Содержание
Точность и чистота обработки поверхности, отделка изделий
Точность и чистота обработки поверхности, отделка изделий
1 |
Действительные размеры металлоизделия могут быть больше или меньше указанных на чертеже, вследствие неточности станка, деформации режущего инструмента, точности
измерения, квалификации рабочих. Разность между наибольшим и наименьшим
предельным размерами детали называют допуском размера. От величины допуска
зависит класс точности обработки. Установлены 11 классов точности. Самый
высокий класс точности — 1, самый низкий — 9. Класс точности обработки изделий
в зависимости от их назначения указывается в ТУ и ГОСТ.
При изготовлении деталей и заготовок литьем, ковкой, прокаткой достигаются 7, 8, 9 классы точности. Изготовление деталей точением, строганием, фрезерованием,
сверлением обеспечивает 5 класс точности. Детали 1 класса точности
изготавливают тонким шлифованием и полированием.
Измерительные приборы и инструменты должны иметь самый высокий класс точности. Для большинства металлохозяйственных товаров достаточно 7—9 класса точности
обработки.
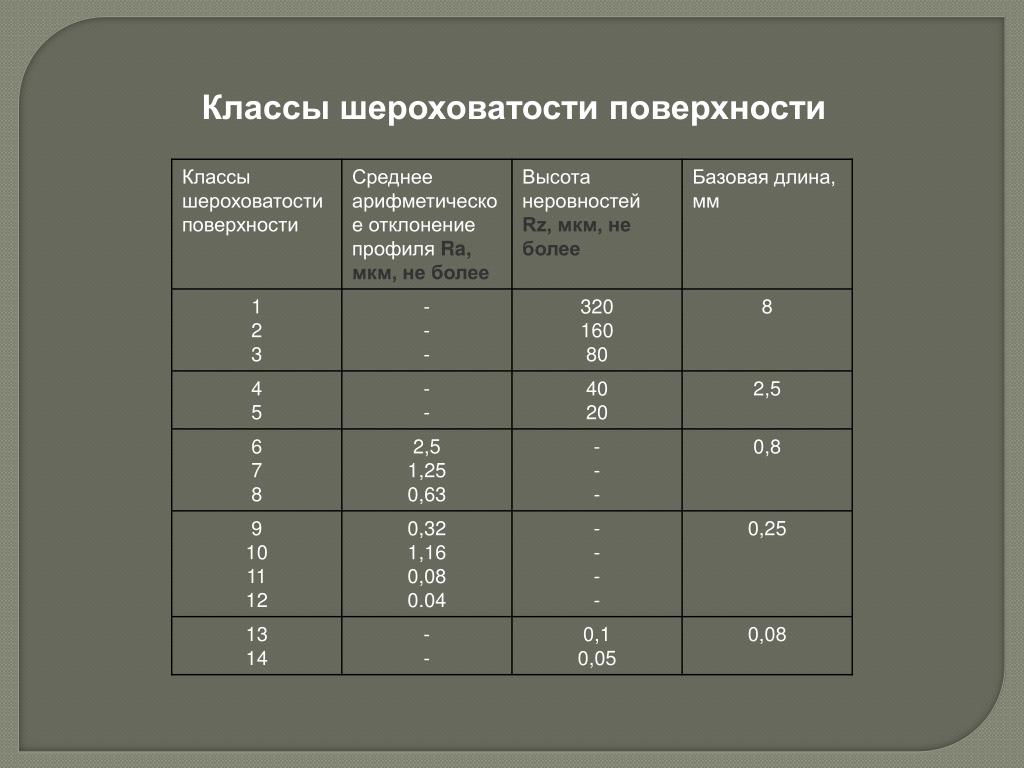
Для оценки качества обработки неровностей поверхности металлических изделий установлено 14 классов шероховатости поверхности, из которых 1 класс имеет
наиболее шероховатую поверхность. Обозначают класс шероховатости специальным
знаком, изображающим равносторонний треугольник с номером внутри него. Чем выше
класс, тем более ровной, гладкой и блестящей должна быть поверхность изделия.
На поверхности изделий с высоким классом чистоты нет неровностей, поэтому они
лучше противостоят коррозии, трению. В товароведной практике шероховатость
поверхности определяется сравнением с пластинками-эталонами для каждого класса.
В процессе производства металлохозяйственных товаров применяют следующие виды отделки: шлифование, полирование, крацовку, галтовку, притирку, хонингование и
др.
Шлифование — механическая обработка металлической поверхности с помощью шлифовальных кругов. При такой обработке с поверхности
металла удаляются заусенцы, риски, окалина, раковины. В зависимости от размера
удаляемых с поверхности частиц различают шлифование грубое (черновое, 7—8 класс
чистоты), чистовое (доводка, 8-9 класс), тонкое (тонкая доводка, 9-10 класс).
Полирование — удаление с металлической поверхности мельчайших неровностей (10—14 классы чистоты), доведение изделий до
требуемых размеров и придание ей зеркального блеска. Полирование производят механическим,
химическим и электрохимическим методами. Механическое полирование производят
подобно шлифованию на станках мягкими эластичными кругами, на которые подается
полировальная паста. Наиболее прогрессивными являются химическое или
электрохимическое полирование, заключающееся в растворении мельчайших
неровностей поверхности или покрытия химическими реактивами или под действием
электрического тока в растворе электролита.
Притирка — очень точная ручная или механическая отделочная операция поверхности изделия специальными притирами для
получения плотных, герметичных разъемных или подвижных соединений. Притиркой
обрабатывают измерительные инструменты, вентили, газовую аппаратуру.
Крацовку применяют для удаления с поверхности металла ржавчины, окалины, формовочной смеси и других загрязнений, для сглаживания
неровностей покрытия. Посторонние частицы удаляются вращающимися на валу
электродвигателя жесткими стальными или мягкими проволочными щетками. Крацовкой
получают поверхность 10—11 классов чистоты.
