

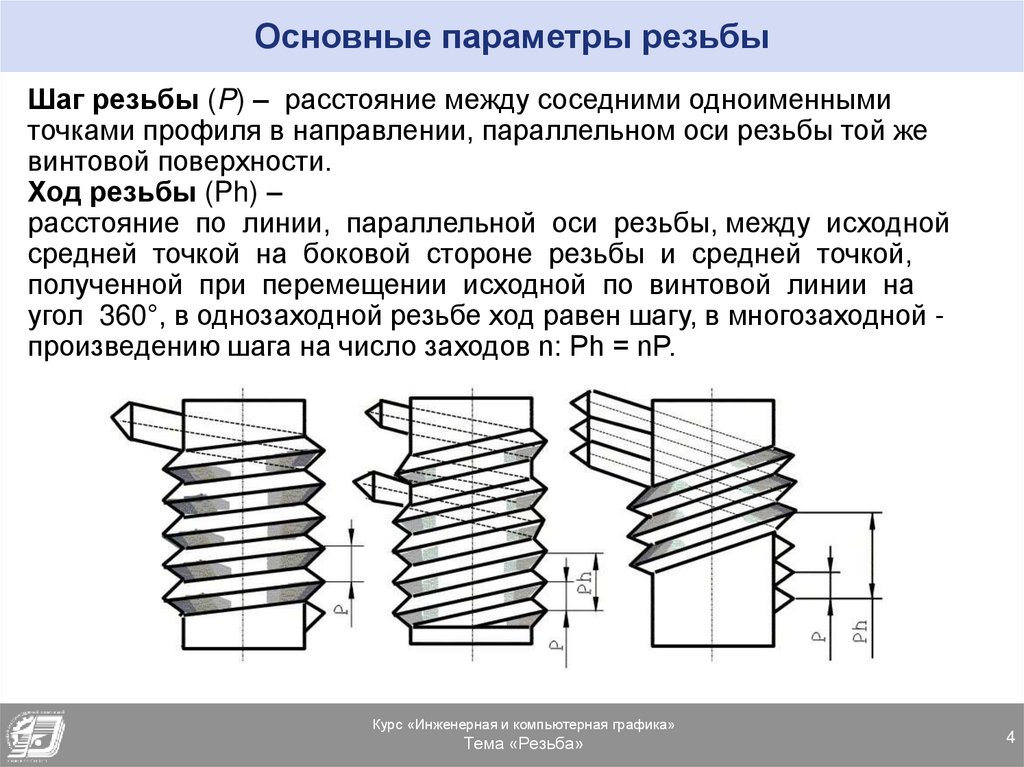
Содержание
Футорка что это: обзор переходников с резьбой
При планировании и монтаже водопровода или системы отопления, установки радиаторов в частных домах или квартирах, многие из нас, наверное, слышали всякие, понятные только сантехникам, термины.
Например, сгоны для труб, сгон в сборе, муфта или бочонок, футорка или резьба, кран шаровой с американкой и т.д. Давайте попытаемся разобраться, что это такое .
Резьба и резьбовые соединения
Подразделяются по :
— типу
— диаметру (размеру)
— направлению
Типы резьбовых соединений
Здесь все просто. Резьба бывает трубная и метрическая. Отличаются шагом резьбы. При монтаже водопровода и систем отопления, в основном, применяется трубная резьба. На присоединительных патрубках водонагревателей, котлов, фильтров, счетчиков и насосов, как правило, трубная резьба.
Метрическая встречается значительно реже, например, на манометрах или редукторах. Также резьба может быть внутренняя или наружная. На языке сантехников внутреннюю резьбу часто называют гайкой, наружную — штуцер.
На языке сантехников внутреннюю резьбу часто называют гайкой, наружную — штуцер.
Диаметр резьбовых соединений
У каждого прибора или трубы может быть свой диаметр резьбы. Единица измерений — дюйм или миллиметр. Важно запомнить, что диаметр всех резьбовых соединений, выполненный из металла, принято измерять внутри.
