

Содержание
Электрохимическое сверление / Мастерская / НеПропаду
Мастерская:
Электрохимическое сверление
Долго думал писать об этом или нет. При желании практическое применение всегда найдётся. В общем пару лет назад шил я себе сумку из замши. Хотелось чего-то рукодельного. И вот когда она фактически была готова — встал вопрос фурнитуры. Вешать ручку на что-то совсем обычное из магазина не хотелось. Тогда я взял две советские мельхиоровые ложки, пооткусывал черпала и отправился на ближайшую железную дорогу, благо она была расположена в сотне метров от дома, где я на тот момент жил. Разложил на рельсах, стал ждать электричку и дождался. Да простят меня железнодорожники за такое кощунство, но нема у меня дома кувалды и наковальни. А прокатного стана и подавно. Электричка в пару заходов с успехом его заменила. Полученные пластины я радостно отнёс домой и стал думать что же с ними дальше делать. В наличии дома была только бормашинка, и ни одного сверла, единственное которое было в комплекте давно затупилось, только абразивные насадки к ней остались. Надо сказать что когда мне приспичит чего-то делать — ждать становится невмоготу. Бежать искать свёрла это трата времени, а руки чешутся сейчас. Не долго думая собрал простейшую гальваническую ванну из металлической ёмкости в качестве катода и, собственно, изделия в качестве анода.
Полученные пластины я радостно отнёс домой и стал думать что же с ними дальше делать. В наличии дома была только бормашинка, и ни одного сверла, единственное которое было в комплекте давно затупилось, только абразивные насадки к ней остались. Надо сказать что когда мне приспичит чего-то делать — ждать становится невмоготу. Бежать искать свёрла это трата времени, а руки чешутся сейчас. Не долго думая собрал простейшую гальваническую ванну из металлической ёмкости в качестве катода и, собственно, изделия в качестве анода.
Пластину покрыл лаком и процарапал места будущих отверстий. В качестве электролита использовал раствор калиевой селитры. Кислот никаких дома не было, соды тоже не нашлось, а поваренная соль, как мне казалось, запах хлора выдаст на всю квартиру. Собрав цепь и опустив пластину в воду постепенно добавлял селитру до приемлемого значения силы тока. Так как задача была как можно скорее растворить слой металла, а не получить прочное покрытие на катоде — ток дал максимальный, какой мог выдержать имевшийся блок питания.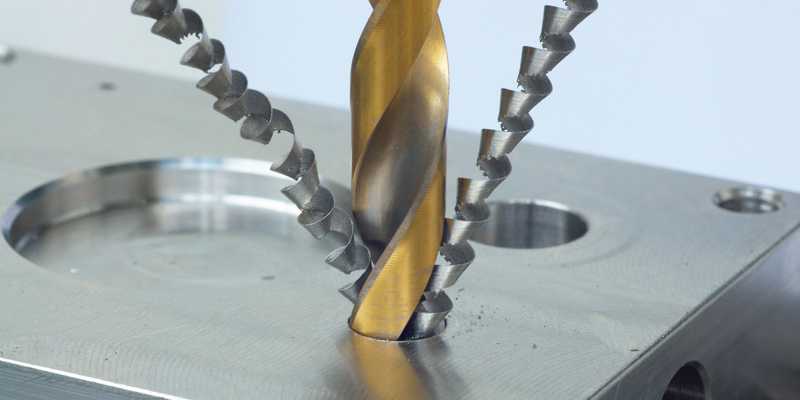 Процесс пошёл, а я тем временем мазал лаком вторую пластину, иногда поглядывая на мультиметр, следя за током.
Процесс пошёл, а я тем временем мазал лаком вторую пластину, иногда поглядывая на мультиметр, следя за током.
