Содержание
Повреждения коленчатого вала · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
их причины и способы устранения
Каковы наиболее частые причины проломов коленчатого вала? Как нужно правильно монтировать коленчатый вал, чтобы предотвратить повреждения? Пошаговое описание монтажа, а также советы и секреты для обеспечения длительного срока службы коленчатого вала находятся здесь.
сторона маховика/ отбор мощности
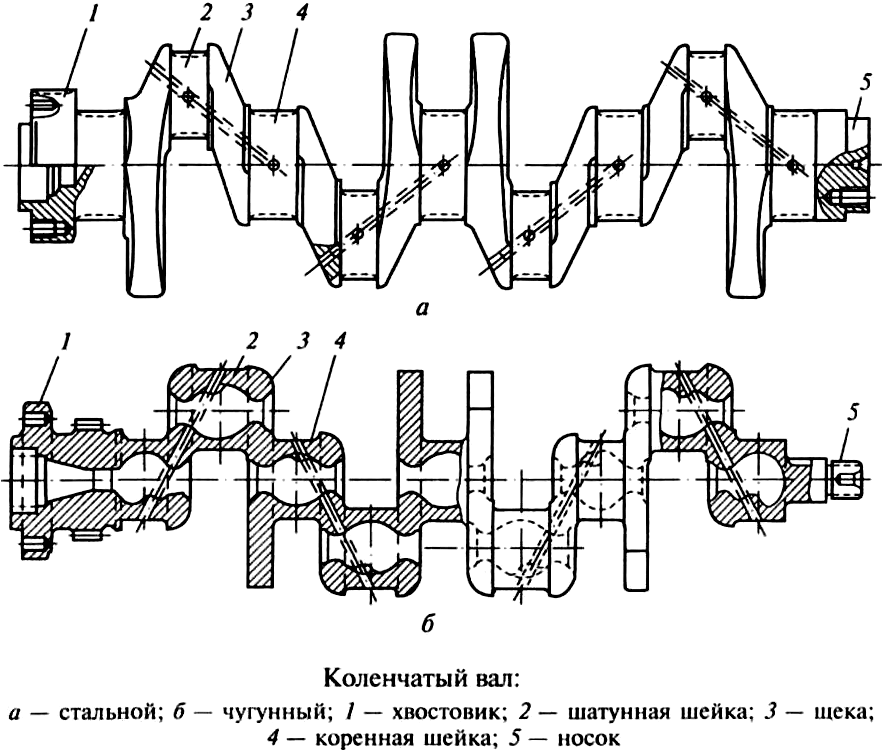
| 01 зона твердости | 03 отверстие для смазки | 05 шатунная шейка | 07 противовесы |
| 02 щека кривошипа | 04 ход x 2 | 06 коренная шейка | 08 цапфа |
УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА УЖЕ ПРИ МОНТАЖЕ
- Компетентно устраните возможные предыдущие повреждения в области осевой линии коренных подшипников и шатунов.

- Надлежащим образом установите вкладыши подшипников картера и крышки подшипников. При этом следите за проходимостью и чистотой отверстий для смазки, а также за диаметром коренных и шатунных шеек.
- Тщательно очистите сжатым воздухом масляные каналы в картере.
- Обильно смажьте рабочие поверхности вкладышей подшипников высвободившимся маслом.
- Установите крышки коренных подшипников. Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.
- Проверьте свободный ход коленчатого вала. Следует проверить и при необходимости надлежащим образом согласовать осевой зазор коленчатого вала.

ПРИЧИНЫ ПОЛОМОК КОЛЕНЧАТОГО ВАЛА РЕДКО СВЯЗАНЫ С УСТАЛОСТЬЮ МАТЕРИАЛА ПОСЛЕ ДЛИТЕЛЬНОЙ ЭКСПЛУАТАЦИИ
Наиболее частыми причинами поломок коленчатого вала являются:
- Механическая перегрузка коленчатого вала из-за сбоев в процессе сгорания, гидравлических ударов и т.
 п.
п. - Внезапная блокировка двигателя из-за неисправной коробки передач, высвобождения противовесов и т. п.
- Чрезмерные крутильные колебания, например, из-за неисправных амортизаторов, маховиков или сцеплений.