Диаметр полипропиленовых труб и фитингов измеряется снаружи. Например, если диаметр пластиковой полипропиленовой трубы равен 20 мм, то это является аналогом металлической трубы диаметром 15 мм, если 25 мм, то это 20 мм (3/4), соответственно. Точно также и фитинги из полипропилена.
Из-за этого у неопытных монтажников и сантехников иногда возникает путаница. Произвести замер можно при помощи специальных измерительных инструментов: штангель-циркуль или линейка. Можно определить диаметр и просто «на глаз», но это уже приходит с опытом.
На фото рисунке ниже приведена таблица основных диаметров, используемых в сантехнике.
Таблица диаметров
Направление резьбы
Резьбовые соединения с правой резьбой вкручиваются или накручиваются по часовой стрелке, левые — против часовой. Проще говоря, если спираль резьбы возвышается вправо, значит резьба правая.
Проще говоря, если спираль резьбы возвышается вправо, значит резьба правая.
При монтаже водопровода, как правило, применяются резьбовые соединения с трубной правой резьбой. Левая применяется реже, но почти всегда встречается при подсоединении труб к радиаторам отопления. У радиаторов отопления, как правило, с левой стороны резьба левая, с правой — правая.
Для того, чтобы перейти на правую резьбу и трубу, которую нам необходимо подсоединить, надо приобрести специальный монтажный набор для радиаторов, включающий в себя 4 футорки (две с левой резьбой, и две с правой), прокладки, заглушку и спускной воздушный клапан — кран Маевского. Некоторые наборы комплектуются стеновыми крепежами.
Футорка что это такое
Футорка — это переходник, имеющий внутреннюю и наружную резьбу, у которого диаметр наружной резьбы всегда больше внутреннего. Например, сантехнический термин — футорка 1/2 на 3/4 означает, что диаметр внутренней ее резьбы составляет 1/2 дюйма, а наружной резьбы 3/4. Материал, из которого изготавливается футорка — это латунь или же латунь покрытая никелем. В случае радиаторных футорок — алюминий или чугун.
Материал, из которого изготавливается футорка — это латунь или же латунь покрытая никелем. В случае радиаторных футорок — алюминий или чугун.
Переходник с ребордой — это та же футорка, только диаметр внутренней резьбы которого всегда больше наружного.
Муфта — это трубный резьбовой переходник, имеющий только внутреннюю резьбу. Бывает выполнена из латуни, стали или чугуна. Диаметр резьбы на концах может быть равным или отличаться.
Бочонок или ниппель — трубный резьбовой переходник, имеющий с обоих концов только наружную резьбу. Материалом исполнения бочонка является, как правило, латунь, покрытая никелем или сталь.
Диаметр резьбы: здесь всё так же, как и у муфты.
Сгоны для труб — это тот же бочонок, только имеющий один конец с длинной резьбой, а второй — с короткой, как и у бочонка. Стандартная длина сгона для труб 110 мм. Реже встречаются с большей длиной. Материалом может быть либо сталь, либо латунь. Диаметр на концах равный.
Диаметр на концах равный.
На фото (слева направо): футорка, бочонок, муфта, сгон, переходник с ребордой, контргайка.
Сгон в сборе — это резьбовое разборное соединение, состоящее из самого сгона, муфты, накрученной на него и затягивающей контргайки. Используется в качестве разьемного элемента трубопровода.
Кран шаровой с американкой — это кран, открывающий и закрывающий проток воды с помощью, встроенного в него шара из стали. Американка — это накидная гайка со штуцером, открутив эту гайку, кран разбирается пополам.
