

Содержание
Методы получения заготовок
Методы получения заготовок
- Опубликовано:
Содержание страницы
- 1. Виды заготовок и их характеристики
- 2. Выбор способа получения отливок
- 3. Выбор способа получения поковок
- 4. Определение промежуточных припусков, допусков и размеров заготовок
1. Виды заготовок и их характеристики
Оборудование заготовительного производства во многом зависит от правильного выбора метода получения заготовок.
Предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь или неразъемную сборочную единицу называют заготовкой. Перед первой технологической операцией заготовку называют исходной.
Выбор заготовки заключается в установлении метода ее изготовления, расчете или выборе припусков на обработку и определении размеров исходной заготовки.
Форма и размеры детали, технологические свойства материала, температура его плавления, структурные характеристики (направление волокон и размеры зерна) определяют метод изготовления заготовки.
Трудность выбора метода получения заготовки состоит в том, что сталкиваются часто противоположные требования, поэтому решение этого вопроса становится многовариантным. Выбор одного из вариантов не очевиден и часто основан на инженерной интуиции и практическом опыте. Принятие окончательных решений происходит, как правило в условиях ограничений – материальных ресурсов, экономических возможностей, энергетических ресурсов, наличия квалифицированных кадров, транспортных расходов, возможностей кооперации, времени для подготовки производства и т.п.
Заготовки получают в основном двумя методами – литьем или обработкой давлением (пластическим деформированием). Для крупногабаритных деталей – допускается использование сварных заготовок или комбинированных (т.е. полученных сваркой предварительно отштампованных или отлитых отдельных элементов сложной формы).
Заготовки из серого или ковкого чугуна изготовляют в виде отливок.
Заготовки стальные изготовляют из горячекатаного проката различных размеров и профиля либо из холоднотянутой стали. Для получения этих заготовок часто используют также ковку, штамповку или литье.
Заготовки из цветных металлов и сплавов изготовляют из проката, отливают или штампуют.
Заготовки в виде отливок применяют для деталей сложной формы. Сварные заготовки используют при невозможности или экономической нецелесообразности изготовления цельных. Детали кабин управления буровыми установками, кожухов БКНС, БГТУ и т.п. изготовляют из листового материала холодной штамповкой с последующей сваркой.
На заготовки разрезку проката производят газопламенными резаками, на ленточных или дисковых пилах, приводных ножовках и пресс-ножницах, на токарных, револьверных и фрезерных станках. На фрикционных (беззубых) пилах разрезают профильный прокат, не имеющий большой сплошной площади сечения (уголки, двутавры, швеллеры). На круглых заготовках большого диаметра фрикционная пила обычно заклинивается. Применяют также отрезные станки с тонкими отрезными шлифовальными кругами. Профильный прокат – уголки, швеллеры и т.п. – может быть разрезан на пресс-ножницах методом рубки.
На круглых заготовках большого диаметра фрикционная пила обычно заклинивается. Применяют также отрезные станки с тонкими отрезными шлифовальными кругами. Профильный прокат – уголки, швеллеры и т.п. – может быть разрезан на пресс-ножницах методом рубки.
Перед поступлением на обработку резанием исходные заготовки подвергают очистке, правке и термической обработке в зависимости от методов их изготовления и предъявляемых требований. Отливки очищают от формовочной земли и стержней, затем удаляют литники, выпоры, отрезают прибыли, зачищают заусенцы и случайные приливы Очистку производят на стационарных и переносных шлифовальнообдирочных станках, зубилами, стальными щетками. Для механизации процесса очистки применяют дробеструйные установки, вращающиеся (галтовочные) барабаны. Заготовка, полученная горячей штамповкой, в месте разъема штампа обычно имеет облой, который обрезают или вырубают в штампах на обрезных кривошипных прессах. После обрезки производят термическую обработку и правку в горячем или холодном состоянии.
С целью получения заданных микроструктуры и механических свойств заготовку при термической обработке подвергают нормализации, улучшению и другим процессам.
Штамповки очищают от окалины и заусенцев дробеструйной обработкой, травлением, галтовкой во вращающихся барабанах. Для получения точных размеров некоторые штампованные заготовки проходят калибровку и чеканку в холодном или горячем состоянии. Перед этой операцией производят отжиг или нормализацию и очистку от окалины.
На чеканку дается припуск от 0,2 до 0,8 мм на сторону в зависимости от площади чеканки. Длинные заготовки из проката правят вручную, на прессах или на специальных многороликовых правильнокалибровочных станках за 1 – 2 хода.
Если свойства материала допускают использование литья и методов пластического деформирования, то выбор должен опираться, в первую очередь, на особенности формы детали. При наличии полости сложной формы, а также выступов и впадин на боковых наружных и внутренних поверхностях часто единственно возможным является метод литья. Причем, обязательно с применением формы разового использования, так как для извлечения отливки форма и стержни должны быть разрушены.
Причем, обязательно с применением формы разового использования, так как для извлечения отливки форма и стержни должны быть разрушены.
Если же форма детали позволяет применять как штамповку, так и литье, то выбор метода должен исходить из технических требований к детали, особенно к макро- и микроструктуре внутренних и поверхностных слоев детали. Кроме того, необходимо учитывать и объем производства (годовую программу выпуска деталей), и тип производства, т.е. темп выпуска. Здесь нет возможности учесть все индивидуальные особенности конкретных деталей и предприятий, но основное направление выбора метода получения заготовки состоит в следующем: чем более строгие требования предъявляются к однородности механических свойств детали, чем выше требования к ее прочности, твердости и износостойкости, тем желательнее применить метод пластического деформирования, а не литья.
Кроме этого, избрать метод пластического деформирования тем предпочтительнее по сравнению с литьем, чем больше объем производства и чем меньше такт выпуска. Вместе с тем, чем сложнее форма детали и чем выше стоимость материала, из которого она изготовлена, тем предпочтительнее использовать метод литья, как дающий лучшее приближение формы заготовки к форме готовой детали, т.е. повышающий коэффициент использования материала.
Вместе с тем, чем сложнее форма детали и чем выше стоимость материала, из которого она изготовлена, тем предпочтительнее использовать метод литья, как дающий лучшее приближение формы заготовки к форме готовой детали, т.е. повышающий коэффициент использования материала.
В связи с неоднозначностью решения задачи о выборе метода, получения заготовки целесообразно наметить несколько альтернативных вариантов и произвести экономический анализ с помощью ЭВМ, предусмотрев в программе анализа и указанные выше ограничения.
2. Выбор способа получения отливок
Наиболее часто применяемым способом получения заготовок литьем является литье в песчаные формы, поскольку себестоимость одной тонны таких отливок минимальна, а применяемое оборудование и оснастка во многом имеет универсальный характер.
Для изготовления отливок I класса точности (заготовки массового производства) целесообразно применять машинную формовку по металлическим моделям, механизированный выем моделей из полуформ. В этом случае могут быть также получены сложные по форме тонкостенные заготовки с отверстиями диаметром от 20 мм и более. Если стержни изготовляют на специальных машинах и калибрируют перед сборкой Б кондукторе, то полученные заготовки по точности взаимного расположения поверхностей и отклонениям размеров обеспечивают возможность механической обработки в специальных или специализированных приспособлениях, в том числе на автоматах и полуавтоматах.
В этом случае могут быть также получены сложные по форме тонкостенные заготовки с отверстиями диаметром от 20 мм и более. Если стержни изготовляют на специальных машинах и калибрируют перед сборкой Б кондукторе, то полученные заготовки по точности взаимного расположения поверхностей и отклонениям размеров обеспечивают возможность механической обработки в специальных или специализированных приспособлениях, в том числе на автоматах и полуавтоматах.
Отливки II класса точности (заготовки серийного производства), рекомендуется выполнять литьем по деревянным моделям, применяя машинную формовку с механизированным выемом моделей из полуформ, причем модели закрепляются на металлических плитах. Такой способ литья в заготовках позволяет получить литые отверстия диаметром свыше 30 мм.
Отливки III класса точности (заготовки мелкосерийного и единичного производства) изготовляют в основном в песчаных формах с ручной формовкой по деревянным моделям. В отдельных случаях применяется машинная формовка по координатным плитам с незакрепленными моделями. Такой способ литья позволяет выполнять литые отверстия диаметром свыше 50 мм.
Такой способ литья позволяет выполнять литые отверстия диаметром свыше 50 мм.
Применение других способов литья определяется особенностями размеров, формы и технических требований к детали.
Для больших деталей (массой свыше двух тонн) заготовки отливают в землю, а для формовки применяют деревянные модели.
Если деталь имеет ряд поверхностей, которые по техническим условиям не требуют обязательной обработки резанием и должны быть точно расположены друг относительно друга, и иметь высокое качество поверхности, целесообразно применять литье в различные оболочковые формы. Такими формами могут быть песчано-смоляные, жидко-стекольные и т.п., а также литье в оболочковые формы по выплавляемым или растворяемым моделям (масса таких отливок не должна превышать 150 кг).
Учитывая, что организация такого участка специального литья требует значительных капиталовложений, а технология литья включает ряд сложных и длительных операций, себестоимость одной тонны отливок с применением указанных способов литья возрастает в 8 – 12 раз, и поэтому применение литья в оболочковые формы целесообразно только в крупносерийном и массовом производстве. Заготовки из цветных металлов и сплавов целесообразно отливать в формы многократного применения: керамические и песчано-цементные для небольших партий деталей и в металлические формы (кокильное литье и литье под давлением) для крупносерийного и массового производства.
Заготовки из цветных металлов и сплавов целесообразно отливать в формы многократного применения: керамические и песчано-цементные для небольших партий деталей и в металлические формы (кокильное литье и литье под давлением) для крупносерийного и массового производства.
Если деталь имеет форму полого цилиндра, то часто используют центробежное литье. Заготовки, у которых величина наружного диаметра превышает высоту детали, отливают на машинах центробежного литья с вертикальной осью вращения; при этом возможно получение двухслойных заготовок (чугунбронза, сталь-чугун и т.д.). Максимальная масса заготовок такого способа литья – 50 кг.
