

Содержание
Залегание поршневых колец. Причины, последствия, ремонт или замена | SUPROTEC
В этой статье рассмотрим ситуацию, когда залегли поршневые кольца. Какие процессы становятся причиной неисправности, каковы способы диагностики, что делать. Отдельно разберем, как это предупредить, чтобы не тратиться на ремонт.
Содержание
- Выражение «залегли кольца», это что?
- Признаки залегших колец
- Чем опасна ситуация, когда залегли кольца в двигателе
- Что делать, если залегли кольца в двигателе
- Механическая раскоксовка
- Химическая раскоксовка
- Раскоксовка с помощью присадок
- Советы по профилактике
- Признаки, причины и решения, если залегли кольца
Выражение «залегли кольца», это что?
Для начала разберемся, как устроена цилиндропоршневая группа. Во время работы двигателя поршень совершает возвратно-поступательные движения внутри цилиндра. Между этими деталями обязательно должен быть зазор, чтобы трение не мешало движению.
В то же время контакт деталей поршень/цилиндр должен быть по возможности герметичным, чтобы:
- максимально использовать энергию расширяющихся газов;
- не пропускать продукты сгорания в картер;
- при движении вниз снимать смазку, попавшую на внутреннюю стенку цилиндра.
Чтобы выполнить эти условия, на каждый поршень в большинстве случаев легковых автомобилей установлены три кольца: два компрессионных и одно маслосъемное. Компрессионные кольца обычно «сплошные» в сечении, а маслосъемные имеют прорезь, в которой устанавливается пружина, снаружи у них кромка для съема и разрезы для удаления масла. Благодаря такой конструкции кольца пружинят и плотно прилегают к стенкам цилиндра.
Поршень имеет три канавки, ширина которых на сотые доли миллиметра больше толщины поршневых колец. Поэтому кольца всегда зафиксированы и имеют свободу движения, плотно закрывая зазор.
Когда в поршневых канавках скапливается нагар или кокс, он играет роль клея. Кольца просто приклеиваются к канавкам, теряют подвижность и не могут упруго прижиматься к стенкам цилиндра, происходит нарушение плотности сопряжения пары поршень/цилиндр. Это явление называется залеганием или закоксовкой. Почему залегают кольца, разобрались, теперь узнаем, как это все диагностировать.
Кольца просто приклеиваются к канавкам, теряют подвижность и не могут упруго прижиматься к стенкам цилиндра, происходит нарушение плотности сопряжения пары поршень/цилиндр. Это явление называется залеганием или закоксовкой. Почему залегают кольца, разобрались, теперь узнаем, как это все диагностировать.
Признаки залегших колец
Ранее выяснили, что, когда залегли кольца в двигателе, нарушается герметичность прилегания поршня к цилиндру. Из этого следует, что газы из камеры сгорания частично «пролетают» в образовавшийся зазор, не выполняя полезной работы, попадают в картер.
Симптомы, что залегли кольца, обуславливаются главным образом падением компрессии в камере сгорания из-за зазоров между поршневым стаканом и стенкой гильзы. Проблемы начинаются с ухудшения динамических характеристик автомобиля. Двигатель плохо реагирует на работу с педалью газа. Это основной признак.
Если залегли маслосъемные кольца, пленка смазки остается на внутренней поверхности цилиндра (кстати, компрессионные кольца залегают гораздо реже). Во время рабочего хода поршня, когда воспламеняются пары горючего, смазывающая жидкость сгорает. Масло расходуется на угар, а из выхлопной трубы идет дым синеватого цвета. Это второй признак.
Во время рабочего хода поршня, когда воспламеняются пары горючего, смазывающая жидкость сгорает. Масло расходуется на угар, а из выхлопной трубы идет дым синеватого цвета. Это второй признак.
Затрудненный запуск двигателя в любую погоду – еще один признак залегших колец. Коленвал с противовесами имеет большую массу, чтобы его провернуть нужно значительное усилие. К тому же масло стекло в поддон картера, на первых оборотах сила трения также препятствует движению поршня. Если один или несколько цилиндров не работают, пуск затруднен.
Увеличенный расход топлива также может быть признаком, что в двигателе залегли кольца. Из-за зазора между поршнем и цилиндром энергия горючего не используется полностью: компрессия недостаточна. Поэтому бортовой компьютер завышает обогащение топливовоздушной смеси, чтобы компенсировать недостаток тяги. Это приводит к перерасходу горючего.
Чем опасна ситуация, когда залегли кольца в двигателе
Главная опасность в том, что когда залегли поршневые кольца, двигатель функционирует в нештатном режиме:
- неполное сгорание топлива, образование нагара;
- сбой работы отдельных цилиндров;
- выхлопные газы проникают в картер, деструкция масла;
- масло сгорает, образовывая лаки и нагар.

Эти, кажущиеся незначительными, неисправности приводят к серьезным проблемам и дорогому ремонту.
Попадая в поддон картера, агрессивные выхлопные газы вступают в реакцию с маслом. Химический состав смазывающей жидкости изменяется, оно не может выполнять свои функции. В результате ускоряется износ трущихся деталей, ухудшается отвод тепла.
Масло, не убранное залегшим маслосъемным кольцом, сгорает, провоцируя локальный перегрев деталей. При длительной эксплуатации в таком режиме появятся задиры на гильзе и юбке поршня. Сгорая, масло оставляет нагар, из-за которого часто возникает детонация, возможен прогар поршня.
Что делать, если залегли кольца в двигателе
Ответ на данный вопрос банален: если довели двигатель своего «железного скакуна» до такого состояния, что залегли кольца, надо их раскоксовать — скажут на любом форуме. Для этого необходимо удалить нагар из поршневых канавок. Раскоксовку можно делать тремя способами:
- механическим очищением нагара,
- химическим растворением кокса,
- при помощи специальных присадок в топливо.

Рассмотрим каждую процедуру подробнее. «Народные способы», связанные с риском повредить прокладки и сальники современного автомобильного мотора, упоминать не будем.
Механическая раскоксовка
Этот способ подразумевает частичную или полную разборку двигателя, потому что поршни, на которых залегли кольца, необходимо извлечь. Очищать детали нужно вручную, используя мягкие щетки, ветошь и растворитель, керосин или ацетон.
Места, до которых трудно добраться щеткой, необходимо тщательно прочистить с помощью небольших кусочков ваты или ветоши смоченных в растворителе. Мастера часто используют пинцеты и другие приспособления, чтобы удалить весь нагар. Только в этом случае раскоксовка считается качественной.
