

Содержание
Термообработка в защитных (безокислительных) атмосферах
Почему происходят процессы окисления
С увеличением температуры все процессы ускоряются из-за увеличения скорости диффузии атомов.
При нагреве, в металлах, тоже ускоряются тепломассообменные процессы, особенно на поверхности, так как контактирующие среды
пытаются соединиться в самую устойчивую связь под названием химическое соединение. В данном случае это соединение называется
оксид железа, с химической формулой Fe2O3, или окалина. Величина окисления металлов напрямую зависит от температуры и от
времени. Кроме окисления на поверхности, происходит обеднение железа углеродом. Движение углерода в сторону меньшего
потенциала, а в воздухе углеродный потенциал равен нулю, далее углерод связывания в молекулу СО2 и происходит обеднение
поверхностных слоёв. Данный эффект называется обезуглероживанием наружных поверхностей. В результате воздействия температуры
и кислорода с поверхностью металлических изделий образуется слой окислов различной толщины; от окисной плёнки до отслаивающейся окалины.
Толщина слоя окалины будет зависеть от величины температуры и продолжительности нагрева, а также от химического состава металла.
Если нагревать стальные заготовки до 450°С (температура отпуска) то на поверхности заготовок появится только окисная плёнка,
которая не будет отслаиваться.
С повышением температуры заготовок и временем нагрева угар увеличивается. В зависимости от марки материала слой окалины может
отслаиваться ровными и плоскими пластинками, или вспучиваются и не отслаивается, при этом на поверхностном слое металла
возникают напряжения, которые могут деформировать тонкостенные изделия. Интенсивность окисления сталей при повышении температуры
растёт в геометрической прогрессии. Так, например интенсивность окалинообразования уже высокая при 900°С, при нагреве до 1000°С
окисляемость этой же стали увеличивается в 2 раза, а при нагреве до 1200°С — в 5 раз.
Рисунок — График зависимости окисления сталей в зависимости от температуры
Процессы, происходящие при нагреве в защитных атмосферах
Чтобы поверхность металла была без окалины и с нужными свойствами его нагревают атмосфере с определённым химическим составом.
Атмосферы с необходимым (нужным) и контролируемым химическим составом называют защитные атмосферы. Концентрация элементов на
поверхности заготовки будет стремиться к равновесию с газовой средой, находящейся вокруг неё. Поверхность свободную от окислов принято
называть светлой , а свободной от окалины чистой .
Основные виды и назначение защитных атмосфер
Защитные атмосферы получают методом полного или частичного сжигания углеводородов. Таким образом получают эндогаз и экзогаз.
Охлаждением или разделением воздуха получают аргон, азот. Химическим путём, например, в электролизёрах получают водород. В зависимости
от характера взаимодействия газов с металлом, защитные атмосферы можно разделить на нейтральные, они же инертные,
насыщающие или восстановительные . Также защитной атмосферой можно считать вакуум, но это отдельное направление, которое
в данной статье не рассматривается.
Нейтральные атмосферы
Нагрев в таких атмосферах не изменяет химический состав поверхности металлов. К нейтральным газам относятся так называемые
инертные газы: аргон, молекулярный азот, углекислый газ, гелий и тому подобные. Одной из разновидностей нейтральных газов считают формир-газы.
Формир-газы это инертные газы с незначительными добавками водородсодержащих газов (до 5% H2, в общем объёме). Также инертным газом можно
считать экзогаз.
Насыщающие атмосферы
Атмосферы с повышенным содержанием потенциала определённого химического элемента, например, углерода при цементации (эндогаз с
добавками метана или пропана), азота при азотировании(частично диссоциированный аммиак) или цинка при цинковании называют
насыщающими.
Восстановительные атмосферы.