Полые заготовки удлиненной формы (длина больше наружного диаметра) отливают на машинах с горизонтальной осью вращения (максимально допустимая масса – 600 кг).
3. Выбор способа получения поковок
Определяющими факторами при выборе способа получения заготовки методами пластического деформирования, являются тип производства, размеры детали, форма поковки и свойства материала поковки.
На первом этапе выбора решающее значение приобретает тип производства рассматриваемой детали, так как технологический процесс обработки давлением основан на применении высокопроизводительного и сравнительно дорогого оборудования, а также дорогого инструмента (штампов). В единичном и мелкосерийном производстве оборудование должно, быть универсальным и сравнительно недорогим, а его производительность не столь существенна, как например, в массовом производстве. Деформирующий инструмент также должен иметь, по возможности, универсальное применение, простую форму и невысокую стоимость.
Этим условиям отвечает свободная ковка на ковочных молотках, а также ковка с применением подкладных колец и подкладных, штампов.
В серийном производстве целесообразно применять штамповочные молоты различных видов, а процесс формообразования производить в штампах, половины которых закрепляются на столе и на бабе молота и могут иметь до пяти ручьев сложной формы.
Производительность штамповки и точность поковок при использовании штамповочного молота в крупносерийном и массовом производстве уже недостаточна. Поэтому наиболее рациональным является применение кривошипных кузнечно-прессовых машин: кривошипного горячештамповочного пресса (КГШП), горизонтально-ковочной машины (ГКМ), чеканочного (кривошипноколенного) пресса, а также специализированных высокопроизводительных машин (раскатной машины, ковочных вальцов и т.п.).
Поэтому наиболее рациональным является применение кривошипных кузнечно-прессовых машин: кривошипного горячештамповочного пресса (КГШП), горизонтально-ковочной машины (ГКМ), чеканочного (кривошипноколенного) пресса, а также специализированных высокопроизводительных машин (раскатной машины, ковочных вальцов и т.п.).
Для большинства мелких и средних деталей, используемых в машиностроении, высказанные соображения имеют силу, однако в ряде случаев приходится отступать от намеченных рекомендаций
Тенденция современного машиностроения направленная на увеличение мощности отдельных машин (насосов, компрессоров, буровых машин и т.п.) приводит к тому, что для пластического деформирования ряда деталей недостаточно усилия, развиваемого молотами и кривошипными машинами. Поэтому для больших деталей (например, диаметром свыше 1000 мм) приходится использовать ковку или штамповку на гидравлических прессах, несмотря на их сравнительную тихоходность (свободную ковку для индивидуального и мелкосерийного производства, а штамповку – для серийного, крупносерийного и массового, производства).
Если детали по размеру невелики, но имеют сложную форму и по условиям эксплуатации должны иметь очень плотную структуру металла, то заготовки для них нужно изготавливать с помощью закрытой штамповки в разъемных матрицах. Наиболее удобно для такого способа штамповки использовать винтовой фрикционный пресс (в мелкосерийном и серийном производстве) или специализированный полуавтомат кривошипного типа (в массовом производстве). Особую группу по форме деталей составляют длинные поковки с фланцем, а
также поковки со сквозными и глухими отверстиями для деталей типа буровых колонн, штанг глубиннонасосных установок, втулок, полумуфт, колец подшипников и т.п. Для них рекомендуется выбирать способ штамповки на горизонтально-ковочной машине, так как наличие в ней разъемной матрицы и горизонтальное расположение главного ползуна позволяет получать поковки сложной формы с минимальными отходами металла.
Низкая пластичность материала независимо от типа производства и размеров детали требует применения гидравлического пресса, поскольку только он может обеспечить плавную работу и достаточно низкую скорость пластической деформации, при которой не образовываются микротрещины и другие дефекты в поковках.
Способ штамповки определяет также наименьшие диаметры отверстий, которые могут быть получены пластическим деформированием заготовок. При свободной ковке на молотах и гидравлических прессах минимальный диаметр отверстия равен 80 мм, при штамповке на молотах – 50 мм, а при штамповке на кривошипных машинах – 35 мм.
4. Определение промежуточных припусков, допусков и размеров заготовок
Важную роль в процессе разработки технологических операций механической обработки деталей играют промежуточные припуски. Правильное назначение промежуточных припусков на обработку заготовки обеспечивает экономию материальных и трудовых ресурсов, качество выпускаемой продукции, снижает себестоимость изделий и ускоряет дальнейшее развитие машиностроительной промышленности.
Промежуточные припуски в массовом и крупносерийном производстве рекомендуется рассчитывать аналитическим методом. Это позволяет обеспечить экономию материала, электроэнергии и других материальных и трудовых ресурсов производства.
Статистический (табличный) метод определения промежуточных припусков на обработку заготовки используют в единичном производстве. Это обеспечивает более быструю подготовку производства по выпуску планируемой продукции и освобождает инженернотехнических работников от трудоемкой работы.
После расчета промежуточных размеров определяют допуски на эти размеры, соответствующие экономической точности данной операции. Промежуточные размеры и допуски на них определяют для каждой обрабатываемой поверхности детали.
Черновые операции обычно следует выполнять с более низкими техническими требованиями на изготовление (12 – 14 квалитет), получистовые – на один-два квалитета ниже и окончательные операции выполняются по требованиям рабочего чертежа детали.
Шероховатость обрабатываемых поверхностей зависит от степени точности и назначается по справочным таблицам.
Необоснованное повышение качества поверхности и степени точности обработки повышает себестоимость изготовления детали на данной технологической операции.
При назначении промежуточных предельных отклонений необходимо учитывать данные рекомендации при разработке технологического процесса изготовления деталей.
Таблица 1. Рекомендуемая шероховатость поверхности Rа (мкм) в зависимости от точности изготовления деталей
| Поле допуска по ГОСТ 25347-82 | Номинальный диаметр деталей, мм | |||||||
| До 6 | 6-10 | 10-30 | 30-80 | 80-120 | 120-180 | 180- 260 | 260-500 | |
| Н7 | 0,40 | 0,40 | 0,80 | 0,80 | 1,6 | 1,6 | 1,6 | 1,6 |
| R7; S7 | 0,20 | 0,20 | 0,40 | 0,40 | 0,8 | 1,6 | 1,6 | 1,6 |
| N7; М7; К7; J7 | 0,20 | 0,20 | 0,40 | 0,40 | 0,8 | 0,8 | 0,8 | 1,6 |
| G7; F8 | 0,40 | 0,40 | 0,80 | 0,80 | 0,80 | 1,6 | 1,6 | 1,6 |
| Н8; t8 | 0,80 | 0,80 | 0,80 | 1,60 | 1,60 | 1,6 | 1,6 | 3,2 |
| Н8 | 0,80 | 0,80 | 0,80 | 1,60 | 3,2 | 3. 2 2 | 3,2 | 6,3 |
| Н11 | 1,60 | 1,60 | 1,60 | 3,20 | 3,2 | 6,3 | 6,3 | 6,3 |
| D11 | 1,60 | 1,60 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 |
| СD 11 | 1,60 | 3,20 | 3,2 | 3,2 | 6,3 | 6,3 | 6,3 | 6,3 |
| Н12; В12 | 3,20 | 3,20 | 6,3 | 6,3 | 6,3 | 12,5 | 12,5 | 12,5 |
Таблица 2. Рекомендуемые точность и качество поверхности при обработке наружных цилиндрических поверхностей
| Метод обработки | Шероховатость поверхности Ка, мкм | Дефектный слой, мкм | Квалитет | Допуск на обработку при номинальном диаметре, мм | ||||||||
| 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | ||||
| Обтачивание: черновое получистовое однократное чистовое Шлифование: обдирочное чистовое Притирка Суперфиниширование | 25-50 2,5-3,2 6,3-1,6 1,6-0,8 0,8-0,4 5-3 0,4-0,2 | 120-60 50-20 30-20 20 15-5 5-3 — | 14 12 12 11 10 9 8 7 6 5 — | 0,52 0,21 0,21 0,13 0,084 0,052 0,033 0,021 0,013 0,009 0,006 | 0,62 0,23 0,23 0,16 0,10 0,062 0,039 0,025 0,016 0,011 0,007 | 0,74 0,30 0,30 0,19 0,12 0,074 3,046 3,030 3,019 3,013 3,008 | 0,87 0,35 0,35 0,22 0,14 0,087 0,054 0,035 0,022 0,015 0,010 | 1,00 0,40 0,40 0,25 0,16 0,10 0,063 0,040 0,029 0,018 0,012 | 1,15 0,46 0,46 0,29 0,19 0,12 0,072 0,046 0,032 0,020 0,014 | 1,30 0,52 0,52 0,32 0,21 0,13 0,081 0,052 0,036 0,023 0,016 | 1,40 0,57 0,57 0,36 0,23 0,14 0,089 0,057 0,040 0,025 0,018 | 1,55 0,63 0,63 0,40 0,25 0,16 0,097 0,063 0,044 0,027 0,020 |
Примечание. Значения допусков относятся к деталям из сталей. Для деталей из чугуна или; цветных металлов предельные отклонения по точности можно принимать на один квалитет точнее.
Значения допусков относятся к деталям из сталей. Для деталей из чугуна или; цветных металлов предельные отклонения по точности можно принимать на один квалитет точнее.