Несоблюдение точности и чистоты обработки
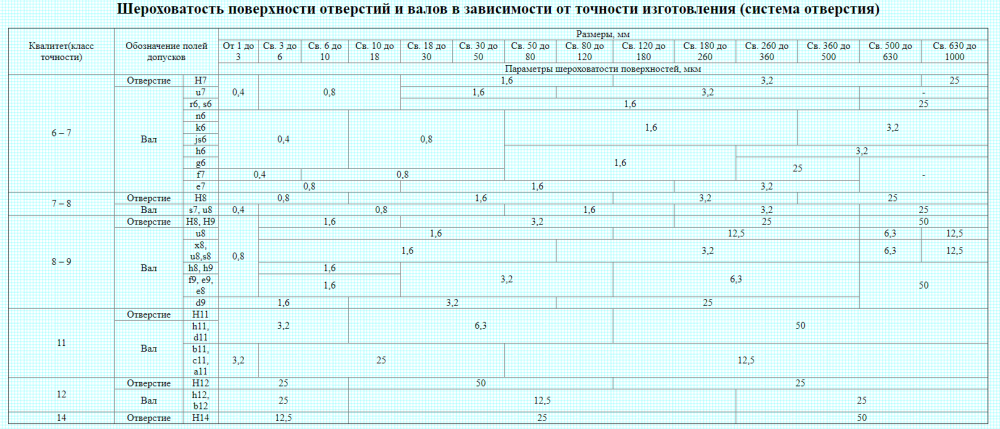
Величины допусков и посадок сопрягаемых деталей зависят не только от требуемых типа посадки и величины номинального диаметра. Один и тот же тип посадки в зависимости от предъявляемых требований и назначения сопрягаемых деталей может быть выполнен с различной степенью точности. Каждому классу точности соответствует определенный класс чистоты обработки. Однако непосредственной связи между классом точности размеров и классом чистоты не существует. Например, при горячей посадке и одном и том же классе точности можно допустить большие величины неровностей, чем при прессовой посадке. Но с другой стороны, высокая точность размеров деталей обеспечивается обычно и при более высоких классах чистоты их поверхностей. Нельзя, например, получить 2-й класс точности обработки отверстия, если оно просверлено сверлом, без последующей доводки поверхностей стенок отверстия.
Каждому классу точности соответствует определенный класс чистоты обработки. Однако непосредственной связи между классом точности размеров и классом чистоты не существует. Например, при горячей посадке и одном и том же классе точности можно допустить большие величины неровностей, чем при прессовой посадке. Но с другой стороны, высокая точность размеров деталей обеспечивается обычно и при более высоких классах чистоты их поверхностей. Нельзя, например, получить 2-й класс точности обработки отверстия, если оно просверлено сверлом, без последующей доводки поверхностей стенок отверстия.
В машиностроении под чистотой поверхности подразумевается размерная характеристика микронеровностей, определяющих шероховатость поверхности независимо от способа ее получения.
В отличие от маркировки классов точности, на которой высшим классом является первый, классы чистоты маркируют от 1 до 14 по возрастанию требований к чистоте и уменьшению пределов допустимых микронеровностей. Классы чистоты обозначают на чертежах ^в виде равносторонних треугольников с вершиной, обращенной вниз, с цифровым обозначением класса точности, например, V4, V8, V10 и т.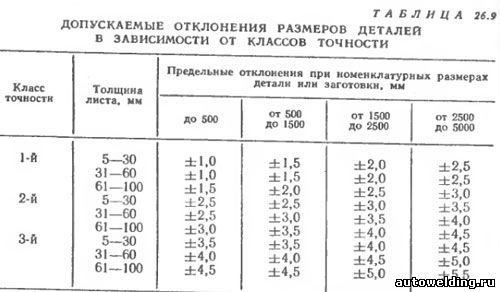 п. Поверхности, которые не подлежат никакой механической обработке, например, поверхности отливок и поковок, обозначают знаком ~.
п. Поверхности, которые не подлежат никакой механической обработке, например, поверхности отливок и поковок, обозначают знаком ~.
Для одних и тех же деталей в зависимости от размеров могут быть назначены различные классы чистоты. Например, для прессового соединения деталей с номинальными диаметрами от 10 до 18 мм, изготовленных по 2-му классу точности, должен быте применен 8-й класс чистоты, обозначаемый V8. Если же детали имеют номинальные размеры 500—630 мм, то для достижения то же 2-го класса точности при прессовой посадке достаточен 4-й класс чистоты, обозначаемый V4. Технолог цеха может назначать и другие классы чистоты обработки, но они должны быть не ниже обусловленных ГОСТами или ведомственными нормалями.
Из 14 классов чистоты, обусловленных ГОСТом, в дизелестроении применяются классы от 1 до 11 включительно. По 11-му классу чистоты, обозначенному VII, обрабатывают рабочие поверхности плунжеров и гильз топливных насосов, направляющих и игл форсунок, плоские уплотняющие поверхности деталей топливной аппаратуры. По этому классу чистоты средняя высота неровностей #Ср должна быть 0,25—0,5 мкм, что достигают путем притирки и доводки.
По этому классу чистоты средняя высота неровностей #Ср должна быть 0,25—0,5 мкм, что достигают путем притирки и доводки.
Наиболее широко в дизелестроении применяются классы чистоты V6, V7, V8 и V9. Например, рабочие поверхности цилиндровых втулок дизелей обрабатывают по классу V7 (если диаметр втулки более 400 мм) и по классу V8 (если диаметр 200— 400 мм). По классу V8 обрабатывают также шейки коленчатых валов дизелей, тронки поршней, кулачки распределительных валов, посадочные поверхности под поршневые пальцы в чугунных поршнях поверхности торцов поршневых колец и т. д. Чистоту поверхности по этому классу достигают путем чистой обработки резцом и последующей шлифовки.
Поверхности, обработанные тонкой шлифовкой с последующей доводкой или притиркой, относятся к классу VI0, по которому обрабатывают рабочие поверхности поршневых пальцев, притертые поверхности конусов игл и распылителей форсунок и т. п. Диапазоны средних высот микронеровностей по этим классам чистоты находятся в пределах (МК): для V7—(3,2^-6,3), для V8—(1,6-^3,2), для V10— (0,5-;-0,8).
