовые конвейеры с приводом
используют приводные ролики, установленные в рамах, для транспортировки продуктов. Ключевые характеристики включают тип привода, диаметр и материал ролика, а также размер центра оси. Роликовые конвейеры с механическим приводом используются в основном для погрузочно-разгрузочных работ, требующих механизированной транспортировки продукта. Различные типы привода включают ремни, цепи/звездочки и моторизованные ролики. Некоторые из применений роликовых конвейеров с приводом — обработка пищевых продуктов, производство стали и упаковка.
Пластинчатый ленточный конвейер/фартук
Пластинчатые/пластинчатые конвейеры
используют планки или пластины из стали, дерева или других материалов, которые обычно устанавливаются на роликовых цепях для транспортировки продукта. Планки не сцеплены и не перекрываются. Пластинчатые/пластинчатые конвейеры в основном используются в погрузочно-разгрузочных работах для перемещения больших и тяжелых предметов, включая ящики, бочки или поддоны, в условиях тяжелой промышленности, например, на литейных и сталелитейных заводах. Использование планок в тяжелых условиях эксплуатации продлевает срок службы конвейера по сравнению с другими типами конвейеров, в которых используются ленты, которые быстрее изнашиваются при воздействии больших нагрузок. Эти конвейерные системы обычно приводятся в действие и бывают разных размеров и грузоподъемности.
Конвейер для передачи шариков
В столах или конвейерах с шариками
используется ряд навесных шариковых роликов, позволяющих осуществлять разнонаправленную транспортировку продукта без привода. Основные характеристики включают материал и размер мяча. Транспортировочные конвейеры с шариками используются в приложениях по обработке материалов, таких как сборочные линии и упаковочные линии, среди прочего. При расположении на пересечении нескольких конвейерных линий они используются для передачи продуктов с одной линии на другую и часто используются в системах сортировки. Доступны различные размеры и грузоподъемность. Конвейеры для переноса шариков не приводятся в действие и полагаются на внешние силы для перемещения продукта по конвейеру.
Магнитный
Магнитные конвейеры
используют движущиеся магниты, установленные под стационарными плитами, столами или другими видами немагнитных ползунков, для перемещения магнитных (черных) материалов, часто в виде обрезков. Магнитные конвейеры обычно используются в качестве конвейеров для удаления стружки из обрабатывающих центров. Системы можно настроить для использования горизонтального движения, вертикального движения или их комбинации. Они могут быть без ремня или могут использовать конвейерную ленту вместо скользящей платформы. Под конвейерной лентой рельс с электромагнитом используется для притягивания черных металлов к ленте. Из-за магнитного притяжения продукта к конвейеру эти системы также можно использовать в перевернутом виде.
Ведро
Ковшовые конвейеры или ковшовые элеваторы используют многосторонние контейнеры, прикрепленные к тросам, ремням или цепям для транспортировки продуктов или материалов. Контейнеры остаются в вертикальном положении вдоль системы и наклоняются для высвобождения материала. Ковшовые конвейеры используются в таких приложениях, как детали, сыпучие материалы или обработка и обработка пищевых продуктов. Транспортируемый материал может быть в жидкой форме или в сухом виде, например шлам, песок, навоз, сахар и зерно. Системы могут использоваться горизонтально или могут быть наклонными или вертикальными для изменения уровня доставляемых продуктов. Доступны различные размеры и грузоподъемность в зависимости от области применения.
Желоб
Лотковые или желобные конвейеры
— это системы погрузочно-разгрузочных работ, в которых используется гравитация для перемещения продукта по гладким поверхностям с одного уровня на другой. Ключевые характеристики включают материал желоба и физические размеры, такие как длина и ширина желоба. Лотковые конвейеры используются для обработки металлолома, упаковки, почтовых отправлений или почты и т. д. Лотки имеют низкий коэффициент динамического трения, что позволяет продукту или материалу легко скользить, и могут быть прямыми или изогнутыми в зависимости от потребностей. приложения.
Цепной/буксирный/скребковый конвейер
Скребковые/цепные/буксировочные конвейеры используют механические устройства, прикрепленные к движущимся элементам, обычно цепи или тросы, для перетаскивания или буксировки продуктов. Скребковые конвейеры используются для перемещения сыпучих материалов в бункерах, скребках или других приспособлениях и могут иметь несколько точек разгрузки или загрузки. Трубчатые скребковые конвейеры используют полностью закрытую систему цепей для транспортировки продукта в любом направлении. Цепные конвейеры используют цепь или несколько цепей для перемещения поддонов или других продуктов, которые трудно транспортировать. Буксирные конвейеры используют буксирный трос, такой как тросы или цепи, обычно в полу или прямо над ним, для буксировки продукта напрямую или для буксировки колесных тележек или тележек.
Накладные расходы
Подвесные конвейеры
монтируются на потолке, в котором используются тележки или держатели, перемещаемые с помощью цепей, тросов или подобных соединений. Подвесные конвейеры в основном используются в приложениях по обработке материалов, где продукт необходимо подвешивать, например, на линиях химической чистки одежды, линиях покраски или системах обработки деталей, а также для охлаждения и отверждения. Доступны различные типы конфигураций подвесных конвейерных систем, включая электрические гусеницы, монорельсы, тележки, а также наклонные или наклонные. В зависимости от применения, грузоподъемность может быть критической. Большинство систем подвесных конвейеров управляются и управляются, в то время как другие представляют собой ленточные конвейеры с ручным управлением.
Пневматический/вакуумный
Пневматические/вакуумные конвейеры используют давление воздуха или вакуум для транспортировки материалов или предметов в или через закрытые трубы или воздуховоды или вдоль поверхностей. Пневматические/вакуумные конвейеры используются в основном для обработки материалов, таких как сбор пыли, обработка бумаги, доставка билетов и т. д., а также в таких процессах, как химическая, минеральная, ломовая и пищевая. Материалы для конвейеров могут быть металлическими или неметаллическими в зависимости от транспортируемого носителя. Доступны различные размеры в зависимости от требований к нагрузке и пропускной способности.
Винтовой конвейер на винодельне проталкивает виноград к прессу.
Изображение предоставлено: Йозеф Могила/Shutterstock.com
Шнек/шнек
Винтовые конвейеры, иногда называемые спиральными, червячными или шнековыми конвейерами, используют спиральные элементы для перемещения материалов. Они состоят из винтового элемента или стального шнека, который вращается вокруг центрального вала, перемещая рабочий материал в соответствии с конструкцией шнека и направлением вращения. Винтовой винт функционирует внутри кожуха, желоба или отсека, чтобы в полной мере использовать вращательное усилие. Производители используют винтовые конвейеры для транспортировки таких материалов, как хлопья, зерна, порошки, семена и гранулы. В качестве альтернативы эти устройства можно использовать для смешивания, взбалтывания или смешивания таких материалов или для поддержания растворов. Они широко используются в сельском хозяйстве, от использования в сельскохозяйственных машинах, таких как молотилки и пресс-подборщики, до заводских зерновых и зерновозов. Мини-винтовой конвейер также может транспортировать влажные, нетекучие и слеживающиеся материалы, которые в противном случае было бы трудно перемещать, например, бетон. Другими областями применения винтовых конвейеров являются транспортировка различных механических частей или работа в качестве конвейера системы розлива. Винт может иметь лопастную или ленточную конструкцию в зависимости от применения и может приводиться в движение с помощью цепи и звездочки, зубчатых колес или прямого привода.
Типы винтовых конвейеров включают нижние конвейеры и бесцентровые винтовые конвейеры. В нижних конвейерах используется несколько шнеков в открытом желобе. Бесцентровые или безваловые винтовые конвейеры не содержат центрального вала и вместо этого состоят из пустой спирали. Эта конструкция по-прежнему перемещает подложку, но дает больше свободы внутри корпуса. Материалы могут быть металлическими или неметаллическими в зависимости от транспортируемого носителя.
Наборы шнеков, используемых при создании нестандартных винтовых конвейеров
Изображение предоставлено: Reinke & Schomann, Inc.
Вертикальный
Вертикальные конвейеры перемещают продукты вертикально между уровнями конвейерных линий. Основные характеристики включают скорость подъема и максимальную высоту груза. Вертикальные конвейеры перемещают материал или продукт на более высокие уровни внутри предприятия. Они также классифицируются как непрерывные подъемные или возвратно-поступательные. В зависимости от применения доступны различные размеры и возможности нагрузки.
Вибрация
Вибрационные конвейеры модели
используют вращательную или линейную вибрацию для перемещения материала вдоль своей системы. Вибрационные конвейеры используются для перемещения сухих сыпучих материалов, таких как заполнитель, гравий, уголь и т. д. Станина конвейера вибрирует, перемещая материал по всей его длине. Конвейер может быть желобом, трубой или плоской столешницей. Доступны многие размеры в зависимости от области применения.
Беговая балка
Конвейеры с шагающими балками
используют комбинацию статических и подвижных опор для индексации заготовок в производственных ячейках. Конвейеры с шагающими балками используются на автоматических и сборочных линиях, где элементы необходимо последовательно размещать в определенных местах. Элемент, поддерживаемый в стационарном положении, подхватывается подвижной балкой и перемещается в следующее положение, где происходит еще один производственный этап. Это движение повторяется по всей длине конвейера. Конвейеры с шагающими балками могут иметь одну или несколько линий в зависимости от продукта.
