

Содержание
Допуск | это… Что такое Допуск?
в машиностроении, интервал, в котором допускается отклонение числовой характеристики параметра от его номинального (расчётного) значения. Д. задают на геометрические параметры деталей машин и механизмов (линейные и угловые размеры, форму и расположение поверхностей и др.), на механические, физико-химические и др. параметры (например, электрическое сопротивление, твёрдость, процентное содержание химических элементов в материалах и т.д.).
Д. указывают в стандартах, технических требованиях или на чертежах изделий в виде двух предельных размеров (наибольшего и наименьшего), между которыми находится действительный размер, т. е. размер, определённый измерением (рис. 1). Вместо предельных размеров в технической документации обычно указывают номинальный размер, полученный из расчёта на прочность, жёсткость и т. д. с учётом функционального назначения изделия, и два предельных отклонения — верхнее и нижнее, равные соответственно алгебраической разности наибольшего или наименьшего предельных размеров и номинального размера. Т. о., в узком смысле слова Д. — разность между наибольшим и наименьшим предельными размерами или между верхним и нижним отклонениями. Например, если задана твёрдость поверхности детали 62—64 HRC, то Д. твёрдости равен 2 HRC; если задан размер детали 60-0,1-0,3 то Д. размера равен 0,2 мм. Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
Т. о., в узком смысле слова Д. — разность между наибольшим и наименьшим предельными размерами или между верхним и нижним отклонениями. Например, если задана твёрдость поверхности детали 62—64 HRC, то Д. твёрдости равен 2 HRC; если задан размер детали 60-0,1-0,3 то Д. размера равен 0,2 мм. Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
Наиболее широко понятие Д. распространено в машиностроении, где Д. устанавливают для обеспечения необходимого качества изделий и взаимозаменяемости (См. Взаимозаменяемость) деталей или целых узлов машин и механизмов. Д. характеризует уровень требований к точности изготовления деталей. От него зависит выбор метода обработки, оборудования и способов контроля и в конечном итоге стоимость изготовления. На практике не стремятся получить идеальные детали, т.к. это невозможно по условиям технологии и методам контроля и необязательно для обеспечения правильной работы машины или механизма. Кроме Д. на изготовление, устанавливают Д. на изменение характеристик изделий в процессе эксплуатации.