Ток постепенно падал, как выяснилось из-за образования нерастворимого оксида меди на аноде. Приходилось доставать и счищать раза три-четыре за всё время травления. Где-то в середине процесса немного потыкал шилом лаковое покрытие, чтоб в этих местах металл немного протравился, хотелось добиться эффекта старого металла изъеденного временем. Времени ушло на весь процесс от часа до двух, точно не помню. В конце, на месте процарапанных полос оставался тонкий слой металла, ждать я не стал — просто проткнул его отвёрткой, расширил щель и сровнял надфилем. В общем в итоге получились такие вот забавные ручкодержалки, желаемого брутального стиля а ля «пещерный человек сделает аккуратнее».
О практическом применении снова. Сверхточным метод не назовёшь, но когда точность не принципиальна, лишь бы продырявить — он работает. Затрудняюсь представить ситуацию когда под рукой будет электричество, но не будет свёрл, однако всякое случается, авось и пригодится.
P.S. А вот сама сумка. Раз уж упомянул — надо похвастаться.
- гальваника
- messor,
- cat053,
- Nord,
- frogman,
- Spooky,
- lucky4,
- Ivan_Taiga,
- strannik,
- gennadiy,
- Indigo,
- tiunin,
- Mishanya,
- RIarix,
- koleco23,
- Zloy_Bobr,
- S212,
- Lis,
- Tushcan,
- Land-user,
- Dmitry_1984,
- DimHesse,
- Lepila,
- Nobody,
- UncleGans,
- Sergik2011,
- ger9,
- maesro,
- GR1FoK,
- Nasmeshnik,
- VOLk61,
- Radon4eg,
- Gorec,
- dronik48rus,
- turist,
- Lytish,
- SiBear,
- Andruha,
- jeleziaka,
- MrManiac,
- zapa-sutrapyan,
- DIS,
- Deen,
- danunah,
- Jeronimo,
- saer,
- Yaderscheg,
- DenisDenisovich
+ (47):
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.
Описание процесса сверления отверстий и правила выполнения работ
Изготовление многих металлических деталей предусматривает создание в их теле различных отверстий – глухих либо сквозных. Для этого применяется специальная механическая обработка, получившая название «сверление». При ее выполнении в качестве режущего инструмента используется сверло, посредством которого можно делать отверстия различной глубины, а также диаметра. В условиях промышленного производства регламентирует проведение операции сверления технологическая карта. Соответствующий ей чертеж должен отображать рабочие параметры отверстия, предельные допустимые отклонения и особенности конструкции (например, наличие фаски на обеих либо только на одной кромке, диаметр изменяемый либо имеющий постоянное значение по всей длине отверстия и т.д.).
Процедура сверления
Сверление является технологической операцией последовательного постепенного удаления слоев базового материала (в нашем случае это металл) посредством режущего инструмента в окружности требуемого диаметра.
Выполняется эта процедура объединением движений двух видов – поступательного, а также вращательного. Получение заданных размеров отверстий в заготовках требует точного соблюдения таких рабочих параметров:
-
скорость передвижения в вертикальном либо горизонтальном направлении, которое определяется взаиморасположением в пространстве обрабатываемой детали и сверла; -
скорость вращательного движения режущего инструмента.
Нередко, чтобы получить заданную точность, проводится этап предварительного сверления. Его принято называть «черновым». Выполняется эта операция с пониженным уровнем точности. После нее производится чистовая обработка. На данном этапе задействуются высокоточные агрегаты и приспособления/инструменты для заготовок из металла. Существуют следующие варианты сверления: с использованием
-
специализированных металлорежущих либо сверлильных станков; -
ручного инструмента (речь идет, прежде всего, о дрели).

На металлорежущем – токарном – станке сверло фиксируется в элементе этого агрегата под названием «задняя бабка», а заготовка, зажатая кулачками патрона, вращается. В сверлильном станке вращается уже сверло, тоже зафиксированное в патроне. Слесарь плавно подводит его к намеченному на внешней поверхности заготовки месту обработки. При создании первым способом полученные отверстия характеризуются более высокой точностью и отличаются менее шероховатыми стенками.
Разновидности сверл
Сегодня существует много типов данного режущего инструмента. Рассмотрим лишь наиболее часто применяемые.
