

Содержание
виды плашек и их особенности, советы по подбору
Чтобы правильно подобрать плашку для нарезки резьбы, нужно знать особенности этого слесарного инструмента. Если у вас дома есть набор плашек, тогда вы можете разрешить много проблем с ремонтом самостоятельно без надобности вызова слесаря — обновить или нарезать резьбу на болтовых соединениях мебели, бытовых приборов, автомототехники и много где еще. В народе плашки еще называют лерками.
Конструкция плашки
Инструмент, состоит из двух основных частей — самой плашки в виде большой цельной гладкой гайки (головки) и оправы с воротком — плашкодержателя (клуппа). Бывают держатели с поворотными трещотками. Существуют также клуппы электрические для профессионального инструмента.
Бывают модели, у которых на торце головки имеются резьбовые отверстия (от трех до шести), в которые вкручиваются рукояти-воротки. У раздвижных плашек форма квадратная или шестигранная. Конструктивные элементы, это:
- резцы (режущие кромки)
- задняя и передняя поверхности
- калибрующая часть
- заборный конус
- стружечные отверстия
- перо (фаска перед заборным конусом).

Резцы расположены в центре головки. Их количество зависит от диаметра — от 3 до 16. Между резцами есть круглые отверстия, через которые отходит стружка при резке. Режущие кромки (зубья) на разных плашках бывают различной ширины и формы. На стержне заготовки, который входит в заборный конус и выходит через режущую часть формируются нарезные витки. Заборные конусы есть по обеим сторонам, из-за чего можно инструментом делать нарезку любой стороной. Калибрующая часть находится посредине резцов и выполняет функцию направления, центровки и самоподачи.
Для производства плашек в России используют два вида стали — Р-18 и Р-9 или легированные высокоуглеродистые сплавы 9-ХС и ХВСГ для профессионального инструмента. Такой инструмент довольно долговечный и на порядок дороже. Плашки из стали Р-9 тоже не «одноразовы», но самые дешевые, они считаются хорошим инструментом для дома.
За рубежом плашки делают из группы сталей HSS (быстрорежущих). Это молибденовые, вольфрамовые, кобальтовые сплавы.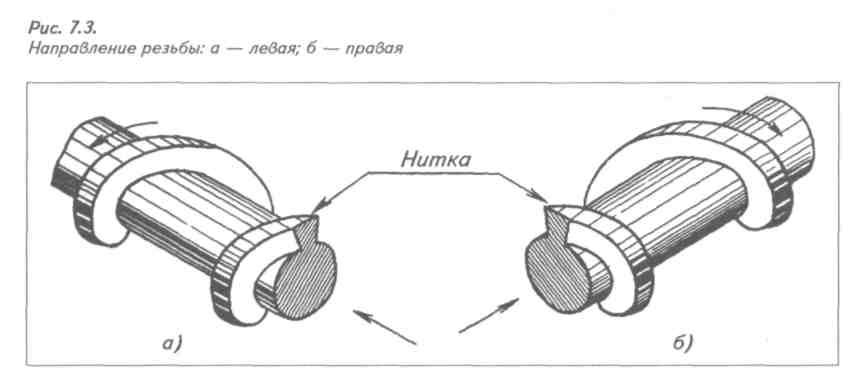 Такие плашки достаточно дорогие, они предназначаются для работ при больших нагрузках, устойчивы к деформации при высоких температурах до 700°С.
Такие плашки достаточно дорогие, они предназначаются для работ при больших нагрузках, устойчивы к деформации при высоких температурах до 700°С.
Виды плашек
Любой тип наружной резьбы нарезается определенным видом плашки. В свою очередь виды классифицируются по размеру, строению, профилю и направлению резьбы.
По строению
Раздвижные. Этими плашками нарезают резьбы как малых, так и больших диаметров. У них две части, которые плотно соединяют, чтобы зафиксировать деталь.
Разрезные. Для высокой точности нарезки резьбы у них имеется поперечный разрез, благодаря чему деталь надежнее фиксируется. Такие плашки предназначены для нарезки резьбы в ответственных соединениях.
Круглые. Это самый распространенный вид плашек для нарезания резьбы в цельном корпусе круглой формы с отверстием посредине, в котором находятся режущие кромки и канавки для отвода стружки. Им лучше всего подходит название «лерки». В корпус можно вкручивать две рукоятки или одну.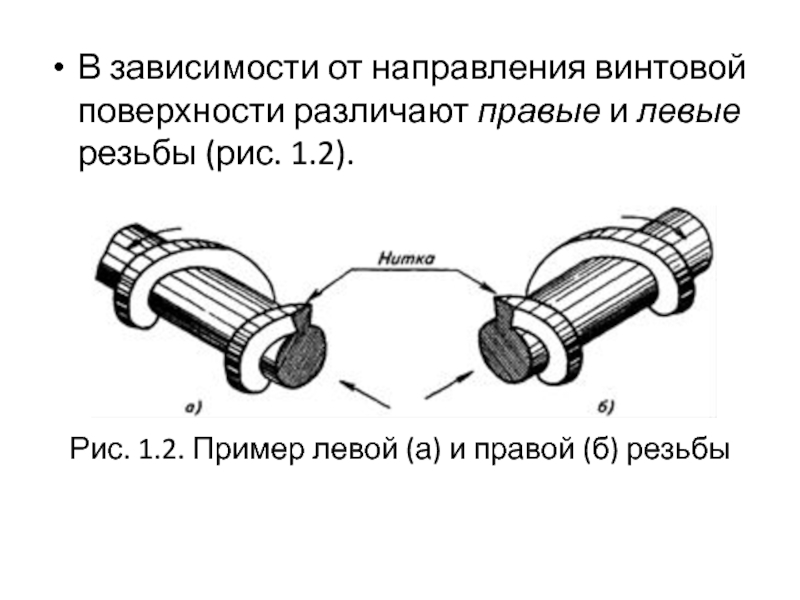 Инструментом с одной рукоятью можно выполнять работы в стесненных условиях, к примеру, нарезать внешнюю резьбу на трубах возле стены или в нишах.
Инструментом с одной рукоятью можно выполнять работы в стесненных условиях, к примеру, нарезать внешнюю резьбу на трубах возле стены или в нишах.
По форме нарезного профиля
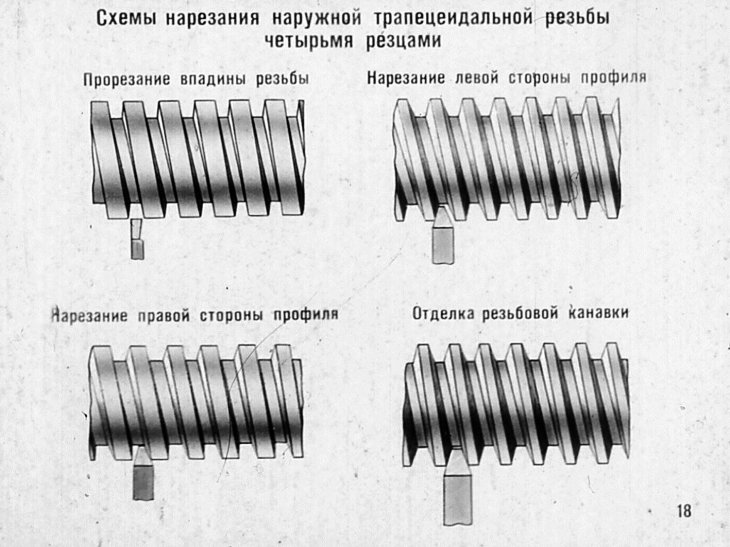
Для нарезания трапециевидной резьбы. Режущие кромки выполнены в форме равносторонней трапеции. Следовательно, на витках формируются и зубцы такого же профиля. Этим инструментом делают нарезку в ответственных соединениях трубных магистралей, где предполагается высокое давление рабочей среды.