Этот тип атмосфер с сильными восстановительными свойствами, обусловленными наличием в них высокого содержания водорода. Водород
восстанавливает уже окисленную поверхность до чистого металла.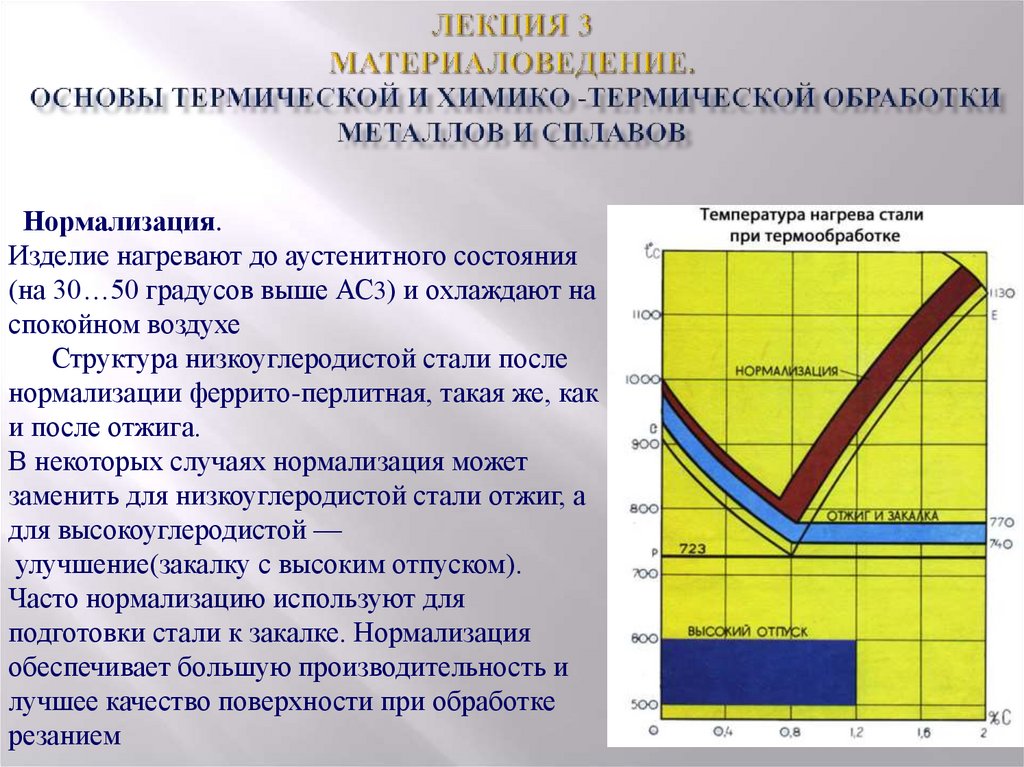 Подобные атмосферы применяют при пайке, спекании, восстановительном
Подобные атмосферы применяют при пайке, спекании, восстановительном
отжиге.
Снижение издержек на изготовление за счёт термообработки в защитных атмосферах
В процессе изготовления сложных изделий металл нагревают много раз и образование на деталях окалины и обезуглероженного слоя при
нагреве воздухе рассматривается как неизбежное зло. Дорогой металл уходит в отходы в виде припуска с интенсивным износом инструмента,
т.к. сама окалина имеет высокую твердость. Часть окалины, где позволяет оборудование, удаляют дробеструйным методом или травлением.
Слой окалины на поверхности является ещё и тепловой изоляцией, повышающей время на последующий прогрев, например, отпуск при
отпуске. Слой окалины является диэлектриком и препятствует свариваемости изделий. Недостатки нагрева в окислительной атмосфере
очевидны. Плюс только один атмосфера воздуха бесплатна.
Преимущества термообработки с нагревом в защитной атмосфере.
- Обработанные с применением защитных атмосфер изделия обладают высокой износостойкостью и прочностью, не требуют мех.
 обработки для снятия мягкого (обезуглероженного) слоя.
обработки для снятия мягкого (обезуглероженного) слоя. - Значительно уменьшается припуск под механическую обработку, вследствие чего уменьшается время на обработку.
- Атмосферы с присутствием водорода восстанавливают от окислов уже окисленные детали.
- Имеется возможность корректировать хим. состав на поверхности изделий. Повысить концентрацию углерода или азота.
- Исключаются очистные операции после термообработки (дробеструйная и абразивная обработка, галтовка, травление).
- Исключаются некоторые доводочные операции после термообработки.
- Исключается брак в изделии, вызванный недостаточной чистотой поверхности в труднодоступных внутренних полостях, карманах.
- Отпадает необходимость в очистке закалочных баков от окалины. Уменьшается износ загрузочной оснастки.
Повышается культура производства.