Чистота обработки сопрягаемых деталей оказывает определенное влияние на надежность как неподвижных, так и подвижных ‘посадок. Известно, что при любом виде посадок сопрягаемые детали касаются друг друга не всеми поверхностями, а только вершинами микронеровностей. При чистовой обработке отношение действительной поверхности контакта к номинальной составляет только 0,3—0,5, поэтому давление на вершинах микронеровностей возрастает настолько, что они сминаются и разрушаются. Таким образом, в начале приработки подвижных соединений происходит интенсивный износ деталей, что приводит к увеличению зазора между сопряженными поверхностями.
В неподвижных соединениях шероховатость поверхностей вследствие их смятия при запрессовке вызывает ослабление натяга. Остановимся на влиянии чистоты поверхности сопряженных деталей при неподвижных посадках.
Установлено, что если охватывающая деталь чугунная (например, из чугуна СЧ24-40), а охватываемая — из стали марки Ст. 45, или обе детали изготовлены из стали Ст. 45, то чем меньше у них микронеровностей, тем выше коэффициент трения при запрессовке, а следовательно, прочнее соединение.
45, то чем меньше у них микронеровностей, тем выше коэффициент трения при запрессовке, а следовательно, прочнее соединение.
Величина коэффициента трения при запрессовке обратно пропорциональна величине давления. При уменьшении коэффициента трения снижается прочность неподвижных соединений. Таким образом, чистота поверхности оказывает существенное влияние на прочность неподвижных соединений. С повышением чистоты обработки сопрягаемых поверхностей до 9-го класса коэффициент
трения пары увеличивается.
Чистота обработки поверхности влияет и на усталостную прочность деталей, так как чаще всего при усталостных разрушениях микротрещины появляются на поверхности детали. Чем грубее обработана деталь, тем крупнее микронеровности на ее поверхности, которые являются концентраторами напряжений, способствующими развитию усталостного процесса. На дЙе впадин при грубой обработке поверхности возникают напряжения, в 1,5— 2,5 раза превышающие средние величины напряжений в поверхностном слое.
Установлено также, что чем выше предел прочности стали, тем более она чувствительна к чистоте поверхности, тем скорее могут на ней появиться усталостные трещины в случае грубой обработки. Например, если у стали с пределом прочности ав=47 кгс/мм2 переход от грубой обработки к полировке повышает ее предел выносливости на 10%, то у стали с св=142 кгс/мм2 предел выносливости повышается на 30%.
Например, если у стали с пределом прочности ав=47 кгс/мм2 переход от грубой обработки к полировке повышает ее предел выносливости на 10%, то у стали с св=142 кгс/мм2 предел выносливости повышается на 30%.
При наличии таких концентратов напряжений, как отверстия, очень важна частота обработки их внутренней поверхности. При грубом сверлении на поверхности отверстая образуются микротрещины, которые сами по себе являются концентраторами напряжений и значительно уменьшают усталостную прочность металла.
Рис. 30. Усталостная трещина в шейке коленчатого вала вследствие грубой обработки смазочного отверстия
На рис. 30, приведен пример образования усталостной трещины 2 в моты-левой шейке коленчатого вала вследствие грубой обработки смазочного отверстия 1. На рис 30,6 характер излома показан в более крупном масштабе, направления распространения трещин показаны стрелками.
Выше было отмечено, что из всех узлов современного дизеля, работающего с высокой степенью наддува, наиболее напряженным является головной подшипник, запасы прочности которого по давлению подошли к минимальным величинам. Поэтому такое большое значение эксплуатационники придают чистоте обработки шеек головных подшипников.
Поэтому такое большое значение эксплуатационники придают чистоте обработки шеек головных подшипников.
А. П. Богатырев приводит примеры приемки дизелей от заводов-строителей. Так, на теплоходе «Балашиха» во время заводских испытаний дизеля Бурмейстер и Вайн VTBF 74/160, построенного на БМЗ, представители завода при обнаружении задиров на головные шейках вместо тщательной их шлифовки и проверки качества шабрения баббита ограничились очисткой масляных канавок подшипников с последующей приработкой их по шейкам. Конечно, такая мера не привела к положительным результатам и дизель вернули на завод для исправления старых и новых дефектов.
Другой пример. Теплоход «Пула» после ходовых испытаний, во время которых не было отмечено никаких дефектов в работе главного дизеля 874VT2BF160, построенного югославской фирмой «Уляник» по лицензии фирмы «Бурмейстер и Вайн», возвратился к причалу завода. При контрольном вскрытии головных подшипников было обнаружено незначительное затягивание баббитом масляных канавок нижних половинок подшипников, а на двух подшипниках отмечено небольшое вдавливание баббита.
Все головные шейки были вторично прошлифованы, в результате чего следы обработки поверхности шеек в верхних частях выведены; два дефектных подшипника с выдавленным баббитом заменены. Также была восстановлена первоначальная форма масляных канавок всех подшипников.
После тщательной сборки деталей дизеля были проведены повторные ходовые испытания, после которых снова осмотрели подшипники. Они оказались в хорошем состоянии, и длительная последующая эксплуатация дизеля подтвердила это.
Не меньшее, если не большее, значение имеет и точность обработки деталей. Нет необходимости пояснять значение точности судовым механикам, оно им хорошо известно.
