

Содержание
Типы резьбы Назначение и обозначения / Thread types and applications
В технике резьбой называются выступы и впадины расположенные поочерёдно на поверхности тела вращения по винтовой линии. На все применяемые резьбы общего назначения, равно как и их определения, разработаны стандарты.
В такой отрасли промышленности, как машиностроение, чаще всего используется метрическая резьба, имеющая довольно крупный шаг. Она отличается прочностью соединений, реализуемых с ее помощью, износостойкостью и малой чувствительностью к ошибкам изготовления. В большинстве случаев на крепежных резьбовых деталях нарезается однозаходная правая резьба, а резьба левая используется редко.
- Дюймовая резьба
- Трубная цилиндрическая резьба
- Резьба трубная коническая
- Трапецеидальная резьба
- Упорная резьба
- Прямоугольная резьба
- Обозначение метрической резьбы на чертежах
- Обозначение метрической резьбы
- Метрическая резьба
- Резьба метрическая
- Шаг метрической резьбы
- Метрическая резьба таблица
- Резьба метрическая ГОСТ
- Диаметры метрических резьб
- Контроль метрической резьбы
- Стандарты метрических резьб
- Резьбы метрические стандартные
- Размеры под метрическую резьбу
- Внутренняя метрическая резьба
- Таблица метрических резьб
- Отверстия под нарезание метрической резьбы
- Таблица размеров метрических резьб
- Нарезка метрической резьбы
- Нарезание метрической резьбы
- Виды метрической резьбы
- Основные размеры метрической резьбы
- Контроль метрической резьбы
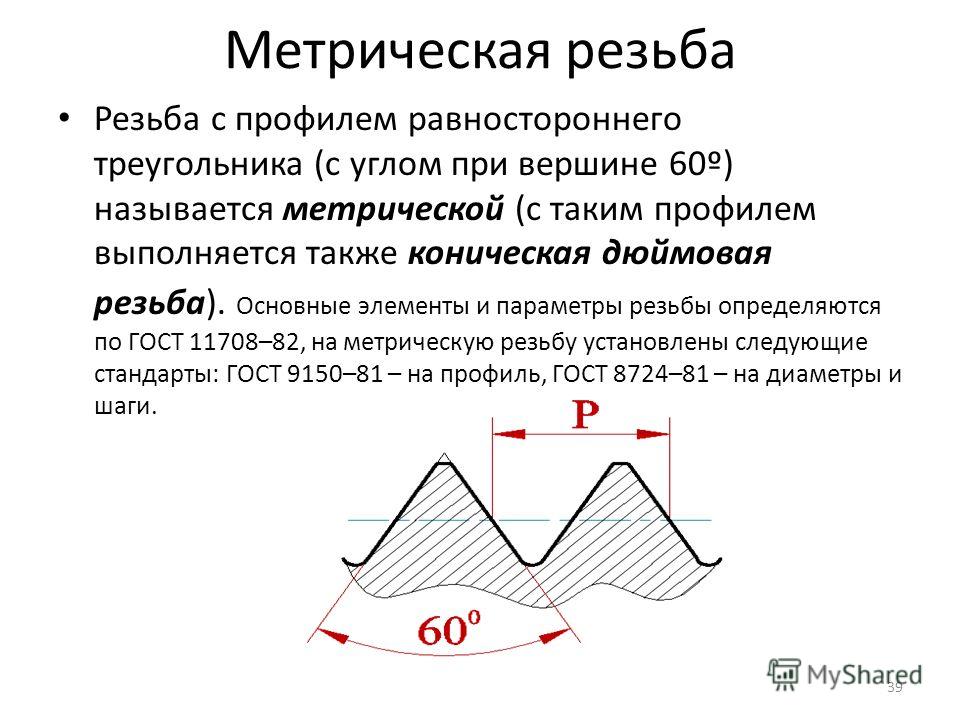
Метрическая резьба
Этот тип крепежной резьбы в нашей стране является основным. Её профиль является треугольным, угол которого составляет 60°. Согласно действующим в России стандартам размеры всех ее элементов указываются в миллиметрах.
Её профиль является треугольным, угол которого составляет 60°. Согласно действующим в России стандартам размеры всех ее элементов указываются в миллиметрах.
Если предполагается, что соединение будет подвергаться серьезным ударным нагрузкам, выбирается крупный шаг резьбы. В тех случаях, когда стенки деталей имеют небольшую толщину или же требуется обеспечить высокую герметичность соединения, то используется резьба с шагом меньшего значения. Помимо этого она используется в установочных и регулировочных гайках и винтах. Меткая резьба обеспечивает точную регулировку и практически повсеместно используется в различных измерительных инструментах (например, а микрометрах). Новые машины и механизмы разрабатываются с применением только метрической резьбы.
Дюймовая резьба
Тот тип резьбы характеризуется треугольным профилем, однако он, в отличие от резьбы метрической, имеет угол не 60°, а 55°. Кроме того, для задания номинальных размеров используется такая единица измерения, как дюйм, который равен 25,4 миллиметрам, а шаг указывается количеством витков, которое приходится на 1 дюйм длины.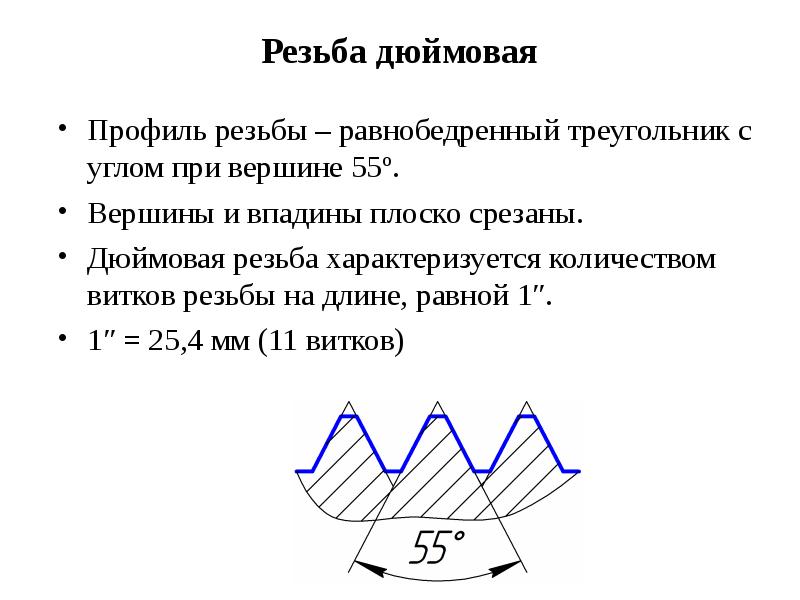
В России детали дюймовой резьбой применяются только для ремонта машин и оборудования иностранного производства. Использование в новых отечественных конструкциях дюймовой крепежной резьбы не допускается действующими стандартами.
Резьба дюймовая трубная: основные параметры и различия с метрической нарезкой
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
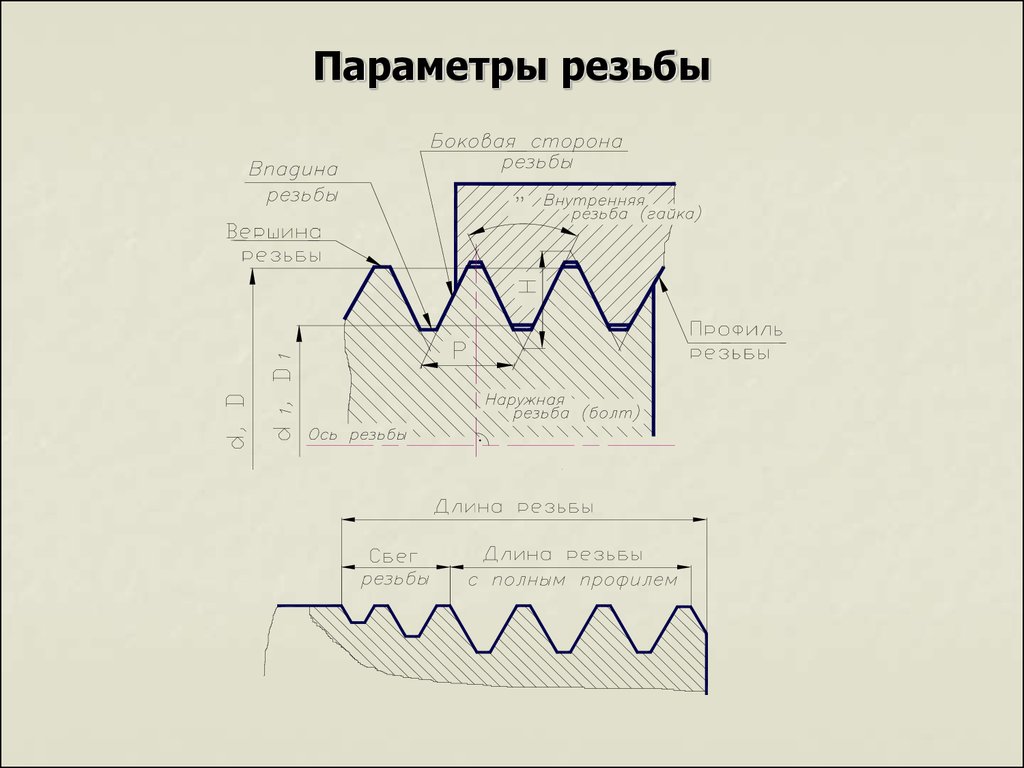
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.

- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).