Термообработка металлов ООО «ИРМЗ»
Главная \ Термообработка
Обработка металлов в процессе нагрева, выдержки и охлаждения, в результате чего достигается изменение структуры обрабатываемого металла или сплава, называется термической или тепловой обработкой. В процессе проведения термообработки химическая формула вещества остается неизменной, однако его свойства существенно меняются.
В процессе проведения термообработки химическая формула вещества остается неизменной, однако его свойства существенно меняются.
Термическую обработку в зависимости от производимого ею действия на металл подразделяют на разупрочняющую и упрочняющую. Первый вид термообработки позволяет придать заготовке необходимые технологические свойства, в частности – облегчить механическую обработку резанием за счет уменьшения твердости и прочности металла. Упрочняющая обработка температурным воздействием дает возможность повысить эксплуатационные характеристики материала.
Существенную роль в термообработке играют такие параметры, как
- температура нагрева;
- продолжительность термического воздействия;
- скорость, с которой производится термообработка;
- длительность выдержки по окончании нагрева.
Для того, чтобы обеспечить наилучшее качество изделия, нагрев металла нужно производить таким образом, чтобы не происходила деформации, не возникали разрывы и трещины. Однако при этом необходимо рассчитать параметры процесса так, чтобы нагревательное оборудование, то есть печи выдавали максимальную продуктивность.
Однако при этом необходимо рассчитать параметры процесса так, чтобы нагревательное оборудование, то есть печи выдавали максимальную продуктивность.
Операция нагрева может подразделяться на такие виды: прямое нагревание, ступенчатое и постепенное. Выбор вида нагрева обусловливается весом детали, маркой сплава, разновидностью термической обработки. Режим нагрева определяется диаграммой состояния. На время нагрева также оказывают свое действие несколько факторов: вес нагреваемого изделия, физические свойства металла, способ нагрева (ТВЧ, электро – или плазменная печь). К физическим свойствам, имеющим существенное значение, относятся такие характеристики как теплопроводность и теплоемкость.
Скорость, с которой производится нагрев изделия, должна выбираться в зависимости от структуры и химического состава сплава, формы заготовки и температурного интервала. От выдержки после нагрева требуется, чтобы она обеспечивала сплошное прогревание заготовок, способствовала структурным и фазовым превращениям. Если продолжительность выдержки неправильно рассчитана, то есть слишком большая, происходит рост зерна, обезуглероживание стали, появление окалины. Поэтому длительность выдержки должна быть как можно короче. Зависимость температуры нагрева от выдержки – обратнопропорциональна, то есть чем ниже температура нагрева, тем дольше выдержка и наоборот.
Если продолжительность выдержки неправильно рассчитана, то есть слишком большая, происходит рост зерна, обезуглероживание стали, появление окалины. Поэтому длительность выдержки должна быть как можно короче. Зависимость температуры нагрева от выдержки – обратнопропорциональна, то есть чем ниже температура нагрева, тем дольше выдержка и наоборот.
регулирование скорости охлаждения при термообработке происходит за счет охлаждающей среды. К примеру, заготовка охлаждается вместе с печью со скоростью порядка 20-зо градусов в час, а в воде – свыше 300 градусов в час. На воздухе же охлаждение детали происходит со скоростью чуть большей, чем вместе с печью.
Процесс термической обработки подразделяется на непосредственно термическую, химико-термическую и термомеханическую. Под термомеханической обработкой подразумевают операции нагрева, охлаждения и пластической деформации в результате воздействия высокотемпературной и низкотемпературной обработки. Химико-термическая обработка происходит с применением газообразных, жидких или твердых химически активных сред. Этот вид обработки используется тогда, когда нужно обогатить поверхностные слои изделия какими-либо насыщающими элементами, которые также носят название компонентов насыщения.
Этот вид обработки используется тогда, когда нужно обогатить поверхностные слои изделия какими-либо насыщающими элементами, которые также носят название компонентов насыщения.
Химия термообработки | TheTreateConsortium.com
Введение
единичные ячейки
ТЕМПЕТАНИЕ ТАМПЕРАТАЦИИ
Размер зерна
Железоуглеродистая фаза
Нахождение баланса
Среда Wanchinbalanceg
ТЕПЛА могут быть нагреты до температуры, при которой они плавятся в жидкость. Когда эта жидкость остывает, образуются кристаллы. Сначала образуются крошечные кристаллы, которые продолжают расти, пока не образуют правильные четкие образования. Эти регулярные узоры точных рядов называются пространственной решеткой. Пространственная решетка — это расположение атомов в кристалле.