Часто применяется при подсоединении радиаторов отопления. Перекрыв краны и открутив накидные гайки можно легко демонтировать батарею, например, при протечке или переносе радиатора в другое место в помещении. Практичен при перекрытии воды в трубопроводе, но не очень удобен для регулировки температуры системы отопления, для этой цели лучше установить вентиль с плавной регулировкой.
nomortogelku. xyz
xyz
Читайте также:
Размеры резьбы газовых баллонов и вентилей — Kriogen.ru
Резьба для газовых баллонов и их вентилей стандартизирована, хотя сами они могут выполняться с различными конструктивными особенностями. Выбор баллона и модели его вентиля зависит от вида химического вещества, которое в нем должно храниться, и особенностей эксплуатации.
Основным нормативным документом, определяющим параметры резьбы, является ГОСТ 9909-81.
Согласно указанному стандарту, для негорючих газов используется правая резьба, а для горючих — левая. В соответствии с данным стандартом выпускается коническая резьба, имеющая конусность 3:25, которая применяется для газовых баллонов и вентилей к ним. ГОСТом 9909-81 устанавливаются профиль такой резьбы, ее основные параметры и предельно допустимые отклонения размеров. К основным параметрам конической газовой резьбы относятся (см. рисунок):
- рабочая длина резьбы (вентиля) —l1;
- длина наружной резьбы от торца вентиля до основной плоскости — l2;
- длина внутренней резьбы (баллона) — l3;
- номинальный диаметр наружной резьбы (вентиля) — d;
- шаг резьбы — P.


С учетом конструкции используемого вентиля и требований и требований ГОСТ 949-73 допускается увеличение длины резьбы. Длина резьбы l3 в горловине баллона определяется конструкцией. Резьба может выполняться сквозной или иметь длину, обеспечивающую ввинчивание вентиля.
Маркировка конической газовой резьбы включает букву W и ее номинальный диаметр. Например, условное обозначение W 30,3 расшифровывается — резьба газовая коническая номинальным диаметром 30,3 мм.
Стандарт допускает предельные отклонения для следующих параметров газовой резьбы:
- для вершины и впадины — не более ±0,025 мм;
- для шага — от 0,04 до 0,07 мм;
- для длины — от ±0,03 до ±0,07 мм;
- для угла профиля наружной резьбы — не более 1°;
- для угла профиля внутренней резьбы — не более 1°30’;
- для осевого смещения плоскости резьбы от ее номинального положения — не более ±1,5 мм.
| Номинальный диаметр резьбы d, мм | Рабочая длина резьбы l1, мм | Длина наружной резьбы от торца до основной плоскости l2, мм | Шаг резьбы P, мм | Допуск, мм |
|---|---|---|---|---|
| 19.2 | 24 | 16.000 | 1.814 | от 0.04 до 0.07 |
| 27.8 | 26 | 17.667 | 1.814 | от 0.04 до 0.07 |
| 30.3 | 26 | 17.667 | 1.814 | от 0.04 до 0.07 |
| Номинальный диаметр резьбы d, мм | Внутренний диаметр наружной резьбы d1, мм | Средний диаметр наружной резьбы d2, мм |
|---|---|---|
| 19.2 | 16.872 | 18.036 |
| 27.8 | 25.472 | 26.636 |
| 30.3 | 27.972 | 29.136 |
Как нарезать левостороннюю наружную резьбу на токарном станке ProtoTRAK SLX (2 способа)
«TRAKing Pat» описывает два способа нарезания левосторонней наружной резьбы на токарном станке ProtoTRAK SLX. Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Привет всем, я TRAKing Пэт, и в сегодняшнем видео я расскажу, как нарезать левую резьбу на токарном станке ProtoTRAK SX.
Если вы посмотрите на деталь, которую я сейчас держу в руке, это стандартный инструмент для нарезания правой резьбы, и вы заметите, что смещение находится на этой стороне для того, как он работает. И если вы похожи на большинство магазинов, у вас нет инструмента для нарезания левой резьбы в нашем типе продукта, а если бы у вас был, конец резьбы был бы здесь, а не здесь. Итак, я научу вас, как перемещать инструмент по-разному, запускать машину в обратном направлении и уметь нарезать левостороннюю резьбу.