- Ослабление материала после предыдущего повреждения подшипника или из-за расплавления коренных шеек и т. п.
- Недопустимая доработка подшипников коленчатого вала.
- Механические повреждения вала перед монтажом.
ОШИБКИ ПРИ МОНТАЖЕ — САМАЯ ЧАСТАЯ ПРИЧИНА ПОВРЕЖДЕНИЙ КОЛЕНЧАТОГО ВАЛА И ПОДШИПНИКОВ, А ТАКЖЕ ИЗНОСА
- Потеря твердости коренных шеек из-за предыдущих повреждений подшипников или ненадлежащей доработки, например, чрезмерной дошлифовки.
- Использование неподходящих вкладышей подшипников, например, обычных подшипников скольжения с трехслойным вкладышем вместо подшипников скольжения с нанесённым слоем медного сплава на сталь и слоем вакуумной металлизации; неподходящие или отсутствующие отверстия для смазки.
- Несоблюдение предписанного зазора в подшипнике.
 Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы.
Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы. - Нехватка смазочного масла при пуске в ход, так как масляная система не была предварительно заполнена маслом и испытана давлением. После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.
- Не были заменены масляный радиатор, моторное масло и масляный фильтр.
- Диаметры расточенных отверстий подшипников коленчатого вала в картере не были проверены или, соответственно, восстановлены после предыдущего повреждения.
- Коренные подшипники/крышки шатунных подшипников были перепутаны между собой или неправильно установлены.
- Были применены неверные моменты затяжки и/или старые болты крышки подшипника.
- При первом пуске двигателя в ход не были учтены данные изготовителя.
СОВЕТЫ И РЕКОМЕНДАЦИИ ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА
- Достаточное количество масла в двигателе (согласно спецификации изготовителя).

- Использовать масло надлежащей спецификации, не заполнять загрязненное или отработанное масло.
- Избегать загрязнения моторного масла охлаждающим средством или топливом.
- Избегать связанных с циркуляцией масла ошибок, приводящих к проблемам с давлением масла (например, неисправный масляный насос, неисправный масляной редукционный клапан, поврежденные жиклёры или корпус масляного фильтра, засоренные трубопроводы и каналы и т. п.).
- Не допускать слишком высокой температуры моторного масла, чтобы не нарушалась маслянистая пленка.
Группы продуктов на ms-motorservice.com
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях.
Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.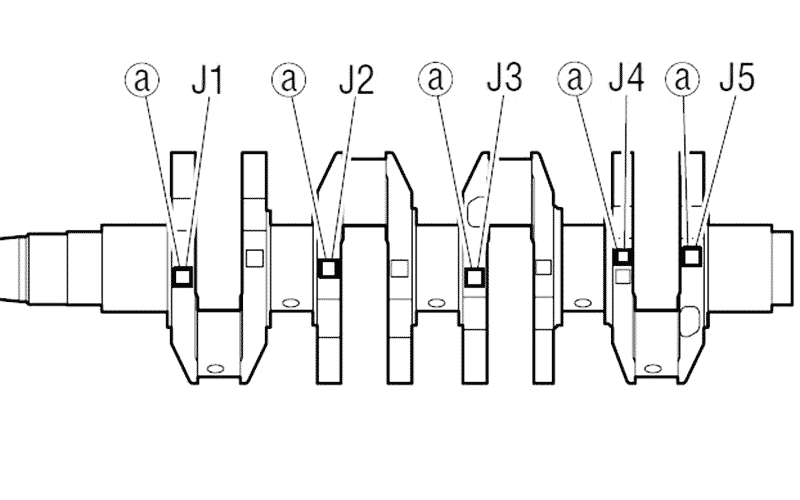
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.

- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.

- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
Проверка технического состояния коленчатого вала
Маркировка, нанесенная на торце коленчатого вала
Обозначение диаметра коренных шеек коленчатого вала
Метка (X) на коленчатом вале | Диаметры, мм |
1 | 54,785- 54,795 |
0 | 54,795-54,805 |
Цветовая маркировка
Цветовая маркировка диаметра коренных шеек наносится на противовесах коленчатого вала.