Колесный конвейер
Колесные конвейеры
используют колеса без привода для перемещения объектов по их длине под действием силы тяжести или ручной силы. Колесные конвейеры используются для обработки предметов или упаковок и обычно используются для загрузки и разгрузки грузовиков и перемещения упаковок, поддонов и т. Д. Через объекты или вдоль сборочных линий. Конвейеры конфигурируются по количеству колес и расстоянию между колесами в зависимости от требований к нагрузке и области применения.
Ленточный конвейер на картофелеперерабатывающем заводе.
Изображение предоставлено: 279photo Studio/Shutterstock.com
Рекомендации по выбору конвейерных систем
При принятии решения о том, какая конвейерная система лучше всего соответствует вашим потребностям, ключевым моментом является транспортируемый материал. Некоторыми важными характеристиками, которые следует учитывать, являются размер, текучесть, абразивность, коррозионная активность, содержание влаги и температура, при которой его следует хранить. Следует также учитывать состав материала, если транспортируются порошки, гранулы, пеллеты, волокна или хлопья, а также размер частиц, вес и плотность.
Функция самой конвейерной системы может различаться. Двумя основными категориями перемещения материала в процессе являются транспортировка и подача. Транспортировка — это перемещение материалов из одного или нескольких пунктов выдачи в один или несколько пунктов выдачи. Следует учитывать желаемое временное окно для этого перемещения, а также количество точек захвата и сброса, количество перемещаемого материала и наличие перекрестного загрязнения между несколькими материалами.
Кормление более чувствительно ко времени, и системы подачи должны быть более точными, чем системы подачи. Материал обычно перемещается из одной точки получения в одну точку сброса. Перемещаемый продукт, возможно, придется доставлять партиями или с контролируемой непрерывной скоростью.
Важным фактором, который следует учитывать перед выбором конвейерной системы, является среда, в которой она будет использоваться. Высокая влажность, температура, вибрация, давление, хрупкие или опасные материалы и легковоспламеняющиеся продукты на объекте должны быть обсуждены с производителем конвейера, чтобы определить любые потенциальные риски и необходимые контрмеры и обходные пути. Следует учитывать размер системы по сравнению с объемом доступного рабочего пространства, а также то, как она будет сочетаться с существующим оборудованием.
Конвейерные системы часто имеют относительно сложную конструкцию и конструкцию из-за их больших масштабов и интеграции в различные производственные процессы. Тем не менее, модульная природа многих компонентов конвейера делает легко достижимыми даже длинные и сложные системы. Производители таких систем могут предложить помощь в проектировании, чтобы конвейер соответствовал рабочему пространству.
Дополнительные факторы выбора конвейерных систем
Шипы, ремни с высоким коэффициентом трения, ковши и т. д. являются распространенными формами предотвращения проскальзывания продукта. Сильно нагруженный наклонный ленточный конвейер может соскальзывать назад при выключенном приводе. В таких конвейерах используются тормоза обратного хода, которые включаются автоматически при обесточивании двигателей. Часто тормоз можно отпустить, чтобы конвейер мог повернуться назад для разгрузки перед обслуживанием. В некоторых конвейерах желательно определенное проскальзывание; те, кто работает со стеклянными бутылками на упаковочных линиях, часто используют некоторую форму сброса обратного давления, чтобы предотвратить поломку бутылок, когда они накапливаются в зоне подготовки, например, на входе наполнителя.
Конвейерная лента чувствительна к статическому электричеству, поскольку лента постоянно натягивается на концевые шкивы. При транспортировке электрических компонентов статическое электричество может быть опасным. Для защиты продуктов следует предусмотреть антистатические меры конвейерной ленты, такие как токопроводящие ленты или щетки для контроля статического электричества.
Из-за часто большой длины конвейера и его близости к персоналу необходимо соблюдать другие меры безопасности. Рольганговые конвейеры могут быть снабжены выдвижными роликами, которые отсоединяются от приводных ремней, если рука или нога человека проскальзывает между роликами. Кроссоверы могут использоваться для того, чтобы люди могли проходить через длинные участки ленточных конвейеров. Роликовые конвейеры часто используют для этого секции ворот с ручным или механическим приводом.
Конвейеры часто включают какой-либо тип устройства плавного пуска или механизма сцепления, чтобы избежать перегрузки двигателей при запуске полностью нагруженных ремней, цепей и т. д. Некоторые ленточные конвейеры оснащены мотор-редукторными приводами, которые включают внутренние двигатели и зубчатые передачи внутри головных роликов, что устраняет необходимость для внешних двигателей и компонентов силовой передачи.
Хотя многие конвейерные системы являются стационарными и стационарными, многие из них также являются переносными и предназначены для загрузки грузовиков, железнодорожных вагонов, силосов и т. д. Разгрузочные и подающие конвейеры, созданные специально для упаковочных операций, часто устанавливаются на роликах для удобства транспортировки в пределах объекта.
Подвесной конвейер, несущий кузов автомобиля.
Изображение предоставлено: TRAIMAK/Shutterstock.com
Конвейерные приложения и отрасли
Выбор конвейера зависит от типа продукта, пропускной способности или скорости, изменения высоты и, в некоторых случаях, от отраслевой направленности. Ленточные конвейеры, например, бывают разных размеров и могут варьироваться от единиц длиной в фут, используемых на упаковочных линиях, до систем длиной в милю, используемых для добычи полезных ископаемых. Конвейеры могут быть с ручным приводом, когда продукты перемещаются вручную по роликам или колесам, или с приводом от двигателя/мотора, или с приводом от силы тяжести. Однако, как правило, они приводятся в движение двигателями переменного и постоянного тока либо напрямую, либо через редукторы, цепи, звездочки и т. д. Продукты обычно перемещаются по верхним поверхностям конвейеров, хотя существуют исключения.
Подвесные конвейеры, используемые в химчистках, скотобойнях и других местах, где важна площадь пола, подвешивают свои грузы к тележкам, которые перемещаются по подвесным путям. Другие конвейеры, такие как винтовые и пневматические, транспортируют свою продукцию через полузакрытые желоба или трубы. Эти конвейеры часто работают с сухими продуктами и порошками. Некоторые конвейеры предназначены для перемещения продукции именно между производственными операциями. Конвейеры с шагающими балками являются примером этого типа. Другие конвейеры транспортируют труднообрабатываемые продукты, такие как косметические флаконы, через наполнители, этикетировщики и другие процессы, удерживая каждый контейнер в отдельных шайбах или поддонах.
Конвейеры
иногда изготавливаются по индивидуальному заказу из модульных компонентов, таких как прямые линии, кривые, переходы, слияния, разделители и т. д. Производители таких компонентов часто предоставляют услуги по проектированию и помощь в установке. Другие конвейеры представляют собой автономные системы с приводами и средствами управления. Роликовые и колесные конвейеры ручного типа обычно можно приобрести отдельными секциями и скрепить болтами для формирования систем обработки материалов практически любой длины. Как правило, в приводных конвейерах используются головной и хвостовой валы, где головной конец обеспечивает приводное устройство, а задний конец обеспечивает регулировку натяжения цепи или ремня.
Конвейерные устройства
могут быть простыми типами включения / выключения, немного более сложными типами плавного пуска, которые амортизируют нагрузки при запуске, или частотно-регулируемыми приводами, которые могут управлять скоростью, ускорением и т. д. двигателей переменного тока. Очень длинные ленточные конвейеры, транспортирующие руду и другие продукты, часто используют натяжные ролики конвейерной ленты, образующие желоба в лентах, чтобы лучше удерживать транспортируемые материалы.
Конвейерные системы — Краткий обзор
В этом руководстве представлены основные сведения о разновидностях конвейерных систем, соображениях по их применению, их применении и промышленном использовании. Для получения дополнительной информации о сопутствующих продуктах ознакомьтесь с другими нашими статьями и руководствами или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники или просмотреть сведения о конкретных продуктах.
Источники:
- https://law.resource.org/pub/us/cfr/ibr/002/ansi.b20.1.1957.pdf
- http://www.cemanet.org/
- https://patents.google.com/patent/US6364093B1/en
- https://www.britannica.com/technology/conveyor#ref195013
- http://www.broxtec.cz/en/page/67987.magnetic-conveyors-mc/
- https://www.slideshare.net/shantanudut/лотковый-ленточный-конвейер-плоский-ленточный-конвейер-18114525
- http://www.ckit.co.za
- https://www. processingmagazine.com/6-key-considerations-for-conveyor-selection/
- https://www.bigskyeng.com/custom-conveyor-system/
- https://www.mc3mfg.com/products/chip-scrap-conveyors/
Прочие конвейеры Артикул
- Автоматизированные конвейерные системы
- Ведущие поставщики конвейерных лент
- Все о роликовых конвейерах — типы, конструкция и применение
- Все о винтовых конвейерах — типы, конструкция и применение
- Все о вертикальных конвейерах — типы, конструкция и применение
- Все о пластинчатых конвейерах — типы, конструкция и применение
- Все о пневматических конвейерах — типы, конструкция и использование
- Все о скребковых конвейерах — типы, конструкция и использование
- Все о ковшовых конвейерах — типы, конструкция и использование
- Все о подвесных конвейерах — типы, конструкция и использование
- Все о вибрационных конвейерах — типы, конструкция и использование
- Все о магнитных конвейерах — типы, конструкция и применение
- Все о вакуумных конвейерах — типы, конструкция и использование
- Ведущие производители и поставщики конвейеров в США
Больше из Обработка материалов
Инновационный диагностический прибор для измерения толщины конвейерных лент при горизонтальном транспорте
Реферат
Диагностика конвейерных лент при горизонтальном транспорте без необходимости снятия ленты с конвейера и проверки ее в лабораторных условиях является важным аспектом на горнодобывающих предприятиях ( Юрдзяк и др. , Adv Intell Syst Comput, 835:645–654, 2019 г.). Текущие испытания и, таким образом, получение сведений о текущей толщине покрытия конвейерной ленты позволяют контролировать ускоренные изменения. Это также позволяет избежать аварийных остановок в работе конвейера и дает возможность экономически обоснованного планирования перерыва в его работе. В статье представлена концепция первого в Польше мобильного устройства для измерения толщины конвейерных лент в движении, реализованная в рамках проекта NCBR (№ 0227/L-10/2018 [программа LIDER, Transport Przemysłowy i Maszyny Robocze, 1 (47)/2020, с. 60–61]), а также представлены результаты измерений, полученные благодаря лабораторному варианту прибора.