Даже для резьбовых соединений, точность изготовления которых механики не имеют возможности проверить, хорошо выполненная форма резьбы и чистота ее обработки имеют большое значение. Английские специалисты установили, что точность шага резьбы и тщательная ее обработка значительно повышают усталостную прочность болта. «Установлено также, что чистая накатка профиля и впадин резьбы повышает усталостную прочность по сравнению с обработкой резьбы на станке почти в три раза.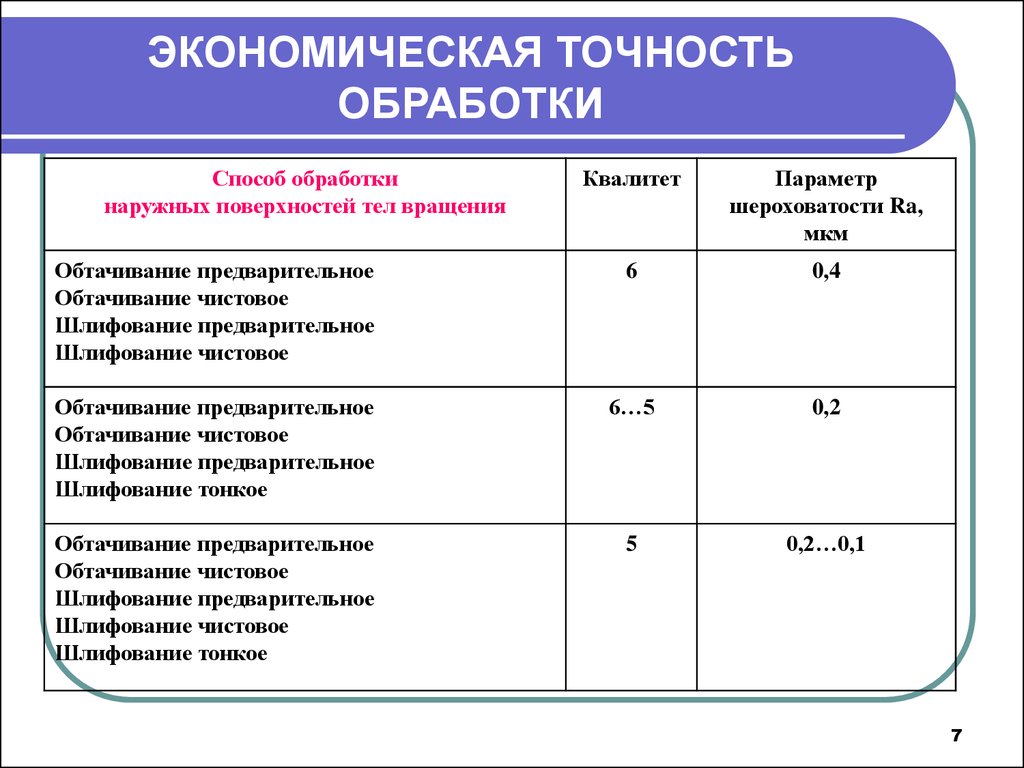
Отступления от точности обработки деталей чаще всего случайны и свойственны более судоремонтным заводам, чем дизеле-строительным, так как СРЗ не имеют специальной оснастки. Но можно привести примеры нарушений точности обработки и разметки и по дизелестроительным заводам.
Так, при смене головок на одном из дизелей 950VTBF110 постройки БМЗ обнаружилось, что глубина сверления отверстий под шпильки не одинакова и завернутые до упора шпильки имеют разную высоту. Вследствие этого отверстия для шплинтов после крепления гаек не совпадали, приходилось торцевать гайки и даже не довертывать их до конца. И то, и другое категорически запрещается Правилами [71]. По-видимому, вследствие таких мероприятий на теплоходе «Выборглес» ослабли три головки поршней и масло охлаждающей системы стало вытекать в продувочный ресивер, что привело к взрыву.
Также отмечается значительное отступление от точности укладки коленчатых валов БМЗ. На теплоходе «Вытегралес», например, раскеп между щеками мотыля цилиндра № 6 достигал 0,12 мм, а на теплоходе «Тоснолес» между щеками мотыля цилиндра № 9 — 0,11 мм.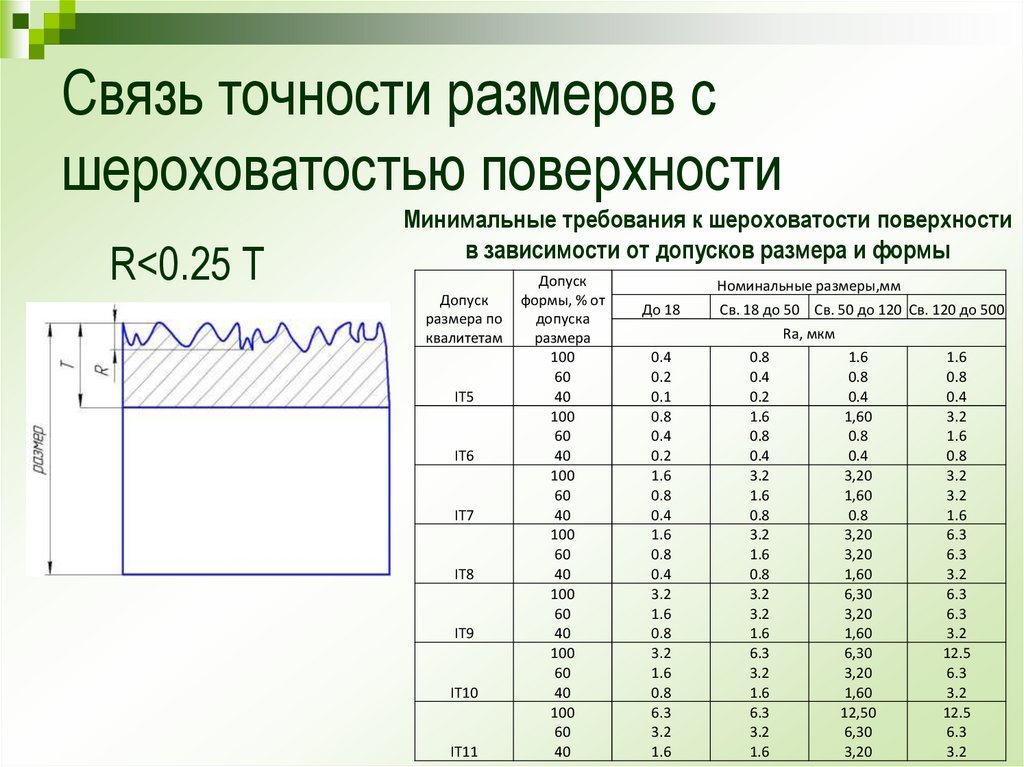 Эти величины находятся уже в зоне допускаемых отклонений от раскепов для дизелей, отработавших длительный срок (для новых дизелей раскеп не должен был превышать 0,08 мм).