Первое, о чем мы собираемся поговорить, это то, как это обычно происходит при стандартной операции, верно? Итак, вот мой обычный держатель инструмента, и мой инструмент для нарезания резьбы будет здесь, вот так, и я буду резать с передней стороны, двигаясь к передней бабке. Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Итак, поскольку есть несколько способов содрать шкуру с кошки, в данном случае я возьму свой стандартный инструмент и переверну его вверх дном. Чтобы получить его на нужной высоте для центра, я сделал подкладку снизу, а затем отрегулировал до самого верха, чтобы я оказался в центре детали, вот так. В остальном это будет так же, как если бы я нарезал правую резьбу, только я буду запускать машину в обратном направлении.
Итак, первое, что я должен сделать, это написать свою программу, верно? И программа для работы с потоками довольно проста. Большинство из вас, вероятно, уже знают, как делать стандартные резьбы. Так что я в моем PROG режим прямо здесь, и я собираюсь ПЕРЕЙТИ К НАЧАЛУ и я собираюсь выбрать THREAD , верно? Так что, если что-то из этого для вас новое, ребята, вы узнаете об этом сейчас, и если это не потерпит меня ни на секунду. Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, лучший способ сделать это — вычислить, взяв 1 и разделив ее на количество нитей на дюйм. Что я собираюсь сделать, так это использовать клавишу HELP в этом случае и перейти к G, который является калькулятором на элементе управления, и я просто собираюсь ввести 1, деленное на 12, и вы увидите там десятичный ответ, 0,083333 . Я нажму НАЗАД , чтобы выйти из калькулятора, и я просто вставлю этот ответ здесь 0,08333. Нажмите кнопку ABS SET . Он спрашивает меня, сколько пропусков я хочу использовать. Я собираюсь использовать 8 черновых проходов. Я собираюсь использовать 1 Spring Pass в финале. Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
На самом деле я уже сделал это, но я хочу, чтобы вы увидели, как это выглядит, поэтому я собираюсь перейти к НАСТРОЙКА ИНСТРУМЕНТА , я собираюсь выбрать инструмент № 1, и я просто собираюсь идти на РЕДАКТИРОВАТЬ здесь. Итак, что я сделал, когда настроил это, так это то, что я коснулся своего инструмента до диаметра 1 дюйм и пробил там 1 дюйм, коснулся им конца детали, сказал ему, что я был на нуле Z. Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Итак, здесь я использую перевернутый инструмент и собираюсь резать его с лицевой стороны. Итак, я вставлю свой первый инструмент и зафиксирую его, хорошо? Я собираюсь нажать реверс ( REV ), чтобы он мог резать левой рукой, потому что инструмент перевернут, а затем, как всегда, я предпочитаю использовать TRAKing ® , чтобы убедиться, что я делаю это в нужном месте. , хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
, хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
Итак, теперь я покажу вам, как обрезать левую резьбу с обратной стороны детали. Итак, вы увидите, что теперь у меня в руке инструмент в держателе правильной стороной вверх, но обращен ко мне, хорошо? И я собираюсь использовать это на этот раз, чтобы сделать это. Процесс в основном такой же, хорошо? Итак, первое, что я собираюсь сделать, это пойти в PROG IN/OUT режим и я собираюсь OPEN другой инструмент или другую часть, хорошо? Итак, я перейду сюда, ОТКРЫТЬ ФАЙЛ , и вы заметите, если захотите взглянуть на него, что нить теперь находится на противоположной стороне линии, верно? Вы также заметите, что здесь у меня есть перемещение позиции. Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
На следующей странице показана резьба, и единственное отличие этой резьбы от первой, которую я сделал, заключается в том, что я использую отрицательное значение диаметра как в начале, так и в конце резьбы, чтобы он знал, что нужно нарезать. с той стороны, хорошо? Последнее, что я делаю, это говорю ему вернуться к этой точке, чтобы он очистил часть, когда вернется домой, хорошо? То же самое можно сказать и о том, как я настроил инструмент. Итак, я собираюсь перейти в режим SET-UP , вернуться к НАСТРОЙКА ИНСТРУМЕНТА . Я вытащу Инструмент № 2 и нажму EDIT , как я сделал с первым инструментом, и вы заметите, что здесь у меня тоже есть отрицательное значение. Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Итак, я прикоснулся к нему сзади, дал диаметр 1 дюйм на отрицательной стороне, в остальном установка инструмента точно такая же, хорошо? Итак, теперь мы собираемся запустить это. Так что я собираюсь нажать MODE 9Нажмите здесь клавишу 0015, и вы вернетесь к RUN , вернетесь к START , нажмите GO , чтобы вернуться домой, хорошо? Теперь он будет двигаться к задней стороне, верно? Это напоминает мне начать вращение и убедиться, что это Инструмент № 2. Итак, я собираюсь снова поставить машину в REV и использовать TRAKing, чтобы убедиться, что я все сделал правильно. Мне всегда нравится использовать TRAKing, это заставляет меня чувствовать себя намного лучше. В этот момент, как и раньше, он берет верх, но вы видите, что он режет сзади. Я знаю, что это выглядит хорошо, поэтому я собираюсь нажать СТОП , ПУСК ЧПУ и ПУСК . И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