Таблица 3. Рекомендуемые точность и качество поверхности при обработке отверстий
| Метод обработки | Шероховатость поверхности Rа, мкм | Дефектный слой, мкм | Квалитет | Допуск на обработку при номинальном диаметре, мм | ||||||||
| 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120- 180 | 180- 250 | 250- 315 | ||||
| Сверление и рассверливание | 12,5-3,2 | 75-25 | 12 11 | 0,15 0,09 | 0,18 0,11 | 0,21 0,13 | 0,25 0,16 | 0,30 0,19 | 0,35 0,22 | — — | — — | — — |
| Зенкерование: | ||||||||||||
| черновое | 12,5-6,3 | 50-30 | 12 | 0,18 | 0,21 | 0,25 | 0,30 | 0,35 | 0,40 | — | — | — |
| однократное | 6,3-3,2 | 40-25 | 11 | 0,11 | 0,13 | 0,16 | 0,19 | 0,22 | 0,25 | — | — | — |
| 10 | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | — | — | — | |||
| Развертывание: | ||||||||||||
| нормальное | 1,6 | 25-12 | 11 | 0,09 | 0,11 | 0,13 | 0,16 | 0,19 | 0,22 | — | — | |
| 10 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | — | — | — | |||
| точное | 0,8 | 10 | 8 | 0,02 | 0,027 | 0,033 | 0,039 | 0,040 | 0,054 | — | — | — |
| 7 | 0,01 | 0,018 | 0,021 | 0,025 | 0,030 | 0,035 | — | — | — | |||
| тонкое | 0,4 | 6 | 6 | 0,00 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | — | — | — |
| Протягивание: | 5 | 0,00 | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | — | — | — | ||
| черновое | 1,6 | 25-16 | 11 | — | — | 0,130 | 0,160 | 0,190 | 0,220 | — | — | — |
| 10 | — | — | 0,084 | 0,100 | 0,120 | 0,140 | — | — | — | |||
| 8 | — | — | 0,033 | 0,039 | 0,046 | 0,054 | — | — | — | |||
| чистовое | 0,8-0,4 | 10-5 | 7 | _ | — | 0,021 | 0,025 | 0,030 | 0,036 | — | — | |
| 6 | _ | — | 0,013 | 0,016 | 0,019 | 0,022 | — | — | — | |||
| Растачивание: | 12 | _ | — | 0,210 | 0,250 | 0,300 | 0,350 | 0,400 | 0,460 | 0,520 | ||
| черновое | 12,5-6,3 | 50-30 | 11 | — | — | 0,130 | 0,160 | 0,190 | 0,220 | 0,290 | 0,320 | 0,360 |
| 10 | _ | _ | 0,084 | 0. 100 100 | 0,120 | 0,140 | 0,160 | 0,185 | 0,210 | |||
| чистовое | 3,2-1,6 | 25-16 | 8 | _ | — | 0,033 | 0.039 | 0,046 | 0,054 | 0,063 | 0,072 | 0,081 |
| 7 | _ | _ | 0,021 | 0,025 | 0,030 | 0,035 | 0,046 | 0,062 | 0,057 | |||
| тонкое, алмазное | 0,8-0,2 | 10-4 | 6 | _ | _ | 0,013 | 0,016 | 0,019 | 0,022 | 0,026 | 0,029 | 0,032 |
| 5 | _ | _ | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 | 0,023 | |||
| Шлифование: | 1,6 | 20 | 8 | — | 0,027 | 0,033 | 0,039 | 0,046 | 0,054 | 0,063 | 0,072 | 0,081 |
| предварительное | ||||||||||||
| 0,8-0,4 | 20-5 | 7 | — | 0,018 | 0,021 | 0,025 | 0,030 | 0,035 | 0,040 | 0,046 | 0,052 | |
| чистовое | 6 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | 0,025 | 0,029 | 0,032 | |||
| тонкое | 0,4-0,1 | 5 | 5 | — | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 | 0,023 |
| Притирка, хонингование | 0,4-0,025 | 5-3 | 5 | — | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 | 0,023 |
| Раскатывание, | 0,40-0,05 | 8 | — | — | 0,033 | 0,039 | 0,046 | 0,054 | 0,063 | 0,072 | 0,081 | |
| калибрование, | 7 | — | — | 0,021 | 0,025 | 0,030 | 0,035 | 0,040 | 0,046 | 0,062 | ||
| Алмазное выглаживание | 5 | — | — | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 | 0,023 | ||
Примечание. Данные значения предельных отклонений в рамках относятся к деталям из стали. Для деталей из чугуна и цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Данные значения предельных отклонений в рамках относятся к деталям из стали. Для деталей из чугуна и цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Таблица 4. Рекомендуемые точность и качество поверхности при их обработке
| Метод обработки | Шероховатость поверхности Ra, мкм | Дефектный слой, мкм | Квалитет | Допуск на размер обработки до базовой поверхности, мм | |||||||
| До 80 | 80-180 | 180-250 | 250-500 | До 80 | 80-180 | 180-250 | 250-500 | ||||
| при размере обрабатываемой поверхности, мм | |||||||||||
| До 160х160 | Св.400х400 | ||||||||||
| Фрезерование | |||||||||||
| и строгание: | |||||||||||
| черновое | 12,5-6,3 | 100-50 | 11 | — | — | — | — | 0,220 | 0,250 | 0,320 | 0,360 |
| 10 | 0,120 | 0,160 | 0,185 | 0,250 | 0,120 | 0,160 | 0,210 | 0,250 | |||
| чистовое | 3,2-1,6 | 50-20 | 8 | 0,046 | 0,063 | 0,072 | 0,097 | 0,046 | 0,063 | 0,072 | 0,097 |
| Шлифование: | 7 | 0,030 | 0,040 | 0,046 | 0,063 | — | — | — | — | ||
| обдирочное | 3,2 | 20 | 10 | 0,120 | 0,160 | 0,185 | 0,250 | 0,120 | 0,160 | 0,185 | 0,250 |
| 8 | 0,046 | 0,063 | 0,072 | 0,097 | 0,046 | 0,063 | 0,072 | 0,097 | |||
| чистовое | 1,6-0,8 | 15-5 | 7 | 0,030 | 0,040 | 0,046 | 0,063 | 0,030 | 0,040 | 0,046 | 0,063 |
Примечание. Данные значения таблицы относятся к деталям из стали. Для деталей из чугуна или цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Данные значения таблицы относятся к деталям из стали. Для деталей из чугуна или цветных сплавов предельные отклонения по точности можно принимать на один квалитет точнее.
Просмотров: 856
Комбинированные методы обработки поверхностей заготовок
Похожие презентации:
Методы электрофизической и электрохимической обработки поверхностей заготовок
Методы электрофизической и электрохимической обработки поверхностей заготовок
Комбинированные способы механической обработки
Методы получения заготовок
Технологии обработки заготовок деталей машин
Чистовые и отделочные методы обработки
Методы обработки поверхностей
Точность обработки и качество поверхности детали
Электрофизические и электрохимические методы обработки конструкционных материалов электрическим током
Технология обработки заготовок деталей машин резанием
1. ФОРМООБРАЗОВАНИЕ ПОВЕРХНОСТЕЙ
КОМБИНИРОВАННЫЕ МЕТОДЫ
ОБРАБОТКИ ПОВЕРХНОСТЕЙ
ЗАГОТОВОК
2.
 План лекции
План лекции
1
2
3
Общие принципы построения комбинированных
методов обработки
Классификация
комбинированных
методов
обработки и их разновидности
Технологические
возможности
некоторых
комбинированных методов обработки
Механохимическая обработка
Электроконтактная резка
Виброабразивная электрохимическая обработка
Формообразующая механотермическая обработка
Обработка взрывом
3. Общие принципы построения комбинированных методов обработки
одновременное или последовательное
использование различных видов энергии,
необходимых для формообразования
поверхности;
способов подвода их в зону обработки;
применение создаваемых этой энергией
физико-химических эффектов;
комбинирование кинематических схем или
взаимосвязи движений, определяющих
воздействие обрабатывающих инструментов
на объект обработки.
4. Общие принципы построения комбинированных методов обработки
Рабочая энергия
Энергия
взаимодействия
Физико-химический
Рабочая энергия –
механизм обработки
энергия, создаваемая
технологическим оборудованием (станком)
и подводимая к объекту обработки (заготовке)
Первичная энергия — энергия, создаваемая рабочей энергией
с помощью устройств, преобразующих энергию оборудования,
как правило, электрическую
Энергия взаимодействия — энергия, возникающая из рабочей
энергии при действии ее на объект обработки
5.
 Схема преобразования энергии в процессах обработки
Схема преобразования энергии в процессах обработки
Виды рабочей
энергии
1.
2.
3.
4.
5.
6.
7.
8.
Механическая
Тепловая
Электрическая
Магнитная
Лучевая
Химическая
Акустическая
Ядерная
Виды энергии
воздействия
1. Механическая
2. Тепловая
3. Химическая
4. Ядерная
Физико-химический
механизм
01 Деформация без
разрушения
02 Деформация с разрушением
03 Плавление
04 Испарение
05 Спекание
06 Структурные
преобразования
07 Анодное растворение
08 Химическое растворение
09 Химическое соединение
10 Диффузия
11 Ядерное преобразование
вещества
6. Принципы построения комбинированных методов обработки
принцип комбинирования
физических эффектов, влияющих
на механизм обработки;
принцип комбинирования
кинематических схем обработки;
параметрический принцип
комбинации
7. Классификация комбинированных методов обработки и их разновидности
По количеству и природе подводимых видов
энергии – энергетическим воздействиям
По способу подвода энергии в зону обработки
По характеру разделения энергетических
воздействий в пространстве и времени
По количественным характеристикам
энергетических воздействий
8.
 Классификация комбинированных методов обработки и их разновидности
Классификация комбинированных методов обработки и их разновидности
Методы механохимической обработки
предусматривают одновременно
протекание химических процессов и
механического воздействия на материал
детали:
вибрационная механохимическая обработка,
притирка с применением ПАВ,
полирование с применением ПАВ.
9. Классификация комбинированных методов обработки и их разновидности
Электромеханическая обработка
сопровождается одновременным
воздействием на материал детали
электрической и механической энергии:
электромеханическое точение,
электромеханическое выглаживание,
электроконтактная обработка
10. Классификация комбинированных методов обработки и их разновидности
Механотермическая и термомеханическая обработки
основаны на одновременном и последовательном
воздействии на материал заготовки нагрева
(охлаждения) и пластического деформирования:
высокотемпературная механотермическая обработка,
низкотемпературная механотермическая обработка,
вибрационная механотермическая обработка,
фрикционная резка (трением),
плазменно-механическая обработка,
теплоструйно-абразивная обработка,
теплоструйная (газоплазменная) обработка.