Сверла спиральные
Такие сверла получили наиболее широкое распространение. Их производство нормируют положения ГОСТа 10902-77. Этим документом установлено ниже представленное базовое исполнение сверла спирального.
Диапазоны изменения указанных на этом чертеже параметров выглядят так:
-
общая длина (обозначение L): от 19,0 мм до 205,0 мм; -
длина спиралевидной части (параметр l): минимум 3,0 мм; максимум 140 мм; -
диаметр: min 0,25 мм; max 20,0 мм;
Скорость резания сверлом спиральным увеличивается применением т. н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
Сверла с пластинами из твердых сплавов
Сверла спиральные, на режущую кромку которых напаяны твердосплавные пластины, демонстрируют высокую эффективность при обработке конструкций из полнотелого бетона, нещелевого кирпича, прочного полимера, цветных сплавов и чугуна. Но для создания отверстий в стальных изделиях применяются они редко. Обусловлено это необходимостью обеспечения высокой жесткости рабочих компонентов применяемого оборудования. Невыполнение данного требования приведет к возникновению вибрации, в результате которой твердосплавные пластинки станут выламываться и крошиться.
Производители сверл данного типа руководствуются положениями ГОСТа 5756-81. Согласно его нормам, эти изделия должны выпускаться:
Согласно его нормам, эти изделия должны выпускаться:
Корпуса этих изделий должны изготавливаться с твердостью 57НRС…63НRС.
Сверла центровочные
Внешне такой инструмент не схож с классическим вариантом сверла. Особенность его конструкции – это утолщенное цилиндрическое основание, диаметр которого превышает значение этого параметра рабочей части где-то раза в 2-3.
Сфера применения сверл центровочных соответствует их названию. Их используют при работе на металлообрабатывающем оорудовании. В частности, с помощью таких сверл размечают центры заготовок, прежде чем закрепить их в патроне токарного станка. То есть предварительное кернение здесь не проводится. Благодаря такому технологическому решению процесс выпуска металлопродукции при крупносерийном производстве значительно ускоряется.
Изготовление сверл центровочных регламентируется ГОСТом 14952-75.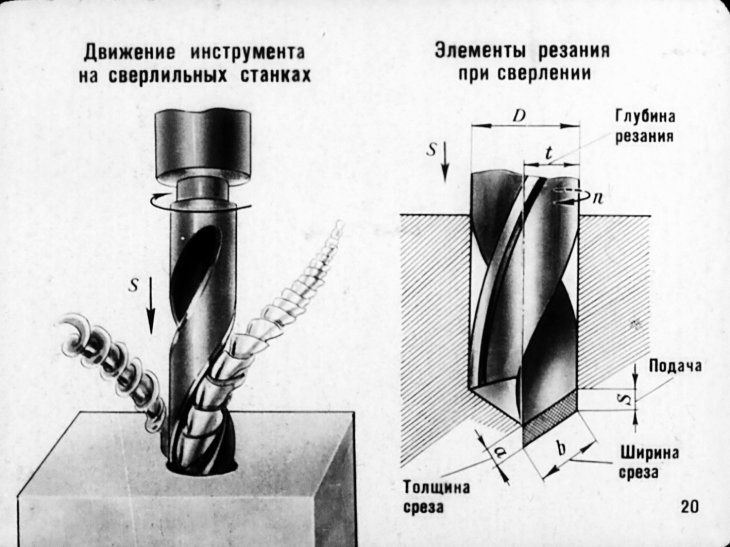 Этот документ устанавливает два исполнения такого инструмента.
Этот документ устанавливает два исполнения такого инструмента.
Наиболее востребован вариант, чертеж которого представлен ниже. Отображенные на нем параметры изменяются в таких диапазонах:
-
общая длина (обозначение L): от 33,5 мм до 128,0 мм; -
длина рабочей части (параметр l): 1,5 мм…14,2 мм; -
диаметр цилиндрической части (D): min 4,0 мм; max 31,5 мм; -
диаметр сверла (d): минимальный 0,8 мм; максимальный 10,0 мм; -
диаметр конусообразного основания сверла: от 1,7 мм до 21,2 мм
Сверло пушечное
С помощью сверла пушечного создаются глухие и сквозные отверстия, характеризующиеся большой глубиной. Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Само сверло причисляется к категории однорезцового инструмента.