Хорошо, теперь, когда я смотрю на свою нить, она выглядит неплохо, но на самом деле вы можете видеть, что она недостаточно глубокая. Это очень часто случается, когда вы нарезаете резьбу остроконечным инструментом. Причина в том, что ProtoTRAK имеет простой язык, и если я не использую пользовательскую резьбу, которая позволяет мне указать, каким должен быть мой меньший диаметр, он автоматически вычисляет его на основе шага резьбы и основного диаметра. Так что в этом случае он пытается добраться до вершины радиуса, который должен быть в нижней части резьбы, и поэтому он выходит слишком мелким. Так что я собираюсь сделать здесь, я собираюсь ударить MODE и вернитесь в режим SET-UP , я выберу ТАБЛИЦУ ИНСТРУМЕНТОВ и перейду на один ( DATA DOWN ) к инструменту № 2 и далее вправо ( DATA RIGHT ) и я собираюсь добавить сюда модификатор, чтобы сделать вырез глубже.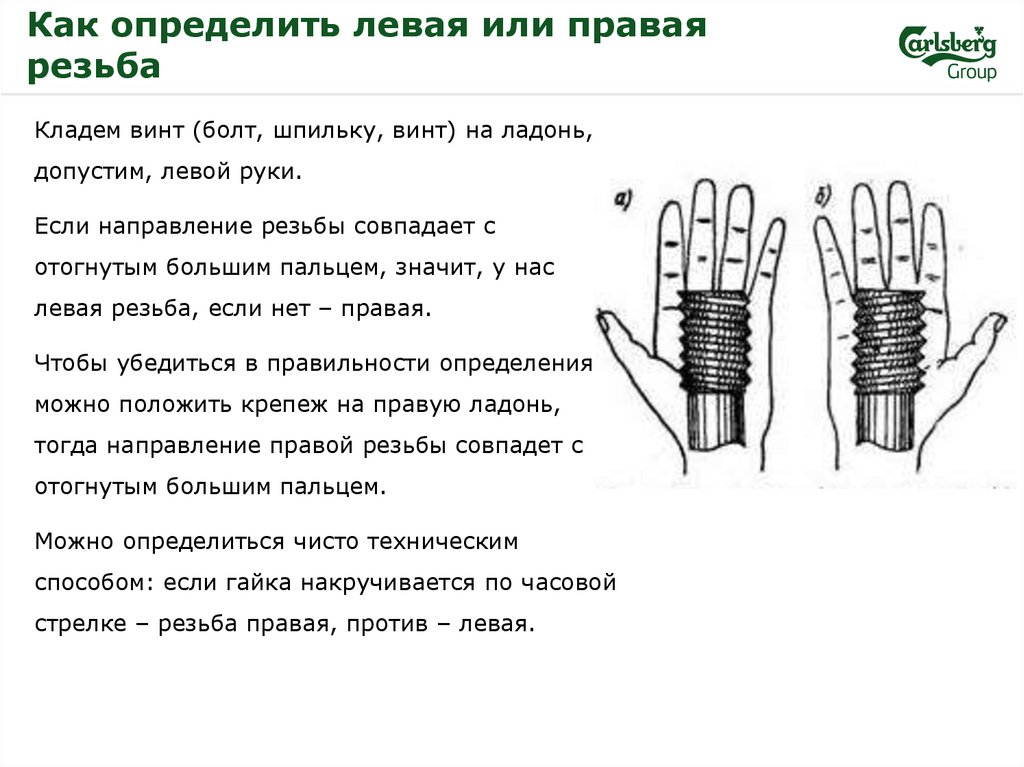 Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, ясно? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, ясно? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
И я знаю, что на этот раз все будет правильно, поэтому я просто нажму GO. Здесь вы увидите, что он на самом деле разрезает материал с каждым проходом, потому что 8 проходов, которые я заложил в программу нарезания резьбы, из-за угла 29-½°, он фактически удаляет этот 0,015 за каждый отдельный проход резьбы. Вот и все. Нить выглядит намного лучше, она завершена. Я надеюсь, что это полезная информация для вас и что она действительно поможет вам, когда в следующий раз вам придется это сделать. Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Последнее, что я хочу напомнить вам, это то, что всякий раз, когда вы используете ProtoTRAK, это должно быть весело. Так что наслаждайтесь тем, что вы делаете, делайте аккуратные детали, зарабатывайте много денег и помните… Всегда продолжайте ТРЕЙКИНГ! Я Пэт из TRAK Machine Tools. Спасибо за просмотр!
SU044 НАКОНЕЧНИК ТЯГИ — ВНЕШНИЙ — ЛЕВАЯ РЕЗЬБА
11,50 фунтов стерлингов
Внешний конец рулевой тяги — левая резьба. По два на каждый автомобиль на внешних рулевых рычагах с каждой стороны автомобиля. См. код SU045 для соответствующей детали с правой резьбой.
Текущий запас:
Количество:
- сопутствующие товары
- Клиенты также просмотрели
SU045 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ПРАВАЯ РЕЗЬБА…
Внешний наконечник поперечной рулевой тяги — правая резьба.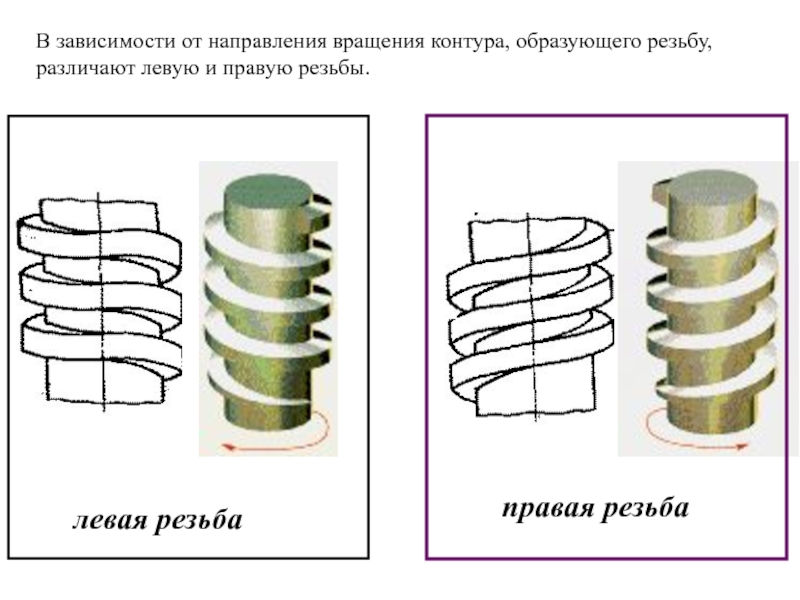 По два на каждый автомобиль на внешних рулевых рычагах с каждой стороны автомобиля. См. код SU044 для соответствующей детали с левой резьбой.