Трапециевидную резьбу можно увидеть в подвижных парах. К примеру, поступательное перемещение суппорта в токарных станках осуществляется вращением вала с такой резьбой. Перемещение зажимов в тисках построено по такому же принципу. Однако трапециевидную резьбу на станочных валах нарезают резцами на винторезных станках, а плашками делают резьбы помельче.
Конические. У этого вида плашек с маркировкой «К» сечение режущих кромок имеет форму конуса. Такого же профиля получаются и витки резьбы. Конические плашки, это специальный вид резьбонарезного инструмента, использующийся на производствах.
Резьбонарезной инструмент по профилю также делят на дюймовые плашки и метрические. Из названий понятно, что у первых параметры резьбы исчисляются по английской системе мер, у вторых по метрической. В метрических маркировках присутствует литера «М», а цифра рядом означает диаметр резьбы (М8; М16; М22 и так далее до 72 мм). Таких же размеров бывают и диаметры плашек. Другие цифры означают шаг резьбы, наклон конусности. Все значения регулируются ГОСТом 9740.
По направлению резьбовых витков
Правые. На болтах, винтах, шпильках ими нарезают обычную резьбу, по которой гайки или детали закручиваются по часовой стрелке. Правая резьба более распространенная в сравнении с левой.
Левые. Левая резьба применяется в механизмах на вращающихся элементах против часовой стрелки. Таким образом предотвращается произвольное откручивание. В маркировке этого инструмента присутствуют литеры LH.
Для труб
На этом виде резьбонарезного инструмента наносится трубная маркировка G. Его используют на производствах и домохозяйствах для нарезания наружных резьб больших диаметров для соединительных элементов. В современных системах отопления и водоснабжения применяются резьбовые соединения от G1/4 до G2.
Его используют на производствах и домохозяйствах для нарезания наружных резьб больших диаметров для соединительных элементов. В современных системах отопления и водоснабжения применяются резьбовые соединения от G1/4 до G2.
Как выбрать плашку
Выбор будет зависеть от параметров резьбы, которую нужно будет нарезать на заготовках. Учитывать следует шаг, форму, направление витков. Для дома или гаража лучше покупать набор плашек. Комплекты бывают профессиональными и любительскими. Это деревянные, пластиковые или металлические кейсы, в которых есть все необходимые для работы аксессуары: держатели, рукоятки, зажимы. Для каждого комплектного элемента и плашек по размерам имеется форменное место с соответствующим обозначением параметров.
Лучшими плашками для дома в плане цены-качества будут модели, изготовленные из стали Р-18. Для нарезания резьбы вручную не требуется стойкость инструмента к высоким нагрузкам и температурам. Главное, правильно подбирать параметры. Качественная наружная резьба та, по которой гайка перемещается без применения усилий.
Если есть необходимость в точной резке, тогда следует пользоваться разрезными или раздвижными плашками. Цельными лерками сделать высококачественную резьбу будет трудно или вовсе невозможно.
Говоря о выборе резьбонарезного инструмента, стоит напомнить о риске приобретения контрафакта. Под этим предостережением подразумеваются азиатские производители, которые в ход пускают мягкие металлы. И делают это преднамеренно, прекрасно понимая, что любой инструмент, а тем более нарезной, должен обладать в первую очередь прочностными характеристиками. Не стоит покупать изделия «ноу неймы» производства Китая, Индонезии, Филиппин. Мы не говорим о всех производителях из этих стран без исключения, но качественный инструмент не может стоить копейки, он всегда в цене.
Высоким спросом пользуются наборы российских брендов «Кобальт», «Практика», ТМ, ХИЗ. Это комплекты на различное количество предметов. Выбрать в каталоге компании «Микрон» есть что и для производства, и для бытовых дел. Из зарубежных марок стоит выделить Hortz, JET, CNIC.
Что еще может понадобиться для работы с плашками
Перед работой инструмент нужно подготовить: проверить режущую часть на предмет сколов, ржавчины. Эти негативные факторы могут стать причиной порчи заготовки — брака. Плашки, в отличие от метчиков, можно затачивать на специальном станке. Так как при заточке стачиваются режущие кромки, то и изменяются допуски по диаметру, поэтому заточенными плашками, не соответствующими заводской маркировке, пользуются только для правки резьбы.
Следует также подготовить плашкодержатель. Если предполагается нарезать несколько типов резьб с разными диаметрами, то и плашки должны быть под рукой соответствующие, а к ним и подходящие держатели или воротки. На рабочем месте должны быть тиски, струбцины для зажима и фиксации заготовок.
Как видим, плашка — инструмент простой, и чтобы им пользоваться в быту, не нужно быть профессионалом. Но, чтобы резьбы нарезать или обновлять правильно, следует знать маркировку, характеристики и разновидности этого инструмента.
Трапециевидная резьба: виды, сферы применения
СОДЕРЖАНИЕ
- Особенности трапецеидальной резьбы
- Преимущества и недостатки трапецеидальной резьбы
- Виды трапецеидальной резьбы
- Левая
- Правая
- Однозаходная
- Многозаходная
- Размеры трапецеидальной резьбы
- Техника безопасности при нарезании трапецеидальной резьбы
Трапецеидальная резьба используется в тех случаях, когда необходимо преобразовать вращательное движение в поступательное. На профиле такая резьба имеет вид трапеции, отсюда и название. Важной особенностью является самоторможение, благодаря которому не происходит деформация даже при больших нагрузках.
Винты с трапецеидальной резьбой могут быть грузовые, применяемые в узлах с большими осевыми силами, ходовые – в механизмах подачи, установочные – для точных перемещений и регулировок. Гарантированный зазор обеспечивает низкое трение, позволяет разместить достаточное количество смазки и компенсировать тепловые расширения. Подробнее об особенностях трапецеидальной резьбы, ее видах и размерах читайте в нашем материале.
Подробнее об особенностях трапецеидальной резьбы, ее видах и размерах читайте в нашем материале.
Особенности трапецеидальной резьбы
У такой нарезки угол между боковыми сторонами профиля в плоскости оси резьбы составляет 15–40°, профиль имеет форму трапеции, угол подъема равен 30°. Такая резьба является более износоустойчивой по сравнению с трубной. На ее показатели по трению оказывают влияние угловой коэффициент профиля, характеристики смазочного материала.