Попутно стоит отметить следующий момент: сверление принято считать глубоким при глубине создаваемого отверстия в 5 раз превышающего его диаметр. Начиная работу с пушечным сверлом, нужно контролировать правильность его направления по отношению к накерненному под будущее гнездо месту. С этой целью обычно применяется кондукторная втулка. При использовании пушечных сверл можно создавать отверстия с диаметром (D), изменяющимся в диапазоне 0,5 мм ≤D≤ 100 мм.
Сверла корончатые
Эти изделия по внешнему виду напоминают металлический стакан с режущими зубцами на рабочей части, в качестве которой выступает его торец. Другое название корончатого сверла – кольцевая фреза. Производство инструмента данного типа нормируют положения ГОСТа 17013-71. Этот документ устанавливает одно исполнение такого изделия.
Этот документ устанавливает одно исполнение такого изделия.
Численные значения указанных на чертеже параметров содержатся в таблице. Единица измерения – миллиметры.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
| |
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
| ||
|
|
|
|
| |
|
|
|
|
|
Использование корончатых сверл позволяет очень быстро, буквально за какие-то секунды, создать в металлической детали отверстия значительного диаметра и большой глубины.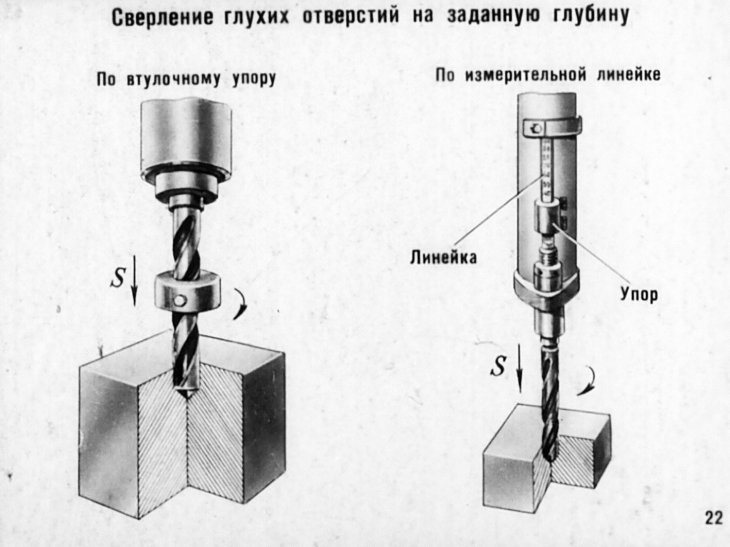
Сверла конусные
В соответствии с названием, такие изделия имеют коническую форму. При этом их диаметр может изменяться плавно либо ступенчато.
Второй вариант исполнения нашел более широкое применение. Обусловлено это возможностью получить с помощью ступенчатых сверл отверстие с прямыми стенками и с точно заданным по проекту диаметром. Поверхность гнезд, полученных посредством инструмента с плавным изменением диаметра, всегда будет с небольшим уклоном.
Определить качество данных изделий и, соответственно, сферу применения можно по их цвету.
-
Стальной цвет с серым отливом. Как правило, сырьем для изготовления таких сверл служит низкокачественная инструментальная сталь. Для обработки прочного, твердого и толстого металлопроката они непригодны. -
Тускло золотистый оттенок. Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
-
Золотистый насыщенный цвет. Инструмент, имеющий подобный цвет, характеризуется повышенным качеством. Его сфера применения – сверление отверстий в толстостенных объектах из высокопрочных сталей.
 Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
В целом, преимуществом приобретения конусного ступенчатого сверла является экономия денежных средств. Ведь тогда отпадает необходимость покупки полного комплекта сверлильного инструмента.