Цвет метки, нанесенной в указанных местах (А, В, С, D, Е) | Диаметр, мм |
Голубая метка | 54,785-54,795 |
Красная метка | 54,795-54,805 |
Цветовая маркировка диаметра шатунных шеек | ||||
|
С помощью микрометра измерьте диаметр (в центре посадочного места) коренных шеек коленчатого вала, который должен составлять 54,785-54,805 мм.
Измерять следует в двух взаимно перпендикулярных направлениях у каждого конца каждой коренной шейки (4 измерения на каждую коренную шейку).
Сравните полученное значение диаметра с обозначением класса диаметра, нанесенным на коленчатый вал.
Проверка степени овальности и конусности коренных шеек коленчатого вала
Убедитесь, что разница между максимальной и минимальной величиной диаметра у каждого конца каждой коренной шейки находится в пределах допуска для степени овальности или конусности.
Максимально допустимое отклонение от формы окружности (разность измерений по взаимно перпендикулярным диаметрам) составляет 0,005 мм.
Максимально допустимая конусность (разность измерений по концам шейки) составляет 0,006 мм
Установите коленчатый вал на две измерительные призмы.
Установите магнитную стойку со стрелочным индикатором перемещений.
Вращайте коленчатый вал рукой.
Измерьте и запишите биение всех коренных шеек коленчатого вала
Максимально допустимое биение составляет 0,03 мм.
Метки классов вкладышей подшипников | Диаметр коренных шеек |
Голубая метка | 54,785-54,795 мм |
Красная метка | 54,795-54,805 мм |
Имеются 2 класса вкладышей коренных подшипников. Перед заказом вкладышей подшипников необходимо измерить диаметр коренных шеек коленчатого вала.
Направление установки вкладышей коренных подшипников коленчатого вала
Вкладыши подшипников не имеют ориентирующих элементов.
Крышки подшипников блока цилиндров не имеют канавок |
Во вкладышах подшипников блока цилиндров имеются канавки
Проверка зазора между коренными шейками коленчатого вала и вкладышами коренных подшипников производится с помощью сминаемого пластикового калибра.
Для проверки узел собирается с уложенным вдоль шейки кусочком пластикового калибра. Крепления затягиваются номинальным моментом.
После этого узел разбирается и измеряется ширина расплющенного калибра. Так как калибр имеет строго определенную форму и толщину, то его ширина после расплющивания точно соответствует его остаточной толщине, которая равна измеряемому зазору. Калибр может быть круглого сечения или иметь форму линейки, клиновидной в поперечном направлении. Как правило, инструкция по пользованию пластиковым калибром имеется в его упаковке.
Величина зазора должна лежать в пределах от 0,040 до 0,075 мм.
С помощью микрометра измерьте диаметр (в центре посадочного места) шатунных шеек коленчатого вала, который должен составлять 48,00-48,02 мм.
Измерять следует в двух взаимно перпендикулярных направлениях у каждого конца каждой коренной шейки (4 измерения на каждую коренную шейку).
Сравните полученное значение диаметра с обозначением класса диаметра, нанесенным на коленчатый вал.
На каждой шатунной шейке убедитесь в том, что разница между максимальной и минимальной величиной диаметра у каждого конца коренной шейки находится в пределах допуска для степени овальности или конусности.
Максимально допустимое отклонение от формы окружности (разность измерений по взаимно перпендикулярным диаметрам) составляет 0,005 мм.
Максимально допустимая конусность (разность измерений по концам шейки) составляет 0,006 мм.
Измерьте толщину каждого полукольца с помощью микрометра. Значение толщины должно лежать в пределах от 2,45 до 2,65 мм
1. Установите без смазки следующие элементы:
— верхние вкладыши подшипников коленчатого вала из блока цилиндров,
— центральные опорные полукольца (пазами в сторону щек вала),
— коленчатый вал,
— нижние вкладыши подшипников на подшипники коленчатого вала,
— нижние вкладыши в сборе с подшипниками коленчатого вала,
— старые винты крепления крышек коренных подшипников коленчатого вала.
2. Установите индикатор с держателем на блок цилиндров.
3 Установите щуп индикатор на поверхности крепления маховика к коленчатому валу.