Наилучшие характеристики у резьб, имеющих средний шаг. Их использование гарантирует хорошую точность осевых перемещений и износостойкость детали, подвергающейся обработке. Усредненный шаг измеряют посредством штангенциркуля. При проведении расчетов нужно узнать число шагов резьбы, определить протяженность стержня, а затем разделить эти значения друг на друга. Частное и будет показателем средней величины шага. Измерения осуществляются в миллиметрах.
На чертежах трапецеидальная резьба обозначается с помощью следующей маркировки:
- латинские буквы Tr;
- значения диаметра и шага в миллиметрах;
- латинские символы LH, что значит «левая однозаходная».

Приведем пример расшифровки обозначения: Tr20x4LH–резьба трапецеидальная однозаходная левая, диаметром 20 мм, с величиной шага 4 мм. Базовые размерные параметры приведены в ГОСТ 9484-81.
Трапецеидальную резьбу в силу ее особенностей используют в узконаправленных производственных процессах и в малом количестве.
Читайте также: «Технология сварки сталей»
При применении этого вида резьбы не нужна дополнительная фиксация, потому что имеются хорошие тормозящие свойства и значительная сила трения. В силу этих качеств трапецеидальная резьба широко применяется, например, в лифтовых устройствах. Она играет роль привода для винтового пресса, а также ходового винта. Эта резьба служит:
- для подачи движений при работе на токарных станках;
- передвижения изделий на конвейерах в процессе сборки;
- контроля движения подъемников;
- перемещения конструкций пресса по вертикали.
Резьбы метрические трапецеидальные применяются во многих отраслях: машиностроении (производство станков и механизмов регулировки), паровозостроении (производство тормозящих устройств для локомотивов, работающих в шахтах, на электрическом приводе), автомобилестроении (подготовка деталей для моторных редукторов) и т. д.
д.
Преимущества и недостатки трапецеидальной резьбы
Этот вид резьбы имеет немало достоинств:
- Возможность обнаружения радиальных зазоров, если размещать резьбу посередине диаметра.
- Отсутствие ограничений по количеству циклов сборки и демонтажа сложных систем и устройств.
- Наличие преобразовательной функции, то есть замена с помощью винта и гайки вращательного движения изделия на поступательное. Данное свойство влияет на рабочие функции и стойкость позиции инструментов. Этой функции не наблюдается, например, у дюймовой резьбы.
- Силу сжатия можно изменять самостоятельно, а значит, сборка-разборка изделий проходит легко.
- Процедура вытачивания деталей в разных вариациях упрощена. Качество их зависит от того, из какого металла сделана первоначальная заготовка.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Помимо преимуществ, у трапецеидальной резьбы имеются и недостатки:
- Появление большого напряжения на впадинах резьбы из-за повышенного трения.

- Ограничения при работе с механизмами, характеризующимися большой вибрацией, из-за риска самостоятельного выкручивания винтов.
- Немаленькая цена, причем резьба трапецеидальная многозаходная обойдется дороже, чем однозаходная. Также на стоимость влияют технологическая база, используемые материалы, временны?е и энергетические затраты.
Виды трапецеидальной резьбы
Существует несколько разных видов трапецеидальной резьбы:
Левая
Нарезается с помощью плоского контура, вращающегося против часовой стрелки (направление от наблюдателя). Способ соединения узлов механизмов с помощью левой резьбы изобретен давно и применяется в машиностроении при фиксировании заготовок на валу токарного станка. Такая конструкция сводит к нулю риск отвинчивания детали во время работы станка.
Это вид резьбы нашел широкое применение при закреплении различных деталей, например: колес внедорожников и грузовиков; лопастей вентиляторов; элементов радиаторов у обогревателей; элементов круговых пил; частей велосипеда и т. д. Используется она и как составная часть механизма, защищающего от опасности при работе.
д. Используется она и как составная часть механизма, защищающего от опасности при работе.
Благодаря левой нарезке можно контролировать ход инструмента. Это вид резьбы помогает автопроизводителям брендировать свои детали. Также левая резьба имеется на редукторах пропановых баллонов. Маркировка такой резьбы–латинская буква L.
Правая
Также формируется плоским контуром, но при вращении по часовой стрелке (двигается вдоль оси по отношению к наблюдателю). Основное назначение этого вида нарезки–закрепление деталей посредством винтов, гаек, а также болтов и шпилек. Широко используется она и в промышленности при вворачивании саморезов и шурупов.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Понять, что резьба именно правосторонняя, можно, положив крепежный инструмент на ровную поверхность фаской вверх. Необходимо, чтобы резьбовые витки шли по направлению к наблюдателю. Данный вид резьбы нетрудно подделать, поэтому автопроизводители его не используют. Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Однозаходная
Нарезается благодаря движению одного профиля. Чтобы ее распознать, нужно смотреть на торец гайки или винта: будет видно лишь один кончик витка. У данного типа нарезки шаг равняется длине хода–промежутку между находящимися по соседству витками. Станок настраивается во взаимозависимости со значением шага. Одноходовой способ характеризуется низкой прочностью обработанных заготовок в силу небольшой длины внутреннего диаметра. Данный недостаток не дает возможности прилагать к изделиям с такой резьбой большие усилия. Маркировка однозаходной резьбы–латинская буква H.
Многозаходная
Такая резьба представляет собой несколько выступов витков. Самая популярная – двухзаходная трапецеидальная резьба с двумя выступами нарезки и симметричными заходами. Здесь значение хода определяется умножением шага на количество заходов.
Этот тип резьбы используется в стягивающих механизмах. Благодаря ей создаются очень прочные соединения. При работе с моторными редукторами за счет нее возможно изменение передаточного числа. При малом числе оборотов в стержнях с винтами создается заметное смещение фиксирующих конструкций. Помечается многозаходная резьба латинской литерой S.
Читайте также: «Размеры дюймовой резьбы»
Технические и размерные показатели различных трапецеидальных резьб даны в стандартах ГОСТ 24739-81 и ГОСТ 25347-2013. Здесь же отмечены стандартные параметры профилей и значения предельных допусков, необходимых для обработки готовых деталей.
Размеры трапецеидальной резьбы
Ниже приведены основные размерные параметры рассматриваемой нами резьбы:
- диаметр (условный проход)–от 1,5 до 48 мм;
- средний угол профиля–30°;
- расстояние между расположенными рядом друг с другом элементами профиля–от 0,75 до 24 мм;
- величина зазора–не более 0,5 мм.

Типовые данные по резьбе трапецеидальной однозаходной приводятся в таблице ГОСТ 24737-81.