Данный способ требует хорошего знания устройства авто, и силового агрегата в частности. Нужно ведь не только разобрать, но и потом правильно собрать мотор. Это причина, почему лучше доверить такую работу профессиональным автослесарям, хоть это и немалостоящее удовольствие.
Химическая раскоксовка
Этот способ поможет, если залегли маслосъемные кольца, а что делать не знаете – нет ни навыков, ни инструментов, чтобы разбирать двигатель, и нет возможности обратиться в автосервис. Чтобы раскоксовать мотор с помощью химии, нужно только уметь выкручивать свечи зажигания.
Алгоритм химической раскоксовки залегших колец:
- Прогреть двигатель до 80-90 °C.
- Отсоединить провода питания, вывернув свечи.
- Вывесить ведущий мост.
- Рычаг КПП установить на максимальную скорость.
- Провернуть коленвал так, чтобы все поршни встали в среднее положение.
- Залить в цилиндры по 40 мл средства, завернуть свечи.
- Подождать 60 минут, временами поворачивая вперед-назад ведущие колеса.
- Убедившись, что вся жидкость просочилась вниз, запустить мотор на час в режиме ХХ.
- Заменить масло и масляный фильтр.
- Проехать 20-30 км с нагрузкой около 3000 оборотов.
Главные недостатки этого способа:
- Нет возможности надежно проконтролировать, насколько хорошо удален кокс.

- Агрессивная химия может повредить уплотнители и сальники двигателя.
Раскоксовка с помощью присадок
Это наиболее простой и безопасный вариант чистки двигателя, если залегли кольца, а что делать вы не знаете. Достаточно добавить в топливо или моторное масло специальную присадку – не нужно ничего выкручивать-закручивать, вывешивать и ждать. Просто и удобно. Сегодня на рынке представлены средства импортного и отечественного производства. Бренды из стран ЕС и США традиционно пользуются авторитетом, но относительно дороги. Продукция отечественных производителей дешевле, и часто не уступает западным аналогам.
Например, российская компания «Супротек» разработала линейку триботехнических составов, которые позволяют комплексно очистить мотор автомобиля. Промывки быстро удаляют самые стойкие загрязнения, а присадки в бензин и моторное масло поддерживают эффект «чистого двигателя» на протяжении длительного времени. «Очиститель топливной системы» Suprotec комплексно промывает камеру сгорания и топливную систему бензиновых моторов.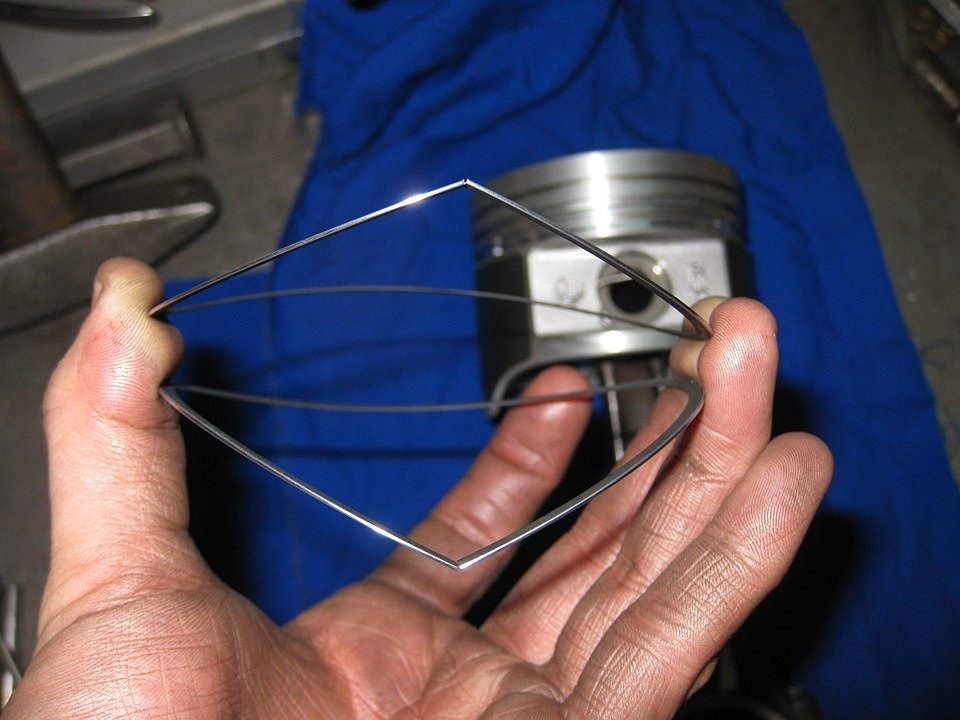 Промывка добавляется в топливный бак. Ввиду высокой химической активности рекомендуется для разовой очистки, когда заметили симптомы, что залегли кольца в двигателе. Средство эффективно удаляет все виды нагаров из камеры сгорания, устраняя связанные с ними проблемы.
Промывка добавляется в топливный бак. Ввиду высокой химической активности рекомендуется для разовой очистки, когда заметили симптомы, что залегли кольца в двигателе. Средство эффективно удаляет все виды нагаров из камеры сгорания, устраняя связанные с ними проблемы.
Чтобы закрепить эффект от «Очистителя топливной системы», рекомендуется использовать «Долговременную промывку двигателя» от «Супротек». Состав заливается в маслозаливную горловину. Это средство работает медленнее, но способно удалить самые стойкие отложения, к тому же оно абсолютно безопасно для резиновых и полимерных деталей. Из-за постепенного характера действия промывку необходимо добавлять в масло приблизительно за 200 километров до плановой замены масла.
Отличные результаты в профилактике такого явления как залегание поршневых колец показал триботехнический состав Suprotec Active. Эта присадка для добавления в моторное масло борется с корнем проблемы – она оптимизирует зазоры в узле кольцо-канавка-гильза. Это улучшает съем смазки со стенок цилиндра, препятствуя образованию нагара.
Конечно, совсем «убитый» двигатель никакая химия не спасет. Но если не запускать состояние автомобиля, в общем, и силового агрегата, в частности – вполне можно обойтись регулярным добавлением присадок в топливный бак или масляную систему. Это дешевле, чем ремонтировать мотор, когда залегли кольца или образовались задиры в ЦПГ.
Советы по профилактике
Основные причины закоксовки двигателя известны, она возможна, если:
- автомобиль несколько месяцев простоял без движения, а потом его начали эксплуатировать,
- постоянно совершаются только короткие поездки, когда мотор не успевает полностью прогреться;
- используется некачественное моторное масло, либо регулярно превышается интервал замены.
Значит, чтобы снизить риск залегания поршневых колец, нужно придерживаться несложных правил:
- Если машина долго простояла без движения, замените масло, прежде чем начнете на ней ездить.