Наименьшая фундаментальная структура решетки называется элементарной ячейкой. Следовательно, решетка — это просто группа элементарных ячеек, в которой каждая элементарная ячейка идентична. Существует несколько типов элементарных ячеек.
Элементарные ячейки
- Объемно-центрированные (ОЦК) состоят из восьми атомов в углах квадратного куба. В центре этих восьми атомов находится девятый атом. Ферритное железо принимает форму ОЦК.
- Гранецентрированный куб (ГЦК) имеет восемь атомов в углах квадратного куба. Однако вместо атома в центре куба, такого как bcc, fcc имеет атом в середине каждой из шести граней куба. Таким образом, элементарная ячейка ГЦК состоит из 14 атомов. Аустенитное железо принимает форму ГЦК.
- Body-Centered Tetragonal (bct) почти идентичен bcc. Отличие в том, что у bct прямоугольные грани. Мартенситное железо принимает форму bct.
По мере того, как железо подвергается изменениям температуры, его атомы перестраиваются в новые геометрические узоры.
- Феррит Железо представляет собой ОЦК при комнатной температуре, не подвергавшееся термообработке
- подвергается ГЦК при повышенных температурах.
 Когда железо нагревается выше критической температуры, оно «превращается», или его атомы перестраиваются, образуя элементарные ячейки ГЦК. Другими словами, аустенит образуется выше температуры превращения. Если аустентит медленно охлаждать, он возвращается в ОЦК.
Когда железо нагревается выше критической температуры, оно «превращается», или его атомы перестраиваются, образуя элементарные ячейки ГЦК. Другими словами, аустенит образуется выше температуры превращения. Если аустентит медленно охлаждать, он возвращается в ОЦК. - представляет собой феррит, который нагревают до превращения в аустенит, а затем подвергают закалке (быстрому охлаждению). Этот процесс приводит к затвердеванию железа. Железо переходит от bcc к fcc и bct.
Аустенитное железо
Мартенситное железо
Температура превращения
Поскольку феррит нагревается и превращается в аустенит, необходимо знать и понимать две важные температуры.
Нижняя температура превращения – это температура, при которой ОЦК-структура НАЧИНАЕТ переходить в ГЦК-структуру. (Феррит начинает превращаться в аустенит.)
Верхняя температура превращения – это температура, при которой вся ОЦК структура ПОЛНОСТЬЮ изменилась на ГЦК. (Весь феррит превратился в аустенит.)
В зависимости от способа охлаждения аустенит превратится в мартенсит или обратно в феррит. Мартенсит образуется при быстрой закалке, а феррит — при медленном охлаждении при комнатной температуре.
Мартенсит образуется при быстрой закалке, а феррит — при медленном охлаждении при комнатной температуре.
Нижняя температура превращения для всех чугунов и сталей составляет около 1330F. Верхняя температура трансформации варьируется в зависимости от металла, но составляет от 1330 до 2000F.
Феррит | Аустенит | Мартенсит |
| По центру корпуса Кубическая решетка | По центру лица Кубическая решетка | по центру тела Форма тетрагональной решетки |
| Существует при низкой температуре | Существует при высокой температуре | Существует при низкой температуре |
| Магнитный | Немагнитный | Магнитный |
| Меньшая твердость | Нет твердости | Максимальная твердость |
| Меньшая прочность | Нет прочности | Самая сильная |
| Ковкий | н/д | Хрупкий |
Для минимальной деформации термообработчик всегда должен использовать минимальную температуру, необходимую для обеспечения полного преобразования. Для этого специалист по термообработке должен знать содержание углерода в деталях/стали.
Для этого специалист по термообработке должен знать содержание углерода в деталях/стали.
Размер зерна
По мере охлаждения расплавленный металл выстраивается в четкую правильную структуру, которая называется элементарными ячейками (ОЦК, ГЦК, ОЦК). По мере формирования клеток они объединяются, образуя «места зарождения». Этот процесс продолжается во всех трех измерениях, образуя «колонии» единичных ячеек. Когда границы Колоний соприкасаются друг с другом, образуется «Зерно» или «Граница зерна». Как правило, чем медленнее скорость охлаждения, тем меньше центров зародышеобразования и, следовательно, тем больше колонии или больше размер зерна. И наоборот, чем выше скорость охлаждения, тем больше мест зародышеобразования и меньше размер зерна. Размер зерна влияет на механические свойства стали.