В этом ГОСТе можно найти величины диаметров для внутренней трапецеидальной резьбы и наружной трапецеидальной резьбы:
|
Условный проход
|
Промежуток между расположенными рядом точками профиля
|
Длина удвоенного радиуса
| |
|
При внешней нарезке
|
При внутренней нарезке
| ||
|
6–7
|
1.02–1.04
|
6.03–8.02
|
8.03–8.03
|
|
8–10
|
1.05–1.09
|
7.03–9.05
|
9.03–9.05
|
|
11–13
|
2.
|
8.03–10.02
|
10.05–10.07
|
|
13–15
|
3.05–3.09
|
9.03–12.05
|
12.05–12.03
|
|
16–19
|
4.05–4.09
|
11.03–14.02
|
14.03–14.05
|
|
20–21
|
5.05–5.09
|
13.03–16.03
|
16.05–16.07
|
|
22–23
|
6.05–6.09
|
16.03–18.02
|
18.03–18.03
|
|
24–25
|
7.05–7.09
|
17.03–20.05
|
20.05–20.07
|
|
26–29
|
8.
|
19.03–22.03
|
22.03–22.05
|
 05–2.09
05–2.09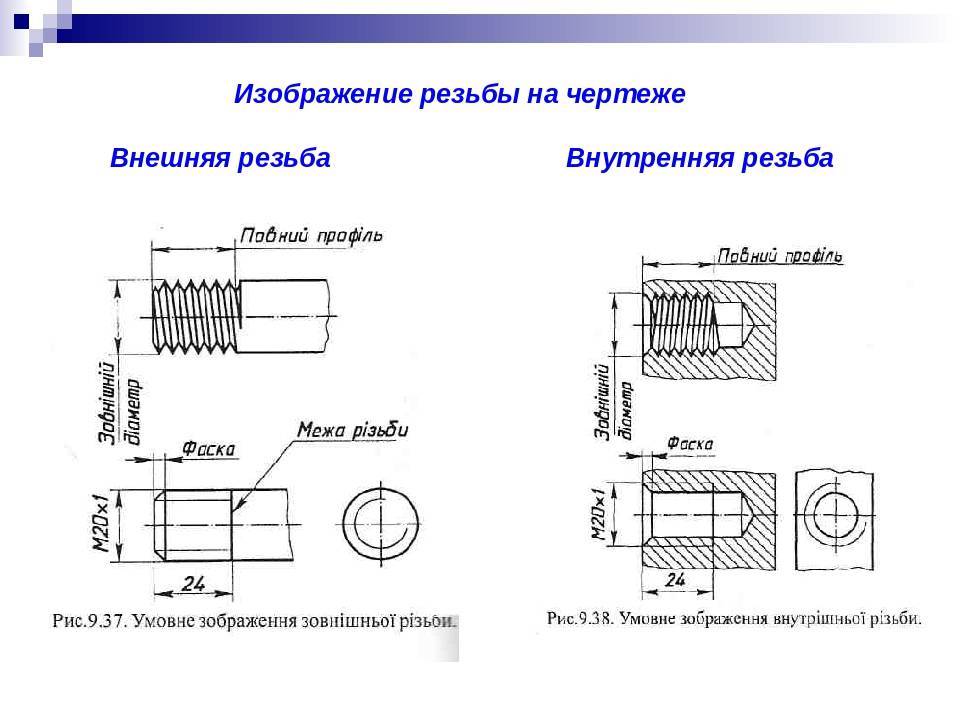 05–8.09
05–8.09Параметры для резьбы трапецеидальной многозаходной показаны в таблице ГОСТ 24739-81:
|
Условный проход
|
Промежуток между расположенными рядом точками профиля
|
Число выступов винтовой нарезки
| ||||
|
2
|
3
|
4
|
6
|
8
| ||
|
Расстояние по линии, идущей параллельно основной оси
| ||||||
|
10–12
|
0.5–1.07
|
3.03–5.02
|
4.05–5.02
|
6.03–8.05
|
9–11
|
12–14
|
|
2.
|
4.03–6.05
|
6.05–8.05
|
8.03–10.05
|
12.05–14
|
16.05–18.05
| |
|
12–14
|
2.03–2.05
|
4.03–6.02
|
6.05–8.02
|
8.03–10.05
|
12.05–14.05
|
16.05–18.05
|
|
16–19
|
2.03–2.05
|
4.03–6.05
|
6.05–8.02
|
8.03–10.05
|
12.05–14.05
|
16.05–18.05
|
|
20–22
|
2–2.5
|
4.03–6.02
|
6.
|
8.03–10.05
|
12.05–14.05
|
16.05–18.05
|
|
24–32
|
2–2.5
|
4.03– 6.05
|
6.05–8.02
|
8.03–10.05
|
12.05–14.05
|
16.05–18.05
|
|
3–3.5
|
6.03–8.02
|
9.05–11.05
|
12.03–14.05
|
18.05–20.05
|
24.05–26.05
| |
 03–2.05
03–2.05 05–8.05
05–8.05Эти документы регламентируют стандарты на маркировку российских изделий.
Техника безопасности при нарезании трапецеидальной резьбы
В процессе изготовления резьбы необходимо следовать правилам техники безопасности при работе с токарными станками и механизмами нарезания:
- Работать с инструментами может только квалифицированный специалист, прошедший необходимый инструктаж.

- Мастер должен надевать униформу, которая состоит из производственного халата, прозрачных защитных очков, плотных перчаток, закрытой обуви, головного убора. На специальной одежде не должно быть грязи и прорех. Перед началом работы необходимо проверить, плотно ли костюм прилегает к телу и полностью ли он застегнут.
- Важно, прежде чем начать работу, проконтролировать функциональность токарного оборудования. Делают это на холостом ходу, чтобы была возможность проверить работоспособность всех базовых комплектующих. На станке должны иметься механизмы, отводящие производственный мусор; щитки, отражающие эмульсию; охлаждающие шланги и трубки.
- На рабочем месте не должно находиться никаких посторонних вещей.
- Не должно быть инородных предметов и стружки на патроне токарного станка.
- Производственный мусор нужно своевременно убирать с помощью особых стружкоотводов.
- В процессе обработки надо проверить, насколько прочно закреплены заготовка и режущие инструменты.
- Запрещается проводить замеры заготовки во время ее вращения. Лимит массы для детали – 16 кг.
- Если нужно нарезать резьбу на изделии из вязкого металла, то применяют особые заточенные инструменты.
- В процессе работы станков запрещено облокачиваться на них, поддерживать руками деталь, удалять стружку воздушной струей, заниматься смазкой деталей.
- Важно, чтобы смазочно-охлаждающие жидкости вовремя отводились из станка.
- Если детали обрабатываются на больших скоростях, то необходимо использовать люнеты.
- При работе станка нельзя отходить от него.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если в рабочем помещении случился пожар, то необходимо выключить все станки, отойти на безопасную дистанцию и сообщить о случившемся в соответствующие службы. Помните, что соблюдение правил техники безопасности снижает риск возникновения опасных ситуаций.
Читайте также: «Нарезание наружной резьбы»
Благодаря использованию трапецеидальной резьбы рабочие механизмы разных устройств способны легко и быстро скользить по направляющим, поскольку сила сопротивления мала. К тому же детали очень хорошо закреплены и точно позиционируются. Вот почему трапецеидальная нарезка популярна при изготовлении сложных аппаратов, в том числе роботов.
Трапециевидная резьба
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 4
Лезвия газонокосилки с обратной резьбой? [2023]
Роберт Джонсон
Автор:
7 марта 2023 г.
Последнее обновление
Ограничено по времени: присоединяйтесь к нашему конкурсу по деревообработке на Facebook и мгновенно получите 3 бесплатных чертежа по деревообработке
При покупке что-то через наши посты, мы может получить небольшую комиссию. Подробнее здесь.