4. Установите коленчатый вал на опорном полукольце с помощью перемещения вала в продольном направлении в сторону привода ГРМ
5. Откалибруйте индикатор на нулевое значение.
6 Установите коленчатый вал на другом опорном полукольце при помощи перемещения вала в продольном направлении в сторону маховика.
7 Проверьте осевое перемещение коленчатого вала. Его величина должна находиться в следующих пределах:
— при новых упорных полукольцах 0,1670,252 мм,
— при поработавших упорных полукольцах 0,167-0,852 мм.
Размеры упорных полуколец | ||||||||
|
8 Поверните коленчатый вал на полный оборот и измерьте биение торцевой поверхности коленчатого вала. Значение биения не должно превышать 0,02 мм
Значение биения не должно превышать 0,02 мм
9. Снимите коленчатый вал.
1. Дата изготовления
2. Класс высоты поршня
3. Направление установки поршня к маховику
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение —
Военный карьерный рост
книги и т. д.
Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хамви) |
и т. д…
д…
Авиация — Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой —
Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство —
Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы |
и т. д…
д…
Дайвинг —
Руководства по водолазным работам и спасению различного снаряжения.
Чертежник —
Основы, методы, составление проекций, эскизов и т. д.
Электроника —
Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компонентам компьютеров, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение —
Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
и т. д…
д…
Еда и кулинария —
Руководства по рецептам и оборудованию для приготовления пищи.
Логистика —
Логистические данные для миллионов различных деталей.
Математика —
Арифметика, элементарная алгебра,
предварительное исчисление, введение в вероятность и т. д.
Медицинские книги —
Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации
— Государственные спецификации MIL и другие сопутствующие материалы
Музыка
— Мажор и минор
масштабные действия, диатонические и недиатонические мелодии, паттерны такта,
и т.д.
Основы ядра —
Теории ядерной энергии,
химия, физика и т.
Справочники Министерства энергетики США
Фотография и журналистика
— Теория света,
оптические принципы, светочувствительные материалы, фотофильтры, копирование
редактирование, написание публикаций и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Руководство по армейской фотографии, печати и журналистике
Религия —
Основные религии мира,
функции поддержки богослужений, свадьбы в часовне и т. д.
MAHLE Aftermarket Северная Америка | MAHLE Aftermarket Inc.
Поверхности шейки коленчатого вала должны быть отшлифованы и отполированы до шероховатости поверхности Ra 15 микродюймов или лучше. Шейки высоконагруженных коленчатых валов, таких как дизельные двигатели или высокопроизводительные гоночные двигатели, требуют чистоты Ra 10 микродюймов или лучше.
Вышеупомянутое является простой прямой спецификацией, которую можно измерить с помощью специального оборудования. Однако создание отшлифованной и полированной поверхности — это нечто большее, чем просто соблюдение спецификации шероховатости. Для предотвращения быстрого и преждевременного износа подшипников коленчатого вала и для содействия образованию масляной пленки поверхности шейки должны быть отшлифованы против направления вращения двигателя и отполированы в направлении вращения. Эта рекомендация и изучение следующих иллюстраций помогут сделать рекомендацию более ясной.
Однако создание отшлифованной и полированной поверхности — это нечто большее, чем просто соблюдение спецификации шероховатости. Для предотвращения быстрого и преждевременного износа подшипников коленчатого вала и для содействия образованию масляной пленки поверхности шейки должны быть отшлифованы против направления вращения двигателя и отполированы в направлении вращения. Эта рекомендация и изучение следующих иллюстраций помогут сделать рекомендацию более ясной.
Удаление металла приводит к образованию заусенцев. Это относится почти ко всем процессам удаления металла. Различные процессы создают различные типы заусенцев. При шлифовке и полировке образуются заусенцы, которые настолько малы, что мы их не видим и не ощущаем, но они есть и могут повредить подшипники, если поверхность вала не обработана должным образом. Вместо «заусенцев» давайте назовем то, что получается в результате шлифовки и полировки, «микроскопическим пухом». Это лучше описывает то, что осталось от этих процессов. У этого микроскопического пуха есть зерно или он лежит на нем, как волосы на спине собаки. Рисунок 1 представляет собой иллюстрацию, изображающую расположение этого пуха на журнале. (Примечание: все рисунки показаны с торца коленчатого вала.)