11. Классификация комбинированных методов обработки и их разновидности
Методы механомагнитной обработки
предусматривают механическую обработку
деталей ферромагнитными или абразивными
порошками в магнитном поле:
магнитно-абразивная обработка,
вибрационная механомагнитная обработка,
магнитогидроабразивная обработка
12. Классификация комбинированных методов обработки и их разновидности
Механоакустическая обработка предусматривает
одновременное деформирование обрабатываемого
материала и воздействия акустических волн на его
структуру. При механомагнитной и
механоакустической обработках имеет место
использование соответственно магнитного поля и
звуковых волн для изменения состояния структуры
обрабатываемого материала и его деформирования
или разрушения в этом состоянии:
— вибрационная стабилизирующая обработка
(вибростарение).
13. Классификация комбинированных методов обработки и их разновидности
При механоэлектрохимической обработке
имеет место одновременное воздействие
механической, электрической и
химической энергии:
— анодно-механическая обработка,
— виброабразивная электрохимическая
обработка,
— абразивно-катодная обработка.
14. Классификация комбинированных методов обработки и их разновидности
Методы механохимико-термическая обработки
предусматривают одновременное или
последовательное воздействие на обрабатываемый
материал нагрева в присутствии окружающей
среды специального состава с целью обеспечения
насыщения поверхностного слоя детали
соответствующими элементами на заданную
глубину:
— вибрационная механохимико-термическая
обработка.
15. Классификация комбинированных методов обработки и их разновидности
Химико-термическая обработка это сочетание теплового
воздействия с химическим, вызывающее изменение
структуры и состава в поверхностных слоях изделия.
— цементация,
— азотирование,
— цианирование,
— силицирование,
— сульфидирование,
— алюминирование,
— борирование,
— термомагнитная обработка.
16. Классификация комбинированных методов обработки и их разновидности
Механотермоакустическая обработка:
— обработка взрывом,
— ультразвуковая абразивная обработка
17.
 Технологические возможности некоторых комбинированных методов обработки
Технологические возможности некоторых комбинированных методов обработки
Механохимическая обработка
Схемы обработки
абразивными
инструментами
с активными
технологическими
жидкостями:
а) абразивным или алмазным
(эльборовым) инструментом;
б) ленточное шлифование:
1- деталь; 2 — инструмент;
3 — абразивная лента
18. Технологические возможности некоторых комбинированных методов обработки
Виброабразивная электрохимическая обработка
Схема
виброабразивной
электрохимической
обработки
19. Технологические возможности некоторых комбинированных методов обработки
Формообразующая механотермическая обработка
Схема
накатывания
зубьев
зубчатых колес
1 — шпиндели;
2 — накатники;
3 — заготовки;
4 — оправка;
5 — реборды;
6 — индуктор
20. Технологические возможности некоторых комбинированных методов обработки
Обработка взрывом
Схема
устройства для
формообразования
взрывом
English
Русский
Правила
Патент США на способы соединения двух заготовок и полученных заготовок и изделий Патент (Патент № 9,616,513, выдан 11 апреля 2017 г.
 ) Настоящее раскрытие относится к способам соединения двух заготовок и способам получения изделий после соединения двух заготовок. Настоящее раскрытие дополнительно относится к продуктам, полученным или получаемым любым из этих способов.
) Настоящее раскрытие относится к способам соединения двух заготовок и способам получения изделий после соединения двух заготовок. Настоящее раскрытие дополнительно относится к продуктам, полученным или получаемым любым из этих способов.
ПРЕДПОСЫЛКИ
Разработка новых материалов и процессов для производства металлических деталей с целью снижения веса компонентов при низких затратах имеет первостепенное значение в автомобильной промышленности. Для достижения этих целей в промышленности были разработаны сверхвысокопрочные стали (UHSS), которые демонстрируют оптимизированную максимальную прочность на единицу веса и выгодные свойства формуемости. Эти стали предназначены для получения микроструктуры после термической обработки, что придает им хорошие механические свойства и делает их особенно подходящими для процесса горячей штамповки, используемого для формирования стальных заготовок в конкретных автомобильных деталях.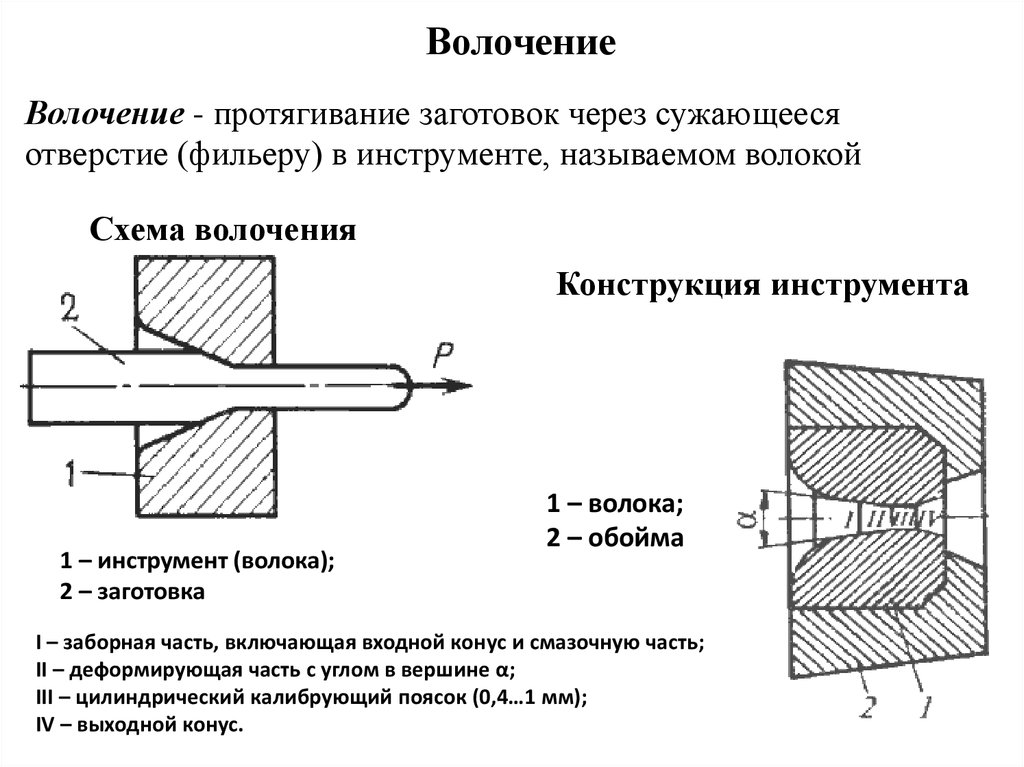 Поскольку в процессе горячей штамповки заготовка подвергается воздействию агрессивных сред, на сталь обычно наносят покрытие, предотвращающее коррозию и окисление.
Поскольку в процессе горячей штамповки заготовка подвергается воздействию агрессивных сред, на сталь обычно наносят покрытие, предотвращающее коррозию и окисление.
В попытке свести к минимуму вес компонентов при соблюдении конструктивных требований можно использовать так называемые методы «адаптированных заготовок». В этих технологиях компоненты могут быть изготовлены из композитной металлической заготовки, полученной путем сварки нескольких заготовок различной толщины, размера и свойств. По крайней мере теоретически, с помощью такой техники можно оптимизировать использование материала. Заготовки различной толщины могут быть соединены, или стальная заготовка может быть соединена, например, со стальной заготовкой с покрытием, используя специфические свойства каждого материала там, где они необходимы.
Эти заготовки могут быть сварены «встык» («стыковое соединение»). Эти так называемые индивидуальные заготовки предназначены для горячей штамповки и последующего изготовления автомобильных деталей. Индивидуальные сварные заготовки могут использоваться для конструктивных элементов, таких как двери, средние стойки, балки, пол и т.д. вместо этого можно использовать частичное или полное перекрытие заготовок.
Индивидуальные сварные заготовки могут использоваться для конструктивных элементов, таких как двери, средние стойки, балки, пол и т.д. вместо этого можно использовать частичное или полное перекрытие заготовок.
Примером стали, используемой в автомобильной промышленности, является сталь 22MnB5. Во избежание обезуглероживания и образования окалины в процессе формовки 22MnB5 имеет алюминиево-кремниевое покрытие. Usibor® 1500P и Ductibor® 500P, коммерчески доступные от Arcelor Mittal, являются примерами сталей, используемых в заготовках на заказ и для лоскутного шитья.
Заготовки для пэчворка и индивидуальные заготовки также могут быть использованы или полезны в других отраслях.
Усибор® 1500П поставляется в феррито-перлитной фазе. Это мелкозернистая структура, распределенная однородно. Механические свойства связаны с этой структурой. После нагрева, процесса горячей штамповки и последующей закалки создается мартенситная микроструктура. В результате заметно увеличиваются максимальная прочность и предел текучести.
В результате заметно увеличиваются максимальная прочность и предел текучести.
Состав Усибора приведен ниже в весовых процентах (остальное железо (Fe) и неизбежные примеси):
Как упоминалось ранее, Усибор 1500 поставляется с покрытием для предотвращения коррозии и окисления алюминия (AlSisilic) для предотвращения коррозии и окисления. Однако это покрытие имеет существенный недостаток, связанный с его поведением при сварке. Если заготовки Усибор сваривать без каких-либо дополнительных мер, алюминий покрытия может попасть в зону сварки, что может привести к существенному снижению механических свойств полученной детали и увеличить вероятность слабого разрушения в зоне сварки.
Для преодоления этой проблемы в DE 202007018832 U1 был предложен способ, который заключается в удалении (например, с помощью лазерной абляции) части покрытия в области, близкой к сварочному зазору. Недостаток этого метода состоит в том, что для производства (индивидуальных) заготовок и компонентов требуется дополнительный этап и что, несмотря на повторяющийся характер процесса, этот дополнительный этап требует сложного процесса контроля качества с повышенным количеством деталей, которые должны быть обработаны. быть списаны. Это влечет за собой удорожание этапа сварки и ограничивает конкурентоспособность технологии в отрасли.