Поделись
Если вы хотите, чтобы работающая газонокосилка прослужила дольше, заточка и уход за ее лезвиями — не проблема. Однако не все лезвия работают одинаково. Хотя вы всегда можете проверить, работает ли болт лезвия с обратной резьбой, новичкам это может показаться запутанным.
Однако не все лезвия работают одинаково. Хотя вы всегда можете проверить, работает ли болт лезвия с обратной резьбой, новичкам это может показаться запутанным.
К счастью, наши специалисты по уходу за газонами могут объяснить, почему лезвия газонокосилки имеют обратную резьбу и как они работают.
Гайки ножей газонокосилки имеют обратную резьбу?
Исходя из большого опыта нашей команды, мы хотели бы отметить, что термин «обратная резьба» на самом деле не относится к ножу косилки. Технически это вопрос того, как гайка ножа газонокосилки удерживает приводной вал на месте.
Лезвие движется против часовой стрелки или обычное режущее вращение? Если это первое, вы имеете дело с гайкой с обратной резьбой. Это означает, что вращение лезвия затягивается в противоположном направлении и предотвращает ослабление болта, удерживающего лезвие, на приводном валу.
Это может звучать великолепно, но знаете ли вы, что большинство гаек ножей газонокосилки не имеют обратной резьбы? Если вы посмотрите на сегодняшний рынок, вы заметите, что большинство ножей газонокосилок работают с правой резьбой или по часовой стрелке. Однако это может варьироваться в зависимости от бренда, о чем наша команда кратко расскажет ниже.
Однако это может варьироваться в зависимости от бренда, о чем наша команда кратко расскажет ниже.
Как работают ножи газонокосилки?
Независимо от того, какой у вас садовый или ландшафтный инструмент, не секрет, что режущие лезвия часто определяют, как будет работать ваша газонокосилка. Для аккуратного скашивания травы двигатель внутреннего сгорания должен быть соответствующим образом встроен в деку косилки.
Направление вращения лезвия называется нарезкой резьбы, и этот метод имеет решающее значение для большинства лезвий, прикрепленных к обычным газонокосилкам, представленным на рынке. Такие вращающиеся объекты гарантируют, что лезвие останется прикрепленным к раме. Он поворачивает центр лезвия косилки в противоположном режущем вращении. По этой причине большинство лезвий газонокосилок имеют фиксирующую гайку.
Принцип работы ножей газонокосилки также зависит от метода ослабления и затягивания. Ослабление относится к стандартному вращению болта или направлению по часовой стрелке, и его обычно называют правой резьбой.
С другой стороны, затягивание происходит, когда ножи косилки движутся задним ходом или двигаются против часовой стрелки. Возможно, вы не знаете, но его также называют левой резьбой.
Как узнать, имеет ли нож газонокосилки обратную резьбу
Гайку с обратной резьбой можно обнаружить, проверив, в каком направлении начинается закручивание лезвия косилки. Это может быть трудно сказать, просто взглянув, поэтому мы рекомендуем использовать торцевой ключ, чтобы ослабить болт.
Если рукоятка гаечного ключа поворачивается вправо при откручивании болта, удерживающего лезвие, вы имеете дело с обратной резьбой. Кроме того, вы также можете проверить лезвия обратной нити через положение разгрузочного желоба. Если он расположен под углом с правой стороны, эта конкретная газонокосилка не имеет обратной резьбы.
Но если вы спросите наших экспертов, лучший способ определить, есть ли у вашей косилки обратная резьба, по-прежнему читать руководство пользователя. Как вы, возможно, уже знаете, не все производители косилок используют один и тот же тип головки болта. Из-за этого мы рассмотрели каждую марку и то, как работает стопорный болт их лезвия.
Как вы, возможно, уже знаете, не все производители косилок используют один и тот же тип головки болта. Из-за этого мы рассмотрели каждую марку и то, как работает стопорный болт их лезвия.
Ножи для газонокосилок По маркам
Ножи для газонокосилок John Deere
Болт, удерживающий нож для газонокосилок John Deere, не вращается в обратном направлении. Если вы хотите затянуть его лезвие, все, что вам нужно сделать, это повернуть его по часовой стрелке. Для снятия поверните болт в противоположном направлении.
Ножи газонокосилки Craftsman
Контргайка, крепящая нож газонокосилки Craftsman к раме, имеет обратную резьбу. Он включает в себя болт с шестигранной головкой и удерживает адаптер лезвия на приводном валу.
Гайку можно затянуть, повернув ее против часовой стрелки и повернув вправо при снятии ножей косилки. Наша команда по уходу за газонами настоятельно рекомендует вам следовать руководству по эксплуатации газонокосилки Craftsman, чтобы узнать рекомендуемое значение крутящего момента для правильного ухода за лезвием.
Ножи для газонокосилок Troy Bilt
В отличие от Craftsman, лезвия для газонокосилок Troy Bilt не работают с обратной резьбой. Болты косилки вращаются в стандартном направлении с правой резьбой. Если вы хотите закрепить его надежно, его необходимо затянуть от 70 до 90 футовых фунтов.
Ножи для газонокосилок Cub Cadet
Газонокосилки Cub Cadet, такие как самоходная косилка Cub Cadet XT1, не оснащены болтами с обратной резьбой. Вместо этого эти отмеченные наградами садовые инструменты [1] имеют правостороннюю резьбу. Если вы осмотрите его повнимательнее, как это сделали наши специалисты, то заметите, что в нем есть болты с резьбой ⅝ дюйма, требующие затяжки до 90 уровней крутящего момента.
Как безопасно снять ножи за 5 шагов
Шаг 1. Отключите газонокосилку от источника питания старый клинок. Если вы работаете с беспроводным режущим инструментом, лучше также снять аккумулятор.