Дюймовая резьба
Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
Параметры резьбовых соединений
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки.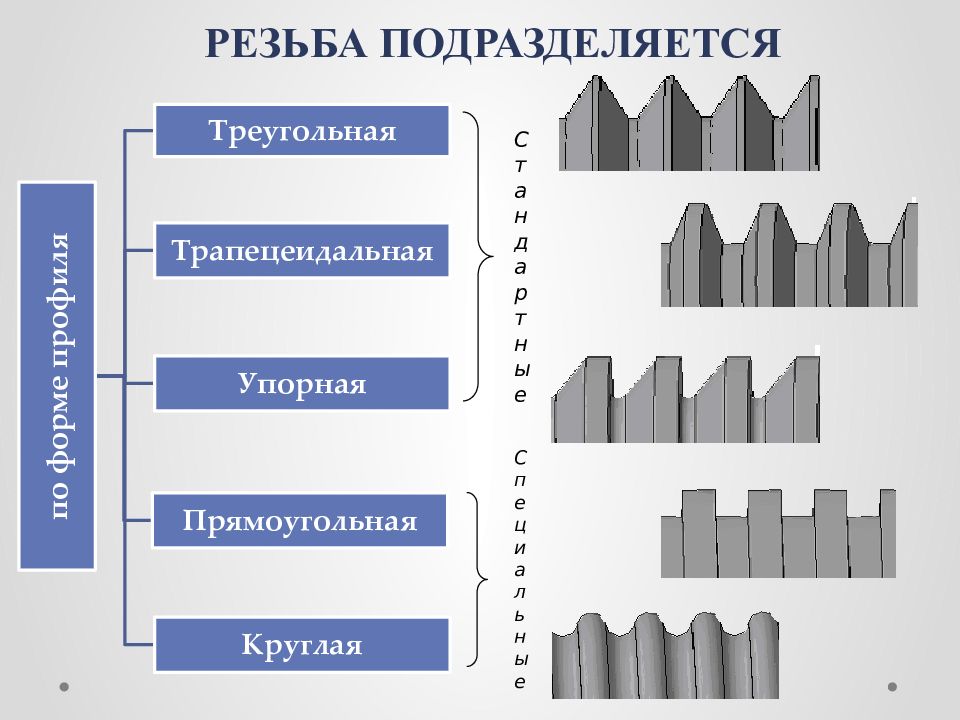 Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5. Отличие дюймовой резьбы от трубной метрической состоит в следующем.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
Чертеж дюймовой нарезки
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».

Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Понравилась статья? Поделитесь ей:
trubsovet.ru
Резьба трубная коническая R / BSPT
Трубная коническая резьба применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой, нормируемой ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая». Основана на резьбе BSW (англ. British Standard Whitworth) и совместима с резьбой BSP (англ.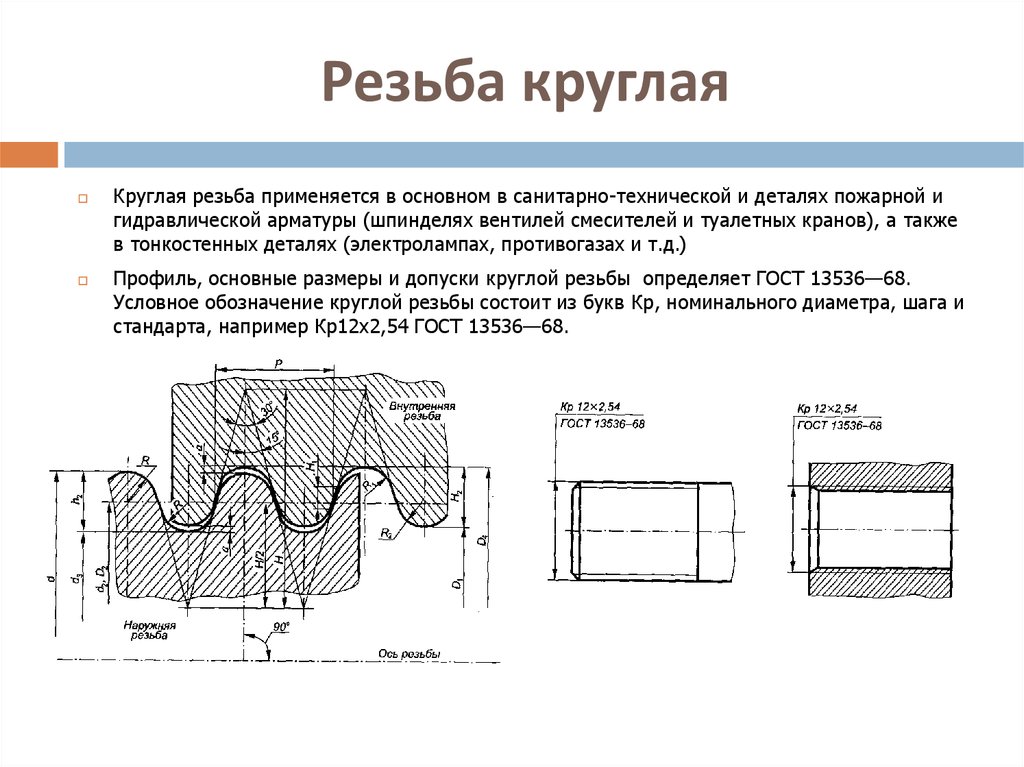 British Standard Pipe thread). Обозначается как BSPT (англ. British Standard Pipe Taper thread. Уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера.
British Standard Pipe thread). Обозначается как BSPT (англ. British Standard Pipe Taper thread. Уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера.
На резьбу распространяются стандарты:
- ГОСТ 6211-81 «Основные нормы взаимозаменяемости. Резьба трубная коническая»;
- ISO R7;
- DIN 2999;
- BS 21;
- JIS B 0203.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ = 3°34′48″). Угол профиля при вершине 55°.
Условное обозначение согласно ГОСТ 6211-81: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ — обозначается как R 1 1/4.
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг P | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d2=D2 | Внутренний d1=D1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 9,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1¼″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1½″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2½″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3½″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 | |
Типы резьбы Назначение и обозначения / Thread types and applications
Типы резьб и их обозначения Не метрические цилиндрические и конические виды стандартной резьбы применяемые в машиностроении Упорная винтовая Трубная
Типы резьб и их обозначения Не метрические цилиндрические и конические виды стандартной резьбы применяемые в машиностроении Упорная винтовая Трубная _ МЕТЧИКИ Руководство по эксплуатации Стандарты резьбы Цилиндрическая резьба UNC Унифицированная дюймовая резьба с крупным шагом UNF Унифицированная дюймовая резьба с мелким шагом UNEF Унифицированная дюймовая резьба со сверхмелким шагом UN Унифицированная дюймовая резьба со стандартным шагом: 4,6,8,12, 16, 20,28,32 ниток на дюйм UNS Унифицированная дюймовая резьба со специальными диаметрами и шагами UNJ Унифицированная усиленная дюймовая резьба с постоянным шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJC Унифицированная дюймовая резьба с крупным шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJEF Унифицированная дюймовая резьба со сверхмелким шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJF Унифицированная дюймовая резьба с мелким шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага Трубная цилиндрическая резьба NPS Цилиндрическая резьба для труб NPSC Американская цилиндрическая резьба для труб и соединительных муфт NPSF Американская цилиндрическая резьба для герметичных соединений без уплотнителей NPSH Американская цилиндрическая резьба для труб, соединителей и ниппелей NPSI Американская цилиндрическая внутренняя резьба для труб (без уплотнителей) NPSL Американская цилиндрическая резьба для гаек и контргаек NPSM Американская цилиндрическая резьба для механических соединений NGO Американская цилиндрическая резьба для газовых выпускных систем NGS Американская национальная трубная резьба для газовой промышленности Коническая трубная резьба ANPT Кон ическая трубная резьба для военной промышленности F-PTE Кон ическая мелкая трубная резьба для соединений без уплотнителей Коническая трубная резьба NPT Кон ическая трубная резьба NPTF Кон ическая трубная резьба (без уплотнителей) NPTR Кон ическая трубная резьба для железнодорожной промышленности PTF-SAE SHORT Коническая трубная короткая наружная резьба (без уплотнителей) PTF-SPL SHORT Специальная коническая трубная короткая резьба (без уплотнителей) PTF-SPL EXTRA SHORT Специальная коническая трубная сверхкороткая резьба (без уплотнителей) SPL-PTF Специальная коническая трубная резьба для соединений без уплотнителей NGT ньютон на метр конусом API Кон ическая трубная резьба по стандарту Американского института нефти Трапецеидальная и упорная винтовая резьба ACME-C ACME Самоцентрирующаяся резьба ACME-G ACME Трапецеидальная резьба общего применения STUB-ACME Трапецеидальная плоская резьба ACME с уменьшенной высотой профиля 60° STUB-ACME Трапецеидальная плоская резьба ACME с углом профиля резьбы 60° N BUTT Американская национальная упорная резьба Британский стандарт BSW Британская стандартная дюймовая резьба Витворта с крупным шагом BSF Британская стандартная дюймовая резьба Витворта с мелким шагом WHIT Специальная дюймовая резьба Витворта R Трубная наружная коническая резьба (соединения без уплотнителей) (в настоящее время BSP-Tr) Rc Британская стандартная трубная коническая внутренняя резьба (BSP-Tr) Rp Британская стандартная трубная цилиндрическая резьба (BSP.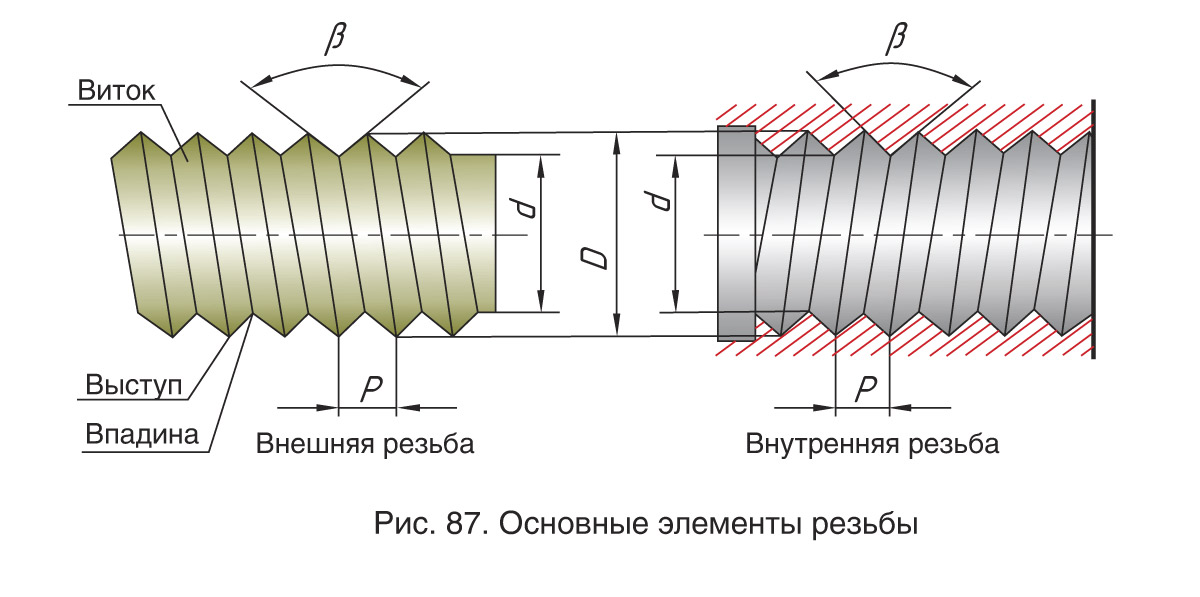 PI) BA Резьба Британской Ассоциации стандартов BSC Британская стандартная велосипедная резьба CEI Британская стандартная резьба для велосипедной промышленности 818 ISCAR
PI) BA Резьба Британской Ассоциации стандартов BSC Британская стандартная велосипедная резьба CEI Британская стандартная резьба для велосипедной промышленности 818 ISCAR
Виды трубной резьбы
Информация о типах трубной резьбы и используемом инструменте нужна не только для заводского изготовления. Во-первых, при выборе труб с нарезанными соединениями покупателю нужно знать, как выбрать оптимальный вариант, а во-вторых, нередко резьба на трубах нарезается самостоятельно в домашних условиях, и для этого требуются знания о том, чем нарезать резьбу на трубе, и как провести эту работу.