Недостаток этого метода состоит в том, что для производства (индивидуальных) заготовок и компонентов требуется дополнительный этап и что, несмотря на повторяющийся характер процесса, этот дополнительный этап требует сложного процесса контроля качества с повышенным количеством деталей, которые должны быть обработаны. быть списаны. Это влечет за собой удорожание этапа сварки и ограничивает конкурентоспособность технологии в отрасли.
WO 2013/045497 раскрывает способ стыковой сварки покрытых листовых металлов, отличающийся тем, что по меньшей мере одна порошковая сварочная добавка в виде газопорошкового потока подается в сварочный расплав со скоростью 2 м/с-50 м/с. с. Относительно высокая скорость необходима для того, чтобы добиться перемешивания порошковой добавки в зоне сварки.
Проблемы плохой свариваемости из-за попадания алюминия в зону сварки известны не только при сварке пластин или заготовок из сталей с покрытием, но также могут встречаться, например, в сварке. при сварке двух алюминиевых заготовок или при сварке стальной заготовки (с покрытием или без) с алюминиевой заготовкой.
при сварке двух алюминиевых заготовок или при сварке стальной заготовки (с покрытием или без) с алюминиевой заготовкой.
Здесь заготовка может рассматриваться как изделие, которое еще не подверглось одному или нескольким этапам обработки (например, деформация, механическая обработка, обработка поверхности или другое). Эти изделия могут быть по существу плоскими пластинами или иметь более сложную форму.
В примерах описанных здесь способов сварки вышеупомянутые недостатки устранены или, по крайней мере, частично уменьшены.
РЕЗЮМЕ
В первом аспекте настоящего изобретения предложен способ соединения первой заготовки и второй заготовки, при этом по меньшей мере одна из первой и второй заготовок содержит по меньшей мере слой алюминия или алюминиевого сплава. . Способ включает выбор первой части первой заготовки для соединения со второй заготовкой и выбор второй части второй заготовки для соединения с первой частью; двухточечную сварку первого участка со вторым участком с подачей металлического порошка в зону сварки. Первая и вторая порции заготовок и металлический порошок в зоне сварки расплавляются в процессе сварки и металлический порошок смешивается с расплавленными первой и второй порциями. Металлический порошок представляет собой порошок на основе железа, содержащий гаммагенные элементы.
Первая и вторая порции заготовок и металлический порошок в зоне сварки расплавляются в процессе сварки и металлический порошок смешивается с расплавленными первой и второй порциями. Металлический порошок представляет собой порошок на основе железа, содержащий гаммагенные элементы.
В соответствии с этим аспектом алюминий может присутствовать в зоне сварки, но это не приводит к ухудшению механических свойств после процессов горячей деформации, таких как горячая штамповка. Поскольку порошок на основе железа, содержащий гаммагенные элементы, вводится в зону сварки и смешивается с расплавленным алюминием, аустенит (гамма-фазовое железо, γ-Fe) может быть получен путем нагревания. Таким образом, при закалке после горячей деформации может быть получена мартенситная микроструктура, обеспечивающая удовлетворительные механические характеристики.
При двухточечной сварке плавление и сварка происходят одновременно в двух фокальных точках. Две точки могут быть выровнены параллельно (параллельные точки двойного луча) или перпендикулярно (перпендикулярные точки двойного луча) направлению сварки. Перпендикулярные двойные точки обеспечивают более широкую ванну плавления и, по крайней мере, теоретически могут создавать конвекционный шов вместо замочной скважины из-за более широкой области нагрева. Параллельные двойные пятна (одно за другим) передают меньший температурный градиент во время сварки.
Перпендикулярные двойные точки обеспечивают более широкую ванну плавления и, по крайней мере, теоретически могут создавать конвекционный шов вместо замочной скважины из-за более широкой области нагрева. Параллельные двойные пятна (одно за другим) передают меньший температурный градиент во время сварки.
Не ограничиваясь какой-либо теорией, изобретатели полагают, что при двухточечной сварке эффект Марангони в зоне сварки и смесь порошка в зоне сварки могут быть улучшены за счет «вихрей», создаваемых в зоне сварки.
В примерах, использующих двойную точечную сварку, мощность лазера может быть разделена поровну или неравномерно между двумя точками сварки.
Таким образом, нет необходимости удалять слой алюминия или алюминиевого сплава, как это было предложено в некоторых способах предшествующего уровня техники. Когда, например. Стальные заготовки с покрытием должны быть сварены, это может быть сделано быстрее и дешевле, так как больше не требуется промежуточный этап процесса.
Под гаммагенными элементами здесь следует понимать химические элементы, стимулирующие гамма-фазу, то есть аустенитную фазу. Гаммагенные элементы могут быть выбраны из группы, включающей никель (Ni), углерод (C), кобальт (Co), марганец (Mn) и азот (N). Другие факторы также могут быть приняты во внимание для состава металлического порошка, такие как, например, повышения твердости (молибден (Mo) будет подходящим элементом) и/или коррозионной стойкости (в этом случае подходящими компонентами будут кремний (Si) и хром (Cr)).
Под алюминиевыми сплавами здесь понимаются металлические сплавы, в которых алюминий является преобладающим элементом.
Количество гаммагенных элементов в порошке предпочтительно должно быть достаточным для компенсации присутствия альфагенных элементов, таких как Cr, Mo, Si, Al и Ti (титан). Альфагенные элементы способствуют образованию альфа-железа (феррита). Это может привести к снижению механических свойств, поскольку микроструктура, полученная после горячей штамповки и закалки, может содержать мартенсит-бейнит в матрице и дельта-феррит.
В некоторых вариантах реализации размер зерен порошка составляет от 20 микрон до 180 микрон и, необязательно, может быть использован от 20 до 125 микрон. Необязательно средний размер зерен порошка составляет от 45 до 90 микрон или от 50 до 80 микрон. Изобретатели обнаружили, что эти размеры зерна могут привести к повышенному проникновению и перемешиванию порошка в зоне сварки. Достаточное количество смеси по всей зоне сварки улучшает механические свойства конечного продукта.
В некоторых вариантах реализации изобретения порошок на основе железа может иметь состав в процентах по массе: 0%-0,03% углерода, 2,0-3,0% молибдена, 10%-14% никеля, 1,0-2,0% марганца, 16-18% хрома, 0,0-1,0% кремния, остальное железо и неизбежные примеси. Изобретатели обнаружили, что порошок из этой смеси приводит к очень удовлетворительным механическим свойствам и коррозионной стойкости конечного продукта, т.е. после горячей штамповки и закалки.
В некоторых вариантах сварка может включать сварку с использованием лазера мощностью от 3 кВт до 16 кВт, необязательно от 4 до 10 кВт. Мощности лазера должно хватить, чтобы расплавить первую и вторую части заготовок. Предпочтительно первая и вторая части заготовок оплавляются по всей толщине заготовок, так что порошок может также присутствовать по всей толщине.
Мощности лазера должно хватить, чтобы расплавить первую и вторую части заготовок. Предпочтительно первая и вторая части заготовок оплавляются по всей толщине заготовок, так что порошок может также присутствовать по всей толщине.
Таким образом, можно улучшить микроструктуру конечного продукта.
Изобретатели обнаружили, что 3-5 кВт достаточно для плавки типичных заготовок (типовой диапазон толщины 0,7-4 мм). Увеличение мощности сварочного аппарата в сторону верхней части диапазона позволяет увеличить скорость сварки.
Дополнительно можно использовать лазер Nd-YAG (алюмоиттриевый гранат, легированный неодимом). Эти лазеры коммерчески доступны и представляют собой проверенную технологию. Этот тип лазера также может иметь достаточную мощность для плавления частей заготовок и позволяет изменять ширину фокальной точки лазера и, таким образом, зоны сварки. Уменьшение размера «пятна» увеличивает плотность энергии, а увеличение размера пятна позволяет ускорить процесс сварки. Сварочное пятно может очень эффективно контролироваться, и с помощью этого типа лазера возможны различные типы сварки, в том числе двойная точечная сварка и точечная сварка. В некоторых примерах в качестве защитного газа можно использовать гелий или газ на основе гелия. В качестве альтернативы можно использовать газ на основе аргона. Расход защитного газа может, например, варьироваться от 1 л/мин до 15 л/мин.
Сварочное пятно может очень эффективно контролироваться, и с помощью этого типа лазера возможны различные типы сварки, в том числе двойная точечная сварка и точечная сварка. В некоторых примерах в качестве защитного газа можно использовать гелий или газ на основе гелия. В качестве альтернативы можно использовать газ на основе аргона. Расход защитного газа может, например, варьироваться от 1 л/мин до 15 л/мин.
В альтернативных примерах можно использовать CO 2 лазер достаточной мощности.
В некоторых вариантах осуществления подача металлического порошка в зону сварки может включать подачу газопорошкового потока в зону сварки. Азот может использоваться в качестве транспортного газа, в зависимости от конкретной реализации. В альтернативных вариантах металлический порошок предварительно осаждают вдоль первой и второй части заготовок.
В некоторых вариантах осуществления подача газопорошкового потока может включать подачу газопорошкового потока под углом от 15° до 60° по отношению к первой части, необязательно от приблизительно 30° до приблизительно 45°. Изобретатели обнаружили, что подача порошка через боковое сопло под такими углами способствует смешиванию порошка. В других примерах может использоваться коаксиальная подача мощности (соосная с лазером). Газопорошковый поток может подаваться к зоне сварки спереди или сзади зоны сварки (если смотреть в направлении сварки).
Изобретатели обнаружили, что подача порошка через боковое сопло под такими углами способствует смешиванию порошка. В других примерах может использоваться коаксиальная подача мощности (соосная с лазером). Газопорошковый поток может подаваться к зоне сварки спереди или сзади зоны сварки (если смотреть в направлении сварки).