Это обязательный процесс для предотвращения нежелательных аварий из-за внезапных пусков.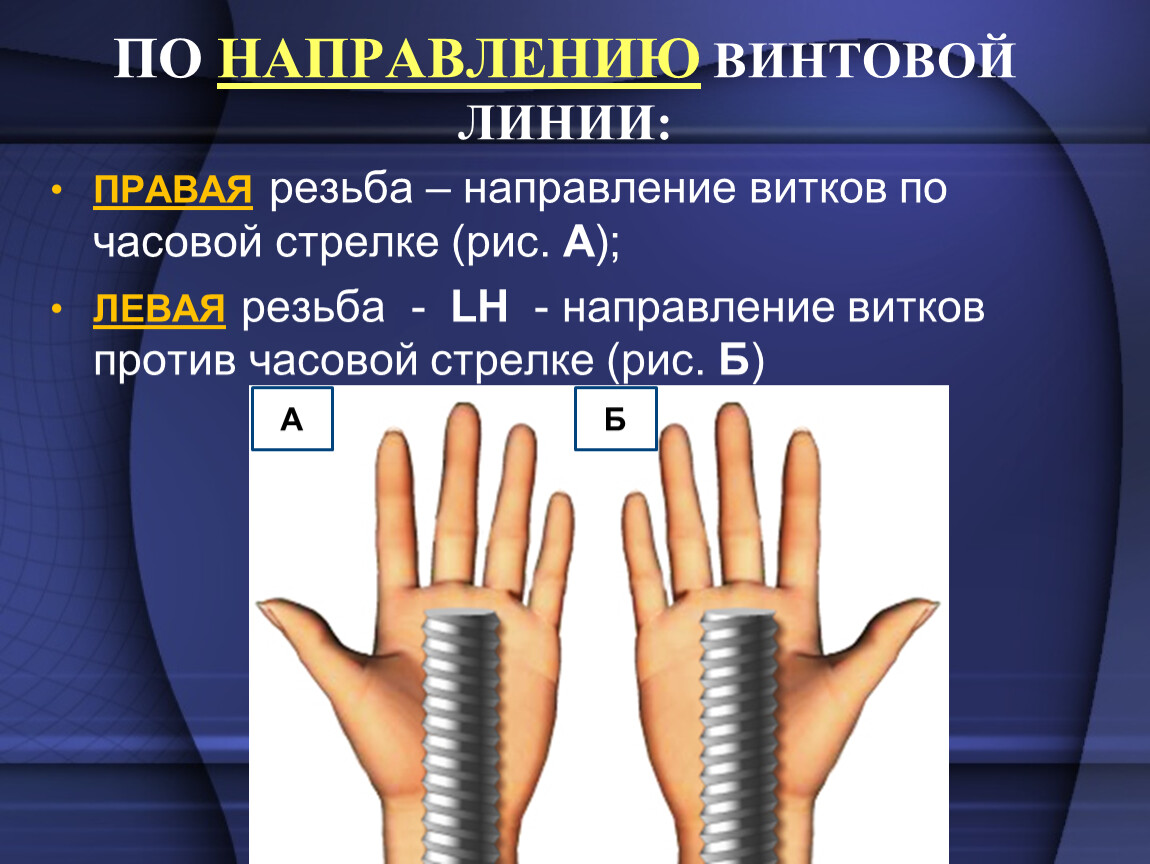 Кроме того, наша команда также предлагает слить бензобак.
Кроме того, наша команда также предлагает слить бензобак.
Шаг 2. Сохранение ножа
Когда вы переворачиваете деку газонокосилки, убедитесь, что воздухоочиститель двигателя и бак обращены вверх, чтобы избежать проливания на воздушный фильтр. После того, как он будет на месте, используйте фиксатор, чтобы косилка не двигалась, когда вы ослабляете болты.
Шаг № 3: Запомните положение ножа
Установка ножей косилки, с обратной резьбой или без, — непростая задача. Поэтому, чтобы избежать путаницы, обратите внимание, какая сторона лезвия обращена вниз, прежде чем делать что-либо еще.
Шаг № 4: Ослабьте гайку
Вы можете доверять нашим экспертам по газонокосилкам, когда мы говорим, что при попытке ослабить гайку ножа применение очень небольшого усилия будет неэффективным. Однако приложение большей силы может привести к повреждению руки. Если все остальное не сработало, используйте отбойный брус для дополнительной помощи.
Мы рекомендуем использовать головку на 16 мм для облегчения доступа при выполнении этого процесса. Но имейте в виду, что размер розетки в конечном итоге зависит от модели газонокосилки. Большинство ножей косилки часто поставляются с головками болтов диаметром ⅝ или ½ дюйма.
Шаг 5. Прикрепите сменное лезвие
После заточки лезвия газонокосилки или замены убедитесь, что оно подходит к адаптерам. Вспомните предыдущее размещение, чтобы гарантировать, что лезвие обращено на правую сторону. После того, как вы повернете болты обратно с правильными значениями крутящего момента, рекомендованными в руководстве, очистите мусор под режущей декой для более плавной резки.
Читать дальше : Нужно ли заточить ножи новой газонокосилки ?
Насколько надежно должно быть затянуто лезвие газонокосилки?
Как правило, лезвие газонокосилки с нулевым радиусом поворота должно быть затянуто и достаточно надежно закреплено, чтобы предотвратить его независимое движение во избежание несчастных случаев с газонокосилкой с нулевым радиусом поворота . Значения крутящего момента сильно зависят от типа ножа, установленного на вашей газонокосилке. Вы всегда можете обратиться к руководству по конкретному устройству для получения более точной спецификации.
Значения крутящего момента сильно зависят от типа ножа, установленного на вашей газонокосилке. Вы всегда можете обратиться к руководству по конкретному устройству для получения более точной спецификации.
Заключение
Теперь, когда вы хорошо осведомлены о том, почему лезвия газонокосилки имеют обратную резьбу, уход за режущим инструментом не будет слишком сложным. Устранение неполадок с газонокосилкой поначалу может показаться сложным, но наша команда уверяет вас, что умение справляться с этими проблемами в одиночку сделает вашу работу по стрижке газона более удобной и эффективной.
- Автор
- Последние сообщения
Роберт Джонсон
Роберт Джонсон — плотник, который с радостью делится своей страстью к творчеству с остальным миром. Его детище, Sawinery, позволило ему сделать это, а также связаться с другими мастерами. С тех пор он построил завидную мастерскую для себя и не менее впечатляющее онлайн-достижение: сайт с обширными ресурсами, который одинаково полезен как старожилам, так и новичкам.
Последние сообщения Роберта Джонсона (посмотреть все)
- Как защитить древесину от коробления — Предотвращение коробления и коробления — 15 июля 2023 г.
- 34 Ручной инструмент для начинающих деревообрабатывающих — 14 июля 2023 г. Пятно? (2023) — темно-синий, темно-синий, серо-голубой — 13 июля 2023 г.
Статьи по теме
Как уберечь древесину от коробления — Предотвращение коробления и коробления
Роберт Джонсон 15 июля 2023 г.
искривление древесины как распространенная дилемма при сушке пиломатериалов. В результате многие не решаются попробовать
Подробнее >
34 Ручной инструмент для начинающих в деревообработке
Robert Johnson 14 июля 2023 г.
В деревообработке одним из важнейших элементов достижения наилучших результатов является использование первоклассных инструментов, особенно если вы новичок. Итак, вам интересно, что
Подробнее >
Полное руководство по шитью ниток
Если подумать, нитки составляют очень небольшой процент от стоимости вашего проекта, но они на 50% ответственны за сохранение швов вместе . Такой маленький предмет на самом деле имеет огромное значение для качества и результата вашего швейного проекта. Все знают, что такое нить и как ее использовать, но еще многое предстоит узнать. Если вы когда-либо покупали нить и не понимали таких терминов, как «Z-крутка» или «не впитывающая влагу», или вы не понимаете разницу между типами ниток, этот блог объяснит вам все. . Это полное руководство по всему, что вам нужно знать о швейных нитках.
Такой маленький предмет на самом деле имеет огромное значение для качества и результата вашего швейного проекта. Все знают, что такое нить и как ее использовать, но еще многое предстоит узнать. Если вы когда-либо покупали нить и не понимали таких терминов, как «Z-крутка» или «не впитывающая влагу», или вы не понимаете разницу между типами ниток, этот блог объяснит вам все. . Это полное руководство по всему, что вам нужно знать о швейных нитках.
Бонус: прокрутите вниз, чтобы увидеть наше видео, в котором резюмируется все, что вы узнаете в этом блоге!
Пример резьбы, предлагаемой Sailrite.