На сегодняшний день используется три вида трубной резьбы:
- Цилиндрическая. Такой тип резьбы на трубах образуется посредством обработки, в результате которой получается равнобедренный треугольник с 55-градусным углом у вершины.
- Коническая. Такая спиралевидная нарезка имеет такой же профиль, как и в случае с цилиндрической резьбой. Отличие заключается в том, что нарезка осуществляется на скошенном отрезке трубы с конусностью 1:16.
- Дюймовая. В данном случае профиль имеет вид равностороннего треугольника.

Дюймовая резьба в последнее время встречается очень редко. Ее не делают самостоятельно, да и на производстве данный вариант практически не изготавливается. Конечно, существует таблица дюймовой трубной резьбы, но она по понятным причинам не пользуется спросом. Цилиндрическая и коническая резьба, в отличие от дюймовой, используются практически во всех случаях.
В водопроводах, газопроводах и отопительных системах используется цилиндрическая трубная резьба, которая маркируется символом G. Коническая резьба отличается большей прочностью, поэтому ее используют для монтажа узлов, находящихся под большим давлением, в конструкции топливопроводов и маслопроводов в промышленности, авто- и самолетостроении. Изделия с конической нарезкой маркируются буквой R.
Также стоит сказать о метрической металлообработке, при которой получаются изделия с меньшими углами гребней и впадин при меньшей округлости вершин ниток нарезки.
Как обозначаются резьбовые соединения — ГК РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Про инструмент
- Сообщение от
admin
15
Июл
Очень распространённые крепёжные детали, это детали с резьбовыми поверхностями. При заданном сочетании ниток резьбы со впадинами, создаётся надёжное соединение, которое способно выдерживать большие приложенные усилия. Все резьбы, в зависимости от их параметров и, соответственно, их свойств имеют различные эксплуатационные характеристики, и различные обозначения.
Классификация резьбы
Существует очень много разнообразных параметров по которым можно различать резьбовые соединения. Зная систему обозначений, можно легко узнать основные характеристики резьбовых соединений, благодаря этому намного упрощается подбор подходящего крепежа.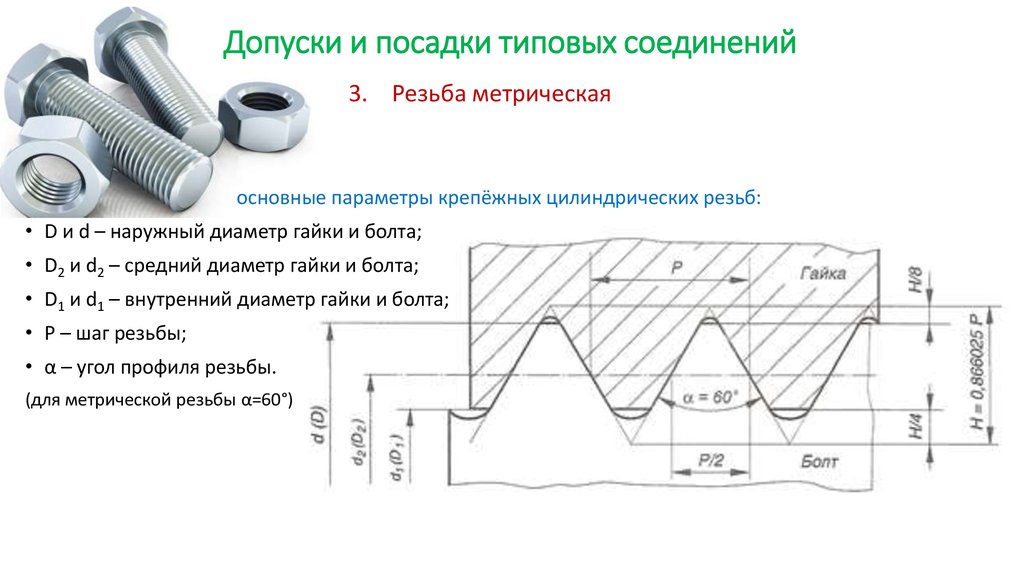 Резьба может быть наружной и внутренней, это определяется тем, на какой поверхности она находится. Как внутренняя, все характеристики соответствующих друг другу внутренних и наружных резьб, совпадают. Резьбы разделяют следующим образом:
Резьба может быть наружной и внутренней, это определяется тем, на какой поверхности она находится. Как внутренняя, все характеристики соответствующих друг другу внутренних и наружных резьб, совпадают. Резьбы разделяют следующим образом:
- Метрическая резьба цилиндрической формы.
- Метрическая резьба конической формы.
- Трубная резьба цилиндрической формы.
- Трубная резьба конической формы.
- Коническая двухзаходная резьба.
- Упорная резьба.
- Круглая резьба.
- Трапецеидальная резьба.
Деление резьбовых соединений.
Резьба может иметь направление по часовой стрелке, или же против часовой стрелки, по этому параметру, резьбы подразделяют на «левые» и «правые». «Левые» резьбы получили довольно широкое распространение. Их применяют при креплении как рядовых, рак и деталей и узлов высокой ответственности.
Профили и характеристики резьбовых соединений
Метрическая резьба используется чаще других. С целью стандартизации их основных характеристик установлен стандарт ГОСТ9150-81, впоследствии он был сменён на ГОСТ9150-2002. Из характерных особенностей резьб с такой формой профиля следует присмотреться к таким параметрам:
Из характерных особенностей резьб с такой формой профиля следует присмотреться к таким параметрам:
- Витки по форме образуют равносторонний треугольник, соответственно, они имеют угол 60 градусов. Наружные витки имеют другой угол притупления как витков, так и впадин. Главные характеристики такого соединения, это номинальный диаметр и шаг витков резьбы.
- Резьба имеющая мелкий шаг, используется при необходимости создания резьбового соединения имеющего повышенную герметичность.
- Такая резьба обозначается буквой «М», следом за этой буквой, следует указание номинального диаметра. Иные параметры указываются на чертежах лишь в тех случаях, если соединение применяется в производстве изделий имеющих высокую точность
Примеры профилей и обозначения резьб
Дюймовые же резьбы значительно менее распространены. У нас в государстве на данное время практически нет стандартов, определяющих основные характеристики таких соединений. Дюймовая резьба обычно применяется при ремонтных работах. Характерной особенностью такого соединения является определение размеров резьбы с использованием дюймовой системы.
Характерной особенностью такого соединения является определение размеров резьбы с использованием дюймовой системы.
Цилиндрическая резьба трубного профиля имеет ту форму профиля который присущ метрическим резьбам. Но Треугольник, который образует поверхность, имеет несколько меньший угол при вершине, этот угол равен 55 градусам. Все стандарты, описывающие такие резьбы определены ГОСТ6367-81. Такая резьба используется при соединении труб, а также разнообразных тонкостенных изделий. Характеристики конических резьб. Определяются отдельным стандартом ГОСТ6211-81, её профиль такой же как у дюймовой резьбы. Резьбы в трубном исполнении, на текущий момент, применяются очень часто. Процедуру нарезки таких резьб сильно облегчили появившийся, не так давно, спец. инструмент, а также разные, специально для этого предназначенные, приспособления.
Цилиндрическая трубная резьба
Иногда крепёжный элемент выполняется в виде трапеции. При таком исполнении профиль выполняется в виде равнобокой трапеции. При таком исполнении, угол между соседними сторонами составляет 30 градусов. Такую форму применяют тогда, когда заготовка, имеет диаметр от 10, до 640 мм. Обозначения указаны в ГОСТ9481-81. Такие резьбы применяются для передачи крутящего момента.
При таком исполнении, угол между соседними сторонами составляет 30 градусов. Такую форму применяют тогда, когда заготовка, имеет диаметр от 10, до 640 мм. Обозначения указаны в ГОСТ9481-81. Такие резьбы применяются для передачи крутящего момента.
Упорная резьба описана в ГОСТ24737-81. Их форма профиля представляет собой неравнобокую трапецию. Одна её сторона наклонена под углом 3 градуса. Такая резьба применяется в случае передачи осевого усилие, воздействие которого направлено в одну сторону.
Все крепёжные элементы имеют свои
Любая крепёжная деталь имеет свои характерные особенности. Эти особенности определяются предназначением той или иной детали. Предназначением определяются все характеристики резьбы.
Все наиболее распространённые обозначения и размеры, которые следует знать для однозначного определения всех размеров резьбы, а также для определения остальных параметров резьбы.
Элементы резьб и их предназначение
Любой крепёжный элемент предназначен для соединения и для фиксирования различных деталей конструкции. Различные элементы могут предназначаться как для передачи крутящего момента, так и для передачи различных сил действующих в осевом направлении. Основные элементы это:
Различные элементы могут предназначаться как для передачи крутящего момента, так и для передачи различных сил действующих в осевом направлении. Основные элементы это:
- Профиль резьбы — представляет собой сечение, образовавшееся при пересечении оси. То есть, полученная ось должна «делить» изделие на две равных части, при таком делении и отразится некоторая форма. Из полученного изображения можно получить также различные иные важнейшие величины характеризующие резьбу.
- Виток. Это часть поверхности резьбы, полученная при прохождении полного оборота. Иногда, обозначают число витков, содержащееся в рабочей части резьбы. Рассчитать эту величину, возможно разделив рабочую длину резьбы, на размерность её шага.