Различные методы, описанные выше, могут быть использованы для формирования, например, заказные заготовки, путем соединения двух заготовок встык. Одна из заготовок или обе заготовки могут содержать стальную подложку с покрытием, содержащим слой алюминия или алюминиевого сплава. В частности, можно использовать покрытие AlSi. Примеры включают использование заготовок Usibor или Ductibor. В других примерах первая заготовка и/или вторая заготовка могут быть изготовлены из алюминия или алюминиевого сплава.
Во втором аспекте настоящее раскрытие обеспечивает способ формирования изделия, включающий формирование заготовки, включая способ соединения первой и второй заготовки в соответствии с любым из вышеописанных способов и последующий нагрев заготовки и горячее деформирование. нагретой заготовки и окончательной закалки. Нагрев может включать термообработку в печи перед деформацией. Горячая деформация может включать, например, горячее тиснение или глубокая вытяжка.
нагретой заготовки и окончательной закалки. Нагрев может включать термообработку в печи перед деформацией. Горячая деформация может включать, например, горячее тиснение или глубокая вытяжка.
Дополнительные цели, преимущества и особенности вариантов осуществления изобретения станут очевидными для специалистов в данной области техники при изучении описания или могут быть изучены при практическом применении изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Конкретные варианты осуществления настоящего изобретения будут описаны далее посредством неограничивающих примеров со ссылкой на прилагаемые чертежи, на которых:
ФИГ. 1 и 1 схематически иллюстрируют первый пример соединения двух заготовок;
РИС. 2 a -2 d схематически иллюстрируют различные схемы двухточечной сварки в сочетании с подачей порошка в зону сварки;
РИС. 3 схематично показан еще один пример соединения двух заготовок;
РИС. 4 схематически иллюстрирует еще один пример соединения двух заготовок; и
4 схематически иллюстрирует еще один пример соединения двух заготовок; и
РИС. 5 показана кривая напряжения-деформации образца для испытаний, приготовленного с использованием описанного здесь способа соединения.
ПОДРОБНОЕ ОПИСАНИЕ
РИС. 1 a и 1 b схематично иллюстрируют первый пример способа соединения первой заготовки A со второй заготовкой B. Первая часть или область A 1 первой заготовки должна быть соединена со второй частью или регион B 2 второго бланка. В этом примере две заготовки должны быть соединены встык, то есть сваркой встык.
В этом примере обе заготовки A и B могут быть изготовлены из стали с покрытием, например, из стали с покрытием. Усибор 1500П®. Обе заготовки содержат стальную подложку 1 , на который нанесено покрытие 2 . Нанесенное покрытие – алюмокремний (Al87Si10Fe3). В результате процесса нанесения покрытия полученное покрытие имеет слой металлического сплава 4 и интерметаллический слой 3 .
В результате процесса нанесения покрытия полученное покрытие имеет слой металлического сплава 4 и интерметаллический слой 3 .
РИС. 1 b дополнительно иллюстрирует способ соединения. Схематично показан аппарат для лазерной сварки 20 , имеющий лазерную головку 21 , из которой выходит лазерный луч. Также схематично показано устройство подачи порошка 9.0007 30 с насадкой 31 . Поток газообразного порошка может выходить из сопла 31 , как схематично показано стрелкой.
Таким образом, газопорошковый поток может подаваться в зону сварки 10 . Мощности лазера может быть достаточно для существенного расплавления обеих заготовок по всей их толщине. Порошок подается в расплав и, таким образом, может быть тщательно перемешан по всей зоне сварки 10 .
Для простоты на РИС. показано только одно пятно (вместо двойного пятна). 1.
1.
Видно, что в этом случае нет необходимости снимать покрытие 2 со стальной подложки перед сваркой, что упрощает и ускоряет изготовление. Это может привести к существенному снижению затрат. В то же время порошок подходящего состава, содержащий железо и достаточное количество гаммагенных элементов, может обеспечить получение хороших механических свойств после стандартной термической обработки Усибора и после процессов горячей деформации, таких как горячая штамповка. Перемешивание порошка в зоне сварки улучшается за счет двухточечной сварки.
Стандартной обработкой заготовок Усибора является нагревание полученной заготовки, например, в печь для обеспечения (среди прочего) аустенизации основной стали. Затем заготовка может быть подвергнута горячей штамповке, чтобы сформировать, например, балка бампера или стойка. Таким образом, при закалке после горячей деформации может быть получена мартенситная микроструктура, обеспечивающая удовлетворительные механические характеристики. Стандартное лечение никоим образом не затрагивается предложенными здесь способами соединения. В частности, благодаря гаммагенным элементам порошка, подаваемым вместе с железом в зону сварки, в зоне сварки также может быть получена мартенситная структура, несмотря на наличие алюминия.
Стандартное лечение никоим образом не затрагивается предложенными здесь способами соединения. В частности, благодаря гаммагенным элементам порошка, подаваемым вместе с железом в зону сварки, в зоне сварки также может быть получена мартенситная структура, несмотря на наличие алюминия.
Газопорошковый поток может подаваться в зону сварки под разными углами по отношению к первой и второй заготовкам. Изобретатели обнаружили, что очень хорошие смеси порошков в зоне сварки могут быть получены при использовании угла между приблизительно 30°-45°.
РИС. 2 a -2 d схематически иллюстрируют различные схемы лазерной двойной точечной сварки в сочетании с подачей порошка в зону сварки. На каждом из рисунков первая заготовка А должна быть соединена со второй заготовкой В по сварному шву С. Ссылочный номер 25 показывает двойные пятна. На каждом из рисунков стрелка указывает направление сварки. Ссылочный знак 30 указывает на источник порошка.
РИС. 2 a обозначает перпендикулярное двойное пятно (пятна располагаются рядом друг с другом по линии, перпендикулярной сварному шву). Порошок может подаваться «сбоку», т.е. рядом с лазером. Порошок можно подавать непосредственно рядом с лазером (например, как показано на фиг. 2 d ) или сзади лазера (в соответствии с направлением сварки), как на фиг. 2 и и РИС. 2 с . Порошок также можно подавать спереди лазера, как показано на фиг. 2 b и 2 d.
РИС. 2 b иллюстрирует параллельную двухточечную сварку, т.е. точки располагаются по линии, параллельной сварному шву. ИНЖИР. 2 d показывает, что в некоторых примерах для подачи порошка в зону сварки может использоваться более одного источника порошка 30 , 33 .
Одним из аспектов параллельной двухточечной сварки является то, что температурный градиент, которому подвергается материал, меньше. Аспектом перпендикулярной двухточечной сварки является то, что зона сварки увеличивается и, таким образом, облегчает перемешивание порошка. Изобретатели протестировали обе эти схемы и обнаружили, что обе могут работать удовлетворительным образом.
Аспектом перпендикулярной двухточечной сварки является то, что зона сварки увеличивается и, таким образом, облегчает перемешивание порошка. Изобретатели протестировали обе эти схемы и обнаружили, что обе могут работать удовлетворительным образом.
РИС. 3 схематично показан еще один пример соединения двух заготовок. Первая часть A 1 заготовки A должна быть соединена практически перпендикулярно с частью B 2 заготовки B. Сварку можно выполнять с левой стороны заготовки B (как показано на фиг. 3). ) и/или с правой стороны заготовки B.
Сварочный аппарат 20 , напр. можно использовать лазер ND:YAG с мощностью, достаточной для плавления первой и второй частей заготовок. В этом примере газопорошковый поток (обозначенный прерывистой линией со стрелкой) может подаваться коаксиально (относительно сварного луча) к зоне сварки С.
Для простоты на РИС. показано только одно пятно (вместо двойного пятна). 3.
3.
РИС. 4 схематично показан еще один пример соединения двух заготовок. В данном примере заготовки А и Б разной толщины соединены встык по сварному шву С. Также в этом примере соосное расположение сварочной машины 20 и газопорошковый поток от источника порошка 30 и сопла 31 используется. Схематически показан поток защитного газа 9.0007 45 , который подается вокруг зоны сварки из коаксиально (по отношению к сварочной балке) канала защитного газа 40 .
Для простоты на РИС. показано только одно пятно (вместо двойного пятна). 4.
Во всех приведенных здесь примерах заготовки в форме плоских пластин соединены вместе. Должно быть ясно, что примеры описанных здесь способов также могут быть применены к заготовкам различных форм.
После первоначальных испытаний для подтверждения концепции расплавления заготовок и смешивания порошка на основе железа с гаммагенными элементами изобретатели провели обширные испытания для оптимизации подачи газопорошкового потока (коаксиально или сбоку). ), двойное пятно (параллельно, перпендикулярно, перед лазером, сзади лазера), защитный газ (да или нет), скорость потока порошка, скорость лазера и положение лазера.
), двойное пятно (параллельно, перпендикулярно, перед лазером, сзади лазера), защитный газ (да или нет), скорость потока порошка, скорость лазера и положение лазера.
В этих испытаниях первая плоская пластина Usibor толщиной 1,3 мм была соединена встык со второй плоской пластиной Usibor толщиной 1,7 мм. Для этих испытаний использовался лазер ND:YAG мощностью 3,5 кВт. Сварка двумя точками была выбрана потому, что ожидалось, что она будет работать лучше, чем сварка одиночными точками, из-за улучшенного перемешивания порошка по всей зоне сварки. Оба пятна получили 50% от общей мощности лазера.
Порошок, подаваемый в зону сварки, представлял собой AlSi316L, коммерчески доступный, например, от Хоганас. Порошок имеет следующий состав в весовых процентах: 0%-0,03% углерода, 2,0-3,0% молибдена, 10%-14% никеля, 1,0-2,0% марганца, 16-18% хрома, 0,0-1,0% кремний, остальное железо и неизбежные примеси. Преобладающий размер зерна 45-90 микрон. Было обнаружено, что эта композиция обеспечивает хорошие механические свойства (например, твердость, прочность на растяжение) после нагрева, горячей деформации и закалки. Было также обнаружено, что при использовании такого порошка достигается хорошая коррозионная стойкость.