По два на каждый автомобиль на внешних рулевых рычагах с каждой стороны автомобиля. См. код SU044 для соответствующей детали с левой резьбой.
11,50 фунтов стерлингов
SU046 НАКОНЕЧНИК ГУСЕНИЧНОЙ ТЯГИ — ВНУТРЕННИЙ — ЛЕВАЯ РЕЗЬБА
Внутренний конец рулевой тяги — левая резьба. Подходит к центральной тяге — одна левая и одна правая резьба (код SU047) рулевой тяги на автомобиль серии 105. Обратите внимание, что они также подходят для…
9,75 фунтов стерлингов
SU048 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ЛЕВАЯ РЕЗЬБА…
Наружный конец поперечной рулевой тяги — левая резьба. По два на каждый автомобиль на внешних рулевых рычагах. Lemforder был оригинальным оборудованием на автомобилях серии 105 и является лучшим доступным качеством.
29,50 фунтов стерлингов
SU049 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ПРАВАЯ РЕЗЬБА…
Внешний наконечник поперечной рулевой тяги — правая резьба. По два на каждый автомобиль на внешних рулевых рычагах. Lemforder был оригинальным оборудованием на автомобилях серии 105 и является лучшим доступным качеством.
29,50 фунтов стерлингов
СХЕМА РУЛЕВЫХ ЧАСТЕЙ
Вот схема, показывающая расположение некоторых частей этой категории.
SU045 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ПРАВАЯ РЕЗЬБА…
Внешний наконечник поперечной рулевой тяги — правая резьба. По два на каждый автомобиль на внешних рулевых рычагах с каждой стороны автомобиля. См. код SU044 для соответствующей детали с левой резьбой.
По два на каждый автомобиль на внешних рулевых рычагах с каждой стороны автомобиля. См. код SU044 для соответствующей детали с левой резьбой.
11,50 фунтов стерлингов
SU049 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ПРАВАЯ РЕЗЬБА…
Внешний наконечник поперечной рулевой тяги — правая резьба. По два на каждый автомобиль на внешних рулевых рычагах. Lemforder был оригинальным оборудованием на автомобилях серии 105 и является лучшим доступным качеством.
29,50 фунтов стерлингов
SU048 НАКОНЕЧНИК ТРАКСИРУЮЩЕЙ ТЯГИ — ВНЕШНИЙ — ЛЕВАЯ РЕЗЬБА…
Наружный конец поперечной рулевой тяги — левая резьба. По два на каждый автомобиль на внешних рулевых рычагах. Lemforder был оригинальным оборудованием на автомобилях серии 105 и является лучшим доступным качеством.
29,50 фунтов стерлингов
SU046 НАКОНЕЧНИК ГУСЕНИЧНОЙ ТЯГИ — ВНУТРЕННИЙ — ЛЕВАЯ РЕЗЬБА
Внутренний конец рулевой тяги — левая резьба. Подходит к центральной тяге — одна левая и одна правая резьба (код SU047) рулевой тяги на автомобиль серии 105. Обратите внимание, что они также подходят для…
9,75 фунтов стерлингов
SU132 ПОЛНЫЙ КОМПЛЕКТ ИЗ 6 НАКОНЕЧНИКОВ ТРАК
Полный набор наконечников поперечной рулевой тяги — 4 внешних с левой и правой резьбой и 2 внутренних с левой и правой резьбой для замены всех наконечников рулевой тяги в автомобилях серии 105. Купите этот набор и сделайте…
60,00 фунтов стерлингов
Схема деталей карданного вала
Вот схема, показывающая расположение некоторых частей этой категории.