- Угол профиля. Это угол, образованный двумя боковыми сторонами. Иногда (если величина критична) он может указываться на чертеже. Этот угол, определяется относительно плоскости, лежащей на оси детали.
- Одно из наиболее важных значений, указываемое на чертежах, или же в тех. документации. Эта величина, определяется как расстояние между аналогичными точками двух соседних впадин резьбы. Для метрических резьб это расстояние выражено в миллиметрах.
- Одной из наиболее важных величин, является также и высота профиля резьбы.Эта величина учитывается во время проектирования разных механизмов, их узлов и отдельных деталей.Этот параметр рассчитывается как расстояние между вершиной витков и основанием этих витков. При увеличении высоты профиля, существенно увеличивается прочность резьбового соединения, но при этом повышается и сложность сборки данного соединения.
- Внутренний, средний и наружный диаметр. В различной тех. документации, в том числе и на чертежах, обычно указан именно наружный диаметр — размер описанной около резьбы поверхности. Остальные размеры, учитывают очень редко, но их значения, также записаны в спец. таблицах.
 документации. Эта величина, определяется как расстояние между аналогичными точками двух соседних впадин резьбы. Для метрических резьб это расстояние выражено в миллиметрах.
документации. Эта величина, определяется как расстояние между аналогичными точками двух соседних впадин резьбы. Для метрических резьб это расстояние выражено в миллиметрах.Какие-то из рассмотренных величин отражаются в чертежах, с применением спец. обозначений, другие же величины, заносятся в различную тех. документацию. При формировании витков резьбы, особое внимание, уделяется информации об их наружном диаметре, а также информации о шаге их следования.
документацию. При формировании витков резьбы, особое внимание, уделяется информации об их наружном диаметре, а также информации о шаге их следования.
Изображение и графическое обозначение резьбы в документации
Резьба, представляется собой сложную форму, образовавшуюся в результате движения плоского контура, по винтовой траектории. Это соединение сегодня применяется очень часто.В связи с этим они стандартизованы, также стандартизовано и их обозначение на чертеже. С целью понижения сложности процесса подготовки документации сложные резьбовые профили обозначаются условно. Обозначение резьб характеризуется так:
- Часто, для того, чтобы отобразить разрез, пользуются тонкой линией, которая лишь незначительно заходит на заштрихованную область. Обычно, для указания такого соединения, используются условные обозначения, находящиеся на выносных размерных линиях. Обычно там указан тип соединения, (например «Т» трубная, или «М» метрическая) после буквы, обозначающей тип резьбы, указывается стандартный диаметр.
- Иногда, используется обозначение резьб. Отображающее профиль. Тогда выносное обозначение применяется при отображении угла, образованного отдельными витками резьбы.
- Во время создания деталей повышенной ответственности и точности, отображается и допуск. Обычно при этом используется размерная полка-вынос. Также при этом могут применяться и классические размерные линии.
- Создавая высококачественные и ответственные соединения, следует уделить внимание и шероховатости. В таком случае шероховатость также может указываться на чертеже.

При изображении конических резьб часто применяется условное изображение. Это делается от того, что её сложно изобразить полностью и во всех подробностях.
Крепежная резьба
Наиболее часто резьбы применяются во время резьбового крепления самых разнообразных изделий. Они позволяют свинчивать и закреплять отдельные детали изделия. Из особенностей стоит остановиться на таких моментах:
- Витки резьбы должны рассчитываться на значительно большее силы, чем те, которые могут возникнуть. Для повышения расчётного усилия обычно уменьшают шаг, или же делают большей высоту профиля.
- Если же предъявляются повышенные требования к герметичности, то особое внимание уделяют форме витков и впадин между ними. Наилучшая герметичность соединения получается в тех случаях, когда витки и впадины хорошо соответствуют друг к другу.
- Чтобы, при воздействии на соединение, больших осевых сил, не происходило срезание витков рабочей части, Необходимо уделять повышенное внимание, твёрдости материала, из которого выполняется резьбовое соединение.
 Для повышения расчётного усилия обычно уменьшают шаг, или же делают большей высоту профиля.
Для повышения расчётного усилия обычно уменьшают шаг, или же делают большей высоту профиля.Крепёжные детали должны характеризоваться не только повышенной надёжностью, но и практичностью при применении.
Ходовая резьба
Иногда, резьбовое соединение предназначено не для закрепления деталей, а в создании условий для плавного хода на определённом расстоянии. Особенности данного вида соединений такие:
- Форма используемого профиля, в первую очередь, должна создать условия для мягкого хода подвижной детали соединения. С этой целью максимально уменьшается количество углов.
- Рабочая часть, как правило, имеет большую длину. По краям резьбы имеются ограничители хода подвижной части.
- Используемый при создании такого соединения материал, должен иметь максимально высокую износостойкость.
 С этой целью максимально уменьшается количество углов.
С этой целью максимально уменьшается количество углов.Ходовая резьба сейчас используется сейчас очень не часто, в первую очередь, это связано с тем, что время их службы, а также их надежность, не очень большие.
Размеры описываемые ГОСТ6211-81
Данный стандарт используется для определения параметров конических резьб. В нём, в виде таблицы, отражены такие характеристики:
- Шаг ниток (витков) резьб.
- Номинальный диаметр резьбы, лежащий в её основной плоскости.
- Протяжённость резьбовой части.
В документах, описывающих конкретное соединение, возможно указание допусков, а также различных иных параметров. При этом, каждый параметр имеет своё условное обозначение, эти обозначения всегда можно выбирать пользуясь специальными таблицами.
Понимание типов резьбы и геометрических параметров
Выбор наиболее экономичных и подходящих типов резьбы делает вашу задачу надежной и легкой. Таким образом, идентификация хлопчатобумажной нити, полиэфирной нити и королевской нити необходима для фитингового соединения. Прямая резьба (также называемая параллельной резьбой) и коническая резьба — это два основных типа резьбы.
Существуют различные типы резьбы, и некоторые основные типы резьбы являются параллельными резьбами, включая BSPP, UN/UNF и метрические параллельные резьбы. Второй тип резьбы — это коническая резьба, в которую входят метрическая коническая резьба, резьба BSPT и NPT/резьба NPTF.
Что такое резьба?
Мы используем спиральную структуру для преобразования вращательного и линейного движения, называемую резьбой или винтовой резьбой. Резьба является неотъемлемой частью винтовой машины и резьбовых крепежных изделий.
Мы можем использовать винтовую резьбу в различных приложениях, и это ребро, обернутое вокруг конуса или цилиндра. Винтовая резьба имеет форму спирали. Ход винтовой резьбы представляет собой линейное расстояние — винт может пройти за один оборот, и механическое преимущество резьбы зависит от ее шага.
Винтовая резьба имеет форму спирали. Ход винтовой резьбы представляет собой линейное расстояние — винт может пройти за один оборот, и механическое преимущество резьбы зависит от ее шага.
Существуют две распространенные формы резьбы: прямая резьба и коническая резьба.
Прямая резьба имеет параллельный профиль с одинаковым диаметром по всей детали.
Коническая резьба сужается вместе с профилем резьбы и уменьшается в диаметре по мере движения детали вниз.
Геометрические параметры резьбы
Прежде чем знакомиться с видами резьбы, давайте иметь общее представление об основных геометрических параметрах резьбы.
1) Наружный диаметр (Большой диаметр резьбы)
Большой и малый диаметры являются геометрическими параметрами резьбы. Главный диаметр (внешний диаметр) — это наибольший диаметр материала зуба шестерни или элемента резьбы. Наружный или наружный диаметр резьбы означает диаметр винта и включает высоту приподнятой спирали вокруг резьбы. Используя линейку для стрижки или измеритель шага резьбы, вы можете измерить внешний диаметр.
Используя линейку для стрижки или измеритель шага резьбы, вы можете измерить внешний диаметр.
Наружный диаметр измеряется с помощью винта с наружной резьбой.
Клипсатором можно измерить наружный диаметр внутренней резьбы (соответственно внутренний диаметр). Внешний диаметр наружной резьбы рассчитывается с помощью клипера. Измеритель шага резьбы поможет вам измерить внутреннюю резьбу, а наружная резьба с помощью кусачек сэкономит ваше время и деньги.
2) Внутренний диаметр (наименьший диаметр резьбы)
Наименьший диаметр может быть определен как воображаемый цилиндр, который может касаться оснований гребней резьбы (видная часть резьбы) внутренней резьбы или оснований наружной резьбы .
Для измерения большого и малого диаметра требуется специальное оборудование. Второстепенный диаметр — это диаметр винта, который можно измерить у основания резьбы в области пересечения винта или у основания резьбы.
3) Делительный диаметр (Эффективный диаметр)
Эффективный или делительный диаметр – это диаметр воображаемого коаксиального цилиндра, который может пересекать поверхность резьбы. Делительный диаметр может пересекаться так, что пересечение образующей цилиндра происходит в точке, где делительный диаметр встречается с противоположными сторонами канавки резьбы. Канавка резьбы равна половине номинального шага резьбы.
Делительный диаметр может пересекаться так, что пересечение образующей цилиндра происходит в точке, где делительный диаметр встречается с противоположными сторонами канавки резьбы. Канавка резьбы равна половине номинального шага резьбы.
Вы можете использовать инструмент для измерения шага резьбы, чтобы проверить и определить диаметр и размер резьбы. Инструмент для измерения шага резьбы может оказаться полезным для точного расчета и измерения номера резьбы в пределах заданного расстояния, и вы можете попробовать различные инструменты для этой цели.
4) Шаг
Шаг резьбы, или, можно сказать, шаг резьбы, представляет собой расстояние от точки на той же винтовой резьбе до соответствующего порога.
Шаг резьбы будет на следующей резьбе, которую можно измерить параллельно оси. Он должен находиться между соответствующими точками на соседней поверхности в одной и той же осевой плоскости.