Эти величины находятся уже в зоне допускаемых отклонений от раскепов для дизелей, отработавших длительный срок (для новых дизелей раскеп не должен был превышать 0,08 мм).
Не лишена недостатков, в смысле соблюдения точности обработки деталей, и работа западноевропейских заводов.
В практике эксплуатации дизелей Черноморским пароходством обнаружено, что при наличии большого количества сверлений в корпусе топливного насоса дизелей Зульцер RD76 расстояния между отверстиями и их размеры не всегда находятся в допускаемых пределах, обозначенных на чертеже. Специалисты Черноморского пароходства полагают, что это является одной из причин появления трещин в корпусах насосов.
Отступления от заданных частоты или точности обработки фирма «Зульцер» иногда пытается компенсировать применением различных уплотняющих паст. Например, при сборке тронков поршней с головками завод неоднократно применял пасту «Герметик». Во время эксплуатации паста разрушалась и масло вытекало из соединения тронка с головкой. Такой дефект приводил к необходимости частого демонтажа поршней. Так, на теплоходе «Суджа» за один год машинная команда 22 раза вынимала поршни и пять из них полностью разбирала. Отмечено также, что на пасту «Герметик» фирма «Зульцер» ставила и шпильки крепления головки поршня к тронку.
Такой дефект приводил к необходимости частого демонтажа поршней. Так, на теплоходе «Суджа» за один год машинная команда 22 раза вынимала поршни и пять из них полностью разбирала. Отмечено также, что на пасту «Герметик» фирма «Зульцер» ставила и шпильки крепления головки поршня к тронку.
Вследствие нарушения точности обработки фланца штока и посадочною места тронка у дизелей Зульцер RD76, построенных заводом имени Цигельского (Польша), происходили разрывы тронка поршня. По чертежу в этом соединении должен быть зазор 0,15—0,28 мм, в действительности же зазора вообще не оказывалось.
Улучшить чистоту обработки деталей после завода-строителя в судовых условиях невозможно. Любая ручная обработка детали нарушает ее геометрию, а следовательно, и точность размеров.
То же самое можно сказать и о точности обработки. Судовым механикам трудно, фигурально выражаясь, «уточнить» обработку завода за полным отсутствием средств для этого. Те полумеры, с помощью которых временно приводят деталь в лучшее состояние, недостаточны, вскоре деталь вновь приходит в неисправное состояние
Судовым механикам нужно твердо знать пределы точности и чистоты обработки деталей дизеля, тогда они могут предъявить вполне обоснованные требования, как к заводам-строителям, так и к СРЗ.
Обзор различных классификаций чистых помещений
Для многих упоминание слова «чистая комната» вызывает в воображении образы белой комнаты космической эры, где рабочие перемещаются в костюмах-кроликах, закрывающих все тело, и в масках с фильтрами, работающих с предметами внутри перчаток. коробки. Конечно, Голливуд имеет к этому большое отношение, но даже многие люди в отраслях, использующих чистые помещения, не совсем уверены в различных стандартах и классификациях или в том, что они означают.
Очень краткий и чрезмерно упрощенный ответ заключается в том, что чистые помещения классифицируются по чистоте воздуха в помещении со все более высокими стандартами в отношении количества и размера посторонних частиц в заданном объеме воздуха. Для достижения различных уровней классификации чистые помещения проектируются таким образом, чтобы воздух в них циркулировал определенное количество раз, достигались заданные уровни фильтрации и имелся минимальный поток воздуха, среди прочих критериев.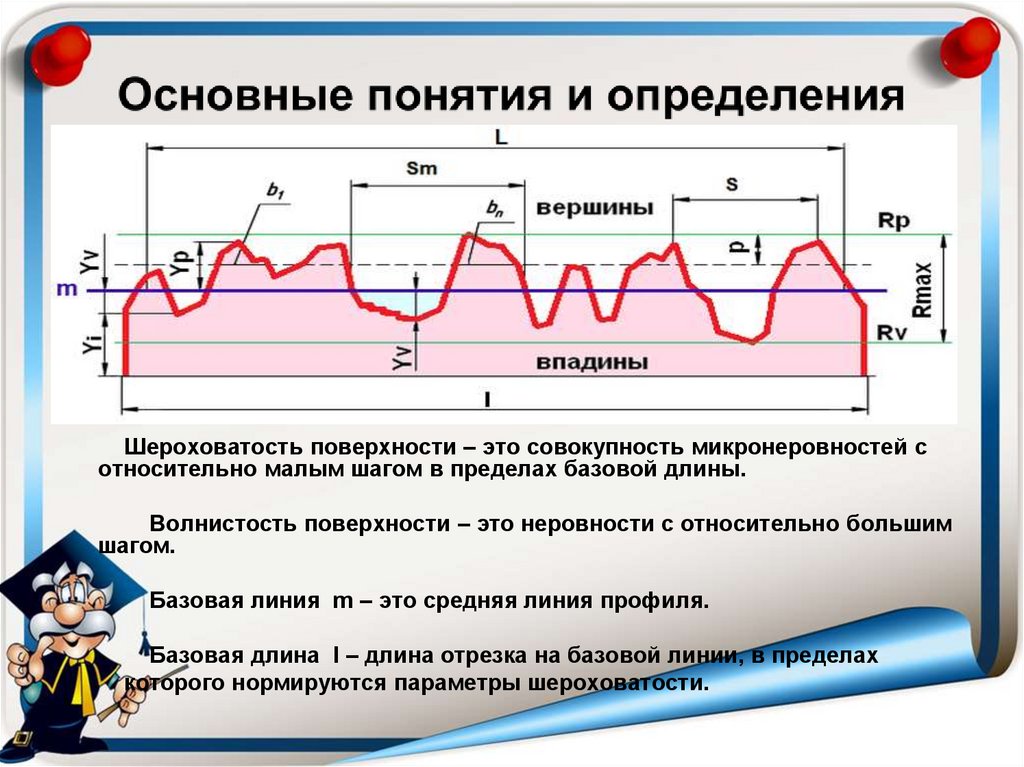 Кроме того, чистые помещения должны регулярно проверяться, чтобы сохранить свою сертификацию.