У этого микроскопического пуха есть зерно или он лежит на нем, как волосы на спине собаки. Рисунок 1 представляет собой иллюстрацию, изображающую расположение этого пуха на журнале. (Примечание: все рисунки показаны с торца коленчатого вала.)
Рисунок 1
Направление, в котором шлифовальный круг или полировальная лента проходят по поверхности шейки, определяет расположение микроворсинок.
Для того, чтобы удалить этот ворс с поверхности, каждая последующая операция должна проходить по шейке в противоположном направлении, чтобы ворс отгибался назад и удалялся. Полировка в том же направлении, что и шлифовка, не может эффективно удалить этот ворс, потому что он просто ляжет, а затем снова поднимется. Следовательно, полировка должна выполняться вместо шлифовки, чтобы улучшить качество поверхности.
Чтобы прийти к тому, как шлифовать и полировать вал, мы должны сначала определить желаемый конечный результат, а затем работать в обратном направлении, чтобы установить, как его достичь. На рис. 2 изображен вал, вращающийся в подшипнике, вид спереди нормального двигателя, вращающегося по часовой стрелке. Желаемым состоянием является шейка с любой ворсинкой, оставшейся после операции полировки, ориентированной так, чтобы она ложилась, когда вал проходит над подшипником (рис. 2).
На рис. 2 изображен вал, вращающийся в подшипнике, вид спереди нормального двигателя, вращающегося по часовой стрелке. Желаемым состоянием является шейка с любой ворсинкой, оставшейся после операции полировки, ориентированной так, чтобы она ложилась, когда вал проходит над подшипником (рис. 2).
Аналогия с валом, проходящим через подшипник, похожа на поглаживание собаки с головы до хвоста. Полировка вала в противоположном направлении приводит к истиранию подшипника, что похоже на поглаживание собаки от хвоста до головы. Для создания такой укладки поверхности, как показано на рис. 2, полировальная лента должна проходить по поверхности вала, как показано на рис. 3.
рис. 2
рис. 3
Полировальная машина ленточного типа используется потому, что лента работает намного быстрее, чем вал. Если используется шлифовальный станок типа «щелкунчик», то необходимо соблюдать правильное вращение вала (рис. 4). Снятие припуска при полировании не должно превышать 0,0002 дюйма по диаметру.
Определив желаемую шероховатость поверхности в результате полировки, мы должны затем установить правильное направление шлифовки, чтобы получить шлифовку поверхности, противоположную полученной в результате полировки. На этом рисунке показаны направления вращения шлифовального круга и вала, а также расположение поверхностей для шлифования, если смотреть с передней или носовой стороны коленчатого вала. Эта ориентация достигается защелкиванием фланца маховика с левой стороны кофемолки (в передней бабке). Достижение наилучшего качества поверхности во время шлифования уменьшит съем материала, необходимый во время полировки.
Рисунок 4
Рисунок 5
Поверхностный налет, образующийся при шлифовании, может привести к истиранию поверхностей подшипников, если их не полировать. Путем полировки в направлении, показанном на рис. 3 или 4, поверхностный слой меняется на противоположный в результате операции полирования, удаляя пух, образовавшийся при шлифовании, и оставляя поверхностный слой, который не будет стирать поверхность подшипника.
Валы из чугуна с шаровидным графитом особенно трудно шлифовать и полировать из-за структуры чугуна. Узловидное железо получило свое название от шаровидной формы графита в этом материале. При шлифовке открываются графитовые наросты, расположенные на поверхности шейки, оставляя рваные края, которые могут повредить подшипник. Полировка в правильном направлении удалит неровные края этих открытых узелков.
Все вышеперечисленное основано на нормальном вращении двигателя по часовой стрелке, если смотреть спереди двигателя. Для коленчатых валов, которые вращаются против часовой стрелки, например, в некоторых судовых двигателях, коленчатый вал следует зажимать на противоположном конце во время шлифовки и полировки. Это то же самое, что смотреть на кривошип с фланцевого конца, а не с носовой части на прилагаемых рисунках.
В отличие от многих подшипников двигателей, доступных сегодня, в подшипниках двигателей Clevite используется превосходный материал Clevite TriMetal™.