Было также обнаружено, что при использовании такого порошка достигается хорошая коррозионная стойкость.
Добавление хрома и кремния повышает коррозионную стойкость, а молибден способствует увеличению твердости. Гаммагенными элементами, присутствующими в порошке, являются никель, углерод и марганец.
После сварки полученные заготовки подвергались «нормальной обработке», включающей горячую деформацию и закалку. После этого из полученного изделия вырезали образец для стандартного испытания на прочность при растяжении. Измеренные параметры включали предел прочности при растяжении (UTS) в МПа, предел текучести в МПа, удлинение при разрыве в %, твердость по Виккерсу и, кроме того, микроструктуру зоны сварки проверяли с помощью спектрометрического оборудования.
Эти результаты можно сравнить с несварными изделиями Усибор, прошедшими одинаковую обработку, то есть тот же термический цикл, включая горячую деформацию и закалку. Это сравнение важно, поскольку оно может показать, является ли сварной шов значительно слабее стандартного несварного материала или нет.
В случае использования Usibor 1500® в различных испытаниях применяются следующие стандартные значения: предел прочности при растяжении от 1300 до 1650 МПа, предел текучести (0,2%) от 950 и 1250 МПа, удлинение при разрыве A50 5%, твердость по Виккерсу HV 10 между 400 и 520. продукт.
Наконец, при испытании на растяжение учитывается точка разрыва. Было получено несколько результатов, в которых точка разрыва не находилась в зоне сварки или в зоне термического влияния (ЗТВ). Это означает, что площадь сварного шва в этих испытаниях оказалась эквивалентной или более прочной, чем основной материал.
Во многих испытаниях предел прочности при растяжении находился в пределах от 1300 до 1600 МПа. Кроме того, во многих испытаниях было обнаружено удлинение при разрыве выше 5%. Также твердость по Виккерсу HV10 в области сварного шва обычно находилась в диапазоне от 400 до 520.
Изобретатели обнаружили, что, в частности, боковая подача газопорошкового потока дает хорошие результаты, хотя некоторые образцы, в которых коаксиальная аранжировка также использовалась хорошо. В то же время было показано, что как передняя, так и задняя подача порошкового потока могут привести к хорошим результатам. Кроме того, хорошие характеристики достигаются как для параллельных двойных пятен, так и для перпендикулярных двойных пятен. Было установлено, что наличие или отсутствие защитного газа не оказывает существенного влияния на полученные результаты. А расстояние до поверхности сварного шва и смещение относительно кромок заготовки (из-за наличия заготовок разной толщины) желательно оптимизировать совместно с другими параметрами, так как они оба влияют на результаты.
В то же время было показано, что как передняя, так и задняя подача порошкового потока могут привести к хорошим результатам. Кроме того, хорошие характеристики достигаются как для параллельных двойных пятен, так и для перпендикулярных двойных пятен. Было установлено, что наличие или отсутствие защитного газа не оказывает существенного влияния на полученные результаты. А расстояние до поверхности сварного шва и смещение относительно кромок заготовки (из-за наличия заготовок разной толщины) желательно оптимизировать совместно с другими параметрами, так как они оба влияют на результаты.
РИС. 5 показана кривая напряжение-деформация, полученная для одного образца с использованием перпендикулярной двухточечной сварки и подачи порошка с обратной стороны. Можно видеть, что было достигнуто значение UTS приблизительно 1500 МПа.
Несмотря на то, что здесь было раскрыто только несколько конкретных вариантов осуществления и примеров изобретения, специалистам в данной области техники будет понятно, что возможны другие альтернативные варианты осуществления и/или использования изобретения, а также их очевидные модификации и эквиваленты. Кроме того, настоящее изобретение охватывает все возможные комбинации описанных конкретных вариантов осуществления. Таким образом, объем настоящего изобретения не должен ограничиваться конкретными вариантами осуществления, а должен определяться только правильным прочтением следующей формулы изобретения.
Кроме того, настоящее изобретение охватывает все возможные комбинации описанных конкретных вариантов осуществления. Таким образом, объем настоящего изобретения не должен ограничиваться конкретными вариантами осуществления, а должен определяться только правильным прочтением следующей формулы изобретения.
Важнейшая роль холостых проб в подготовке проб
Опубликовано:
Дуглас Э. Рейни
LCGC North America
LC0-0LC1 North America, 818-74, 818-74 , Том 36, выпуск 8
Страницы: 494–497
Холостые пробы важны для контроля качества и надежных количественных аналитических методов, но многие аналитики не полностью понимают их ценность или то, как их правильно использовать.
Когда я преподаю курс инструментального анализа, один из моих любимых экспериментов — это когда студенты получают бутылку с тоником, а затем просят собрать образцы мочи после ее употребления. После жидкостно-жидкостной экстракции уровни хинина в моче определяют с помощью флуоресцентной спектроскопии. Эксперимент представляет собой прекрасный пример явлений адсорбции, распределения, метаболизма и экскреции, важных для фармакологии и токсикологии. Перед употреблением тонизирующей воды студентов просят собрать образец мочи для использования в качестве контрольного образца, поскольку моча может содержать эндогенное соединение, которое флуоресцирует на плече полосы флуоресценции хинина. Удивительно, но хотя студенты собирают, обрабатывают и анализируют бланки должным образом, они часто ничего не делают с полученными данными.
После жидкостно-жидкостной экстракции уровни хинина в моче определяют с помощью флуоресцентной спектроскопии. Эксперимент представляет собой прекрасный пример явлений адсорбции, распределения, метаболизма и экскреции, важных для фармакологии и токсикологии. Перед употреблением тонизирующей воды студентов просят собрать образец мочи для использования в качестве контрольного образца, поскольку моча может содержать эндогенное соединение, которое флуоресцирует на плече полосы флуоресценции хинина. Удивительно, но хотя студенты собирают, обрабатывают и анализируют бланки должным образом, они часто ничего не делают с полученными данными.
Концепция холостой пробы — пробы без интересующего аналита, используемой для определения или отслеживания источника загрязнения или деградации пробы и взятой в ходе аналитического процесса — несколько проста. Однако совсем недавно было отмечено, что даже ASTM International (через Комитет D19) все еще пытается определить, какие составляющие должны присутствовать (1). Поскольку бланки используются для отслеживания источников искусственно внесенного загрязнения, важно учитывать их конкретный анализ и любые потенциальные проблемы при определении необходимых бланков, а часто требуется более одного типа бланков.
Поскольку бланки используются для отслеживания источников искусственно внесенного загрязнения, важно учитывать их конкретный анализ и любые потенциальные проблемы при определении необходимых бланков, а часто требуется более одного типа бланков.
Бланки играют жизненно важную роль в количественном анализе и часто требуются регулирующими органами в рамках их схем контроля качества. В колонке этого месяца рассматриваются различные типы бланков и их использование для дальнейшего понимания схем подготовки образцов. Например, правильное использование бланков недавно решило загадку в нашей лаборатории. Источник блуждающих пиков при разделении с помощью жидкостной хроматографии сверхвысокого давления (СВЭЖХ) было трудно идентифицировать до тех пор, пока не был использован холостой растворитель (реагент), и было установлено, что неопытные исследователи внесли загрязнение непосредственно в исходную бутыль с ацетонитрилом, используемую в анализе. анализ.
Типы холостых проб
Холостые пробы собираются, хранятся, обрабатываются и анализируются способом, максимально приближенным к аутентичным пробам, с учетом наличия загрязнителей и других потенциальных помех или потенциальной деградации пробы. Любой аналитический сигнал, исходящий от холостой пробы, который отсутствует в холостом растворителе, можно отнести к загрязнению. Правильное обращение с бланками абсолютно необходимо, поскольку во многих случаях аналитические результаты рассчитываются путем вычитания вклада бланка в аналитический сигнал. Поскольку бланки могут собираться в любой момент аналитической схемы, они могут учитывать различные элементы, которые могут возникнуть в ходе анализа. Таким образом, важно понять используемую терминологию и то, что эти пробелы могут быть правильными. Примеры различных типов заготовок, в основном взятые с веб-сайтов Геологической службы США (USGS), Агентства по охране окружающей среды (EPA) и Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), включают, помимо прочего,
Любой аналитический сигнал, исходящий от холостой пробы, который отсутствует в холостом растворителе, можно отнести к загрязнению. Правильное обращение с бланками абсолютно необходимо, поскольку во многих случаях аналитические результаты рассчитываются путем вычитания вклада бланка в аналитический сигнал. Поскольку бланки могут собираться в любой момент аналитической схемы, они могут учитывать различные элементы, которые могут возникнуть в ходе анализа. Таким образом, важно понять используемую терминологию и то, что эти пробелы могут быть правильными. Примеры различных типов заготовок, в основном взятые с веб-сайтов Геологической службы США (USGS), Агентства по охране окружающей среды (EPA) и Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), включают, помимо прочего,
- Пустой образец окружающей среды: Пустой образец, помещенный в контейнер, используемый для подлинного образца, открытый во время сбора образца и подвергнутый воздействию окружающей атмосферы.


- Калибровочный бланк: Эта среда, не содержащая аналитов, используется с подготовленными стандартами для калибровки аналитического прибора (устанавливая «нулевую» настройку) и для подтверждения отсутствия помех в аналитическом сигнале. Важно отметить, что этот бланк отличается от бланка поля (см. ниже), но может использоваться в сочетании с бланком поля для выявления источников загрязнения.
- Бланк для оборудования: Бланк-образец, который обрабатывается с помощью оборудования для отбора проб, как правило, во время сбора, по аналогии с образцом.
- Бланк поля: Общий тип бланка и наиболее полный, он подвергается отбору проб, транспортировке, консервации и хранению, а также лабораторному анализу. Полевые бланки могут определять примеси, аналитические ошибки или погрешности, возникающие в результате сбора и анализа проб. Такое загрязнение может быть результатом бутылок и другой стеклянной посуды, оборудования и условий для отбора проб, консервантов, транспортировки и хранения или лабораторного анализа.