Введение
Срок службы конвейерной ленты зависит от многих факторов, представленных в литературе 3 , включая тип транспортируемого материала, специфику точки транспортировки, а также длину и состояние конвейерной ленты. На рисунке 1 показана схема конструкции ленточного конвейера, используемого в горнодобывающей промышленности 4 .
Рисунок 1
Схема конвейерной ленты.
Увеличить
Самая дорогая и аварийная часть конвейера — лента. Подсчитано, что его стоимость составляет около 60% от стоимости всего конвейера 9.0527 5 . В процессе эксплуатации он подвергается неблагоприятным явлениям, значительно снижающим его долговечность, — истиранию, растяжению, разрыву, порезу, растрескиванию, расслаиванию и неравномерному режиму работы из-за переменных условий эксплуатации (температура, атмосфера, нагрузка, УФ-лучи, усилие натяжения ремня, трение). ). Требования к производителям конвейерных лент определяют ленту как качественный продукт, что, в свою очередь, отражается на ее стоимости. Тем важнее ее диагностика и быстрое выявление возможных нарушений, когда еще есть возможность их устранить. Возможная поломка ленточного конвейера влечет за собой затраты, связанные не только с его ремонтом, но и с вынужденной остановкой транспорта и производственными потерями 5,6 .
Специфика НК (неразрушающий контроль) предполагает, что при обследовании объекта (в данном случае конвейерной ленты) он не деградирует, а его структура и свойства не изменяются. В диагностике технического состояния ленточных конвейеров 7 все большее внимание привлекают методы неразрушающего контроля. Ранее исследования были сосредоточены только на отдельных компонентах конвейера: ремни 8,9,10,11,12,13,14,15,16,17 , приводы 18 , натяжные ролики 19 или редукторы 20,21 .
Многие исследователи по всему миру разработали множество систем для диагностики конвейерных лент 5 . Одни из доступных методов используются для диагностики состояния чехлов, другие – для выявления повреждений стального сердечника внутри резины 22,23 . В эпоху Индустрии 4.0 установка датчика на проверяемый объект, а затем сбор данных и последующая их обработка приводит к совершенствованию процесса исследования и контроля непрерывности работы точки и различного рода угроз 1 .
Целью проекта, реализуемого во Вроцлавском университете науки и технологии, является разработка нового прибора для измерения толщины и оценки изменений поперечного и продольного профиля конвейерных лент, а также создание его промышленной версии.
Принцип работы прибора
Важнейшей частью разработанного прибора является ультразвуковой датчик расстояния. Датчик состоит из двух пьезоэлектрических элементов, один в режиме передатчика, а другой в режиме приемника. Передатчик излучает ультразвуковую волну, т.е. волну с частотой выше верхнего предела слышимости для человеческого уха (выше 20 кГц), которая распространяется в пространстве и отражается от препятствия. Эхо улавливается приемником, а время от передачи волны до ее приема, измеренное внутри датчика, четко определяет расстояние между датчиком и препятствием. Излучаемая ультразвуковая волна распространяется по воздуху с постоянной и известной скоростью, зависящей от параметров среды — в основном от температуры, но также и от влажности. Звуковая волна — это механическая волна, поэтому она распространяется как возмущение среды. Температура определяется как средняя кинетическая энергия молекулы, поэтому изменение температуры изменяет скорость молекул и, следовательно, скорость распространения волны. Для компенсации переменной скорости ультразвуковой волны в зависимости от температуры ультразвуковые датчики имеют встроенную функцию температурной компенсации 24 .
Доступные на рынке промышленные ультразвуковые датчики используют частоты от 25 до 500 кГц, а рабочая частота датчика обратно пропорциональна диапазону расстояний 25 — волны с более низкими частотами используются для обнаружения объектов на больших расстояниях, а волны с более высокими частоты используются для обнаружения объектов ближе.
Идея измерения толщины основана на дифференциальном измерении — ультразвуковой датчик размещается как над, так и под контролируемым объектом. Идея измерения представлена на рис. 2. Датчик, расположенный над контролируемым объектом, определяет расстояние, описываемое символом \(X_{1}\), а датчик, расположенный под объектом, — \(X_{2}\ ). Зная расстояние между датчиками над и под объектом (здесь обозначено буквой \(A\)) четко определяет толщину объекта в данном месте 6,26,27 .
Рисунок 2
Идея дифференциального измерения 28 .
Увеличить
Для обеспечения работы системы ультразвуковые датчики размещены на двух измерительных головках, между которыми перемещается конвейерная лента. Датчики размещены на равном расстоянии друг от друга, на длине 2,5 м, по 50 датчиков на каждой из измерительных головок. Головки прикреплены к внешним штативам, положение которых можно регулировать, изменяя расстояние между ножками штатива. Такой способ крепления измерительных головок позволяет сделать результаты измерений независимыми от вибраций, ударов ленты, которые могут возникнуть во время испытаний, а также возникающих во времени деформаций конструкции конвейера, которые могут затруднить или помешать эффективному монтажу прибора. Установка спроектированной системы на собственной конструкции позволяет установить систему на любом плоском участке ленты, что делает ее работу независимой от несущей конструкции конвейера 29 . Схема спроектированной системы с размерами представлена на рис. 3.
Рисунок 3
Схема спроектированного устройства.
Увеличить
Прототип устройства
Для проверки того, будет ли предложенная идея измерения толщины конвейерной ленты с помощью ультразвуковых датчиков решать стоящие перед ней задачи, был изготовлен лабораторный вариант прибора (польск. патент, № 228973. Устройство для измерения толщины и оценки изменения поперечного и продольного профиля конвейерной ленты ). Целью создания прототипа была проверка метода измерения и выбор компонентов промышленного устройства 29 . Опытный образец был испытан как в лабораторных условиях, в Лаборатории ленточного транспорта Вроцлавского университета науки и технологий, так и в реальных условиях — в шахте. Измерительные головки системы-прототипа включают 7 пар ультразвуковых датчиков, расположенных на двух измерительных головках на расстоянии 250 мм друг от друга, на пролете 1,5 м. В устройстве-прототипе дополнительно используются два лазерных датчика расстояния в начале и конце верхней измерительной головки. Задача используемых лазерных дальномеров заключалась в том, чтобы способствовать сохранению параллельности измерительных головок — головки располагаются параллельно друг другу при совпадении показаний обоих лазерных датчиков. На рис. 4 показан вариант прототипа во время замеров в шахте.
Рисунок 4
Прототип, установленный на ленточном конвейере в шахте во время измерений.
Полноразмерное изображение
Еще одним компонентом прототипа системы является приложение, которое получает необработанные данные измерений. После обработки данных приложение формирует отчет о техническом состоянии ленты, который включает в себя графики с указанием продольного и поперечного профиля в выбранном пользователем месте, трехмерное изображение ленты, а также характерные параметры для выбранный профиль — средняя толщина ленты, максимальная и минимальная толщина. Результаты измерений формируют сетку данных, но из-за небольшого размещения датчиков вдоль измерительной головки при формировании трехмерного изображения и контурной карты сетка уплотнялась путем интерполяции значений между кубическим методом («Кубический сплайн Эрмита» «), согласно которому значение в точке запроса основано на кубической интерполяции значений в соседних точках сетки в каждом соответствующем измерении. Более высокая плотность датчиков позволяет использовать более плотную сетку измерений и, следовательно, лучше отображать поверхность объекта без необходимости использования кубической интерполяции между его узлами. Тогда достаточно использовать только линейную интерполяцию для вычисления значений между узлами сетки измерений.
Проведенные испытания на реальном объекте в горных условиях позволили протестировать прототип устройства, его режим работы и программное обеспечение в сложных условиях — в условиях повышенной влажности и запыленности. Для оценки толщины ленты необходимо установить прибор на плоской части ленточного ремня и сделать несколько полных оборотов поясной петли, чтобы свести к минимуму любые возможные ошибки измерения. Данные измерений сохраняются в файл после расшифровки значения напряжения, считанного с выхода датчика на расстоянии по заданной производителем формуле 30 , определяемый по формуле (1).
$$ d = a \cdot U + b $$
(1)
где \(d\) — расстояние датчика от препятствия (мм), \(U\) — напряжение на датчике [В] .