5) Шаг
Мы можем определить шаг — расстояние, на которое резьба может пройти в осевом направлении за один оборот.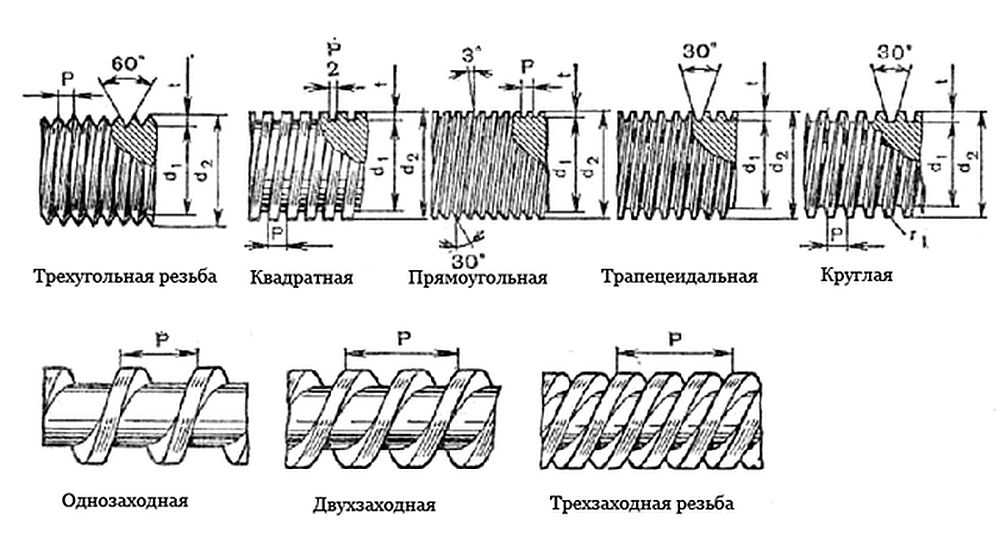 Ход и шаг одинаковы для однозаходного винта, в то время как шаг в два раза больше шага для двухзаходного винта. Шаг резьбы в три раза больше шага винта с тремя головками.
Ход и шаг одинаковы для однозаходного винта, в то время как шаг в два раза больше шага для двухзаходного винта. Шаг резьбы в три раза больше шага винта с тремя головками.
6) Угол зуба
Термин «угол зуба» относится к форме и геометрии резьбы. Нитки можно найти в различных формах и стилях. Угол зуба может быть трапециевидным, квадратным или треугольным.
7) Уголок резьбовой
Угол, который включает между сторонами резьбы, измеренный в осевой плоскости, называется уголком резьбы или углом резьбы.
Различные типы резьбы
Существуют различные типы резьбы, и некоторые основные типы резьбы представляют собой параллельную резьбу, включая BSPP, UN/UNF и метрическую параллельную резьбу. Второй тип резьбы — это коническая резьба, в которую входят метрическая коническая резьба, резьба BSPT и NPT/резьба NPTF.
1) Метрическая резьба или международная резьба
Метрическая резьба или международная резьба были первыми международными стандартами, и мы используем метрическую резьбу для винтовых резьб общего назначения по всему миру. Буква «M» в метрической резьбе указывает на номинальный внешний диаметр резьбы.
Буква «M» в метрической резьбе указывает на номинальный внешний диаметр резьбы.
«М» в метрической резьбе также указывает диаметр гладкостенного отверстия. Метрическая резьба ISO представляет собой глобальную резьбу, а мелкая резьба имеет небольшой шаг по сравнению с крупной резьбой.
2) Резьба Британского стандарта
Резьба Британского стандарта Витворта (BSW) разработана и определена Джозефом Витвортом. Это стандарт винтовой резьбы, основанный на британских единицах, и первый в мире национальный стандарт конической резьбы для труб.
Резьба британского стандарта является одним из основных типов резьбы и имеет крупный шаг и основу многих других стандартов, таких как BSCon, BSF и BSCopper. BST используется для специальных целей, таких как регулировка линии, и его можно найти на болтах.
BSF (британская стандартная резьба с мелким шагом) увеличивает вибрацию при работе с автомобилями и авиастроением, а также при регулировке тросов. Эти типы резьбы также могут использоваться для размеров внутренней и внешней резьбы железных и стальных труб, где требуется большая прочность. Форма резьбы BST следующая:
Форма резьбы BST следующая:
1. Параллельная трубная резьба по британскому стандарту (BSPP)
2. Британская стандартная трубная коническая резьба (BSPT)
| Размер резьбы BSP | Наружный диаметр мм / дюйм | TPI |
| 1/16 Inch BSP | 7.7 mm / 0.304″ | 28 |
| 1/8 Inch BSP | 9.7 mm / 0.383″ | 28 |
| 1/4 Inch BSP | 13.16 mm / 0.518″ | 19 |
| 3/8 Inch BSP | 16.66 mm / 0.656″ | 19 |
| 1/2 Inch BSP | 20.99 mm / 0.825″ | 14 |
| 5/8 дюйма BSP | 22,99 mm / 0.902″ | 14 |
| 3/4 Inch BSP | 26.44 mm / 1.041″ | 14 |
| 7/8 Inch BSP | 30.20 mm / 1.189″ | 14 |
| 1 Inch BSP | 33. 25 mm / 1.309″ 25 mm / 1.309″ | 11 |
| 1-1/4 Inch BSP | 41.91 mm / 1.650″ | 11 |
| 1-1/2 Inch BSP | 47.80 mm / 1,882″ | 11 |
| 2 дюйма BSP | 59,61 мм / 2,347 ″ | 11 |
| 2-1 / 4-дюймовый BSP | 65,71 мм / 2,587 ″ | |
| 2-дюймовый BSP BSP BSP | 999999699696969696969696969699699699699699699699699699699699969969969969969969699969969699699699699696996969969699969009н. | 11 |
| 3 Inch BSP | 87.88 mm / 3.46″ | 11 |
| 4 Inch BSP | 113.03 mm / 4.45″ | 11 |
| 5 Inch BSP | 138.43 mm / 5.45″ | 11 |
| 6 дюймов BSP | 163,83 мм / 6,45″ | 11 |
Унифицированная резьба состоит из трех классов:
1. Этот тип резьбы используется для приложений, требующих больших допусков для легкой сборки.
2. Этот класс унифицированных потоков обычно используется для общих приложений.
3. Последний класс унифицированной стандартной резьбы применяется там, где принципиально требуется или важна точность элементов резьбы и плотность посадки.
Унифицированный стандарт резьбы (UTS) является основным стандартным типом резьбы для гаек и болтов и имеет тот же профиль 60°, что и метрическая резьба ISO.
Унифицированный стандарт резьбы — это одна форма резьбы, используемая в трех странах, т. е. в Канаде, США и Великобритании, по соглашению с включенным углом 60 °, чтобы они могли легко обмениваться оборудованием и инструментами для идентификации резьбы. Унифицированный стандарт резьбы — это резьба общего назначения, контролируемая ANSI/ASME в США.
4) Резьба V-образной формы
Резьба V-образной формы широко используется, и вы можете нарезать ее на токарном станке, метчике или штампе. Форма резьбы похожа на английский алфавит V, так как их название отражает форму винтовой резьбы.
5) Квадратная резьба
Квадратная резьба имеет высокую эффективность. Он используется для передачи мощности в приложениях с высокой нагрузкой, таких как винтовые домкраты и ходовые винты. Квадратная резьба является распространенной формой винтовой резьбы среди различных типов резьбы, и ее название связано с квадратным поперечным сечением резьбы.
Резьба квадратного сечения состоит из наиболее эффективных форм резьбы, но изготовить квадратную резьбу непросто. Квадратная резьба имеет наименьшее трение и широко используется благодаря высокому КПД. Типы квадратной резьбы можно найти на инструментах, шпинделях, механизме подачи станка и винтовых домкратах.
Квадратная резьба менее прочная, чем V-образная, но обеспечивает меньшее фрикционное сопротивление движению, чем резьба Витворта.
6) Торцевая резьба
Торцовая резьба в основном используется для латунных клапанов, слесарных тисков и токарно-винторезных станков. Это преобразование квадратной резьбы и может быть легко произведено. Тип резьбы Acme более прочный по сравнению с квадратной резьбой. Существует три типа резьбы acme общего назначения: 2G, 3G и 4G. Каждый класс используется для сборок и зазоров на всех типоразмерах диаметров.
Тип резьбы Acme более прочный по сравнению с квадратной резьбой. Существует три типа резьбы acme общего назначения: 2G, 3G и 4G. Каждый класс используется для сборок и зазоров на всех типоразмерах диаметров.
7) Шарнирная резьба
Шарнирная резьба представляет собой форму резьбы в терминологии винтовой резьбы и может использоваться для готовой и черновой работы. Имеет закругленный верх и низ. Он чувствителен и легко подвержен повреждениям и загрязнениям. Кулачковая резьба представляет собой вариант квадратной резьбы, и их можно легко отливать и катать. Угол резьбы сустава 30 градусов. Шарнирная резьба — это один из различных типов резьбы, используемых в горлышках стеклянных бутылок, соединительных механизмах, клапанах, фитингах, задвижках, гидрантах, больших формованных изоляторах, используемых в электротехнике, и сцепках железнодорожных вагонов.
8) Упорная резьба
Упорная резьба может называться двухзаходным профилем:
1. Пилообразная резьба: тип ходового винта, используемый в машинах и известный как форма резьбы с замком. Это позволяет нити выдерживать большие нагрузки в одном направлении. Он имеет низкое трение.
Пилообразная резьба: тип ходового винта, используемый в машинах и известный как форма резьбы с замком. Это позволяет нити выдерживать большие нагрузки в одном направлении. Он имеет низкое трение.
2. Контрфорсная трубная резьба представляет собой тип трапециевидной конической трубной резьбы, используемой в нефтяной промышленности в качестве формы резьбы для гидравлического уплотнения.
Контрфорсная резьба имеет преимущество как перед V-образной, так и перед квадратной резьбой и используется для передачи мощности, когда она передается в одном направлении. Он имеет ту же прочность, что и большинство нитей V-образной резьбы, и обладает низкими характеристиками сопротивления трению квадратной резьбы.
Высота зацепления контрфорсной резьбы 0,6p и имеет задний угол от нормали к оси 45 градусов. Типичными примерами опорных гаек и стержней являются ступицы воздушных винтов, казенные части больших орудий и колонны для гидравлических прессов.
9) Червячная резьба
Червячная резьба является одним из различных типов резьбы, аналогичной трапецеидальной резьбе, так как их форма также имеет 29 градусов. Одно отличие состоит в том, что они более глубокие, чем нити acme. Мы используем червячные нити в червячных колесах автомобилей. Он может перейти в 90 градусов, потому что три зуба червячного колеса могут войти в вал при использовании вала с червячной резьбой. Они могут хорошо работать.