Характеристики нити:
Переплетение:
Нить ткут и скручивают по-разному в зависимости от типа нити и того, как она будет вести себя во время шитья. Нить Z-Twist (Left Twist) является наиболее распространенным переплетением нитей и является стандартной почти для всех одноигольных швейных машин. Нить скручивается влево и также известна как нить Standard Twist. Z-образная нить — это единственный тип витой нити, который мы продаем в Sailrite. Резьба S-Twist (Right Twist) также известна как Reverse Twist. Нить закручивается вправо и используется в двухигольных швейных машинах для отделочных и декоративных строчек.
Z-образная нить — это единственный тип витой нити, который мы продаем в Sailrite. Резьба S-Twist (Right Twist) также известна как Reverse Twist. Нить закручивается вправо и используется в двухигольных швейных машинах для отделочных и декоративных строчек.
На этом рисунке показано скручивание швейных ниток S и Z.
Когда нить проходит через швейную машину, она дополнительно скручивается. Вот почему так важно выбрать правильную крутку нити. Если в одноигольной машине используется нить S-образной крутки, процесс шитья может фактически раскрутить нить, что приведет к ее разрыву и ослаблению швов. Точно так же вы не хотели бы использовать нить Z-Twist в машине с двойной иглой.
Затекание против затекания против затекания:
Впитывающие нити не обработаны от водопоглощения. Они позволят воде впитаться в нить. По этой причине их рекомендуется использовать только в помещении. Не впитывающая влагу нить специально обработана, чтобы отталкивать воду и предотвращать ее впитывание. Рекомендуется для наружных проектов, которые будут подвергаться воздействию элементов. Он предназначен для дополнительной защиты от просачивания влаги через швы. Для достижения наилучших результатов нить, не впитывающая влагу, должна сочетаться с водоотталкивающими или водонепроницаемыми тканями.
Рекомендуется для наружных проектов, которые будут подвергаться воздействию элементов. Он предназначен для дополнительной защиты от просачивания влаги через швы. Для достижения наилучших результатов нить, не впитывающая влагу, должна сочетаться с водоотталкивающими или водонепроницаемыми тканями.
Нить, препятствующая затеканию, обработана специальным восковым покрытием для предотвращения протекания шва. Он обеспечивает полностью водонепроницаемый шов. Застоявшаяся вода не будет просачиваться через швы, прошитые нитками против затекания. Это также дороже, чем не впитывающая нить. Нить против затекания, продаваемая в Sailrite ® — Bonded Coats Dabond ® — также отличается высокой прочностью и контролем растяжения, стойкостью к ультрафиолетовому излучению и устойчивостью к нагреванию, истиранию, соленой воде и плесени. Сочетайте нить, препятствующую затеканию, со 100% водонепроницаемыми тканями для улицы.
Типы волокон:
Слева направо: мононить, нейлон, ПТФЭ и полиэфирная нить.
Существует множество нитей, которые используются в домашнем хозяйстве, на открытом воздухе, в автомобильной и морской промышленности. Вот краткое изложение различных типов резьбы, которые мы предлагаем, а также их основных характеристик и областей применения.
Моноволокно (внутреннее)
Моноволокно представляет собой прочную и прозрачную однослойную нескрученную нейлоновую нить. Он напоминает и на ощупь напоминает рыболовную леску, поэтому вы не захотите использовать его для шитья одежды, при котором нить будет тереться о вашу кожу. Очень легко натягивается, что облегчает шитье. Он обладает высокой устойчивостью к истиранию, хотя и не такой гибкий, как нейлон. Поскольку это ясно, это полезно, когда вам нужны невидимые швы, например, с некоторыми изделиями из кожи, мебелью и обивкой.
Нейлон (внутренний)
Нейлон, одна из самых прочных синтетических нитей, известен своей гибкостью и эластичностью. Когда вы сидите на сиденье или подушке, вы хотите, чтобы нить могла растягиваться и восстанавливаться под вашим весом. Это делает его отличным выбором для внутренних подушек и обивки, которые будут часто использоваться и подвергаться неправильному обращению, а также для всех видов домашнего шитья. Из-за отсутствия устойчивости к ультрафиолетовому излучению его не следует использовать в наружных проектах.
Это делает его отличным выбором для внутренних подушек и обивки, которые будут часто использоваться и подвергаться неправильному обращению, а также для всех видов домашнего шитья. Из-за отсутствия устойчивости к ультрафиолетовому излучению его не следует использовать в наружных проектах.
ПТФЭ (наружный)
Широко известная как Lifetime Thread, синтетическая нить из ПТФЭ разработана таким образом, чтобы не подвергаться воздействию УФ-лучей. На самом деле, на него распространяется пожизненная гарантия, и он прослужит дольше, чем ткань, используемая в вашем швейном проекте. Из-за его превосходной устойчивости к ультрафиолетовому излучению он рекомендуется только для применений, которые будут в основном или постоянно находиться на открытом воздухе. Нити Lifetime Threads, не подверженные длительному воздействию ультрафиолетовых лучей, загрязнений, химических веществ, погодных условий и многого другого, рекомендуются для наружных работ, включая навесы, морские проекты, брезентовые полотна, зонтики для патио и многое другое. Пожизненные нити — единственный тип нитей, на который не действует отбеливатель.
Пожизненные нити — единственный тип нитей, на который не действует отбеливатель.
Полиэстер (для наружных работ)
Наш лучший выбор для наружных работ – полиэфирная нить, обработанная УФ-излучением. Это в целом самый популярный вариант для наружных работ, поскольку он обеспечивает высокую прочность и контроль над растяжением, обеспечивая при этом превосходную устойчивость к ультрафиолетовому излучению и стойкость к истиранию. Полиэстер естественным образом устойчив к УФ-излучению, но при обработке дополнительным ингибитором УФ-излучения нить становится вторым лучшим вариантом для наружного применения после резьбы из ПТФЭ.
Вся полиэфирная нить для наружного применения Sailrite обработана УФ-излучением, что гарантирует максимально долгий срок службы нити. Хотя полиэстер не прослужит так же долго, как ПТФЭ, он обладает хорошей эластичностью, что делает его идеальным для всех наружных сидений и покрытий. Полиэстер ослабнет и испортится, если ткань, из которой он сшит, будет очищена раствором отбеливателя.
Чтобы узнать больше о том, какие материалы ниток лучше всего подходят для различных проектов по шитью в помещении и на улице, прочитайте наш блог «Выбор правильного материала нити» (#300134XHT). В нем есть все, что вам нужно знать о различных типах волокон, и наши рекомендации.
Толщина и размеры резьбы:
Толщина нити на самом деле является мерой ее веса, а не ее диаметра. Это связано с тем, что нить губчатая, и диаметр невозможно измерить точно. Диаметр также является неэффективной единицей измерения, потому что плотность скручивания и склеивания нити может повлиять на ее толщину. Как правило, с увеличением размера нити увеличивается ее прочность шва и прочность на растяжение.