- Время от времени совершайте длительные поездки, чтобы мотор прогрелся, и отложения полностью выгорели.

- Заливайте только рекомендованные производителем автомобиля сорта моторных масел.
Помните, что любую проблему легче предупредить, чем потом с ней бороться.
Признаки, причины и решения, если залегли кольца
Варианты решений расположены в порядке возрастания сложности выполнения. Если не помогает первый вариант, значит, проблема слишком серьезная.
Признаки проблемы | Причина | Решение |
Падение компрессии. | Газы «пролетают» в зазор между поршнем и гильзой. | 1. Использовать «Очиститель топливной системы» Suprotec, или «Долговременную промывку двигателя». 2. Выполнить химическую или механическую раскоксовку. |
Из выхлопной трубы идет сизый дым. | Масло остается на стенках цилиндра и сгорает с топливом. | |
Затруднен пуск двигателя. | Мотор троит, недостаточная сила, чтобы провернуть коленвал. | |
Расход горючего увеличился. | Из-за троения ЭБУ повышает обогащение топливовоздушной смеси. |

Поршневые кольца и пальцы
Уплотнительные кольца. Согласно ГОСТ 7133—67 поршневые кольца дизелей должны изготавливаться из серых легированных чугунов с пластинчатым графитом или из чугунов с шаровидным графитом (высокопрочные чугуны). Судовые двигатели имеют кольца, выполненные из чугунов марок СЧ18-36—СЧ28-48. Верхние кольца у некоторых форсированных дизелей (например, М401А) делают из стали.
В свободном состоянии поршневое кольцо имеет диаметр, превышающий диаметр цилиндра D. Часть кольца вырезается, и в этом месте образуется так называемый замок к. Уплотнительные кольца делают, как правило, с косым замком при правом или левом направлении разреза. Часто на один и тот же поршень ставят кольца с правым и левым направлениями разреза, чередуя их. Маслосъемные кольца выполняют обычно с прямым замком.
Маслосъемные кольца выполняют обычно с прямым замком.
Рис. 1. Поршневое кольцо
Рис. 2. Формы сечений уплотнительных колец
Рис. 3. Насосное действие уплотнительных колец
Рис. 4. Типы маслосъемных колец и их работа
После заводки кольца вместе с поршнем в цилиндр в замке остается зазор с порядка 0,5—1,5 мм. Поскольку при заводке кольцо было сжато, оно прижимается к стенке цилиндра в силу своей упругости. Кроме того, кольцо прижимается к стенке цилиндра и к стенке канавки давлением газов. Зазор кольца по высоте канавки составляет а = 0,06-0,30 мм. Уплотняющее действие кольца заключается в том, что энергия просачивающихся газов затрачивается на преодоление сопротивления в зазоре а и на вихревые движения в пространстве с зазором Ь.
У большинства уплотнительных колец радиальная толщина больше высоты. Такие кольца жестче, быстрее прирабатываются к втулке цилиндра и меньше разбивают торцовую поверхность канавки. В то же время кольца с малой радиальной толщиной позволяют уменьшить толщину стенки головки. Трапецеидальная форма сечения применяется для верхних колец поршней с высокой тепловой напряженностью: такие кольца дороже, но менее склонны к пригоранию, лучше уплотняют поршень и способствуют удалению масла со стенок цилиндра.
Трапецеидальная форма сечения применяется для верхних колец поршней с высокой тепловой напряженностью: такие кольца дороже, но менее склонны к пригоранию, лучше уплотняют поршень и способствуют удалению масла со стенок цилиндра.
При установке колец на поршне замки их ставят «вразбежку», т. е. со сдвигом одного относительно другого. Фиксации колец от поворота не делают, так как зафиксированные кольца быстрее пригорают. Если есть опасность задевания концов кольца за вырезы во втулке (окна в двухтактных двигателях), то эти концы сошлифовывают.
Для повышения износостойкости поршневые кольца покрывают слоем пористого хрома. По ГОСТ 7133—67 такое покрытие обязательно для верхнего кольца четырехтактного дизеля с диаметром цилиндра до 250 мм. Верхние поршневые кольца остальных двигателёй согласно этому стандарту должны иметь приработочное покрытие или приработочные вставки. В качестве приработочного покрытия применяют лужение или омеднение рабочей поверхности кольца. Приработочная вставка делается, например, в виде пояска из меди.
Уменьшению износа колец способствует снятие фаски: острые кромки ухудшают распределение смазки по поверхности трения.
Маслосъемные кольца. Уплотнительные кольца обладают способностью перемещать масло со стенок цилиндра вверх («насосное действие» колец). При движении поршня вниз масло заполняет зазор под кольцом, а при движении вверх оно будет вытесняться в зазор над кольцом. При следующих движениях поршня масло подобным же образом поднимется еще выше и наконец будет перенесено в камеру сгорания. Это приведет к быстрому пригоранию колец, к загрязнению стенок камеры сгорания и к перерасходу масла.
Для предотвращения заноса масла в камеру сгорания служат масло-съемные кольца. Они могут быть с конической внешней поверхностью. В этом случае при движении поршня вверх образуется масляный клин, кольцо давлением масла сжимается и скользит по его слою. При движении вниз кольцо снимает масло со стенок втулки и оно стекает через отверстия внутрь поршня.
Часто применяют маслосъемные кольца с сечением по рис. 4, б. Они имеют кольцевую канавку, проточенную снаружи. Из канавки делают прорези внутрь кольца. Такие кольца, как видно из рисунка, снимают масло со стенок не только при движении поршня вниз, но и при движении его вверх. При установке этих колец на поршне наряду со сбрасывающими отверстиями ниже кольца должны быть отверстия сзади кольца. Конические кольца и кольца с проточкой часто встречаются на одном и том же поршне.
4, б. Они имеют кольцевую канавку, проточенную снаружи. Из канавки делают прорези внутрь кольца. Такие кольца, как видно из рисунка, снимают масло со стенок не только при движении поршня вниз, но и при движении его вверх. При установке этих колец на поршне наряду со сбрасывающими отверстиями ниже кольца должны быть отверстия сзади кольца. Конические кольца и кольца с проточкой часто встречаются на одном и том же поршне.
У некоторых двигателей в одну канавку ставят два маслосъемных кольца. Как видно из рис. 4, в, пара таких колец напоминает кольцо с проточкой, но при раздельном изготовлении кольцам может быть придана более удачная форма.
В целях предварительного снятия со стенок цилиндра части масла нижнюю кромку поршня иногда выполняют в виде скребка.