Правила выбора
Осуществляя выбор сверл по металлу, нужно отталкиваться, прежде всего, от тех технологических задач, которые предстоит решить с их помощью.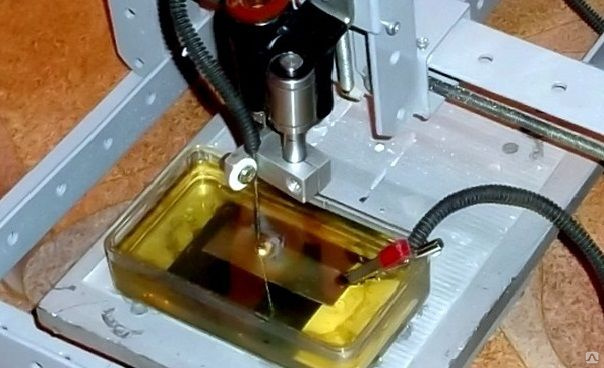 Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
-
качество материала изготовления; -
соответствие конфигурации типовым размерам; -
диаметр рабочего сегмента; -
степень симметричности элементов конструкции; -
цвет/оттенок поверхности; -
репутация предприятия-производителя;
При выборе сверл нужно также принимать во внимание тип устройства, с помощью которого будут создаваться отверстия. Например, при необходимости высверливания гнезд с большим диаметром, обычно применяются низкооборотистые и, одновременно, мощные электродрели. Соответственно, подбирать сверла необходимо именно под такое оборудование.
Соответственно, подбирать сверла необходимо именно под такое оборудование.
Как сверлить
Последовательность этапов выполнения сверления указывается в технологической карте, и ее этапы следует неукоснительно соблюдать. Но в этом документе не оговорены важные особенности, знание которых позволит осуществить данную операцию качественно. Некоторые из них указаны ниже. В частности, нужно:
-
подводить сверло к накерненной точке, дождавшись, когда скорость его вращения достигнет заданной величины; -
извлекать сверло из отверстия только при его вращении. Если в электродрели доступна опция по изменению скорости вращения, перед этим нужно установить минимальные обороты; -
контролировать ход процедуры резания. Например, если сверление режущей кромкой не выполняется, делается вывод, что твердость материала заготовки превышает этот показатель режущего инструмента, и сверло требует замены; -
когда работа ведется на ЧПУ-станках, необходимо контролировать корректность последовательности выполняемых операций – «умное» оборудование может сбоить;
При создании глухих отверстий целесообразно применение ограничителя сверла, позволяющего не допустить превышение глубины прохода. Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
На рисунке приняты такие обозначения:
-
«1» – само сверло; -
«2» – ограничитель глубины отверстия; -
«3» – патрон электродрели; -
«4» – заданная глубина отверстия;
Заключение
В заключение стоит отметить, что стойкость сверла (это свойство определяется продолжительностью временного интервала между двумя соседними заточками) является характеристикой производной от уровня его охлаждения. Когда оно отсутствует, сверло очень быстро затупляется из-за того, что перегревшийся металл режущих кромок отпускается. В качестве охлаждающей жидкости в ходе сверления медьсодержащего сплава – латуни, изделий из красной меди, ковкого чугуна и всех марок стали, служит масло, обогащенное минералами. Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Разнородные металлы и гальваническая коррозия
- Автор сообщения: Роб Миллер
- Сообщение опубликовано: 26 декабря 2014 г.
- Категория сообщения: Разное
Коррозию разнородных металлов часто называют «электролизом», но технически это не так. Не вдаваясь в подробности, мы обсудим настоящую проблему, почему она важна для владельцев колодцев и как можно построить качественную систему водоснабжения, чтобы избежать ее.
В железных колодцах или в колодцах с проблемами pH или TDS вода может стать очень агрессивной по отношению к металлам, особенно к стали и железу. Это может еще больше усугубиться при соединении разнородных металлов. В приведенном выше примере железо в воде атаковало оцинкованную стальную трубу и наносило наибольший ущерб там, где установщик использовал латунные обратные клапаны. Латунь буквально вытягивала оцинковку из стали, ускоряя повреждение стали по мере приближения к латуни.