Чем меньше размер зерна (быстрое охлаждение), тем выше прочность. Чем больше размер зерна (при медленном охлаждении), тем он более пластичен. Поэтому деталь охлаждают в соответствии с желаемым свойством.
Фаза железо-углерод
Сталь – это железо с содержанием углерода от 0,0 до 2,0%. Расположение атома углерода в элементарной ячейке называется промежуточными точками элементарной ячейки.
Сталь с очень низким содержанием углерода называется ферритом. Сталь с содержанием углерода около 0,8% называется перлитом. Сталь с содержанием углерода от 0,8% до 2% называется цементитом.
При содержании углерода более 2% называется «чугун».
Феррит – почти чистое железо. У него мало «желания» растворять углерод, поэтому в нем мало углерода. Поскольку углерод придает стали способность становиться прочной и твердой, феррит — очень слабая сталь. Феррит существует только при низких температурах и является магнитным.
Перлит представляет собой смесь феррита и цементита. Перлит существует при комнатной температуре и является магнитным.
Цементит представляет собой соединение железа и углерода, известное как «карбид железа». Его химическое образование Fe3C. Цементит содержит 6,67% углерода по массе. Однако цементит присутствует в сплаве в диапазоне от 0,8% до 6,67% углерода. По мере увеличения процентного содержания углерода присутствует все больше и больше цементита, пока при 6,67% вся смесь не будет цементитом. Ниже 2% это считается сталью, а выше 2% — чугуном (объемное содержание углерода).
Цементит содержит 6,67% углерода по массе. Однако цементит присутствует в сплаве в диапазоне от 0,8% до 6,67% углерода. По мере увеличения процентного содержания углерода присутствует все больше и больше цементита, пока при 6,67% вся смесь не будет цементитом. Ниже 2% это считается сталью, а выше 2% — чугуном (объемное содержание углерода).
Поиск баланса
Твердость, хрупкость, пластичность и размер зерна стали являются результатом методов нагрева и охлаждения, используемых в цикле термообработки.
Когда сталь нагревают выше температуры превращения с образованием аустенита, а затем очень быстро закаливают, она чаще всего превращается в мартенсит. Он будет твердым, прочным и иметь небольшой размер зерна, но также будет и хрупким.
Когда сталь нагревается выше температуры превращения с образованием аустенита, а затем очень медленно охлаждается, она превращается в феррит, перлит и цементит. Эта структура сравнительно мягче, менее прочна, более пластична и имеет более крупный размер зерна.
Идеальными свойствами термообработанной стали являются твердость, прочность, пластичность и малый размер зерна.
Процесс выбора сводится к:
- Если сталь должна быть твердой и прочной, быстро закаливать. Однако он будет ломким.
- Если сталь должна обладать высокой пластичностью для механической обработки, охлаждайте медленно. Однако не будет очень сильным.
- Если сталь должна обладать как прочностью, так и пластичностью, можно добавить сплавы, но затраты возрастут.
Закалочные среды
Вода Закалочные среды
Вода является наиболее распространенной закалочной средой. Он недорогой, удобный в использовании и обеспечивает очень быстрое охлаждение. Он используется в основном для низкоуглеродистых сталей, где необходимо быстро отводить тепло от стали, чтобы получить хорошую твердость и прочность. Хотя вода обеспечивает внезапное резкое охлаждение, она может вызвать внутренние напряжения, деформацию или растрескивание. Для достижения наилучших результатов воду следует использовать комнатной температуры.
Для достижения наилучших результатов воду следует использовать комнатной температуры.
Закалка в масле
Масло более щадящее, чем вода, и используется для более ответственных деталей, имеющих тонкие срезы или острые края. Так как масло более щадящее, в нем меньше внутренних напряжений, деформаций или растрескивания. Однако нефть, как правило, не дает такой твердой или прочной стали, как вода. Таким образом, решение должно быть принято конструктором детали, что важнее, твердость и прочность или минимизация растрескивания и деформации.