Анализ данных измерений позволяет построить поперечное или продольное сечение ремня, а также построить его характерные параметры. В ходе испытаний прототипа была испытана конвейерная лента 10-летней давности с номинальной толщиной 18 мм. Лента используется на одной из подземных шахт в Польше и состоит из 13 секций. На рис. 5 показано поперечное сечение ремня в двух произвольно выбранных точках по длине ремня. Значение, соответствующее номинальной толщине ремня, отмечено красным цветом. В связи с тем, что по измерительной головке было распределено 7 пар датчиков, а по ширине ленты только 5 (одна пара датчиков находилась полностью за пределами диапазона (U1), а другая находилась на краю ленты (U7)), показания первой и последней пары датчиков были исключены из дальнейшего анализа.
Рисунок 5
Поперечное сечение конвейерной ленты — тестирование прототипа устройства.
Изображение в полный размер
В таблице 1 представлены наиболее важные параметры для сечений, показанных на рис. 5.
Таблица 1 Параметры для сечения — испытания прототипа устройства.
Полноразмерный стол
Потеря поверхности (поперечного или продольного сечения) определялась методом численного интегрирования – методом трапеций. Аналогичные графики и параметры могут быть определены для общего продольного профиля выбранной пары датчиков. На рис. 6 показаны продольные сечения для трех пар датчиков, а в таблице 2 приведены параметры, описывающие каждое из этих сечений.
Рисунок 6
Общий продольный разрез конвейерной ленты — тестирование прототипа устройства.
Изображение в натуральную величину
Таблица 2 Параметры продольного сечения — испытания прототипа устройства.
Полноразмерный стол
Визуализация всех измерений на трехмерном графике позволяет просматривать трехмерное изображение ленты и рассчитывать важные параметры. На рисунке 7 показано трехмерное изображение тестируемой конвейерной ленты по всей ее длине и аппроксимация на расстоянии 1000 образцов. Сетка измерений при визуализации трехмерного изображения не изменена и содержит только узлы со значениями, полученными при измерениях. В случае контурной карты изменен размер сетки, увеличив ее в 10 раз по ширине пояса и уменьшив до 200 точек по длине, значения интерполированы кубическим методом. Контурная карта показана на рис. 8.
Рисунок 7
Трехмерное изображение ленты — тестирование прототипа устройства.
Изображение полного размера
Рис. 8
Контурная карта ремня — тестирование прототипа устройства.
Изображение в натуральную величину
Параметры поперечного сечения в выбранном пользователем месте для однократного измерения не поддерживают оценку технического состояния, а график, отображающий среднее значение и минимальное значение, а также процент поверхностной потери вдоль ремня, облегчает оценку технического состояния ремня. Такие графики были определены для тестируемого объекта, и рис. 9а в Таблице 3 показан их внешний вид.
Рисунок 9
Параметры поперечного сечения по длине ремня — испытания прототипа устройства.
Полноразмерное изображение
Таблица 3 Параметры трехмерного изображения — тестирование прототипа устройства.
Стол полноразмерный
Промышленная версия
По сравнению с прототипом, промышленная версия включает в себя несколько модификаций. Ультразвуковые датчики заменены. Также был добавлен инкрементный энкодер для контроля скорости ленты и равномерного распределения измерительной сетки по ленте. Усовершенствован способ крепления измерительных головок к внешним стойкам, чтобы установка прибора была удобной и быстрой. Используемый в лабораторной версии прибора аппаратный метод поддержки соблюдения параллелизма за счет установки двух дополнительных лазерных датчиков заменен программным решением — перед началом измерений все датчики проходят автоматическую калибровку. Измерительные головки разносятся на заданное расстояние с помощью модельных пластин, расположенных перпендикулярно с обеих сторон головок. Расстояние, считываемое всеми используемыми датчиками, должно быть таким же, как ширина используемой мерной линейки. Однако, если показания какой-либо пары датчиков отличаются от ожидаемого значения, пара этих датчиков автоматически перекалибруется.
Используемые в промышленном исполнении ультразвуковые датчики позволяют корректно работать в диапазоне от 20 до 250 мм, а результаты сохраняются с разрешением 0,1 мм. Датчики могут работать в широком диапазоне температур — от − 25 до + 70 °C. Датчики имеют класс защиты IP67, благодаря чему полностью устойчивы к пыли и кратковременному погружению в воду на глубину до 1 м 30 .
Для локализации считываемых значений вдоль конвейерной ленты использовался инкрементальный энкодер, рабочие параметры которого в сочетании с рабочими параметрами используемых датчиков позволяют всей системе работать на частоте 100 Гц 30,31 . Такая частота работы позволяет получить измерение с продольным разрешением через каждые 1 см для ленты, движущейся со скоростью 1 м/с, и через каждые 7 см при скорости 7 м/с.
На рис. 10 показана конструкция промышленного варианта устройства, а на рис. 11 показана сборка этого устройства в лабораторных условиях.
Рисунок 10
Схема промышленного варианта устройства.
Изображение в полный размер
Рисунок 11
Измерения на испытательном конвейере.
Увеличить
Промышленный вариант прибора для измерения толщины конвейерной ленты в движении питается от стандартного переменного напряжения 230 В переменного тока, но в случае временного отключения электроэнергии или при отсутствии электричества, он может работать до 3 ч благодаря внутренней батарее.
Промышленная версия прибора, как и лабораторная, включает в себя приложение для обработки исходных данных. Версия промышленного приложения также была обогащена по сравнению с приложением-прототипом. Данные, полученные от датчиков, представляются пользователю в режиме реального времени, хотя также возможен просмотр результатов после проведения измерений. Программа, как и в случае с прототипом, отображает ряд графиков (продольный и поперечный профиль в выбранном пользователем месте, 3D-изображение) и различную статистику.
Резюме
Неинвазивная диагностика конвейерных лент является важным вопросом обеспечения бесперебойной работы транспорта в горнодобывающей промышленности. Стоимость замены ленты является одной из основных транспортных расходов на шахте 32 . Поэтому очень важно контролировать техническое состояние конвейерных лент и быстрее реагировать на неровности и предотвращать их. Важно, чтобы благодаря выявленной и прогнозируемой скорости процесса износа лент в конкретных условиях прогнозировать момент достижения предела истирания и планировать время простоя в горных работах заранее и принимать решения о проведении профилактических замен лент с учетом их техническое состояние. В рамках проекта было построено первое в Польше мобильное устройство для непрерывного измерения толщины ленты, поперечного и продольного профилей. Благодаря данным, полученным при тестировании конвейерной ленты, можно не только определить толщину или профили, но и обнаружить некоторые повреждения (например, локальные потертости и порванные покрытия).
Преимуществом разработанного устройства является возможность определения толщины конвейерной ленты независимо от ее типа. Система BeltSonic может тестировать как ремни со стальным сердечником, так и ремни с текстильным сердечником, и единственным ограничением в работе системы является необходимость ее установки на плоском участке трассы ремня.
Идея предлагаемого дифференциального измерения и сборки измерительных головок по собственной конструкции позволяет системе работать независимо от ряда факторов, являющихся неотъемлемой частью работы ленточного конвейера, т.е. от вибраций, ударов ленты или возможных деформаций несущей конструкции конвейера.
Внедрение и испытания лабораторного варианта позволили его модифицировать и, как следствие, построить новый промышленный вариант прибора с улучшенной конструкцией. Способ крепления головок к конструкции конвейера был переработан и использована независимая конструкция, что позволило сделать работу системы независимой как от вибраций, так и от несущей конструкции конвейера, на котором будет установлена система.
Проведение испытаний с использованием системы-прототипа с последующим анализом измерительного контура позволяет определить места, наиболее подверженные потенциальному повреждению, и, таким образом, позволяет быстрее проводить диагностику и устранение любых нарушений. Многое о техническом состоянии конвейерной ленты можно увидеть из изображения самого поперечного сечения (рис. 5), поскольку по нему можно судить, в какой точке поперечного сечения скорость истирания ленты является максимальной. наибольший.
Анализ продольного сечения ленты позволяет оценить ее профиль по всей петле, но из-за разброса данных измерений по длине ленты изображение может оказаться нечитаемым. Продольный разрез, представленный на рис. 6, является быстроменяющейся функцией, и объем данных измерений не позволяет визуально определить место, где толщина наименьшая или наибольшая, но позволяет оценить общий характер. Определение среднего значения многих измерений позволяет оценить изменения средней толщины по оси, а анализ отдельных отклонений позволяет выявить локальные повреждения (надрывы покрытия, проколы или потертости) в месте измерения. Благодаря использованию энкодера можно локализовать эти неисправности в контуре.
Остальные параметры, указанные в таблицах 1 и 2, поддерживают оценку технического состояния, показывая пользователю как такие параметры, как минимальное и максимальное значение, так и степень износа конвейерной ленты. Анализ самих параметров, а также изменения этих параметров во времени позволяет более полно оценить техническое состояние испытуемого объекта, а также принять решение о возможной замене или ремонте.