Это может еще больше усугубиться при соединении разнородных металлов. В приведенном выше примере железо в воде атаковало оцинкованную стальную трубу и наносило наибольший ущерб там, где установщик использовал латунные обратные клапаны. Латунь буквально вытягивала оцинковку из стали, ускоряя повреждение стали по мере приближения к латуни.
image via galvanizeit.org
Это не только усугубляет проблемы с водой, поскольку в колодец поступает больше железа, но и приводит к преждевременному отказу оборудования. Этой трубе было 6 лет, и в ней уже были отверстия вокруг этих соединений. На самом деле он сломался, когда мы тянули насос, и элеватор трубы и сообразительность техника были единственным, что удержало нас от потери насоса и оставшейся трубы в скважине.
Гальваническая коррозия — это электрохимический процесс, при котором один металл корродирует преимущественно по отношению к другому, когда оба металла находятся в электрическом контакте в присутствии электролита. Эта же гальваническая реакция используется в первичных батареях для выработки электрического напряжения.
Чем менее «благородный» металл, тем выше вероятность его коррозии при контакте с электролитами в воде. Наиболее активными (анодными) из них являются магний и цинк, а наиболее благородными (катодными) – платина и графит. Металлы, которые обычно используются в сантехнике и электропроводке, находятся где-то посередине между ними.
Коррозия железного гвоздя, обернутого блестящей медной проволокой. Фото Ricardo Maçãs
Колодезные трубы и фитинги обычно изготавливаются из ПВХ, меди, латуни или оцинкованных труб. Однако эта сантехника рассчитана на нейтральную воду; а необработанные грунтовые воды часто совсем не нейтральны.
Несмотря на то, что они знают, что в водяных скважинах она не выдержит, многие бурильщики скважин устанавливают оцинкованные трубы, потому что они обладают высокой прочностью на растяжение по сравнению со стоимостью материала. Это дополнительная страховка от того, что установщик перетянет фитинги, а также предотвратит разрыв оборудования при нормальной работе. Это особенно важно, когда большой насос устанавливается в глубокой скважине, так как крутящий момент при пуске и остановке, а также вес сборки, но все эти проблемы можно решить путем тщательной установки трубы из ПВХ сортамента 120 и использования множество ограничителей крутящего момента, чтобы помочь поддерживать блок падения внутри скважины, и один стержень из нержавеющей трубы на дне, чтобы помочь поглощать крутящий момент от насоса.
Это особенно важно, когда большой насос устанавливается в глубокой скважине, так как крутящий момент при пуске и остановке, а также вес сборки, но все эти проблемы можно решить путем тщательной установки трубы из ПВХ сортамента 120 и использования множество ограничителей крутящего момента, чтобы помочь поддерживать блок падения внутри скважины, и один стержень из нержавеющей трубы на дне, чтобы помочь поглощать крутящий момент от насоса.
Поскольку ПВХ не вызывает коррозии, латунные обратные клапаны по пути не повлияют на них, а везде, где необходимо использовать другой металл, например, в устье скважины, где часто устанавливаются латунные или медные фитинги, нержавеющая сталь используется везде, где это целесообразно. В большинстве компаний по снабжению бурением скважин имеется широкий выбор фитингов из нержавеющей стали диаметром до 2 дюймов. Вся эта дополнительная забота и «благородный» металл стоят немного дороже, но они того стоят за качество воды и стабильность скважины и оборудования, которые она помогает обеспечить.
У нас больше нет даже оцинкованной фурнитуры. Нержавеющая сталь — это лишь один из компонентов, благодаря которому сертифицированная система водоснабжения может претендовать на пожизненную гарантию на детали и работу.