Наиболее распространенными обозначениями размера резьбы являются Tex, денье, вес и коммерческий размер (V). Размер/толщина нити определяется отношением фиксированной длины нити к ее весу. Например, Текс — это вес в граммах 1000 метров нити. Так, 1000 метров нити Tex 90 весит 90 грамм. Чтобы узнать больше о различных системах размеров резьбы, прочитайте наш блог «Понимание размера резьбы» (#300088XHT).
Чтобы узнать больше о различных системах размеров резьбы, прочитайте наш блог «Понимание размера резьбы» (#300088XHT).
Вы можете увидеть разницу в толщине наших (слева направо) нитей Tex 30, Tex 70 и Tex 135.
В Sailrite мы используем размеры Tex. Мы также классифицируем наши швейные нитки по назначению: для дома, для улицы и на весь срок службы. В этих категориях вы найдете нитки разного веса и материалы для различных целей.
Наши нитки для дома идеально подходят для домашнего декора, кожгалантереи, сумок, внутренней обивки, одежды и многого другого. Выберите нейлоновую нить размером от Tex 70 до Tex 135 и полиэфирную нить размером от Tex 30 до Tex 75. Наша мононить также включена в этот раздел. Он доступен в размерах Tex 18, Tex 40 и Tex 52.
В категорию Outdoor входят наши полиэфирные нити с УФ-связью. Получите эти резьбы в размерах от Tex 30 до Tex 135. Резьбы PTFE/Lifetime также находятся в разделе Outdoor; они доступны в размерах Tex 92 и Tex 138. Используйте эти типы нитей для парусов, брезента, наружной обивки, палаток, навесов и многого другого.
Используйте эти типы нитей для парусов, брезента, наружной обивки, палаток, навесов и многого другого.
Следует отметить, что некоторые из наших полиэфирных нитей подходят как для внутреннего, так и для наружного использования. Полиэфирные нити Gütermann Tera можно использовать для изготовления обивки, флагов, изделий из кожи, сумок, одежды и обуви, которые вы планируете использовать в помещении и на улице.
Наши самые тяжелые нити Tex 135 и Tex 138 можно шить только на промышленных машинах, таких как Sailrite ® Fabricator ® . Сверхмощные машины, такие как Sailrite ® Ultrafeed ® и Sailrite ® Leatherwork ® , могут работать с нитками размером до Tex 92.
Существует множество руководств, которые помогут вам выбрать правильную нить и иглу. Размер для вашего проекта. На самом деле, у нас есть отличный блог на эту тему. Чтобы узнать, как подобрать правильный размер иглы к размеру нити и ткани, прочитайте наш блог «Рекомендуемое руководство по ниткам и иглам» (#300032XHT). В загружаемой таблице представлены различные варианты размеров ниток и игл, чтобы вы могли выбрать правильную комбинацию для того, что вы шьете.
В загружаемой таблице представлены различные варианты размеров ниток и игл, чтобы вы могли выбрать правильную комбинацию для того, что вы шьете.
Конусная и катушечная подача:
Двумя наиболее распространенными системами подачи нити являются конусы и катушки. Конусы вмещают гораздо больше ниток, чем катушки. Конусы используются для более тяжелых ниток, тогда как катушки обычно используются для ниток для домашнего шитья. Вы также заметите, что на конусах с нитками, продаваемыми в Sailrite, нить намотана перекрестно, тогда как катушки с нитками намотаны стопкой. Нить с перекрестной намоткой наматывается на конус по диагонали крест-накрест, в результате чего на конусе образуется крестообразный узор. В катушках, намотанных стопкой, нить наматывается прямо, при этом нить «укладывается» один ряд над другим. Это создает узор из прямых линий на катушке с нитью.
Способ наматывания нити влияет на способ ее шитья и на то, находится ли катушка или конус на швейной машине или рядом с ней. Сложенные стопкой катушки с нитками размещаются на вертикальном стержне для катушки, расположенном в верхней части швейной машины. Во время шитья нить разматывается параллельно верхней части швейной машины по прямым, чистым линиям. Конусы ниток с поперечной намоткой сконструированы таким образом, что нить отрывается от верхней части конуса во время шитья. Вот почему эти более крупные конусы ниток сочетаются с подставкой для ниток, у которой есть изгиб или крючок наверху. Нить проходит через этот изгиб так, что во время шитья нить выходит прямо из конуса. Этот метод подачи добавляет дополнительный изгиб конусу нити, увеличивая прочность нити и облегчая проблемы с натяжением.
Сложенные стопкой катушки с нитками размещаются на вертикальном стержне для катушки, расположенном в верхней части швейной машины. Во время шитья нить разматывается параллельно верхней части швейной машины по прямым, чистым линиям. Конусы ниток с поперечной намоткой сконструированы таким образом, что нить отрывается от верхней части конуса во время шитья. Вот почему эти более крупные конусы ниток сочетаются с подставкой для ниток, у которой есть изгиб или крючок наверху. Нить проходит через этот изгиб так, что во время шитья нить выходит прямо из конуса. Этот метод подачи добавляет дополнительный изгиб конусу нити, увеличивая прочность нити и облегчая проблемы с натяжением.
Использование вертикального держателя штифта для конуса резьбы не рекомендуется. Вы также не хотите класть стопку катушек с нитками для домашнего шитья на подставку для ниток. В обоих случаях нить будет сходить с конуса или катушки неестественным образом — не так, как предполагалось, — что приведет к запутыванию нити, ее обрыву, проблемам с натяжением и неприятным ощущениям при шитье.
Посмотрите, как нить выходит из конуса вертикально (слева) по сравнению с катушкой с нитью (справа), которая разматывается горизонтально и параллельно верхней части машины во время шитья.
Глоссарий терминов по нитям:
Защита от затекания: Нить со специальным восковым покрытием, обеспечивающая водонепроницаемость швов и предотвращающая их протекание.
Шпулька: Металлический цилиндр, на который наматывается нить. Используется на нижней стороне швейной машины для строчки нижнего ряда.
Наклейка: Специальное покрытие для защиты от истирания, истирания, трения и тепла при шитье нитью на высокой скорости.
Цветостойкость: Способность нити сохранять свой цвет с течением времени, не выцветая и не скатываясь.
Конус: Обычно пластиковый цилиндр, на который наматывается нить для шитья. Больше, чем катушка, и обычно предназначена для более тяжелых ниток.
Денье: Система размеров резьбы. Вес в граммах 9000 метров нити.
Вес в граммах 9000 метров нити.
Эластичность: Характеристика нити, которая описывает ее способность восстанавливать свою первоначальную длину после растяжения на заданную величину.
Hembob: Промышленный термин для предварительно намотанной шпульки, также называемой belbob и barbob. Лучшее качество стежка и вмещает на 30-50% больше нити, чем шпулька с самонамоткой.
Монокорд: Эта однослойная нить, также известная как мононить, создается путем склеивания непрерывных нейлоновых или полиэфирных нитей. Отличается отличной стойкостью к истиранию, высокой прочностью и практически отсутствием скручивания для более низкой видимости стежка профиля. Нить напоминает леску и полупрозрачна, чтобы гармонировать со многими цветами. Более жесткая, чем другие нити, и не рекомендуется для одежды или швов, которые будут натирать кожу.
Непроницаемый: Нить обработана водоотталкивающими свойствами.
Ply: Технический термин для пряди нити.