Из-за большого объема данных измерений по длине конвейерной ленты (в промышленной версии прибора 50 пар датчиков) индивидуальный анализ каждого сечения не является практичным решением. Таким образом, среди выбранных параметров поперечного сечения пользователь может определить наиболее важные значения, а система будет генерировать их ход в зависимости от положения поперечного сечения по длине конвейерной ленты. Диаграммы на рис. 9показать значение минимальной и средней толщины ремня и процент поверхностных потерь. Анализ этих данных позволит выявить местонахождение наиболее изношенного места, а также ответить на вопрос, на каком участке находится потенциальное повреждение покрытия конвейерной ленты.
В промышленную версию прибора внесены изменения — ультразвуковые датчики размещены на расстоянии 25 мм друг от друга (в лабораторной версии на расстоянии 250 мм), что позволило значительно точнее отображать толщину лента на поперечнике. В промышленную версию прибора внесены изменения — ультразвуковые датчики размещены на расстоянии 25 мм друг от друга (в лабораторной версии на расстоянии 250 мм), что позволило получить гораздо более точное изображение толщины ленты. на поперечном сечении.. В следующей статье будут представлены результаты испытаний промышленного устройства как в лабораторных, так и в реальных условиях, а результаты новых испытаний будут интерпретированы и использованы для прогнозирования скорости износа и остаточных срок службы ремня.
Ссылки
Юрдзяк, Л., Блажей, Р. и Байда, М. Конвейерная лента 4.0, Интеллектуальные системы в производстве и обслуживании. Доп. Интел. Сист. вычисл. 835 , 645–654 (2019).
Google ученый
Программа LIDER, Transport Przemysłowy i Maszyny Robocze, 1(47)/2020, стр. 60–61.
Уэбб К., Сикорска Дж., Хан Р. Н. и Ходкевич М. Разработка и оценка прогнозирующих моделей износа конвейерной ленты. Дата-центр. англ. 1 , e3 (2020).
Артикул
Google ученый
Блажей, Р. Оценка технического состояния конвейерных лент со стальным кордом, Wydzial Geoinżynierii, Górnictwa i Geologii Politechniki Wrocławskiej, Wrocław, Polska (2018).
Блажей Р., Юрдзяк Л., Кирьянов А. и Козловски Т. Устройство для измерения толщины конвейерной ленты и оценки изменений поперечного и продольного профиля ленты. Диагностика 8 (4), 97–102 (2017).
Google ученый
Блажей Р., Юрдзяк Л., Козловски Т. и Кирьянов-Блажей А. Использование магнитных датчиков для контроля состояния сердцевины конвейерных лент со стальным кордом – испытания измерительного зонда и конструкция системы diagbelt. Измерение 123 , 48–53 (2018).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Harrison, A. 15 лет неразрушающего контроля конвейерных лент, Bulk Solids Handl. 16 (1) (1996).
Кузик Л., Блюм Д. Сканирование металлокордовых конвейерных лент с помощью «Belt C.A.T. Система MDR», Журнал по обращению с сыпучими материалами, 1996, том. 16, № 3, стр. 437 i «Лучшее из конвейерных лент», книга: I/2000, часть III [Технология ленточных конвейеров – части I, II и III].
YuLin, G., Li, C. Разработка технологии оценки состояния каната конвейерной ленты в Китае, Мин. науч. Технол. 99, в: Xie & Golosinski (Eds.), Balkema, Rotterdam, (1999).
Сухоруков В. Конвейерная лента со стальным тросом Неразрушающий контроль, в: 8-я Международная конференция Словенского общества неразрушающего контроля Применение современного неразрушающего контроля в машиностроении, 1–3 сентября (2005 г.
).Сяо, Г., Ян, З. Устройство электромагнитного неразрушающего контроля приводного ремня с тросовым сердечником, в: Труды — Конференция по энергетике и автоматизации, PEAM, (2012).
Xiaoqi, H., Yaming, F., Xiaoping, Y. & Yunfeng, L. Разработка и эксперимент по неразрушающему контролю на оборванных проволоках стального каната. Дж. Программное обеспечение. англ. 9 (4), 761–772 (2015).
Артикул
Google ученый
Блажей Р. Обзор новейшего оборудования неразрушающего контроля для диагностики конвейерных лент. Диагностика 4 (64), 21–24 (2012).
Google ученый
Блажей Р., Кирьянов А. и Козловски Т. Система высокого разрешения для автоматической диагностики состояния сердцевины конвейерных лент со стальным кордом. Диагностика (Варшава).
15 (4), 41–45 (2014).Google ученый
Блажей Р., Юрдзяк Л., Кирьянов А. и Козловски Т. Оценка качества стыков металлокордных лент на основе проверки состояния ленты с использованием магнитных методов. Диагностика (Варшава). 16 (3), 59–64 (2015).
Google ученый
Круль, Р., Кашуба, Д., Киселевски, В. Определение механической мощности в системе привода ленточного конвейера в промышленных условиях, в: Всемирный междисциплинарный симпозиум по наукам о Земле (WMESS 2016), 5–9 сентября 2016 г., Прага, Чехия, [Бристоль]: IOP Publishing, 2016. ст. 042038, 1–7, (Серия конференций IOP – Науки о Земле и окружающей среде, ISSN 1755–1315; том 44), https://doi.org/10.1088/1755-1315/44/4/042038 (2016).
Р. Круль, В. Киселевски, Д. Кашуба, Л. Гладысевич, Лабораторные испытания сопротивления вращению роликов – избранные вопросы , в: Procedia: Earth and Planetary Science, 2015, vol.
15, 712–719, Всемирный междисциплинарный симпозиум по наукам о Земле, WMESS, https://doi.org/10.1016/j.proeps.2015.08.100 (2015).Кемпски П. и Барщ Т. Проверка вибрационных сигналов для диагностики горного оборудования. Диагностика (Варшава) 4 (64), 25–30 (2012).
Google ученый
Водецки Дж., Стефаниак П.К., Обуховски Дж., Выломаньска А. и Зимроз Р. Комбинация анализа основных компонентов и частотно-временных представлений многоканальных данных о вибрации для обнаружения неисправностей коробки передач. J. Вибрация. 18 (4), 2167–2175 (2016).
Артикул
Google ученый
Кирьянов-Блажей, А., Юрдзяк, Л., Блажей, Р. и Козловски, Т. Идентификация развития отказов сердцевины конвейерных лент со стальным кордом в пространстве и времени. Часть 1 – распределение отказов по оси ремня.
Transport Przemysłowy i Maszyny Robocze 1 , 13–23 (2019).Google ученый
Блажей, Р., Юрдзяк, Л., Кирьянов, А. и Козловски, Т. Повреждения сердцевины увеличивают оценку в конвейерной ленте со стальными кордами. Диагностика 18 (3), 93–98 (2017).
Google ученый
Панда, К., Агравал, Д., Ншимиимана, А. и Хоссейн, А. Влияние окружающей среды на точность ультразвукового датчика, работающего в миллиметровом диапазоне. Перспектива. науч. 8 , 574–576 (2016).
Артикул
Google ученый
Тоа, М., Уайтхед, А. Основы ультразвукового зондирования, Texas Instruments, 2020, https://www.ti.com/lit/an/slaa907c/slaa907c.pdf.
Блажей Р., Юрдзяк Л., Кирьянов А., Козловски Т.
BeltSonic – инновационное диагностическое устройство для измерения толщины движущихся конвейерных лент – проект LIDER. Часть 1 – точечные и непрерывные измерения толщины лент, Transport Przemysłowy i Maszyny Robocze, 2/3 (48/49)/2020, стр. 16–28 (2020).Блажей Р., Юрдзяк Л., Кирьянов А., Козловски Т. BeltSonic – Инновационное диагностическое устройство для измерения толщины движущихся конвейерных лент – проект LIDER. Часть 2 – Принцип работы и техническое описание системы Beltsonic, Transport Przemysłowy i Maszyny Robocze, 4 (50)/2020, 29–33 (2020).
https://beltsonic.pwr.edu.pl/.
Блажей Р., Юрдзяк Л., Гладисевич Л., Козловски Т., Кирьянов А. Патент. Polska, nr 228973. Устройство для измерения толщины и оценки изменений поперечного и продольного профиля конвейерных лент : Int. Кл. Б65Г43/02, Г01Б11/16, Г01Б11/06, Б65Г43/00. Заявка № 418454 от 24.08.2016. Опубликовано 30.
05.2018 / Вроцлавская политехника, Вроцлав 2018, PL; http://pubserv.uprp.pl/PublicationServer/generuj_dokument_php?plik=PL_000000000228973_B1_PDF.https://www.microsonic.de/DWD/_111327/pdf/1033/microsonic_zws.pdf.
https://www.kuebler.com/pdf?5000-5020_en.pdf.
Neumann, T. Группа конвейерных лент. Mining 4.0 — Наш цифровой журнал, Smart Mining Conference Forum Bergbau 4.0, Ахен, 14–15 ноября 2017 г.
Hardygóra, M., Żur, T. Ленточные конвейеры в горнодобывающей промышленности Wydawnictwo Naukowe Śląsk, Katowice, Polska (1996).
Harrison, A. Новая разработка в мониторинге конвейерной ленты, Aust. Машин. Произв. англ. 32 (12) (1979).
Загрузить ссылки
Благодарности
Этот документ был финансово поддержан Грантом, №: 0227 / L-10/2018.