Поршневые пальцы. Технические требования к поршневым пальцам нормируются ГОСТ 8052—67. Этот стандарт предписывает изготовление пальцев из углеродистых или легированных цементируемых и азотируемых сталей, а также из высокоуглеродистых сталей с содержанием углерода до 0,65%, подвергаемых закалке ТВЧ. На флоте для этой цели применяют стали 20, 15Х, 20Х, 12ХНЗА и др. Как было сказано, внешнюю поверхность пальца цементируют и закаливают или азотируют. В целях облегчения пальцы делают пустотелыми.
На флоте для этой цели применяют стали 20, 15Х, 20Х, 12ХНЗА и др. Как было сказано, внешнюю поверхность пальца цементируют и закаливают или азотируют. В целях облегчения пальцы делают пустотелыми.
Если поршневые пальцы не закрепляются в бобышках и после нагрева поршня при работе двигателя получают возможность вращаться, то такие пальцы называются плавающими. Они равномерно изнашиваются и при нагревании не распирают поршень. Однако зазор пальца в бобышках увеличивает суммарный зазор соединения поршня с шатуном, что приводит к ускоренному износу деталей. Поэтому в крупных двигателях применяют пальцы, закрепленные в бобышках. В двигателях речного флота такие пальцы не встречаются.
Плавающий палец должен быть зафиксирован от смещения вдоль своей оси. Существует несколько способов фиксации пальцев в осевом направлении.
Очень распространена фиксация пальца пружинящими кольцами (их называют также кольцевыми шпонками, кольцами Зегера), вставляемыми в проточку бобышки поршня. Они бывают прямоугольного и круглого сечений. Часто встречается фиксация пальца алюминиевыми заглушками, вставляемыми в расточку пальца или в расточку бобышки. При работе двигателя заглушки скользят вдоль стенки втулки цилиндра и не позволяют пальцу сместиться. Заглушки, вставленные в расточку пальца, имеют сферическую внешнюю поверхность и вставляются в бобышки поршня вместе с пальцем. Если же заглушка вставлена в расточку бобышки, то ее внешняя поверхность обрабатывается по диаметру цилиндра, а поворот предотвращается штифтом. Чтобы под заглушкой не скапливалось масло, сверлят отводящий канал. Нарезанное отверстие служит для ввертывания рыма при снятии заглушки.
Часто встречается фиксация пальца алюминиевыми заглушками, вставляемыми в расточку пальца или в расточку бобышки. При работе двигателя заглушки скользят вдоль стенки втулки цилиндра и не позволяют пальцу сместиться. Заглушки, вставленные в расточку пальца, имеют сферическую внешнюю поверхность и вставляются в бобышки поршня вместе с пальцем. Если же заглушка вставлена в расточку бобышки, то ее внешняя поверхность обрабатывается по диаметру цилиндра, а поворот предотвращается штифтом. Чтобы под заглушкой не скапливалось масло, сверлят отводящий канал. Нарезанное отверстие служит для ввертывания рыма при снятии заглушки.
Рис. 5. Способы фиксации поршневых пальцев
Палец смазывается в бобышках маслом, вытекающим вдоль пальца из верхней головки шатуна, и маслом, снимаемым со стенки цилиндра. В некоторых двигателях в пальце имеются каналы для принудительного подвода масла к трущейся поверхности бобышки из верхней головки шатуна. Поскольку в этом случае масло может попадать в большом количестве на стенку втулки цилиндра, палец фиксируется заглушкой с уплотняющей прокладкой под ней.
Заглушку крепят к поршню винтами.
Аналогичная герметизация заглушек, стягиваемых шпилькой и опирающихся на бурты поршня, встречается в двигателях ДР 30/50, однако цель герметизации здесь иная: предотвратить утечку продувочного воздуха через полость внутри пальца.
У алюминиевых поршней иногда для пальца в бобышки вставляют бронзовые втулки, более стойкие против износа. У составного поршня двигателя 10Д40 втулка изготовлена из стали и за-плавлена свинцовистой бронзой. В этом двигателе палец фиксируется от осевого смещения внутренним пояском тронка.
Рис. 6. Расчетная схема поршневого пальца
Рис. 7. Поршневые головки шатунов
Рис. 8. Кривошипные головки шатунов
Отъемные головки встречаются лишь в тихоходных двигателях: шатун в данном случае имеет увеличенную массу. В быстроходных и небольших двигателях применяют шатуны с неотъемной кривошипной головкой. При этом появляется технологическая необходимость во вкладышах, заплавляемых антифрикционным сплавом. Один из вкладышей может быть застопорен штифтом от проворачивания, но этого часто не делают: в целях уменьшения габаритов головки шатунные болты располагаются так близко к шейке, что во вкладышах вырезают для них карманы; в данном случае шатунные болты становятся фиксаторами вкладышей. От стопорения вкладышей штифтами отказываются еще и потому, что отверстия для штифтов вызывают концентрацию напряжений в шатуне или в крышке кривошипного подшипника.
Один из вкладышей может быть застопорен штифтом от проворачивания, но этого часто не делают: в целях уменьшения габаритов головки шатунные болты располагаются так близко к шейке, что во вкладышах вырезают для них карманы; в данном случае шатунные болты становятся фиксаторами вкладышей. От стопорения вкладышей штифтами отказываются еще и потому, что отверстия для штифтов вызывают концентрацию напряжений в шатуне или в крышке кривошипного подшипника.
Встречаются шатуны, в кривошипной головке которых имеется лишь один — верхний — вкладыш. Нижнюю половинку заплавля-ют антифрикционным сплавом без вкладыша.
Верхнюю половинку кривошипной головки центрируют с пяткой 8 шатуна с помощью выступа и шатунных болтов. Нижняя половинка (крышка кривошипного подшипника) направляется или шатунными болтами, или выступами на краях крышки, а иногда и тем и другим. Между половинками предусматривают наборы прокладок для регулирования масляного зазора. Однако в целях обеспечения большей жесткости подшипника от них часто отказываются даже в тихоходных дизелях.
Кривошипный подшипник смазывается маслом, поступающим под давлением из рамового подшипника по каналам коленчатого вала. Организация смазки кривошипного подшипника усложняется тем, что масло из него должно проходить постоянным потоком в трубку или в осевой канал для смазки головного подшипника. Постоянства потока можно достичь устройством кольцевой канавки с выходом масла к трубке через канал. Однако такая канавка, как известно, снижает несущую способность кривошипного подшипника. Чтобы не нарушать целостности масляного клина в наиболее нагруженной верхней части подшипника, часто ограничиваются одной или двумя канавками, прорезанными на протяжении примерно двух третей окружности в нижней части подшипника,, и отводят масло в осевой канал по наклонным каналам. В этом случае шейка коленчатого вала должна иметь выход масла в двух точках.