Одно отличие состоит в том, что они более глубокие, чем нити acme. Мы используем червячные нити в червячных колесах автомобилей. Он может перейти в 90 градусов, потому что три зуба червячного колеса могут войти в вал при использовании вала с червячной резьбой. Они могут хорошо работать.
10) Однозаходные и многозаходные
Некоторые независимые и отдельные заходы также встречаются в терминологии резьбы и могут выполняться вместе с частью работы; поэтому в некоторых работах используются винты с однозаходной резьбой и винты с многозаходной резьбой.
1: Однозаходный винт относится к винту, когда один полностью закручивается вокруг болта или винта, называется однозаходным винтом. Его также называют стартом, и у вас может быть один старт, два старта или три звезды.
2: Многозаходный винт относится к моменту более чем одной резьбы. Мы можем использовать многозаходные потоки в тех случаях, когда требуется быстрое движение или перемещение.
Важные советы по выбору правильной резьбы
Чтобы правильно выбрать резьбу, необходимо обратить особое внимание на некоторые специфические характеристики резьбы.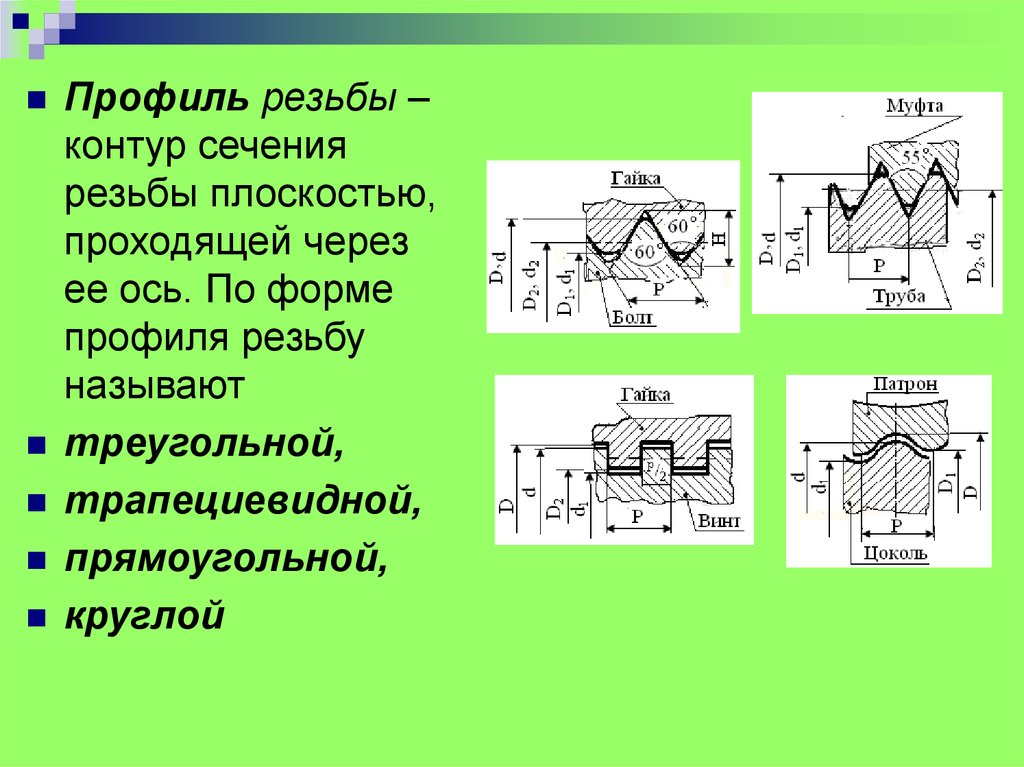 Это даст вам необходимую прочность и обеспечит лучшую производительность для различных приложений. Некоторые из этих советов перечислены ниже.
Это даст вам необходимую прочность и обеспечит лучшую производительность для различных приложений. Некоторые из этих советов перечислены ниже.
● Нельзя использовать все типы резьбы для всех применений. Каждый тип специально разработан для выполнения своей конкретной задачи и изготовлен из различных материалов для выполнения различных функций.
● Некоторым резьбам могут потребоваться острые конструкции для непосредственного сверления, в то время как, с другой стороны, для их правильной работы могут потребоваться предварительно просверленные отверстия.
● Шаг резьбы может различаться в других винтах, что очень важно для различных характеристик резьбы.
При разработке изделия будет учитываться применение различных типов резьбы. Помимо непосредственно обработки резьбы на деталях, существуют также методы геликойла и медных вставок. Для изделий из разных материалов применяются разные типы резьбы и методы обработки резьбы, а для контроля качества применяется профессиональное тестирование.
WayKen имеет профессиональную команду инженеров и богатый опыт в создании прототипов. Мы также обладаем глубокими знаниями в области обработки различных типов подшипников и крепежных деталей. Мы стремимся предоставить вам универсальное обслуживание и решение для резьбы, которое подходит для вашего проекта, загрузите файлы САПР сегодня!
Резьба и системы резьбы — Rust Magazine
Текст: Дж. К. Бланшар • Фото: Майк Бланшар
Механизм | Нитки и резьбовые застежки, казалось бы, такие простые вещи, но они буквально скрепляют большую часть нашего современного мира. Первый изобретатель нитей точно не известен, но некоторые источники говорят, что Архит из Тарента (428 г. до н.э.-350 г. до н.э.) использовал их в прессах для оливок и винограда.
Резьба на самом деле представляет собой тип клина, обернутого вокруг цилиндра. Чем тоньше клин (больше витков на дюйм), тем большее усилие может приложить нить при повороте.
Вы, наверное, заметили, что у каждой сделки есть свой секретный язык, и теперь будет полезно перечислить некоторые специальные термины, используемые при разговоре о нитях. Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Типы профилей резьбы. Обратите внимание на закругленные канавки и зубья системы Уитворта. (Изображение предоставлено www.educationdiscussion.com)
S O M E T R E A D T E R M S
Номинальный размер: Обозначение, используемое для идентификации резьбы. Например: 1/2-20, что номинально составляет 1/2 дюйма в диаметре.
Фактический размер: Фактический измеренный размер конкретной нити.
Большой диаметр: Наибольший диаметр прямой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Второстепенный диаметр: Наименьший диаметр прямой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Диаметр шага: На идеально прямой резьбе это диаметр, при котором ширина резьбы и канавки одинакова.
Базовая форма резьбы: Теоретический профиль резьбы.
Шаг: Расстояние от точки на одном витке до той же точки на следующем витке, измеренное параллельно оси.
Шаг: Расстояние, на которое резьба перемещается в осевом направлении за один оборот. В резьбе с двумя «началами» шаг будет вдвое больше шага.
Угол резьбы: Угол между сторонами резьбы, измеренный в осевой плоскости.
Гребень: Верхняя поверхность резьбы
Корень: Нижняя поверхность резьбы
Боковина: Поверхность соединения корня и гребня.
Посадка: Плотность между двумя сопрягаемыми поверхностями.
Глубина зацепления: Глубина резьбового контакта двух сопряженных резьб, измеренная в радиальном направлении.
Ремесленники и слесари издавна изготовляли резьбы с размерами, углами и шагами, которые им нравились, но, конечно, различные резьбы не были взаимозаменяемыми. Даже в 1930 использовалось более 30 различных стандартов резьбы. У нас в городе шорник использует швейные машины Landis и Champion, и многие винты и болты на них имеют необычные размеры и шаг. Когда ему нужны новые винты и болты для станков, мне часто приходится использовать токарную передачу, чтобы вырезать нечетные шаги.
Сегодня мы считаем само собой разумеющимся, что мы можем купить, например, болт с крупной резьбой 1/2 дюйма у любого поставщика, и он подойдет к любой гайке с крупной резьбой 1/2 дюйма от другого поставщика. Эта взаимозаменяемость является относительно современной разработкой, в некоторой степени вызванной потребностями военной техники.
Блестящий британский инженер Джозеф Уитворт (1803-1887) в 1841 году изобрел систему нитей, которая была принята на британских железных дорогах, а вскоре и в других отраслях промышленности.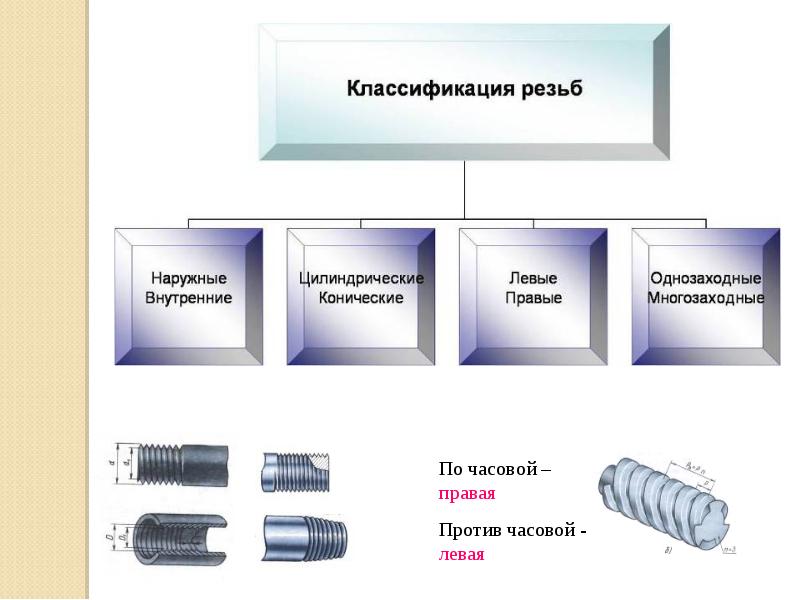 Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
…Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и была принята в 1948 году Америкой, Великобританией и Канадой, чтобы исключить путаницу с резьбой, используемой на военном оборудовании.