Кроме того, чистые помещения должны регулярно проверяться, чтобы сохранить свою сертификацию.
Что такое чистое помещение?
История современной чистой комнаты восходит к 1960 году, когда физик Уиллис Уитфилд искал решение проблемы загрязнения воздуха частицами и случайного воздушного потока во время работы в Национальной лаборатории Сандия в Нью-Мексико. Чистые помещения, от небольших ниш до целых производственных этажей, имеют некоторые общие черты; воздух, который многократно рециркулируется и фильтруется, а также строго контролируется температура и влажность.
Принимаются другие меры для сохранения чистоты окружающей среды. Рабочие носят защитную одежду и проходят протоколы, разработанные для уменьшения количества внешнего загрязнения, которое они могут внести в помещение. В чистом помещении оборудование и приспособления спроектированы таким образом, чтобы ограничить их вклад в загрязнение. В некоторых случаях в помещениях имеется «положительное давление воздуха», когда давление воздуха в помещении выше, чем в окружающей среде, чтобы предотвратить попадание в него загрязняющих веществ извне. Нержавеющая сталь из-за ее долговечности и устойчивости к коррозии широко используется, как и алюминий.
Нержавеющая сталь из-за ее долговечности и устойчивости к коррозии широко используется, как и алюминий.
Важно понимать, что чистое помещение не стерильно. Например, микробы могут присутствовать на поверхностях. Вместо этого основное внимание уделяется удалению частиц в воздухе. Но использование ультрафиолетового света для обеззараживания воздуха становится все более распространенным явлением.
Чистота
Как уже упоминалось, все, что попадает в чистую комнату, тщательно рассматривается с точки зрения возможности удаления мусора или нелетучих остатков (NVR). Предметы, содержащие органический материал, такие как бумага и карандаши, заменяются альтернативными. Даже чистящие средства предназначены для использования в чистых помещениях.
Предмет не может быть «очищен до уровня, позволяющего использовать его в чистом помещении определенного класса». Вместо этого его необходимо протестировать, чтобы убедиться, что он соответствует или превышает указанное значение для NVR и количества частиц. Вполне уместно, что сами такие инструменты или оборудование испытываются в чистом помещении. Если они соответствуют критериям, они затем упаковываются в материал, который также соответствует стандартам для предполагаемого чистого помещения.
Вполне уместно, что сами такие инструменты или оборудование испытываются в чистом помещении. Если они соответствуют критериям, они затем упаковываются в материал, который также соответствует стандартам для предполагаемого чистого помещения.
Сами стандарты измеряются максимальным размером частиц, а также количеством, обнаруженным в кубическом метре воздуха (примерно 35 кубических футов). Для самых высоких стандартов размер твердых частиц должен быть равен или меньше 0,2 микрона. Микрон, обозначаемый как «мкм», составляет 0,001 миллиметра. Для сравнения, человеческий волос имеет толщину примерно 75 микрон, а бактерия имеет толщину от 0,2 до 3 микрон. Также в рамках достижения этого стандарта, обозначенного Международной организацией по стандартизации (ISO) как класс 1 по стандарту ISO, не более 12 частиц размером менее 3 микрон могут присутствовать на квадратном метре воздуха в чистом помещении. Можно ожидать, что в типичной комнате в здании на каждый кубический метр приходится 35 000 000 частиц размером более 0,5 микрон. В чистых помещениях специальные счетчики частиц постоянно контролируют количество и размер загрязняющих веществ в воздухе.
В чистых помещениях специальные счетчики частиц постоянно контролируют количество и размер загрязняющих веществ в воздухе.
Стандарты чистых помещений ISO 14644-1 | |||||||
| Классификация | Максимум частиц/м 3 | FED STD 209E Эквивалент | |||||
|---|---|---|---|---|---|---|---|
| ≥0,1 мкм | ≥0,2 мкм | ≥0,3 мкм | ≥0,5 мкм | ≥1 мкм | ≥5 мкм | ||
| ИСО 1 | 10 | 2,37 | 1,02 | 0,35 | 0,083 | 0,0029 | |
| ИСО 2 | 100 | 23,7 | 10,2 | 3,5 | 0,83 | 0,029 | |
| ИСО 3 | 1000 | 237 | 102 | 35 | 8,3 | 0,029 | Класс 1 |
| ИСО 4 | 10 000 | 2 370 | 1020 | 352 | 83 | 2,9 | Класс 10 |
| ИСО 5 | 100 000 | 23 700 | 10 200 | 3 520 | 832 | 29 | Класс 100 |
| ИСО 6 | 1,0 ✖ 10 6 | 237 000 | 102 000 | 35 200 | 8 320 | 293 | Класс 1000 |
| ИСО 7 | 1,0 ✖ 10 7 | 2,37 ✖ 10 6 | 1 020 000 | 352 000 | 83 200 | 2 930 | Класс 10 000 |
| ИСО 8 | 1,0 ✖ 10 8 | 1,0 ✖ 10 7 | 1,02 ✖ 10 7 | 3 520 000 | 832 000 | 29 300 | Класс 100 000 |
| ИСО 9 | 1,0 ✖ 10 9 | 2,37 ✖ 10 8 | 1,02 ✖ 10 8 | 35 200 000 | 8 320 000 | 293 000 | Комнатный воздух |
Классификации
До 2001 года Соединенные Штаты наряду со многими другими странами использовали стандарты Управления общего обслуживания, именуемые FS209. E. У него было шесть категорий от 1 до 100 000. Цифры относятся к количеству частиц размером 0,5 мкм или больше в кубическом футе воздуха, поэтому помещение класса 1 будет самым чистым, а среда, не являющаяся чистым помещением, будет считаться классом 1 000 000.