В небольших двигателях кривошипная головка часто выполняется с косым разъемом, крышка крепится шпильками, а направляется выступами шатуна и штифтами. Косой разъем делают для удобства обслуживания, а иногда — в технологических целях при унификации шатунов V-образных и однорядных двигателей.
Косой разъем делают для удобства обслуживания, а иногда — в технологических целях при унификации шатунов V-образных и однорядных двигателей.
В шатуне, показанном на рис. 8, в, применены тонкостенные вкладыши без регулировочных прокладок. Отказ от прокладок объясняется не только стремлением увеличить жесткость головки, но и тем, что при изменении толщины набора прокладок нарушается круглая форма сечения подшипника. При износе тонкостенный вкладыш заменяют новым.
Шатуны V-образных двигателей речного флота имеют общую для двух цилиндров кривошипную головку. Шатун одного из цилиндров является главным. В ушки его кривошипной головки вставляют палец прицепного шатуна соответствующего цилиндра второго ряда. Нижняя головка прицепного шатуна имеет бронзовую втулку и смазывается маслом, поступающим по каналам. Крышку кривошипного подшипника можно крепить не болтами, а двумя коническими штифтами, вставляемыми в соответствующие ушки.
Кривошипные подшипники заплавляют теми же антифрикционными сплавами, что и рамовые. Иногда верхнюю половинку заплавляют более качественным материалом, чем нижнюю.
Иногда верхнюю половинку заплавляют более качественным материалом, чем нижнюю.
Шатунные болты. Кривошипные головки большинства двигателей имеют по два шатунных болта: по одному с каждой стороны. В шатунах с косым разъемом головки встречается по три шпильки с каждой стороны. У шатунных болтов есть пояски, которыми они плотно входят в расточенные отверстия головки. Пояски делают, как правило, в плоскостях стыкования деталей: половинок и головки и верхней половинки с пяткой шатуна. Бывает и иное расположение поясков. Оба болта делают одинаковыми. Исключение составляет двигатель НФД48, имеющий разные болты: у одного направляющий поясок есть только в плоскости стыкования Головки с пяткой шатуна, у другого — только в плоскости стыкования половинок.
Гайки щатунных болтов делают корончатыми, стопорящимися шплинтами. Чтобы болт не проворачивался, его головку фиксируют штифтом. Кроме того, часто предусматривают отверстия для монтажных болтов, удерживающих шатунные болты при сборке и разборке головки.
У небольших двигателей часто оказывается более удобным располагать гайку болта снизу и стопорить его от проворачивания срезом головки. У двигателей с косым разъемом головки приходится применять шпильки , ввертываемые в шатун и застопоренные штифтами.
Шатунные болты — весьма ответственная деталь. Обрыв их ведет, как правило, к крупной аварии: шатун, отделившись от вала, падает вместе с поршнем вниз, пробивая стенки картера, рамы. Заклинив вал, шатун может вывести его из строя.
Во время работы дизеля шатунные болты испытывают растяжение от силы инерции поршня и стержня шатуна, действующей в конце такта выпуска и в начале такта впуска. Эта сила — переменная, близкая к ударной. Болты могут испытывать ударные нагрузки и при заедании поршня. Поэтому ГОСТ 6907—67 предписывает, что шатунные болты четырехтактных дизелей должны изготовляться из легированной стали с механическими свойствами не ниже, чем у стали 40ХН. В двухтактном двигателе силе инерции всегда противодействует давление газа на поршень, вследствие чего шатунные болты могут быть выполнены из менее качественной стали, например марки 35.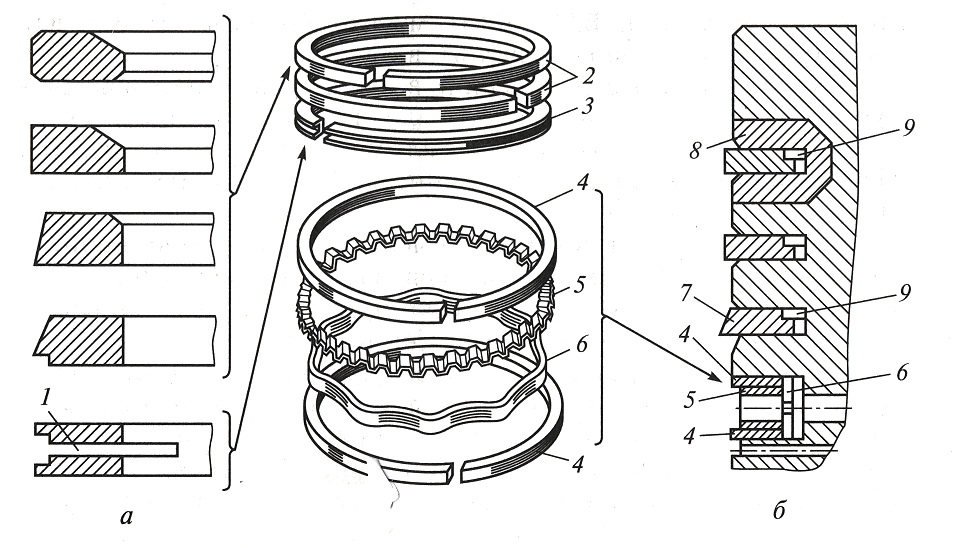
Гайки шатунных болтов четырехтактных дизелей согласно ГОСТ 6906—67 должны быть изготовлены из стали 40Х, в обоснованных случаях — из стали 18Х2Н4ВА.
Чтобы избежать концентрации Напряжений, шатунные болты должны быть чисто обработаны, не иметь резких переходов от одного сечения к другому, рисок, царапин, забоев. Резьба делается мелкой и чистой, без заусенцев и задиров.
Никаких дополнительных напряжений среза, изгиба шатунные болты не должны испытывать. Поэтому равномерность прилегания головки и гаек проверяют по краске. Затяжка болтов должна быть достаточной для обеспечения жесткости соединения, но не чрезмерной: при перетяжке может быть превышен предел текучести материала и болт при работе двигателя порвется. Шатунные болты затягивают с определенной силой, указываемой в инструкции. Если имеется динамометрический ключ, допускающий затяжку гаек лишь моментом определенной величины, то следует пользоваться только им. Длина болта контролируется микрометрической скобой: появление остаточного удлинения является браковочным признаком болта. Гайки болтов должны надежно шплинтоваться, причем применение шплинта несоответствующего размера не допускается.
Гайки болтов должны надежно шплинтоваться, причем применение шплинта несоответствующего размера не допускается.