Author information
Authors and Affiliations
Faculty of Computer Science and Telecommunications, Wroclaw University of Science and Technology, Wrocław, Poland
Agata Kirjanów-Błażej & Tomasz Kozłowski
Faculty of Mining Geoengineering and Geology, Wroclaw Университет науки и технологии, Вроцлав, Польша
Рышард Блажей, Лешек Юрдзяк и Александра Жешовска
Авторы
- Agata Kirjanów-Błażej
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Ryszard Błażej
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Leszek Jurdziak
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Tomasz Kozłowski
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Aleksandra Rzeszowska
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar
Contributions
Р. Б. и Т.К. проводил исследования в шахте. Л.Дж., А.К.Б. и А.Р. сделал расчеты, включенные в статью. Все авторы рассмотрели рукопись.
Автор, ответственный за переписку
Переписка с
Агата Кирьянув-Блажей.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете соответствующую ссылку на оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Как устранить слежение за конвейерной лентой за 3 простых шага
Подробнее статьи
Скотт Варгни | 11 мая 2022 г.
Конвейеры — довольно простая, но основная технология автоматизации для всех, кто работает на объекте, чтобы перемещать материалы между большими расстояниями на разных высотах. Они обеспечивают впечатляющую эффективность. Для ленточных конвейеров одной из самых больших проблем в жизни специалиста по техническому обслуживанию или монтажнику является отслеживание конвейерной ленты.
В двух словах, это процесс выравнивания и последующего управления лентой, чтобы она сохраняла желаемую траекторию. Но правильное отслеживание конвейерной ленты не должно быть сложным. Вот несколько полезных советов, на которые стоит обратить внимание, и простой трехэтапный процесс, который поможет вашему ленточному конвейеру работать без сбоев.
Убедитесь, что рама конвейера ровная и квадратная
По крайней мере, 90 % наблюдаемых мной отклонений конвейерных лент могут быть связаны с тем, что они не выровнены и/или не перпендикулярны. Когда конвейерное полотно выходит из горизонтального положения или прямоугольного, конечным результатом является перемещение конвейерной ленты в одну или другую сторону. Проверить точность ровности вашего конвейера легко с помощью стандартного уровня. Обязательно проверьте правильность горизонтальности рамы и шкивов.
Проверить прямоугольность конвейерной ленты также несложно. Просто установите размеры от одного угла к противоположному углу с каждой стороны конвейера. Измерения должны совпадать друг с другом. Не беспокойтесь, если у вас немного неправильный угол, так как большинство производителей предоставляют так называемые квадратные стержни на нижней стороне конвейера. С их помощью можно вернуть раму в исходное положение.
Убедитесь, что концевые шкивы квадратные
Я часто оказываюсь на рабочих площадках, где первая интуиция монтажника или специалиста по техническому обслуживанию состоит в том, чтобы отследить конвейерную ленту, управляя концевым шкивом. В большинстве случаев это усугубляет проблему, так как слишком много настроек в одном месте. Большинство конвейеров изготавливаются с роликами меньшего размера на нижней стороне устройства, которые обычно называют тупиковыми роликами или натяжными роликами. Эти ролики следует отрегулировать, чтобы помочь отслеживать ленту. Если вы обнаружите, что ваши концевые шкивы были отрегулированы, это может быть вашей проблемой.
|
Пример измерения всех Snub перед регулировкой. |
Проверка наличия мусора
Если я видел это один раз, я видел это 50 раз, лента или другой обычный мусор попадает на один или оба концевых шкива и начинает накапливаться. Этот мусор, если его не убрать, может создать выступ или выступ на шкиве, что может привести к смещению конвейерной ленты в одну или другую сторону. Очень важно, чтобы конвейеры проверялись не только на механические неисправности, но и на чистоту.
Дважды проверьте, правильно ли обрезана конвейерная лента
Нередко ленты неправильно обрезаются на заводе. Так же, как и при раскрое большого куска фанеры, конвейерные ленты в процессе производства разрезаются на меньшие по ширине куски. Если этот процесс не выполнен должным образом, конвейерная лента будет иметь дугу или покрытие, что приведет к неправильному отслеживанию. Если вы подозреваете это, снимите конвейерную ленту с устройства и положите ее на пол, чтобы убедиться, что она прямая.
Три быстрых и простых шага для отслеживания конвейерной ленты
- При работающем конвейере ослабьте комплект болтов, ближайший к заднему шкиву. Это ослабит прижимной ролик, который является нашим основным средством управления конвейерной лентой.
- С помощью резинового молотка аккуратно постучите по болтам в том направлении, в котором необходимо движение ленты. Например, если вам нужно, чтобы конвейерная лента двигалась влево (стоя на входном конце конвейера и лицом к разгрузочному концу конвейера), аккуратно постучите по болтам с левой стороны. Это приведет к движению стопорного ролика. После регулировки прижимного ролика не забудьте снова затянуть болты, чтобы прижимной ролик остался в новом отрегулированном положении. В течение 7-10 раскрытий ленты вы должны начать видеть движение ленты по направлению к центру конвейера.
- Повторяйте эти шаги, пока центр конвейерной ленты не окажется в пределах четверти дюйма от центра заднего шкива. Как и в полете на самолете, небольшие корректировки приводят к большим изменениям. Делайте это медленно и будьте осторожны, чтобы не настроить слишком много за один раз. Для более длинных конвейеров может потребоваться регулировка дополнительных прижимных роликов. Всегда начинайте с прижимных роликов, ближайших к концам конвейера, и продвигайтесь к центру.
Техническое обслуживание вашего конвейера Решение для оптимальной эффективности
Благодаря их популярному использованию и универсальному применению, соблюдение вышеупомянутых шагов может помочь вам обеспечить бесперебойную работу вашей конвейерной системы с минимальным временем простоя.
Наша программа поддержки также доступна для круглосуточной поддержки, 24 часа в сутки, семь дней в неделю, для критически важных операций. В Bastian Solutions мы понимаем ваше чувство срочности в вашем бизнесе, и наша программа поддержки построена с учетом этого.
Скотт Варгни
Скотт Варгни — специалист по поддержке интеграции из Bastian Solutions Conveyor. Он имеет 20-летний опыт технического обслуживания и проектирования в различных дисциплинах. Он занимается развитием людей в своей сети. Скотт любит путешествовать и проводить время со своей семьей.
отслеживание конвейерной ленты, обслуживание конвейера, поддержка клиентов, инструкции
Комментарии
Джон Карстон говорит:
03.08.2022 20:10
Помогло, когда вы сказали, что на мобильных конвейерах не должно быть мусора, чтобы предотвратить накопление проблем. Мой брат сказал мне на днях, что он и его деловой партнер искали производителя мобильных конвейеров для безопасного перемещения из одного контейнера в другой, и он спросил, есть ли у меня какие-либо идеи, что было бы лучшим вариантом сделать. Благодаря этой полезной статье я обязательно скажу ему, что будет намного лучше, если он проконсультируется с надежной компанией по производству мобильных конвейеров, поскольку они могут предоставить больше информации о своих услугах.
Оставить ответ
Ваш адрес электронной почты не будет опубликован.
Комментарий
Спасибо за ваш комментарий.
Оцените это
Сообщение блога:
Имя *
Электронная почта *
Город *
State * AlabamaAlaskaAmerican SamoaArizonaArkansasArmed Forces-AAArmed Forces-AEArmed Forces-APCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsinWyoming
Комментарий *
8 основных типов конвейерных лент и их применение | Блог | Поставщик промышленного оборудования
Думаете об инвестировании в конвейерную ленту для вашей сборочной линии? Важно выбрать конвейер, который наилучшим образом соответствует потребностям вашей компании. Если вы хотите сделать осознанную покупку, возможно, вы захотите узнать основные типы конвейеров и сопоставить их с вашими бизнес-приложениями. Правильный ремень может даже помочь увеличить размер прибыли, оптимизировать вашу сборочную линию и способствовать росту компании так, как вы не могли себе представить поначалу. Для начала, вот краткое изложение 8 основных типов конвейерных лент, а также их применения.
8 Основные типы конвейерных лент и их применения
1. Ремни конвейерного рулона
Источник изображения: Нью -Лондон Инжиниринг
Как предполагает название, поверхность этого типа. Конвейерная лента состоит из роликов, выбранных в соответствии с производственными требованиями, такими как вес или требуемая скорость продуктов, которые будут двигаться по ленте. Более короткие конвейерные ленты этого типа могут состоять всего из двух роликов. Однако по мере увеличения расстояния между двумя концами ремня для его функционирования потребуется большее расстояние.
Роликовая платформа подходит для загрузки предметов на ленту под действием силы тяжести. Это связано с тем, что ручная загрузка может привести к механическому удару и повреждению роликов. Роликовые конвейерные ленты также являются хорошим вариантом для транспортировки предметов на большие расстояния, поскольку они уменьшают трение, облегчая перемещение продуктов по ленте.
ПРИМЕНЕНИЕ: Эти конвейерные ленты можно использовать для упаковки, сортировки, сборки, осмотра и транспортировки товаров. Конвейерные ленты с рольгангом обычно применяются в почтовых сортировочных отделениях и системах обработки багажа в аэропортах.
2. Конвейеры с плоской лентой
Источник изображения: Автоматизация пресс-центра и приспособления для подачи
Конвейерная лента с плоской лентой является одной из наиболее распространенных конвейерных систем, используемых сегодня. Плоские ремни полезны для внутренней транспортировки, т. е. для транспортировки предметов в пределах объекта. В конвейерной ленте этого типа используется ряд приводных шкивов для перемещения непрерывной плоской ленты, которая может состоять либо из натурального материала, либо из синтетической ткани (например, полиэстера, нейлона). Предметы размещаются поверх движущейся ленты и переносятся с одного конца на другой.