В старых книгах вы можете увидеть ссылки на Селлерс или Институт Франклина. Уильям Селлерс в 1864 году предложил угол 60 градусов и другие спецификации, которые были приняты в Соединенных Штатах в качестве нашей стандартной резьбы.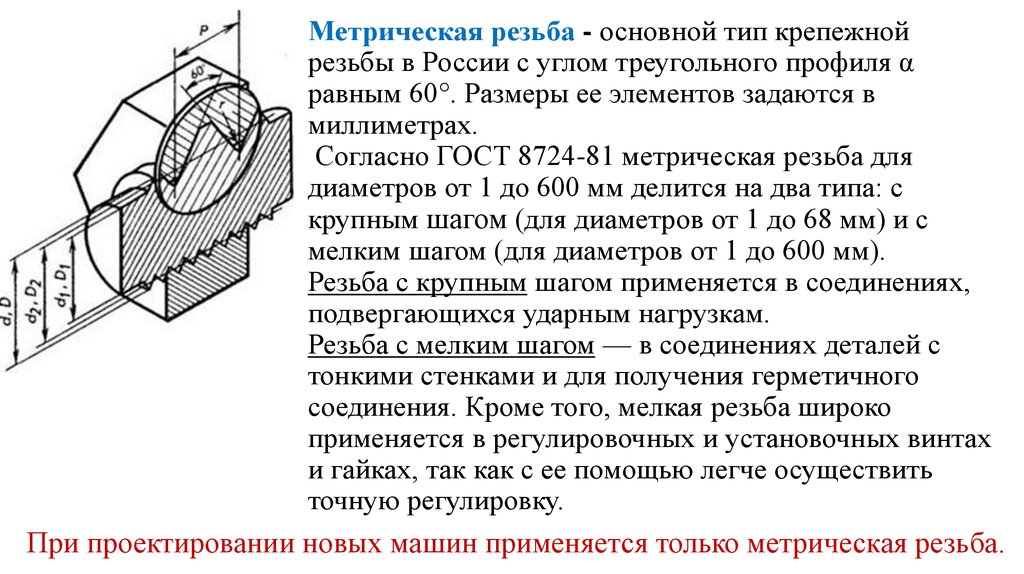 Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Унифицированный национальный стандарт резьбы имеет угол резьбы 60 градусов вместо угла 55 градусов, используемого для резьбы Уитворта. Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Три штампа. Метрическая, стандартная и британская стандартная. Плашки используются для нарезания резьбы на круглой заготовке.
Хотя угол резьбы 60 градусов в американской и метрической системах является наиболее распространенным, для V-образной резьбы используются и другие углы. Нить Lowenherz использует 53 градуса 8 минут, а нити Swiss Thury и Британской ассоциации используют 47 — 1/2 градуса. «Ювелирная нить», используемая даже сегодня для драгоценных металлов, таких как серебро, золото и платина, имеет угол резьбы 80 градусов.
Стандарт Уитворта, когда-то столь распространенный в Англии и ее колониях, был в значительной степени заменен Единым национальным стандартом, хотя бесчисленное количество старых британских транспортных средств и единиц оборудования все еще нуждаются в крепежных элементах Уитворта и Британского стандарта для их ремонта.
В американской и английской системах резьба обычно указывается по основному диаметру и количеству витков на дюйм: например, 5/8 дюйма-11. В метрической системе используется основной диаметр и расстояние между витками резьбы (шаг): например, 10 мм X 1,25 мм. На протяжении многих лет в различных европейских странах использовалось несколько различных метрических стандартов, но на сегодняшний день основным из них является ISO (Международная организация по Стандартизация) Метрическая резьба. Он имеет угол резьбы 60 градусов со сплющенным основанием и гребнем и, конечно же, имеет метрические размеры и шаг.
Есть несколько необычных резьб, которые сочетают в себе как метрическую, так и дюймовую резьбу; например: «итальянские» велосипедные резьбы имеют диаметр 36 мм x 24 нити на дюйм для кареток и диаметр 2,2 мм x 56 нитей на дюйм для спиц.
И британская, и американская системы имеют специальные стандарты для меньших винтов диаметром менее 1/4 дюйма.
Резьба Whitworth имеет довольно крупный шаг, как и наша собственная серия Unified National Coarse. Британская стандартная тонкая резьба имеет ту же форму, что и Whitworth, но с более мелким шагом. Наша система тонкой резьбы — это Unified National Fine (часто называемая S.A.E. в честь Общества автомобильных инженеров и ее широкого применения в автомобильной промышленности).
Крупная резьба на болтах должна быть глубже врезана в материал болта, чем мелкая резьба, а диаметр основания болта меньше и, следовательно, слабее. Крепеж с мелкой резьбой обычно превосходит по прочности и более устойчив к вибрации. Крупная резьба используется для хорошего сцепления с мягкими материалами, такими как чугун и алюминий, а также для более грубых работ. Шпильки, используемые в автомобилях и самолетах, часто имеют крупную резьбу на одном конце для хорошего сцепления с более мягкими типами металлов двигателя и мелкую резьбу на другом конце для лучшего сцепления с более твердыми стальными гайками.
Всегда желательно по возможности использовать стандартные системы резьбы, но для особых нужд существуют унифицированные национальные специальные нити; Unified National Extra Fine и других необычных размеров и шагов, которые вы не найдете в хозяйственном магазине на углу. Справочник по машинному оборудованию и другие торговые справочники содержат спецификации многих стандартов резьбы, используемых сегодня. Я рекомендую High Performance Hardware: Fastener Technology for Auto Racers and Enthusiasts от Forbes Aird как превосходную книгу, которая поможет вам понять конструкцию и применение крепежа.
Группа метчиков. Эти инструменты используются для нарезания резьбы в отверстиях.
Много лет назад было разработано несколько интересных вариантов размеров на основе стандартных систем резьбы. В начале 1900-х годов многие американские компании производили инструменты для нарезания резьбы, которые были на 1/64 дюйма или 1/32 дюйма больше, а также меньше размера резьбы Национального стандарта. Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
Как в британской, так и в американской системах существуют специальные стандарты для винтов меньшего размера диаметром менее 1/4 дюйма. Американцы используют номер калибра для диаметра резьбы, за которым следует количество витков на дюйм. Возможно, вы знакомы с винтами № 6-32, которые используются для крепления пластин электрических переключателей в вашем доме. Номера калибров, легко доступные сегодня, варьируются от крошечного размера № 0 (диаметр 0,060 дюйма) до номера № 12 (диаметр 0,216), и для каждого размера существует стандарт крупной и тонкой резьбы. Есть даже редко используемые размеры 00-9.0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
Есть даже редко используемые размеры 00-9.0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий.
Раньше диапазон размеров крепежных винтов был намного шире, чем сегодня. В экземпляре «Справочника инженера-механика» моего деда Ральфа Коула 1916 года перечислены технические характеристики крепежных винтов до № 30 (0,4526 дюйма в диаметре). Генри Форд использовал размер № 14 для латунных винтов, которые крепят магниты к маховикам его знаменитых автомобилей Model T. Размеры выше № 12 сегодня устарели. Мой друг Ким Писор дал мне набор старых резьбонарезных плашек, принадлежавших Джеку Рено, блестящему машинисту и основателю компании Gabilan Iron and Machine в Салинасе, Калифорния. В комплект входят плашки для нарезания резьбы № 14–20 и № 14–24. Есть даже плашка для нарезки резьбы #11-24: нечетного размера я раньше не встречал.
Несколько лет назад некоторые маленькие винты диаметром менее 1/4 дюйма имели дробные размеры. У меня есть набор метчика и матрицы, принадлежавший моему дедушке, и он имеет размеры 7/32-24 и 3/32-48. У меня есть другие плашки для нарезания резьбы 15/64–32, 17/64–32 и 1/16–64. Эти размеры устарели, но если вы работаете над более старыми предметами, такой набор может оказаться очень полезным.
Британцы используют другую систему для небольших размеров винтов; называется Британской ассоциацией Thread. Он имеет угол резьбы 47-1/2 градуса с закругленными гребнем и основанием и обозначается одним числом: например, 2 ВА (что примерно соответствует размеру американского № 10). Обозначение размера BA — это обратная сторона американской системы: чем больше число, тем меньше размер. Таким образом, 16 БА меньше 2 БА. На наших 19 было много винтов Британской ассоциации.34 Роллс-Ройс. Резьба Британской ассоциации устарела в 1966 году, но, конечно, она широко используется для ремонта старого британского оборудования.
Для очень маленьких размеров, используемых в инструментах, часах и других миниатюрных механизмах, в Америке есть унифицированная миниатюрная винтовая резьба (UNM) с диаметром до 0,300 мм (0,0118 дюйма): этот маленький размер имеет резьбу 317-1/2. на дюйм. Конечно, в Европе тоже есть винты для часов и приборов, и используется метрическая система. В прежние времена различные часовые компании в Соединенных Штатах и Европе имели интересное разнообразие собственных стандартов резьбы.
Vee-образная резьба сегодня наиболее распространена в крепежных изделиях…
Резьба
V-образной формы сегодня наиболее распространена в крепежных изделиях, но есть и другие формы резьбы, которые имеют преимущества для определенных применений. Я думаю, вы можете видеть, что когда вы затягиваете гайку V-образной формы, угол резьбы создает усилие, пытающееся расширить или разорвать гайку. Для очень высоких нагрузок часто лучше использовать резьбу без угла или с очень малым углом упора.
Квадратная резьба широко использовалась в таких устройствах, как ранние чеканочные прессы, тиски и других устройствах с высокими нагрузками. В старых механических руководствах вы можете найти ссылку на стандартную квадратную резьбу продавца; назван в честь того же Уильяма Селлерса, который когда-то установил спецификации для американской стандартной V-образной резьбы. Квадратная резьба использовалась для удержания стволов во многих американских служебных винтовках, в том числе в знаменитых винтовках с продольно-скользящим затвором Springfield 30-06, использовавшихся в Первой и Второй мировых войнах. Квадратную резьбу трудно обрабатывать точно, и ее в значительной степени вытеснила резьба Acme с углом 29°.градусов.
Концы метчиков скошены, поэтому они легко входят в отверстие. Некоторые метчики нарезаны без конуса, поэтому они нарезают резьбу до самого дна отверстия.
Резьба
Acme легче нарезается и может выдерживать высокие нагрузки. Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Для некоторых специальных применений, где требуется грубая, но неглубокая резьба, доступна резьба American National Stub Acme Thread. Термин «заглушка» означает более мелкую, чем обычная резьба. Существует также 60-градусная укороченная резьба V-образной формы для таких применений, как трубки, где резьба нормальной глубины может серьезно ослабить тонкую стенку.
Другим вариантом Acme Thread является червячная резьба, которая имеет угол 29 градусов, но нарезана глубже и предназначена для использования с червячными передачами.