Поскольку болт испытывает переменные напряжения, он может порваться вследствие усталости металла. Поэтому в срок, указанный в инструкции по эксплуатации двигателя, шатунные болты необходимо заменять независимо от внешнего состояния. Пренебрежение сроками смены шатунных болтов весьма опасно, и на флоте, к сожалению, еще происходят аварии по данной причине.
Что нужно знать о кольцах | Блог
Поршневые кольца Enginetech продаются в наборах, которых достаточно для всего двигателя, и обычно они состоят из трех типов колец. Обычно это верхнее компрессионное кольцо, второе маслосъемное кольцо и маслосъемное кольцо. Верхнее компрессионное кольцо регулирует газы в камере сгорания и помогает отводить тепло от поршня к стенке цилиндра. Второе маслосъемное кольцо — нижнее компрессионное кольцо, это 2 -я линия защиты. Он помогает с герметизирующими газами, способствует теплопередаче и соскребает масло со стенки цилиндра. Маслосъемное кольцо, как следует из названия, контролирует масло на стенке цилиндра, а также способствует теплопередаче.
Маслосъемное кольцо, как следует из названия, контролирует масло на стенке цилиндра, а также способствует теплопередаче.
Наши кольца
Компания Enginetech предлагает стандартные кольца из чугуна, а также высококачественные кольца из молибдена, хрома или высоколегированной стали. Все наши чугунные кольца имеют номер детали с буквой «R», в то время как все кольца премиум-класса начинаются с букв «C», «M» или «S». Материал верхнего компрессионного кольца — это то, что отличает стандартное поршневое кольцо от поршневого кольца премиум-класса. Мы выбираем подходящий тип кольца в зависимости от применения и окружающей среды кольца. Во многих двигателях допустимы либо стандартные, либо премиум-классы, и вы можете выбирать между ними в зависимости от ваших личных предпочтений.
Поршневые кольца ET поставляются с предварительно зазором, однако всегда рекомендуется проверять зазор перед установкой. Мы рекомендуем не менее 0,0035 дюйма на дюйм диаметра цилиндра.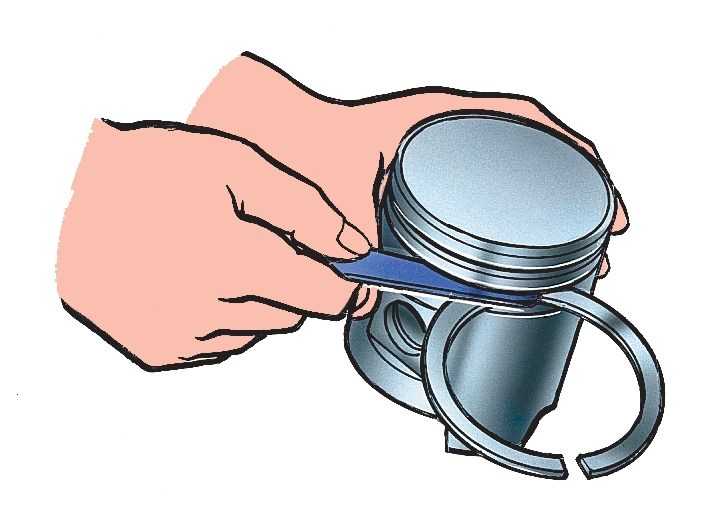 Например, для отверстия диаметром 4000 дюймов потребуется минимальный торцевой зазор 0,014 дюйма (0,0035 x 4 = 0,014). Обязательно проверьте концевой зазор в нижней части цилиндра, ниже зоны перемещения кольца. В этой области не будет износа от предыдущего перемещения поршневого кольца, что дает точное значение зазора кольца. Если кольцевой зазор в этом месте правильный, но слишком большой в верхней части цилиндра, вам необходимо расточить блок до следующего размера. Слишком большой концевой зазор приводит к потере сжатия и мощности. Однако недостаточное количество может привести к тому, что концы колец соприкоснутся, что приведет к катастрофическому отказу двигателя.
Например, для отверстия диаметром 4000 дюймов потребуется минимальный торцевой зазор 0,014 дюйма (0,0035 x 4 = 0,014). Обязательно проверьте концевой зазор в нижней части цилиндра, ниже зоны перемещения кольца. В этой области не будет износа от предыдущего перемещения поршневого кольца, что дает точное значение зазора кольца. Если кольцевой зазор в этом месте правильный, но слишком большой в верхней части цилиндра, вам необходимо расточить блок до следующего размера. Слишком большой концевой зазор приводит к потере сжатия и мощности. Однако недостаточное количество может привести к тому, что концы колец соприкоснутся, что приведет к катастрофическому отказу двигателя.
Советы по установке
После выбора правильных колец вы будете готовы к установке, о которой будет рассказано позже в блоге. Пожалуйста, не поддавайтесь желанию вскрыть коробку и выбросить кольца на рабочее место, поскольку коробка разделяет кольца на соответствующие позиции. Если вы уже совершили эту распространенную ошибку, не волнуйтесь, мы можем помочь.
Если вы выбрали чугунные кольца, отличить их будет не так просто, поэтому лучше всего обратиться за помощью в службу поддержки клиентов. Однако, если вы выбрали кольца премиум-класса, вы можете легко определить верхнее кольцо по блестящей внешней поверхности, в то время как 2 9Кольцо 0003 и тускло-серого цвета. Маслосъемные кольца легко отличить, так как большинство из них состоят из 3 частей с двумя скребками и гибким вентиляционным расширителем.
Обязательно следите за нашим следующим блогом о том, как устанавливать кольца!