Поскольку конвейерные ленты могут быть изготовлены из различных материалов, этот тип конвейерной ленты невероятно универсален. Дополнительные функции включают центральные приводы и передние стержни в зависимости от требований данного приложения.
ПРИМЕНЕНИЕ: Плоские ленточные конвейеры часто используются в промышленных условиях, в зонах промывки и на медленных сборочных линиях. Оснащенный правильным ремнем, он также может транспортировать мелкие, мягкие предметы или предметы неправильной формы, не повреждая их.
3. Модульные ленточные конвейеры
Источник изображения: Автоматизация пресс-центра и устройства подачи взаимосвязанные части, обычно сделанные из жесткого пластика. Эти сегменты можно снимать и заменять по отдельности, в отличие от необходимости выбрасывать весь ремень. Их также легче мыть, а также они более устойчивы к острым и абразивным материалам. Это делает модульные ленточные конвейеры более простыми в обслуживании и ремонте, чем их аналоги с плоской лентой.
Модульные ленточные конвейеры хорошо подходят для задач, связанных с обходом углов. На самом деле, они могут двигаться прямо, поворачивать, наклоняться и опускаться, используя один ремень и один и тот же двигатель. Технически другие типы конвейеров также могут выполнять эту задачу, но только с большой доработкой и дополнительными затратами. Пластиковые модульные ленты также позволяют создавать специальные конструкции конвейеров без ущерба для отслеживания ленты. Примером этого является лента с большей шириной, чем длина, которая обеспечивает поддержку, необходимую для работы с мягкими пластиковыми пакетами, картонными коробками и товарами, упакованными в термоусадочную пленку.
ПРИМЕНЕНИЕ: Этот тип конвейерной ленты можно использовать для перевозки пищевых продуктов, поскольку ее легко чистить. Расстояние между пластиковыми сегментами регулируется для применений, в которых жидкость должна быть либо слита, либо сохранена при ее перемещении по конвейеру. Пластиковый состав сегментов также делает эту конвейерную ленту полезной для обнаружения металла.
4. Ленточные конвейеры с ребрами
Конвейеры с ребрами имеют вертикальные планки или барьеры. Эти зажимы могут удерживать незакрепленные материалы во время подъемов и спусков, обеспечивать постоянное расстояние между предметами и многое другое. Кроме того, бутсы бывают разных форм, каждая из которых предназначена для своего применения.
• Перевернутая заглавная буква «Т». Шипы этого типа располагаются перпендикулярно поверхности ремня, обеспечивая поддержку и гибкость при работе с хрупкими предметами. Он подходит для легких работ, таких как транспортировка мелких деталей, упакованных предметов и продуктов питания.
• Forward-Lean Capital «L.» Широкая основа этой шиповки делает ее более устойчивой к рычажным нагрузкам. Некоторые шипы этой формы также имеют изогнутые поверхности, что позволяет им зачерпывать гранулы. Этот тип шипа предназначен для перевозки легких и средних сыпучих материалов по крутым склонам.
• Перевернутая буква «V». Шипы этой формы обычно имеют высоту 2 дюйма или меньше, чтобы обеспечить эффект желоба. Они лучше всего подходят для перевозки абразивных, тяжелых или крупнокусковых сыпучих материалов, поскольку они могут выдерживать сильные удары.
• Проушины и штифты. Эти виды шипов подходят для особых нужд. Например, они могут способствовать вытеканию жидкости при транспортировке вымытых фруктов или овощей. Они также являются экономичным типом шипов для предметов, которые не нужно поддерживать по всей ширине ленты, таких как стержни и картонные коробки. Их можно даже расположить так, чтобы избирательно перемещать продукты, превышающие заданный размер, или удерживать отдельные продукты на месте.
Ответвлением ремня с планками является ремень элеватора. Разработанный с регулярно расположенными перегородками или ковшами, он предназначен для транспортировки сыпучих материалов вверх по крутому склону.
5. Изогнутые ленточные конвейеры
Источник изображения: Accurate Industrial
Этот тип ленточного конвейера использует изогнутую раму для перемещения предметов по углам или обеспечения доступности в ограниченном пространстве. Изгибы этих ремней могут достигать 180°. На настоящих изогнутых конвейерах, не имеющих прямых участков, можно использовать только плоские ремни, поскольку для модульных пластиковых лент требуются прямые участки до и после поворотов.
ПРИМЕНЕНИЕ: Изогнутые ленточные конвейеры часто используются в системах обработки мешков для изменения направления транспортировки предметов.
6. Наклонные/наклонные ленточные конвейеры
Наклонные ленточные конвейеры оснащены центральным приводом, мотор-редуктором и приемным устройством с одинарной или двойной головкой. И вместо использования ленты с гладкой поверхностью, этот тип конвейера имеет шероховатую поверхность ленты, идеально подходящую для перемещения продуктов вверх или вниз.
ПРИМЕНЕНИЕ: Эти системы могут пересекаться с ленточными конвейерами с прокладками для транспортировки продуктов на разные высоты, предотвращая их падение с линии. Помимо перемещения объектов между этажами, эти конвейерные ленты также подходят для повышения гравитационных систем.
7. Санитарно-гигиенические конвейеры и конвейеры для мойки
Источник изображения: Food Engineering
Если вы когда-нибудь видели, как в их цехах производятся пончики, вы, возможно, видели, как в их цехах производятся пончики. . Магазины пончиков и другие приложения в пищевой и фармацевтической промышленности часто требуют жесткой мойки и стерилизации в соответствии с правилами техники безопасности. Санитарные или промывочные конвейеры специально разработаны, чтобы выдерживать санитарные процедуры для этих применений. Конвейеры этого типа обычно оснащены плоскими проволочными ремнями, которые прочны и легко чистятся.
ПРИМЕНЕНИЕ: Эти конвейерные ленты могут транспортировать предметы с экстремальными температурами прямо из печей или морозильных камер. Кроме того, машины в пищевой промышленности, в частности, должны выдерживать работу в глазури, панировке или горячем масле. Поскольку они могут надежно работать как с влажными, так и с жирными предметами, более крупные моющиеся конвейеры с плоскими проволочными ремнями также подходят для разгрузки сыпучих грузов, таких как бочки и ящики с маслом, с кораблей.
8 . Специальные конвейерные ленты
Существует несколько других типов конвейеров, предназначенных для различных применений, хотя они не так распространены, как предыдущие типы. Вот некоторые из них:
• Конвейерные ленты из стекловолокна . Как следует из названия, конвейерные ленты этого типа изготовлены из стекловолокна. Они полезны для задач, требующих экстремальных температур.
• Конвейерные ленты с металлическими выступами – Эта конкретная конвейерная лента оснащена металлическими выступами для лучшей работы со сложными машинами и их частями.
• Конвейерные ленты узкой ширины — Этот тип конвейерной ленты лучше всего подходит для перемещения мелких предметов.
• Конвейерные ленты с задней подсветкой – Они поставляются со светильником на ленте для облегчения контроля качества.
• Вакуумные конвейерные ленты – Эта конкретная конвейерная лента создает всасывание, чтобы удерживать легкие продукты (листы бумаги, листовки и т. д.) на линии, несмотря на наклоны и высокие скорости.
• Магнитные конвейерные ленты — Конвейерная лента этого типа может транспортировать материалы, содержащие железо, через равномерно расположенные электромагниты, расположенные в основании конвейера.
• Многослойные ленточные конвейеры — в них используются две направленные друг к другу ленты для надежной транспортировки предметов на крутых склонах или даже вверх по вертикали.
ТАКЖЕ ЧИТАЙТЕ: Основы работы с коботами: 5 способов, которыми коллаборативные роботы могут улучшить вашу сборочную линию
Запомните этот список, и у вас будет приблизительное представление о том, какую конвейерную ленту вы будете искать. Тем не менее, настоятельно рекомендуется проконсультироваться со специалистом, прежде чем совершать какие-либо покупки оборудования!
Elixir Industrial Equipment, Inc. — один из ведущих поставщиков промышленного оборудования на Филиппинах. Вот уже 25 лет мы предоставляем нашим клиентам передовое промышленное оборудование, а также профессиональное послепродажное обслуживание. Помимо предоставления вам профессиональных советов, мы можем даже предложить вам производственные решения, которые вы искали. Если вы серьезно рассматриваете возможность установки конвейерной ленты вдоль сборочной линии, не стесняйтесь обращаться к нам сегодня!
Хотите использовать конвейерные ленты для усовершенствования сборочной линии? Hayama Industrial Corporation — это имя, которому доверяют, когда речь идет о проектировании, изготовлении, производстве, ремонте, установке, вводе в эксплуатацию упаковочного оборудования, вспомогательных периферийных устройств и вспомогательного оборудования, включая конвейерные ленты.
Посетите их веб-сайт сегодня, чтобы узнать, как они могут помочь вам с вашими требованиями.