E. У него было шесть категорий от 1 до 100 000. Цифры относятся к количеству частиц размером 0,5 мкм или больше в кубическом футе воздуха, поэтому помещение класса 1 будет самым чистым, а среда, не являющаяся чистым помещением, будет считаться классом 1 000 000.
Эти стандарты были заменены стандартами ISO-14644-1, начиная с 1999 года. Стандарты ISO добавили два более высоких стандарта чистоты. Как и в Федеральном стандарте, классификации шли от самой низкой к самой высокой, при этом класс ISO 1 был самым чистым, а класс ISO 9.который по-прежнему имеет более низкий уровень твердых частиц, чем обычная комната. В дополнение к стремлению к обновленным, единым стандартам, прогресс технологии чистых помещений привел к замене старой системы. Класс 1 в соответствии с FS209E эквивалентен классу 3 ISO, поскольку он допускает восемь частиц размером более микрона плюс 1344 частицы меньшего размера.
Большинство используемых чистых помещений соответствуют стандартам ISO 7 или ISO 8. По мере повышения уровня чистоты меняются шаги и протоколы, необходимые для достижения этих уровней. Использование защитной одежды, тамбуров, усовершенствованных фильтров и других передовых методов реализуется с конечной целью снижения содержания частиц в воздухе. В конечном счете, уровень чистоты воздуха поддерживается высокоэффективными воздушными фильтрами (HEPA) или воздушными фильтрами со сверхнизким содержанием твердых частиц (ULPA), при этом воздух меняется с более высокой скоростью, чтобы соответствовать более высокой классификации. Воздухообмен рассчитывается путем деления объема воздуха, фильтруемого за один час, на объем самого помещения. В то время как в обычном здании может происходить от двух до четырех воздухообменов в час, в чистом помещении ISO 7 таких изменений может быть от 30 до 60. И система чистого помещения ISO 5 будет обеспечивать 240-360 воздухообменов за это время.
По мере повышения уровня чистоты меняются шаги и протоколы, необходимые для достижения этих уровней. Использование защитной одежды, тамбуров, усовершенствованных фильтров и других передовых методов реализуется с конечной целью снижения содержания частиц в воздухе. В конечном счете, уровень чистоты воздуха поддерживается высокоэффективными воздушными фильтрами (HEPA) или воздушными фильтрами со сверхнизким содержанием твердых частиц (ULPA), при этом воздух меняется с более высокой скоростью, чтобы соответствовать более высокой классификации. Воздухообмен рассчитывается путем деления объема воздуха, фильтруемого за один час, на объем самого помещения. В то время как в обычном здании может происходить от двух до четырех воздухообменов в час, в чистом помещении ISO 7 таких изменений может быть от 30 до 60. И система чистого помещения ISO 5 будет обеспечивать 240-360 воздухообменов за это время.
Bottom Line
Хотя потребности в чистых помещениях аэрокосмической компании отличаются от потребностей производителей биофармацевтических препаратов, понимание согласованного на международном уровне набора стандартов делает достижение требуемого уровня чистоты целью, которую можно с уверенностью достичь.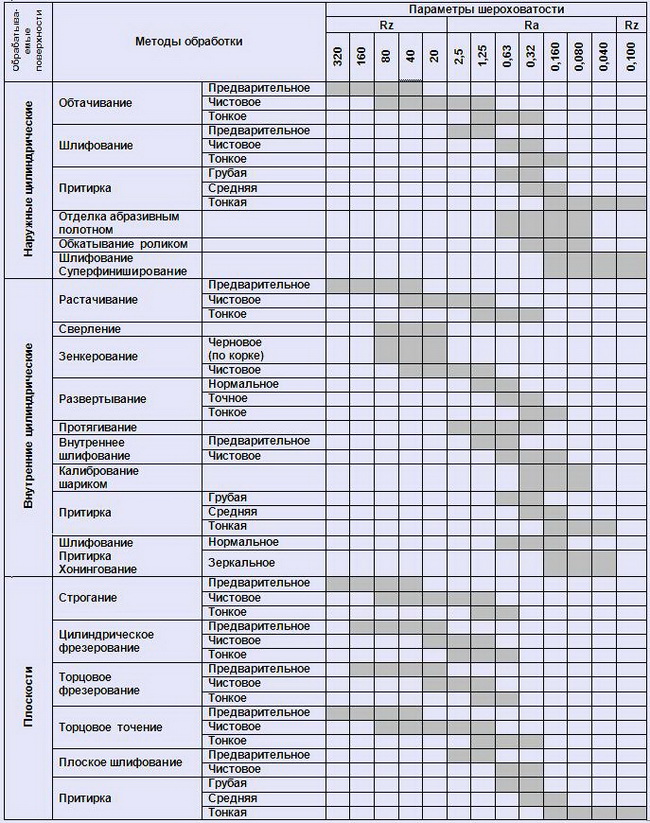
Об авторе
Джонатан Хопкинс
Джонатан является вице-президентом по операциям и обслуживанию чистых помещений и членом группы высшего руководства компании. Он имеет более чем десятилетний опыт руководства в секторе прецизионной очистки, а также большой опыт в управлении производством. Как бизнес-лидер, так и технический лидер, Джонатан фокусируется на предоставлении клиентам решений для самых сложных задач по уборке. Джонатан — ветеран ВМС США, где он служил в надводных боевых действиях и противоминных мерах. Он также является активным членом AIAA (Американский институт аэронавтики и астронавтики) и имеет сертификат «черного пояса» по бережливому производству и шести сигм.
Все, что вам нужно знать: классификация чистых помещений, требования, стандарты и класс ISO
02.10.2020 0 комментариев
Определение чистого помещения Производственные помещения и лаборатории должны соблюдать самые высокие стандарты чистоты. Некоторые из отраслей, где обычно используются чистые помещения, включают:
Чистые помещения имеют специальные описания кодов классов ISO, которые обеспечивают безопасную среду благодаря контролируемой фильтрации воздуха и рекомендациям по защите. Это снижает вероятность того, что крупные частицы помешают критически важным производственным процессам или возможность загрязнения продукта. Основные требования к чистым помещениямЧистая окружающая среда является требованием для большинства отраслей промышленности. Чистые помещения являются одним из наиболее важных компонентов производственного цикла, поскольку они позволяют переработчикам и производителям работать в безопасных условиях и выпускать высококачественную продукцию, но в разных отраслях существуют разные критерии чистоты. Таким образом, чистые помещения также имеют различные уровни терпимости к частицам. Классификация этих допусков осуществляется в соответствии с рекомендациями Международной организации по стандартизации (ISO). Однако существуют основные требования, которым должна соответствовать каждая чистая комната.