Теги: поврежденные трубы, химические вещества в воде, загрязненная вода, коррозия, питьевая вода, подземные воды, железо в воде, питьевая вода, химический состав воды, проблемы с водой, скважина, строительство скважин, владение скважиной, обслуживание скважин
Роб Миллер
Опыт Роба в экологическом садоводстве и зеленой промышленности, а также время, проведенное в качестве помощника по законодательным вопросам и защитника прав частной собственности на Генеральной ассамблее Джорджии, дает информацию о его уникальном взгляде на проблемы водоснабжения метрополитена Атланты, а также на воду и управление ею как на глобальную проблему. проблема.
Хотите США Литий США? Гальваническая энергия может поставлять 50 миллионов электромобилей
Одним из важнейших элементов недавно принятого Закона о снижении инфляции (IRA) является требование о том, чтобы электромобили начали использовать батареи, содержащие минералы из «дружественных» стран, с особым акцентом на минералы для батарей из СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ. Интересно, что за месяц до того, как монументальный законопроект был принят, компания Galvanic Energy из Оклахомы объявила о большом потенциале производства лития в Юте.
Интересно, что за месяц до того, как монументальный законопроект был принят, компания Galvanic Energy из Оклахомы объявила о большом потенциале производства лития в Юте.
По данным компании, недавний сторонний отчет о ресурсах «подтвердил перспективу формации Smackover компании Galvanic Energy как одно из крупнейших месторождений литиевого соляного раствора в Северной Америке с достаточным количеством лития для производства батарей, достаточных для 50 миллионов электромобилей». 50 миллионов электромобилей! Проспект Смэковер расположен в южной части Арканзаса.
Естественно, Galvanic Energy должна быть коммерчески конкурентоспособной, чтобы приступить к работе по извлечению этого лития, чтобы двигаться к такой амбициозной возможности. Однако IRA, безусловно, поможет стимулировать такую конкурентоспособность и добычу.
«За последний год компания завершила испытания скважин и детальное моделирование пласта, чтобы значительно улучшить свои 120 000 акров литиевых месторождений в южном Арканзасе», — пишет Galvanic Energy. Компания позиционирует себя как «компания по разведке ресурсов, основанная на геолого-геофизических исследованиях, которая применяет инновационные запатентованные методы обнаружения для выявления природных ресурсов, необходимых для сектора возобновляемых источников энергии США».
Компания позиционирует себя как «компания по разведке ресурсов, основанная на геолого-геофизических исследованиях, которая применяет инновационные запатентованные методы обнаружения для выявления природных ресурсов, необходимых для сектора возобновляемых источников энергии США».
Вышеупомянутые сторонние тесты, проведенные APEX Geoscience Ltd., обнаружили 29Концентрации лития от 0 до 520 мг/л на участке Арканзас после бурения испытательных скважин, вскрывших формацию Смаковер. Galvanic Energy называет эти результаты «одними из самых высоких зарегистрированных значений в рассолах Северной Америки». Испытания также показали концентрацию брома в пределах 3700-6000 мг/л.
В целом анализ оценил 4 миллиона тонн эквивалента карбоната лития (LCE) и 10 миллионов тонн элементарного брома на участке Smackover компании Galvanic Energy.
Поиск по запросу «Гальваническая энергия» на нашем сайте не дал результатов. Тем не менее, мы обязательно будем следить за новостями от компании в ближайшие годы. Это могло бы стать громким именем в литии США. Или не. Посмотрим.
Цените оригинальность CleanTechnica и освещение новостей о чистых технологиях? Подумайте о том, чтобы стать участником, сторонником, техническим специалистом или послом CleanTechnica – или покровителем на Patreon.
Не хотите пропустить статью о чистых технологиях? Подпишитесь на ежедневные обновления новостей от CleanTechnica по электронной почте. Или следите за нами в Новостях Google!
Есть совет для CleanTechnica, хотите разместить рекламу или предложить гостя для нашего подкаста CleanTech Talk? Свяжитесь с нами здесь.
В этой статье: Арканзас, литий
Зак пытается помочь обществу помочь самому себе одним словом за раз.