Закалка воздухом
Воздушная закалка гораздо менее радикальна, чем закалка маслом или водой. Высокоскоростные вентиляторы обдувают стальные детали воздухом комнатной температуры. Чем медленнее скорость, тем меньше деформация, внутреннее напряжение и растрескивание. Однако он не будет таким прочным, если в металлы не будут добавлены специальные сплавы. Поэтому закалка на воздухе обычно используется для высоколегированных металлов, таких как хром и молибден.
Тушение соляным раствором
Рассол представляет собой воду с добавлением 5–10 % соли. Скорость немного выше, чем у воды, и, следовательно, более резкая в отношении растрескивания и искажения. Он также эффективен для удаления поверхностной окалины с деталей, поскольку соль вызывает мини-«взрывы» на поверхности детали, которые сдувают окалину.
Детали процесса термической обработки
Нормализация
Процесс для черных металлов.
Цель нормализации значительно различается. Нормализация может увеличить или уменьшить прочность и твердость данной стали в данной форме продукта в зависимости от термической и механической истории продукта. Функции нормализации могут частично совпадать с функциями отжига, закалки и снятия напряжений или их можно спутать. Улучшенная обрабатываемость, измельчение зернистой структуры, гомогенизация и модификация остаточных напряжений являются одними из причин нормализации.
Гомогенизация отливки путем нормализации может быть выполнена для того, чтобы разрушить или улучшить дендритную структуру и облегчить более равномерную реакцию на последующее затвердевание. Аналогичным образом, для кованых изделий нормализация может стереть полосчатую структуру зерна из-за горячей прокатки, а также крупный размер зерна или смешанный крупный и мелкий размер зерна из-за ковки.
Аналогичным образом, для кованых изделий нормализация может стереть полосчатую структуру зерна из-за горячей прокатки, а также крупный размер зерна или смешанный крупный и мелкий размер зерна из-за ковки.
Нормализация представляет собой цикл аустенитизирующего нагрева с последующим охлаждением в неподвижном или слегка перемешиваемом воздухе. Обычно изделие нагревают до температуры примерно на 100°F выше верхней температуры превращения. Нагревательная часть должна образовывать аустенитную фазу перед охлаждением. Это требует поддержания температуры в течение примерно 1 часа на дюйм толщины детали. Охлаждение должно происходить очень медленно, до состояния «черного каления», иначе они уже не будут такими раскаленными, как при извлечении из печи. После этого их можно закаливать или охлаждать быстрее, чтобы сократить общее время охлаждения.
Отжиг
Процесс обработки цветных и некоторых черных металлов при более высоких температурах.
В самом простом объяснении отжиг аналогичен нормализации (см. выше), за исключением того, что он ТАКЖЕ проводится для цветных металлов, таких как алюминий, латунь, медь и т. д., и чугуна (железо с содержанием углерода более 2 %). ).
выше), за исключением того, что он ТАКЖЕ проводится для цветных металлов, таких как алюминий, латунь, медь и т. д., и чугуна (железо с содержанием углерода более 2 %). ).
Предназначен для смягчения и гомогенизации частично обработанных металлов. Его также можно использовать в качестве решения для удаления захваченных газов, старения и коррозионной стойкости.
Поверхностное или поверхностное упрочнение
Процесс в вакуумной печи или печи с регулируемой атмосферой, который изменяет главным образом поверхностные (изнашивающиеся) части детали.
Protective Atmospheres
Oxidizing
Neutral
Reducing
Glossary of Heat Treat Terms
Open a 31 Page Heat Treat Glossary PDF
Sources: Heat Treat Сеть, Справочник по промышленному использованию газа 1977, Справочник по металлам, Справочник Американского общества металлов. TechPro DTE Energy 2001.
TechPro DTE Energy 2001.
© Energy Solutions Center Inc. Все права защищены. включают 4 основных вида: нормализацию, отжиг, закалку и отпуск. Это улучшит механические свойства стального материала, однородный химический состав и обрабатываемость.
Термообработку стальных металлических материалов можно разделить на комплексную термообработку, поверхностную термообработку и химическую термообработку. Стальная труба обычно подвергается комплексной термообработке.