- Бланк фильтра: Очень специфический тип бланка, в котором раствор бланка фильтруется через то же устройство, которое используется при обработке подлинных образцов.
- Обогащенный холостой метод: Этот тип холостого метода (см. ниже) содержит аналит. Не следует путать с пробами со спайками, используемыми для определения извлечения аналита, холостые пробы обогащенного метода используются для оценки разложения аналита во время процедур анализа.
- Бланк матрицы: Эти бланки содержат все компоненты образца, кроме интересующих аналитов, и подлежат всем этапам обработки образца. Они используются для измерения наличия значительных помех от матрицы.
- Бланк метода: Бланк метода используются для определения фонового загрязнения или помех в аналитической системе. Как и другие бланки, бланк метода состоит из матрицы образца, без аналита, и всех реагентов из аналитической процедуры в соответствующих концентрациях.

- Бланк для консервации: Бланк, обработанный любыми консервантами, используемыми в аналитической схеме. При сравнении с контрольным образцом без консерванта можно определить действие этого агента.
- Бланк реагента: Фоновые помехи и загрязнения от используемых химикатов и аналитических систем измеряются с помощью бланков реагентов. Все аналитические реагенты добавляют в холостую матрицу в той же пропорции, которая указана в аналитической методике, но не проводят по полной схеме анализа.
- Бланк поездки: Пустая проба, взятая во время сбора пробы для учета изменений пробы во время транспортировки из места сбора в лабораторию. Бланки Trip готовятся во время отбора проб и особенно ценны для летучих соединений и тех, которые подвержены разложению под действием таких факторов, как воздействие света, бактерий или циклы замораживания-оттаивания.
На рис. 1 показана взаимосвязь между наиболее распространенными типами бланков и их охватом, т. е. широтой, на которую они корректируются (включая матрицу образца, реагенты и оборудование) (2). Стоит отметить, что холостые образцы отделены от эталонных образцов, контрольных образцов, образцов с добавлением и повторных образцов, каждый из которых служит определенной цели. В соответствии со стандартами EPA (3) допустимые холостые пробы имеют целевые концентрации аналита менее половины нижнего предела количественного определения. Существуют исключения для бланков, содержащих уровни аналита, превышающие допустимые пределы, и критерии выбора бланков могут варьироваться в зависимости от методов регулирования. Точно так же холостые пробы метода периодически обрабатываются в каждом наборе образцов для оценки переноса образцов.
е. широтой, на которую они корректируются (включая матрицу образца, реагенты и оборудование) (2). Стоит отметить, что холостые образцы отделены от эталонных образцов, контрольных образцов, образцов с добавлением и повторных образцов, каждый из которых служит определенной цели. В соответствии со стандартами EPA (3) допустимые холостые пробы имеют целевые концентрации аналита менее половины нижнего предела количественного определения. Существуют исключения для бланков, содержащих уровни аналита, превышающие допустимые пределы, и критерии выбора бланков могут варьироваться в зависимости от методов регулирования. Точно так же холостые пробы метода периодически обрабатываются в каждом наборе образцов для оценки переноса образцов.
Рисунок 1: Изображение охвата различных источников загрязнения, от пробы до лаборатории и поля, и бланки проб, используемые для их учета (изменено по сравнению со ссылкой 2).
Сигналы детектора, вызванные бланком, могут привести к уточнению схемы анализа. Потеря образца в результате улетучивания, например, может потребовать внесения изменений в сбор, транспортировку или хранение образца. Если помехи присутствуют, они могут быть двух типов. Аддитивные помехи вызываются загрязняющими веществами, добавляемыми к образцу в постоянном количестве. Например, если для данного размера пробы используется один и тот же объем растворителя, независимо от концентрации анализируемого вещества, и такое использование растворителя добавляет загрязнителей, возникает аддитивная интерференция. Если загрязняющее вещество не может быть определено и удалено, достаточно надежным предположением является то, что сигнал, вызванный загрязняющим веществом, можно вычесть из наблюдаемого аналитического сигнала. В таком случае сообщаемые результаты должны быть помечены как скорректированные. Мультипликативные помехи возникают в результате изменений количества загрязнителя в зависимости от его источника. Например, когда при переносе или подготовке проб используются разные объемы аликвот, по мере увеличения концентрации аналита уровни загрязнения также увеличиваются на соответствующую величину.
Потеря образца в результате улетучивания, например, может потребовать внесения изменений в сбор, транспортировку или хранение образца. Если помехи присутствуют, они могут быть двух типов. Аддитивные помехи вызываются загрязняющими веществами, добавляемыми к образцу в постоянном количестве. Например, если для данного размера пробы используется один и тот же объем растворителя, независимо от концентрации анализируемого вещества, и такое использование растворителя добавляет загрязнителей, возникает аддитивная интерференция. Если загрязняющее вещество не может быть определено и удалено, достаточно надежным предположением является то, что сигнал, вызванный загрязняющим веществом, можно вычесть из наблюдаемого аналитического сигнала. В таком случае сообщаемые результаты должны быть помечены как скорректированные. Мультипликативные помехи возникают в результате изменений количества загрязнителя в зависимости от его источника. Например, когда при переносе или подготовке проб используются разные объемы аликвот, по мере увеличения концентрации аналита уровни загрязнения также увеличиваются на соответствующую величину. Эти помехи могут быть исправлены только методами разделения или селективного обнаружения. При определении интерференции фиктивный анализ , такой как введение пустого шприца (воздуха) в газовый хроматограф, может помочь отследить природу интерференции (4).
Эти помехи могут быть исправлены только методами разделения или селективного обнаружения. При определении интерференции фиктивный анализ , такой как введение пустого шприца (воздуха) в газовый хроматограф, может помочь отследить природу интерференции (4).
Независимо от того, как обрабатывается холостой образец, ясно, что сигнал от холостой пробы становится особенно важным при низких концентрациях аналита. Таким образом, он играет роль в определении наименьшего количества анализируемого вещества, которое может быть обнаружено. Армбрустер и Прай обсуждают три дескриптора этого наименьшего количества обнаруживаемого аналита (5). Предел холостой пробы (LOB) исходит из повторного анализа холостой пробы, не содержащей аналита, и представляет собой самую высокую кажущуюся концентрацию аналита из этого анализа:
LOB = среднее пусто + 1,645 (SD пусто ).
Предел обнаружения (LOD) является наименьшим возможным обнаружением аналита, отличимым от LOB:
LOD = LOB + 1,645(SD образец с низкой концентрацией )
Предел количественного определения (LOQ) выше больше или равно LOD и представляет собой количество аналита, которое может быть надежно обнаружено при заданных уровнях точности (измеряется как стандартное отклонение или другие статистические методы). На рис. 2 графически изображена статистическая взаимосвязь между этими пределами. Понятно, что знание LOB необходимо для установления пределов обнаружения.
На рис. 2 графически изображена статистическая взаимосвязь между этими пределами. Понятно, что знание LOB необходимо для установления пределов обнаружения.
Рисунок 2: Статистическая взаимосвязь между LOB, LOD и LOQ (воспроизведено из ссылки 5). Ширина распределения вокруг каждого значения является показателем статистической точности, и при доверительном интервале 95 % существует некоторое общее значение между каждым пределом.
Образцы приложений для определения холостых проб
В первых абзацах этой колонки мы рассмотрели два примера использования холостых проб. Образец мочи, собранный перед употреблением тонизирующей воды, представляет собой контрольную матрицу. Если мы предположим, что концентрация эндогенной помехи с поправкой на удельный вес постоянна в течение периода сбора проб, эндогенная помеха является аддитивной помехой, а контрольный или фоновый сигнал может быть вычтен из аналитического измерения. . В случае, когда загрязненный ацетонитрил вызывал ложные пики на хроматограмме УВЭЖХ, загрязнитель ацетонитрила является мультипликативной помехой, если количество используемого ацетонитрила варьировалось в зависимости от размера образца, и проблема была решена путем использования свежего, незагрязненного растворителя.
Рассмотрим последний пример. Фермер, желающий измерить распределение удобрений, вносимых на поле, нанимает для этой работы аналитическую лабораторию. В общей сложности было отобрано 50 образцов почвы в виде сетки на участке (640 акров) земли. При рассмотрении результатов анализа все образцы показывают статистически одинаковый уровень внесения удобрений, за исключением одного образца, результаты которого в 15 раз выше, чем у других. С чисто статистической точки зрения можно запустить Q-тест или какой-либо другой тест, чтобы определить, что это большое значение является выбросом, который можно отбросить. Однако такая статистическая проверка не учитывала бы несколько возможных реальных сценариев. Что, если в этом месте фермер заправил опрыскиватель? Что, если бы местная среда имела другой характер стока, чем остальная часть поля, или другой состав почвы? Правильное использование соответствующих холостых проб, наряду с повторным отбором проб и анализом, может быть использовано для сокрытия потенциальных причин, лежащих в основе этого единственного высокого зарегистрированного значения.
Заключение
Пустые образцы, наряду с повторами, стандартами и образцами с добавлением, имеют решающее значение для контроля качества и разработки надежных методов количественного анализа. Аналитикам стоит потратить время на то, чтобы понять типы бланков, их необходимость (для чего они нужны) и их использование.
Ссылки
(1) D. Coleman and L. Vanatta, Amer. лаборатория 42 (10), (2010) (https://www.americanlaboratory.com/914-Application-Notes/1114-Part-40-Blanks/). https://www.epa.gov/sites/production/files/2015-06/documents/blanks.pdf
(2) Метод EPA SW-846, обновление V, редакция 2, июль 2014 г. (https://www.epa.gov/sites/production/files/2015-10/documents/chap1_1.pdf).
(3) М.Ф. Вита, П.В. Карр и Г.А. Mabbott, J. Chem. Образовательный 82 (6), 901–902 (2005).
(4) Д.А. Армбрустер и Т. Прай, , клиника. Биохим. Ред. 29 (Дополнение 1), S49–S52 (2008 г.