Рекомендуемые товары
Принтер прямой термопечати Evolabel D43
ACMI S.p.A. Отслеживание конвейерной ленты / Обучение
Отслеживание/тренировка ленты. Процедуры
Тренировка или отслеживание ленты на вашем радиальном укладчике или конвейерной системе — это процесс регулировки направляющих роликов, шкивов и условий нагрузки таким образом, чтобы скорректировать любую тенденцию ленты двигаться не по центру. Основное правило, которое необходимо учитывать при отслеживании конвейерной ленты, простое: «РЕМЕНЬ ДВИГАЕТСЯ К ТОМУ КОНЦУ РОЛИКА/НАПРАВЛЯЮЩЕГО РОЛИКА, С КОТОРЫМ ОН КОНТАКТИРУЕТСЯ ПЕРВЫМ.» Вы можете убедиться в этом сами, положив небольшой стержень-дюбель или круглый карандаш на плоскую поверхность под углом. Затем положите книгу поперек стержня дюбеля и осторожно толкайте/катите ее по линии прямо от себя. Книга будет иметь тенденцию смещаться влево или вправо в зависимости от того, с каким концом стержня дюбеля первая соприкоснется движущаяся книга.
Когда все части ленты проходят через часть длины конвейера, причина, вероятно, заключается в выравнивании или выравнивании радиального укладчика или конструкций конвейера, роликов или шкивов в этой области.
Если одна или несколько частей ленты соскальзывают во всех точках вдоль конвейера, причина, скорее всего, в самой ленте, в соединениях или в нагрузке на ленту. Когда лента нагружена не по центру, центр тяжести груза стремится найти центр желобных направляющих роликов, таким образом уводя ленту с ее слегка нагруженного края. (Рисунок 2)
Это основные правила диагностики неисправностей ремня. Комбинации этих вещей иногда приводят к случаям, которые не кажутся четкими в отношении причины, но если наблюдается достаточное количество оборотов ремня, схема работы становится ясной, а причина раскрывается. Обычные случаи, когда рисунок не проявляется, — это случаи неравномерного движения, которые могут быть обнаружены на ненагруженной ленте, которая плохо проходит, или нагруженной ленте, которая не получает нагрузку равномерно по центру.
Факторы, влияющие на тренировку конвейерной ленты
Барабаны, шкивы и демпферы
От короны конвейерных шкивов достигается относительно небольшой эффект управления. Корона наиболее эффективна, когда к шкиву приближается длинный неподдерживаемый отрезок ремня (примерно в четыре раза больше ширины ремня). Поскольку это невозможно на несущей стороне конвейера, изгибание ведущего шкива относительно неэффективно и не оправдывает неравномерного поперечного распределения натяжения, которое оно вызывает в ремне.
У хвостовых шкивов может быть такой неподдерживаемый отрезок ремня, приближающийся к ним, и выпуклость может помочь, за исключением случаев, когда они находятся в точках высокого натяжения ремня. Самым большим преимуществом здесь является то, что корона в некоторой степени помогает центрировать ленту, когда она проходит под точкой загрузки, что необходимо для хорошей загрузки. Приемные шкивы иногда имеют утолщение, чтобы предотвратить любое небольшое смещение, возникающее в приемной каретке при смещении ее положения.
Все шкивы должны быть выровнены по оси на 90° к предполагаемому пути ленты. Их следует оставить в таком положении и не смещать в качестве средства обучения, за исключением того, что оси шкивов могут быть смещены, когда другие средства обучения не обеспечили недостаточной коррекции. Шкивы с осями, расположенными не под углом 90° к траектории ремня, будут вести ремень в направлении края ремня, который первым соприкасается со смещенным шкивом. Когда шкивы не выровнены, ремень имеет тенденцию двигаться вниз. Это противоречит старому «практическому правилу» о том, что ремень проходит к «высокой» стороне шкива. Когда возникают комбинации этих двух факторов, тот из них, который оказывает более сильное влияние, становится очевидным в характеристиках ремня.
Несущий натяжной ролик
Тренировка ремня с желобковыми натяжными роликами осуществляется двумя способами. Смещение оси натяжного ролика по отношению к пути ленты, обычно известное как «стукающие натяжные ролики», эффективно, когда вся лента проходит в одну сторону вдоль некоторой части конвейера или радиального укладчика. Ремень можно отцентрировать, «постучав» вперед (в направлении движения ремня) по концу натяжного ролика, к которому проходит ремень. Перемещающиеся таким образом натяжные ролики должны быть рассредоточены по некоторой длине конвейера или радиального штабелеукладчика, предшествующего участку неисправности. Понятно, что ремень можно заставить двигаться прямо, когда половина натяжных роликов «стучит» в одну сторону, а половина — в другую, но это будет происходить за счет увеличения трения качения между ремнем и натяжными роликами. По этой причине все натяжные ролики должны изначально быть в квадрате с траекторией движения ремня и использовать только минимальное смещение натяжных роликов в качестве средства обучения.Если лента чрезмерно скорректирована смещением натяжных роликов, ее следует восстановить путем перемещения назад тех же натяжных роликов, а не путем смещения дополнительных натяжных роликов в другое направление
Очевидно, что такое переключение холостого хода эффективно только для одного направления движения ремня. Если ремень перевернут, смещенный натяжной ролик, корректирующий в одном направлении, будет неправильно направлен в другом. Следовательно, у реверсивных ремней все натяжные ролики должны быть выровнены и оставлены в таком положении. Любая необходимая коррекция может быть обеспечена с помощью самоустанавливающихся роликов, предназначенных для работы в обратном направлении. Не все самовыравнивающиеся устройства относятся к этому типу, поскольку некоторые из них работают только в одном направлении.
Наклон направляющего ролика вперед (не более чем на 2°) в направлении движения ленты создает эффект самовыравнивания. Натяжные ролики можно наклонить таким образом, подогнув заднюю ножку стойки натяжных роликов. И здесь этот метод не является удовлетворительным, если ремни могут переворачиваться, как показано на рис. 3.9.0005
Преимущество этого метода по сравнению с методом «стукания натяжных роликов» заключается в том, что он корректирует движение ленты в обе стороны от натяжного ролика, поэтому он полезен для тренировки неустойчивых лент. Его недостатком является ускоренный износ покрытия шкива из-за повышенного трения на желобных валках. Поэтому его следует использовать как можно экономнее, особенно на направляющих роликах с большим углом наклона желоба.
Специальные самоустанавливающиеся направляющие желоба, подобные показанному справа, помогают при тренировке ленты. (Рисунок 4)
Обратные ролики
Обратные ролики, будучи плоскими, не оказывают влияния самовыравнивания, как в случае роликов с наклонным желобом. Однако за счет смещения их оси (стука) по отношению к траектории ленты можно использовать обратный ролик для обеспечения постоянного корректирующего эффекта в одном направлении. Как и в случае желобных валков, конец вала, к которому смещается лента, должен быть смещен в продольном направлении в направлении обратного движения ленты, чтобы обеспечить коррекцию. (Рисунок 5)
Также следует использовать самоустанавливающиеся возвратные ролики. Они вращаются вокруг центрального штифта. Вращение ролика вокруг этого штифта происходит из-за смещения ремня от центра, и ось натяжного ролика смещается по отношению к траектории ремня в результате самокорректирующего действия. (Рисунок 6) Некоторые возвратные натяжные ролики сделаны с двумя валками, образующими V-образный желоб с углом наклона от 10° до 20°, что эффективно помогает тренировать обратный ход.
Дополнительную помощь в центрировании ремня по мере его приближения к заднему шкиву можно получить, слегка выдвинув и приподняв чередующиеся концы возвратных роликов, ближайшие к заднему шкиву. (Рисунок 7)
Обеспечение эффективности тренировочных роликов
Обычно на самоустанавливающиеся ролики требуется дополнительное давление.
и, в некоторых случаях, на стандартных ленивцах, где требуется сильное тренировочное воздействие. Один из способов добиться этого — поднять такие бездельники над линией соседних бездельников. Натяжные ролики или изогнутые шкивы на выпуклых (выпуклых) кривых вдоль обратной стороны испытывают дополнительное давление из-за компонента натяжения ремня и, следовательно, являются эффективными местами для тренировок. Самовыравнивающиеся боковые опоры не должны располагаться на выпуклой кривой, так как их возвышенное положение может способствовать выходу каркаса из строя натяжного узла.
Боковые направляющие ролики
Направляющие этого типа не рекомендуется использовать для обеспечения прямого движения лент. (Рисунок 8) Их можно использовать для первоначальной подготовки ремня, чтобы предотвратить его сползание со шкивов и повреждение конструкции конвейерной системы. Их также можно использовать для обеспечения такой же защиты ремня, как и в качестве экстренной меры, при условии, что они не касаются края ремня, когда он работает нормально. Если они постоянно воздействуют на ленту, даже если они свободно катятся, они имеют тенденцию стираться с кромки ленты и в конечном итоге вызывать разделение слоев вдоль кромки. Боковые направляющие ролики не должны располагаться так, чтобы упираться в край ремня, когда ремень фактически находится на шкиве. В этот момент никакое краевое давление не может сдвинуть ленту вбок.
Ремень сам по себе
Ремень, обладающий чрезмерной поперечной жесткостью по отношению к его ширине, будет труднее тренироваться из-за отсутствия контакта с центральным роликом несущего ролика. Признание этого факта позволяет пользователю принять дополнительные меры предосторожности и, при необходимости, нагрузить ремень во время тренировки, чтобы улучшить его управляемость. Соблюдение конструктивных ограничений по проходимости обычно позволяет избежать этой проблемы.