Термическая обработка стальных труб
Характеристики стального материала в основном связаны с механическими свойствами, физическими свойствами и технологическими характеристиками. Термическая обработка придаст стальной трубе другую металлургическую структуру и соответствующие характеристики, поэтому ее лучше применять в различных отраслях промышленности или нефтегазового сектора.
Существует два метода улучшения свойств стального материала. Один из методов заключается в корректировке химического состава, называемый методом легирования. Другой метод – термическая обработка. В области современных промышленных технологий термическая обработка улучшает характеристики стальных труб и занимает доминирующее положение.
Другой метод – термическая обработка. В области современных промышленных технологий термическая обработка улучшает характеристики стальных труб и занимает доминирующее положение.
Термическая обработка.
1. Отопление.
Стальной материал может быть нагрет ниже критической точки или выше критической точки. Прежний способ нагрева может стабилизировать структуру и устранить остаточное напряжение. Последний способ может сделать материал аустенитизирующим.
Аустенитизация заключается в нагревании стального металла выше его критической температуры в течение достаточно длительного времени, чтобы он мог быть преобразован. Если за аустенитированием последовала закалка, то материал затвердеет. Закалка будет происходить достаточно быстро, чтобы превратить аустенит в мартенсит. После достижения температуры аустенизации, подходящей микроструктуры и полной твердости материал стальной трубы будет получен в дальнейших процессах термообработки.
2. Сохранение тепла.
Сохранение тепла.
Целью сохранения тепла является выравнивание температуры нагрева стального материала, тогда он получит разумную организацию нагрева.
3. Охлаждение
Процесс охлаждения является ключевым процессом при термообработке, он определяет механические свойства стальной трубы после процесса охлаждения.
Четыре основных метода термической обработки в производстве труб из углеродистой и легированной стали
Процессы термической обработки стальных труб включают нормализацию, отжиг, отпуск, закалку и другие процессы.
Нормализация
Нагрев стальной трубы выше критической температуры и охлаждение на воздухе.
Благодаря нормализации можно снять напряжение стального материала, улучшить пластичность и ударную вязкость для процесса холодной обработки. Нормализация обычно применяется для труб из углеродистой и низколегированной стали. Он будет производить различную структуру металла, перлит, бейнит, некоторый мартенсит. Что обеспечивает более твердый и прочный стальной материал и меньшую пластичность, чем материал полного отжига.
Что обеспечивает более твердый и прочный стальной материал и меньшую пластичность, чем материал полного отжига.
Отжиг
Нагрев материала до температуры выше критической в течение времени, достаточного для превращения микроструктуры в аустенит. Затем медленно охлаждают в печи, получая максимальное превращение феррита и перлита.
Отжиг устраняет дефекты, выравнивает химический состав и мелкие зерна. Этот процесс обычно применяется для труб из высокоуглеродистой, низколегированной и легированной стали, чтобы снизить их твердость и прочность, улучшить кристаллическую структуру, улучшить пластичность, пластичность, ударную вязкость и обрабатываемость.
Закалка
Нагрев материала стальной трубы до критической температуры до тех пор, пока не произойдет преобразование микроструктуры, с быстрым охлаждением.
Целью закалки является создание термического напряжения и напряжения тканей. Его можно устранить и улучшить закалкой. Сочетание закалки и отпуска может улучшить всесторонние характеристики.
Отпуск
Нагрев стального материала до определенной температуры ниже критической точки, часто на воздухе, в вакууме или в инертной атмосфере. Различают низкотемпературный отпуск от 205 до 595°F (от 400 до 1105°F), среднетемпературный и высокотемпературный отпуск (до 700℃ 1300℉).
Целью отпуска является повышение прочности труб из стали и легированной стали. Перед отпуском эти стали очень твердые, но слишком хрупкие для большинства применений. После обработки можно улучшить пластичность и ударную вязкость стальной трубы, уменьшить или устранить остаточное напряжение и стабилизировать размер стальной трубы. Обладает хорошими всесторонними механическими свойствами, поэтому не меняется в процессе эксплуатации.
Обработка на твердый раствор стальной трубы на основе сплава
Обработка на твердый раствор
Нагревание сплава до надлежащей температуры, выдерживание его при этой температуре в течение времени, достаточного для превращения одного или нескольких компонентов в твердый раствор, затем его быстрое охлаждение удерживать эти составляющие в растворе.