Классы чистых помещенийУровень чистоты в чистых помещениях количественно определяется количеством частиц в каждом кубическом метре при заданном количестве молекул. Объекты класса 1 имеют самый низкий уровень загрязнения, а класс 9объекты имеют самые высокие. Типичный городской наружный воздух содержит 35 000 000 частиц на кубический метр в диапазоне размеров 0,5 микрометра. Это то же самое, что и чистое помещение ISO 9. Чистое помещение ISO 1 содержит 12 частиц на кубический метр в диапазоне размеров 0,3 микрометра. При размере 0,5 микрометра в чистом помещении ISO 1 отсутствуют частицы. Классификация чистых помещений обычно проводится в соответствии с размером и количеством частиц, допустимым в объеме воздуха. Чистые помещения не должны превышать количество твердых частиц, указанное в классе чистоты воздуха. До 2001 года действовал Федеральный стандарт 209E использовался до того, как его заменили на ISO 14644-1. В федеральных стандартах для измерения размера используются кубические футы, в то время как в стандартах ISO используются кубические метры. См. в таблице ниже краткую информацию о классификации чистых помещений:
Чистые помещения регулярно тестируются и проверяются, чтобы гарантировать их эффективность. Испытания и определение характеристик чистых помещений выполняются на трех различных уровнях условий. К ним относятся:
Стандарты чистых помещений ISO 7В таких отраслях, как фармацевтические лаборатории, специализированные производственные предприятия и испытательные стенды, обычно используются чистые помещения ISO 7. Они предназначены для предотвращения загрязнения процессов, происходящих внутри помещения. Минимальные стандарты для чистых помещений ISO 7 включают:
Покрытие потолка чистого помещения ISO 7 составляет от 15 до 25%. Чистые помещения ISO 7 в основном используются для приготовления растворов, требующих фильтрации, производственной обработки и специальной обработки компонентов. Требования к чистым помещениям класса 8 ISOЧистые помещения ISO 8 в основном используются для разработки аэрокосмической продукции, косметических линий, линий розлива, фармацевтического производства, производства электроники и медицинских устройств. В отличие от чистых помещений ISO 7, чистые помещения ISO 8 не требуют испытаний на наличие частиц определенного размера, поскольку они имеют очень высокие или низкие уровни концентрации для испытаний. Однако размеры частиц не могут быть равны нулю. Частицы размером менее 0,5 мкм обычно не учитываются, а уровни концентрации частиц размером менее или равные 0,5 мкм должны быть менее 3 520 000. Скорость воздухообмена в чистом помещении класса 8 должна составлять от 5 до 48 в час при покрытии потолка 5-15%. Чистое помещение ISO 8 также должно быть оснащено фильтрами HEPA. Воздухообмен в час для чистых помещенийДля других классов чистых помещений скорость воздухообмена в час следующая:
Расчет перепада давления в чистых помещенияхСкорость воздухообмена помогает предприятиям определить дизайн и критерии производительности системы подачи воздуха в чистое помещение. Общая скорость воздухообмена, схема потока и эффективность обмена влияют на стоимость и производительность чистого помещения. Перепад давления относится к отклонению давления между двумя точками в различных системах давления. Различные классы чистых помещений требуют определенного количества воздухообменов в час, а перепад давления является ключом к поддержанию определенной классификации. Он обеспечивает правильную работу и эффективность чистого помещения. 0 комментариев | Производство Несло Нужен профессионал? Мы можем помочь.  | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Чистое помещение — это закрытая зона объекта, предназначенная для поддержания чрезвычайно низкого уровня загрязняющих веществ, таких как испаряющиеся частицы, переносимые по воздуху организмы и пыль. Чистые помещения используются для научных исследований и производства точной электроники, фармацевтических препаратов и других высокочувствительных продуктов.
Чистое помещение — это закрытая зона объекта, предназначенная для поддержания чрезвычайно низкого уровня загрязняющих веществ, таких как испаряющиеся частицы, переносимые по воздуху организмы и пыль. Чистые помещения используются для научных исследований и производства точной электроники, фармацевтических препаратов и других высокочувствительных продуктов. Классификация чистых помещений также требует средств для поддержания положительного давления, пока чистое помещение находится в рабочем состоянии. Он предотвращает попадание загрязненного воздуха обратно в окружающую среду, непрерывно направляя отфильтрованный воздух в менее чистые помещения.
Классификация чистых помещений также требует средств для поддержания положительного давления, пока чистое помещение находится в рабочем состоянии. Он предотвращает попадание загрязненного воздуха обратно в окружающую среду, непрерывно направляя отфильтрованный воздух в менее чистые помещения. Среди них:
Среди них:
 В результате класс 1 был самым чистым по федеральным стандартам, но соответствовал только ISO 3 по стандартам ISO 14644-1.
В результате класс 1 был самым чистым по федеральным стандартам, но соответствовал только ISO 3 по стандартам ISO 14644-1. Чем выше класс чистого помещения, тем больше проверок оно проходит, но проверки, как правило, связаны с проверкой соответствия, которая проводится один или два раза в год.
Чем выше класс чистого помещения, тем больше проверок оно проходит, но проверки, как правило, связаны с проверкой соответствия, которая проводится один или два раза в год. Они используются для определенной цели с наличием оборудования и доступом человека. Это самые грязные типы чистых помещений, поскольку процессы и люди вносят загрязняющие вещества.
Они используются для определенной цели с наличием оборудования и доступом человека. Это самые грязные типы чистых помещений, поскольку процессы и люди вносят загрязняющие вещества.