Как сделать поршневые кольца
Введение
Изготовление компрессионных колец для поршней — тема, которая очаровывает и озадачивает производителей моделей двигателей, пока они не делают это впервые. Способов, которыми это может быть достигнуто, множество, и неудивительно, что обсуждение различных методов часто производит больше тепла, чем работающий двигатель! Довольно поверхностное рассмотрение этой темы появилось в октябрьском техническом совете 2004 г.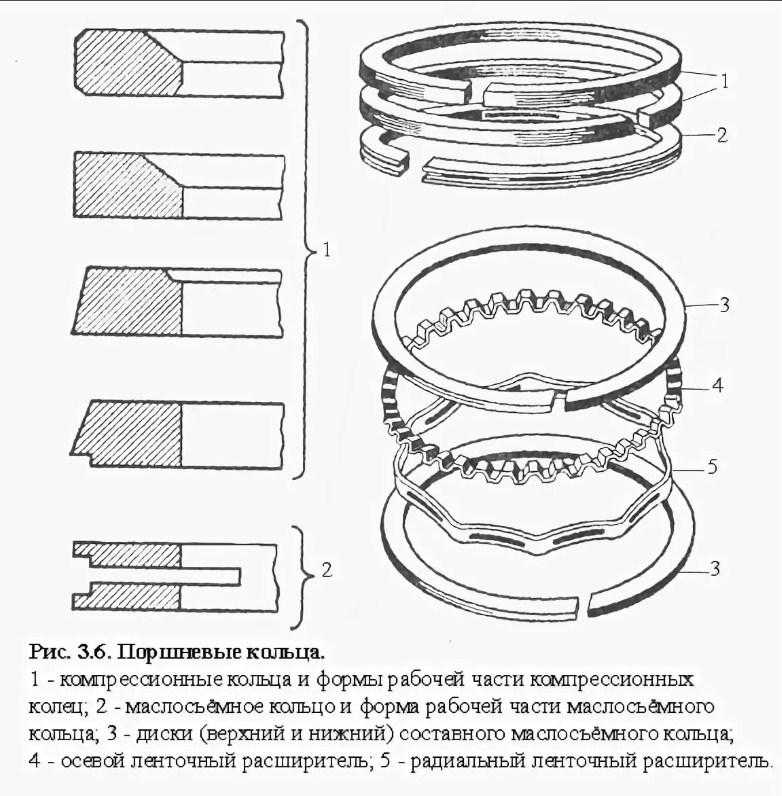 , и, хотя с тех пор технически мало что изменилось, было написано больше слов и изображений, поэтому эта страница действует в основном как страница с кратким изложением и ссылкой на другой материал.
, и, хотя с тех пор технически мало что изменилось, было написано больше слов и изображений, поэтому эта страница действует в основном как страница с кратким изложением и ссылкой на другой материал.
Требуется изготовить некруглое кольцо, которое при вдавливании в отверстие цилиндра становится точно круглым, оказывая равномерное радиальное давление на стенки цилиндра. Этого давления должно быть достаточно, чтобы обеспечить достаточную компрессию для запуска и не более того. После запуска давление газа за кольцом прижимает его к цилиндру, повышая эффективность сжатия. Ширину и толщину следует выбирать таким образом, чтобы кольцо не только соответствовало этому критерию, но и могло быть установлено без опасности его поломки или необратимой деформации при раскрытии.
Материалы
Хотя бронзовые кольца известны, особенно в мире острого пара, поршневые кольца для двигателей внутреннего сгорания обычно изготавливаются из мелкозернистого чугуна. Требуемые характеристики могут быть достигнуты как с термообработкой, так и без нее, хотя большинство инженеров-моделей, похоже, предпочитают подход с термообработкой.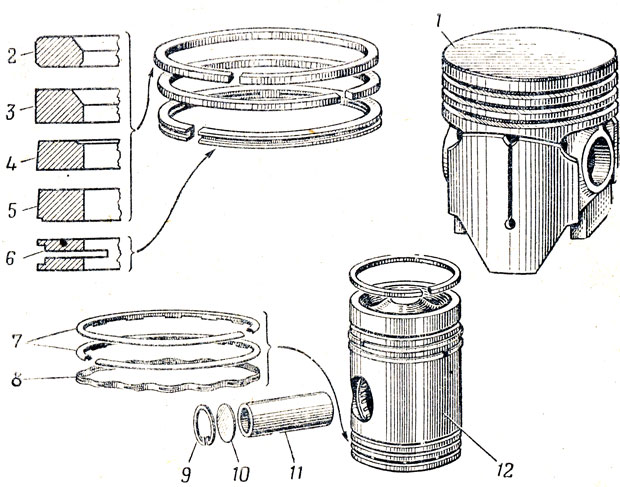 И в то время как на предмете, забудьте любое предложение об использовании «весов створки» как материальный источник. Во-первых, этот материал — чистый хлам, а во-вторых, у кого уже есть створки? Возьмите несколько стержней из мелкозернистого чугуна — отлитых по центру или пултрузионных. SG или «Meehanite» еще лучше, но они должны иметь мелкий, равномерный размер зерна.
И в то время как на предмете, забудьте любое предложение об использовании «весов створки» как материальный источник. Во-первых, этот материал — чистый хлам, а во-вторых, у кого уже есть створки? Возьмите несколько стержней из мелкозернистого чугуна — отлитых по центру или пултрузионных. SG или «Meehanite» еще лучше, но они должны иметь мелкий, равномерный размер зерна.
Термообработка формования
Эти страницы содержат два подробных описания применения того, что стало известно как метод Trimble [1], названный в честь парня, который формализовал его, покойного Джорджа Тримбла. Есть те, кто клянется в этом, на самом деле Боб Уошберн, бывший редактор/издатель журнала SIC, где этот подход был сериализован, сказал, что любой, кто делает кольцо любым другим методом, тратит свое время впустую. Это немного экстремально; на самом деле я бы даже сказал, что метод Trimble, если следовать ему точно так, как описано, НЕ даст заявленных результатов! Но сначала нужно понять, о чем идет речь. Две приведенные ниже ссылки ведут на кольцо, составляющее часть двух строительных проектов с использованием метода Trimble, и должны дать вам четкое представление о том, что включает в себя этот процесс:
Две приведенные ниже ссылки ведут на кольцо, составляющее часть двух строительных проектов с использованием метода Trimble, и должны дать вам четкое представление о том, что включает в себя этот процесс:
Фини
Циррус
Этот подход может многим понравиться, но я считаю, что утверждение о том, что он будет производить *идеальные* кольца, не требующие приработки, просто неверно! Чугун, нагретый выше критической температуры, как описывает Trimble, будет расти. Так что, если кольцо подходило к отверстию раньше, оно не подходит потом. Чтобы кольцо поместилось в отверстии, зазор должен быть немного открыт, после чего закрытое кольцо больше не будет идеально круглым. Разница небольшая, но измеримая. Мой опыт показывает, что на кольце диаметром 0,625 дюйма можно ожидать роста до 0,0015 дюйма. Таким образом, обкатка по-прежнему требуется для достижения бездымной посадки.
Этого можно было бы избежать. Как упоминалось на страницах выше, другие авторы отмечают, что более длительное нагревание до точки ниже критической температуры приводит к затвердеванию без снижения твердости, не образует «накипь» и не увеличивает материал. Но для этого требуется печь с регулируемой температурой, которой у большинства из нас нет.
Но для этого требуется печь с регулируемой температурой, которой у большинства из нас нет.