Контрфорсная резьба имеет квадратную или почти квадратную упорную поверхность и изогнута с обратной стороны. Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Трубная резьба обычно выполняет две функции: скрепляет фитинги, а также обеспечивает герметичность от давления жидкости. Уменьшение диаметра резьбы на 3/4 дюйма на фут облегчает получение герметичных соединений. Трубная резьба с прямым нарезом используется в таких устройствах, как электрические лампы, где не требуется герметизация. Трубная резьба, ранее известная как резьба Бриггса, используемая в Америке, представляет собой коническую трубную резьбу американского национального стандарта. Великобритания использует британскую стандартную трубную резьбу, имеющую форму резьбы Уитворта. Британская трубная резьба отличается и не должна заменяться трубной резьбой американского стандарта. Трубные фитинги Британского стандарта часто можно приобрести у крупных поставщиков в Америке.
Некоторые трубные резьбы имеют очень крутые конусы, поэтому соединения разъединяются всего за несколько оборотов. Трубы для бурения скважин часто имеют этот тип резьбы, и я также видел пушечные казенные части с прерывистой крутой конической резьбой. У прерывистой резьбы продольные участки резьбы удалены как на охватываемой, так и на охватывающей частях, поэтому части могут скользить вместе и затягиваться частичным поворотом. Разборные стволы винтовок и ружей часто имеют прерывистую резьбу.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы для опор линий электропередач, муфты для пожарных рукавов, фитинги для сжатого газа и т. д.
Спиральные вставки, обычно называемые Helicoils (зарегистрированное название), представляют собой витки проволоки с V-образной резьбой снаружи и внутри. Обычно они изготавливаются из нержавеющей стали или фосфористой бронзы, но чаще встречается нержавеющая сталь. Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Круглая или круглая резьба широко используется в цоколях лампочек, а также в крепежных элементах, которые должны выдерживать чрезвычайно грубое обращение и грязные условия; например, вокруг бетона и на перфораторах.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы опор линий электропередач, муфты для пожарных шлангов, фитинги для сжатого газа и т. д. Многие из этих специальных резьбовых соединений все еще используются сегодня, и спецификации их можно найти в Machinery’s Handbook и других справочных текстах по механике.
Я давно интересуюсь малоизвестными нитками и застежками, и у меня есть коллекция из почти трех тысяч предметов, начиная от римского бронзового гвоздя и заканчивая современными высокотехнологичными аэрокосмическими застежками. Двумя интересными, но уже устаревшими системами нитей являются Aero и Dardelet. Резьба Aero была разработана в начале 1940-х годов для применения в самолетах с высокой вибрацией, где ломались крепежные детали с V-образной резьбой. Болты и винты Aero Thread имеют круглую резьбу, которая соединяется со спиральными проволочными вставками из бронзы или нержавеющей стали. Вставки из спиральной проволоки имеют закругленную резьбу внутри и V-образную резьбу снаружи для хорошего сцепления с мягкими алюминиевыми и магниевыми сплавами, используемыми в самолетах.
Самоконтрящаяся резьба Dardelet была запатентована в 1936 году и имеет угол резьбы 29 градусов, как и резьба Acme, но резьба имеет осевой зазор, а основание болта и вершина гайки имеют конусность 6 градусов. Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
«Самая ранняя наружная металлическая резьба, вероятно, была обработана вручную».
Джозеф Витворт был на несколько лет впереди в своем дизайне с закругленными корнями резьбы. Ранее я упоминал о разрушениях под напряжением в V-образных резьбах, и основной причиной было растрескивание, которое начиналось в острых углах у корней резьбы, имеющей форму Национального стандарта. Болты Уитворта с их закругленными корнями обладают гораздо большей усталостной прочностью, но изготовление инструментов для резки закругленных поверхностей сложнее, чем с формой национального стандарта, имеющей уплощенные основания и гребни. Для многих применений форма Национального стандарта подходит, но когда нагрузки становятся действительно высокими, особенно нагрузки, которые чередуются от высоких к низким (например, болты шатуна двигателя), любые острые углы имеют тенденцию действовать как концентраторы напряжения, и болты выходят из строя. Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Нити можно сделать разными способами. Самые ранние внешние металлические нити, вероятно, были обработаны вручную. Позже были изготовлены различные типы плашек для нарезания резьбы, но они имеют тенденцию разрывать металл, и с помощью плашек трудно получить точный шаг на любой длине. Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Антуан Тиу около 1750 года использовал токарный станок с винтовой передачей на каретке, а Джесси Рамсден к 1770 году делал прецизионные винты на своем токарном станке. Прецизионный токарный станок может нарезать резьбу практически любой формы и шага, используя шестерни и ходовой винт для перемещения инструмента с одной точкой с нужной скоростью. С помощью токарного станка выполняется несколько проходов, каждый раз делая небольшие надрезы. На микроскопическом уровне наблюдается некоторый надрыв поверхности металла, поскольку инструмент стоит на месте. Износ наконечников инструмента также затрудняет поддержание точной формы резьбы.
Сегодня в большинстве случаев нарезка болтов и винтов производится путем прокатки заготовок между круглыми или плоскими матрицами с канавками.

Для очень точных винтов, таких как те, которые необходимы для микрометрических шпинделей и ходовых винтов, используются прецизионные шлифовальные станки для нарезания резьбы в закаленной стали или других материалах. Некоторые материалы, такие как карбид вольфрама, настолько твердые, что шлифовка является единственным практичным методом формирования резьбы. Процесс закалки стали приводит к короблению и изменению размеров, которые можно исправить шлифованием. Некоторые резьбы шлифуются «с нуля» в закаленном металле, а другие обрабатываются другими способами, закаляются, а затем шлифуются до окончательной формы и шага. Для очень крупной резьбы можно использовать фрезерные станки с вращающимися фрезами, чтобы нарезать резьбу с точностью и скоростью без серьезного разрыва или чрезмерного напряжения металла. Фрезерование можно использовать для наружной резьбы, а также для внутренней резьбы, диаметр которой достаточно велик, чтобы фреза могла войти в отверстие.
В настоящее время резьба большинства болтов и винтов изготавливается путем прокатки заготовок между круглыми или плоскими матрицами с канавками.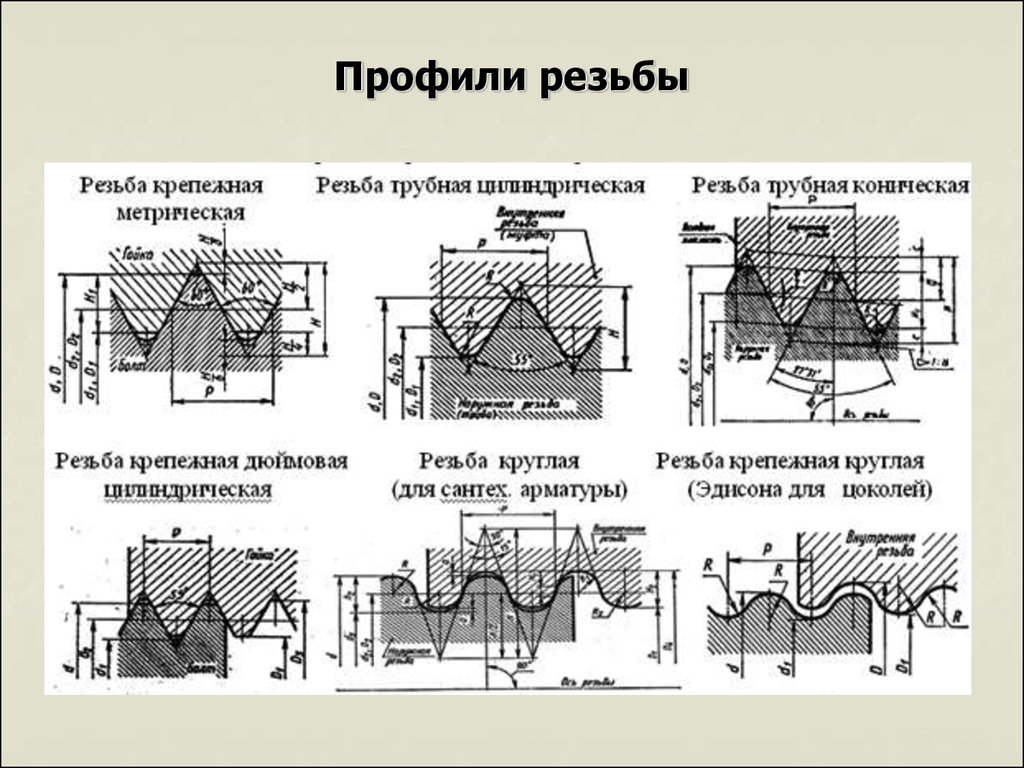 Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.
Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.
Внутренняя резьба меньших размеров обычно нарезается «метчиками», которые ввинчиваются в предварительно просверленные отверстия нужного размера. «Метчиковое сверло» оставляет необходимое количество металла для резьбы. Часто это составляет около 75% от полной глубины резьбы, потому что нарезание резьбы на полную глубину требует высокого крутящего момента, который ломает много метчиков и дает резьбу, которая не намного прочнее, чем более мелкая резьба. Большинство метчиков имеют канавки [канавки] и острые зубья, которые режут материал, придавая ему форму и удаляя стружку. Существует специальный тип формовочного метчика, который не имеет канавок и вдавливает резьбу в металл. Для этих бесканавочных метчиков сначала должно быть просверлено отверстие точно подходящего размера, и они должны быть должным образом смазаны. При обработке некоторых металлов, таких как немагнитная нержавеющая сталь и медные сплавы, которые быстро упрочняются, бесканавочные метчики позволяют получить более прочную и твердую резьбу, чем основной металл.
Легкие и грузовые автомобили Dodge используют левостороннюю резьбу для колесных гаек.
Большинство изделий с резьбой имеют одинарную резьбу или «начало», но на изделии можно расположить несколько нитей рядом. На первый взгляд множественный поток выглядит как один поток, но он имеет несколько «началов». Быстро ввинчивается несколько витков резьбы: колпачок моей авторучки имеет четыре захода и затягивается всего на 3/4 оборота. Недостатком многозаходной резьбы является то, что резьба с большим углом подъема имеет тенденцию легко ослабляться при вибрации. Некоторые «палубные» шурупы, используемые в древесине, имеют несколько витков резьбы для быстрого ввинчивания.
Шурупы для настила, шурупы для дерева и шурупы являются примерами, в которых используется резьба, расположенная на большом расстоянии друг от друга, чтобы обеспечить хорошее сцепление с мягкими материалами. Существует множество современных шурупов, предназначенных для дерева и ДСП, с тонким стержнем и агрессивной конструкцией самонарезающей резьбы, которые сводят к минимуму расщепление, даже если отверстия предварительно не просверлены.