Несколько иной подход к отожженным кольцам был описан покойным профессором Деннисом Чеддоком в статье о конструкции четырехтактного двигателя в уважаемом британском журнале 9.0037 Model Engineer [2] (не следует забывать, что до того, как он появился в SIC, Trimble также опубликовал свой метод в этом журнале [3]). В подходе профессора изготавливаются кольцевые заготовки размером в несколько тысяч больше. После «замораживания» зазора с помощью тепла кольца сжимаются и зажимаются, как показано на рис. (d), для доводки до фактического отверстия. Этот вариант удаляет любую накипь, образовавшуюся на периферии во время термообработки, а также любой «рост» в чугуне, возникающий в результате отсутствия контроля температуры и последующего прохождения через критическую температуру.
Брайан Винч, пишущий как Airborne Engine-ear (sic) в австралийском журнале Airborne , выступал за привязку кольца к стальной пластине толщиной 3 мм тонкой проволокой, а также с помощью прямоугольного кляпа.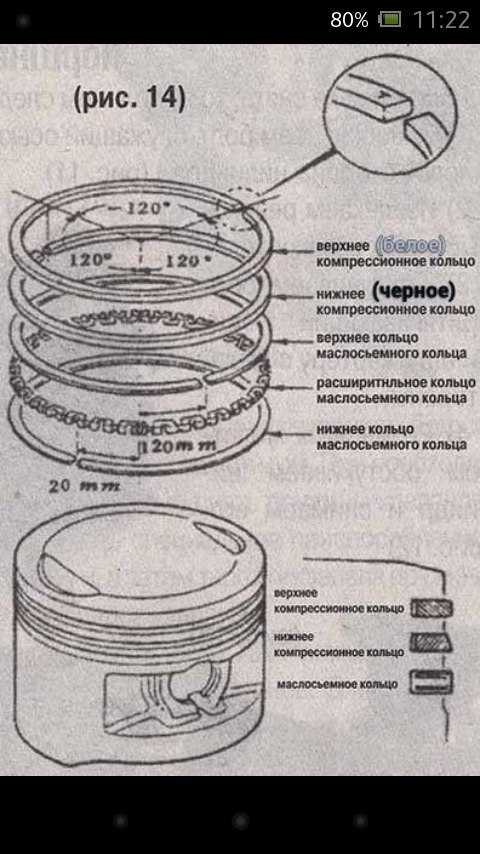 Затем пластину довели до красного каления, прикладывая тепло к другой стороне, позволяя кольцу поглощать тепло за счет теплопроводности. Этот подход позволяет избежать опасности того, что прямое приложение тепла может вызвать локальную горячую точку, что приведет к тому, что кольцо «поддастся» в этой точке, что приведет к образованию зазора, который выглядит правильно, но кольцо, которое не сомкнется обратно до круглого. Затем светящуюся тарелку бесцеремонно бросили в удобную бочку с отработанным отстойным маслом. Я бы поставил Винчи именную галочку, если бы он не испортил ее, упомянув эти ужасные веса створки в начале статьи … [4]
Затем пластину довели до красного каления, прикладывая тепло к другой стороне, позволяя кольцу поглощать тепло за счет теплопроводности. Этот подход позволяет избежать опасности того, что прямое приложение тепла может вызвать локальную горячую точку, что приведет к тому, что кольцо «поддастся» в этой точке, что приведет к образованию зазора, который выглядит правильно, но кольцо, которое не сомкнется обратно до круглого. Затем светящуюся тарелку бесцеремонно бросили в удобную бочку с отработанным отстойным маслом. Я бы поставил Винчи именную галочку, если бы он не испортил ее, упомянув эти ужасные веса створки в начале статьи … [4]
Наконец, Лес Стоун объяснил метод, который он использует, который первоначально появился в Машинист Домашнего Магазина . Заготовки для колец изготавливаются по внутреннему и внешнему диаметру, а затем разрезаются на гвозди большого пальца. Они расклиниваются до необходимого свободного зазора небольшим стальным бруском. Этот блок с кольцом, свисающим снизу, держится перед огнеупорным кирпичом. Затем тепло от газового топора направляется на кольцо и кирпич, от которых пламя отскакивает назад, обеспечивая достаточно равномерное распределение тепла, при условии, что вы поддерживаете движение пламени. Когда кольцо берет комплект, оно отваливается от затычки и отжиг готов! Теперь, прежде чем вы вызовете забавный фермерский фургон, посмотрите на количество работающих многоцилиндровых кольцевых двигателей, которые Лес сделал, используя этот подход. Как ни грубо, с успехом трудно поспорить. Ни слова о весе створки.
Затем тепло от газового топора направляется на кольцо и кирпич, от которых пламя отскакивает назад, обеспечивая достаточно равномерное распределение тепла, при условии, что вы поддерживаете движение пламени. Когда кольцо берет комплект, оно отваливается от затычки и отжиг готов! Теперь, прежде чем вы вызовете забавный фермерский фургон, посмотрите на количество работающих многоцилиндровых кольцевых двигателей, которые Лес сделал, используя этот подход. Как ни грубо, с успехом трудно поспорить. Ни слова о весе створки.
Холодная штамповка
В этом методе используется заготовка большего диаметра и меньшего размера отверстия. Кольца нарезаются по ширине, вырезается необходимый зазор и подпиливается в заготовке. Затем концы соединяют вместе, а кольцо зажимают между оправкой и большой шайбой, чтобы внешний диаметр можно было обточить и притереть до конца. Наконец, кольцо сжимается в приспособление с истинным ходовым углублением, равным диаметру отверстия, что позволяет привести внутренний диаметр к концентрическому и окончательному размеру [5]. Как бы странно это ни звучало, я знаю несколько очень успешных моделей двигателей, которые прекрасно работают с кольцами, сделанными таким образом!
Как бы странно это ни звучало, я знаю несколько очень успешных моделей двигателей, которые прекрасно работают с кольцами, сделанными таким образом!
Еще один способ холодной штамповки, который, по-видимому, сработал для дизайнера, был описан в Техническом совете за октябрь 2004 года. Этот метод восходит к Model Maker от апреля 1960 года, и, несмотря на дату публикации, я полагаю, это не шутка! Как видно здесь, точеное и разрезное кольцо деформируется давлением прокатки до тех пор, пока не будет достигнут требуемый зазор. Щелкните ссылку для фактических слов, которые сопровождали иллюстрацию.
Выводы
Говорят, что изготовление хорошего поршневого кольца — это искусство, а изготовление действительно хорошего поршневого кольца — искусство! Я согласен. Сделать кольцо, которое выполняет эту работу, несложно. После этого вы захотите улучшить свой подход и сделать кольца, которые требуют меньше обкатки, производят меньше дыма и требуют меньше усилий.