Кроме Д. на изготовление, устанавливают Д. на изменение характеристик изделий в процессе эксплуатации.
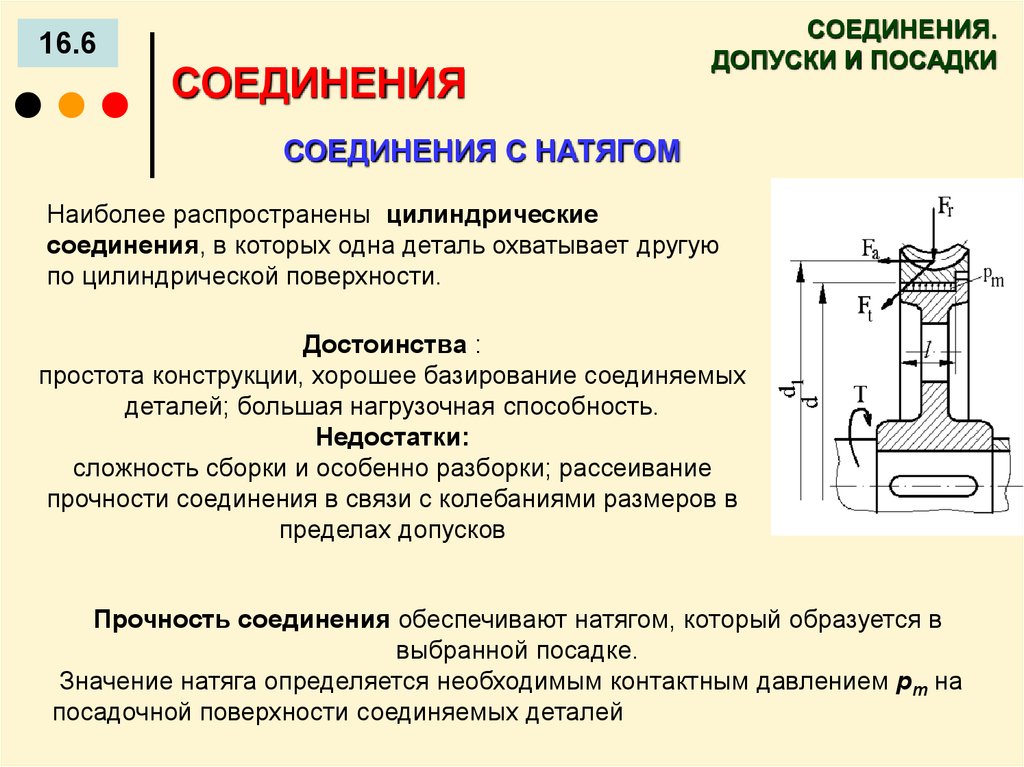
Все детали машин подвижно или неподвижно соединены друг с другом. Д. на сопрягаемые детали определяет характер их соединения, т. е. большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению, или посадку. В соединении двух деталей различают охватывающую поверхность, называемую в общем случае отверстием, и охватываемую поверхность, называемую валом. Посадка определяется разностью размеров отверстия и вала. Размер отверстия может быть больше размера вала, тогда разность между ними называется зазором. Если размер вала до сборки деталей больше размера отверстия, то разность между ними называется натягом. Действительный зазор (или натяг) должен находиться между двумя предельными значениями: наибольшим и наименьшим зазорами (или натягами). Разность между предельными зазорами (или натягами) называется допуском посадки. Существуют 3 группы посадок: подвижные (свободные), прессовые и переходные.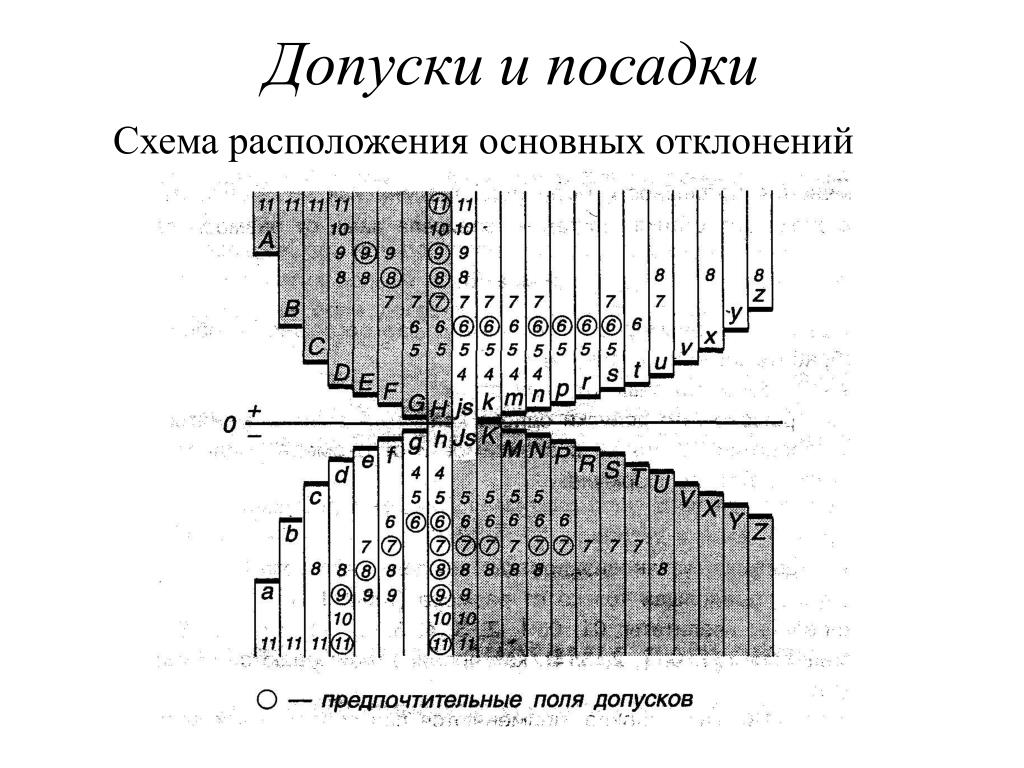 Первые характеризуются гарантированным наименьшим зазором в соединении. К этой группе относятся также так называемые скользящие посадки, в которых гарантированный зазор равен нулю. Посадки с зазором применяют, как правило, в подвижных соединениях, а в неподвижных соединениях — для облегчения сборки деталей. В последнем случае детали дополнительно закрепляют. В таких соединениях, как подшипниковая цапфа, вращающаяся во втулке, зазор обеспечивает необходимую свободу взаимного перемещения деталей. Посадки с натягами характеризуются гарантированным (наименьшим) натягом. Эти посадки применяют в неподвижных соединениях, передающих нагрузки (осевое усилие или крутящий момент), причём неподвижность обеспечивается, как правило, без дополнительного крепления деталей, за счёт деформации поверхности. Пример такой посадки — соединение зубчатого венца со стальной или чугунной ступицей. Соединение с натягом осуществляется под прессом или при нагревании охватывающей детали и охлаждении охватываемой. В переходных посадках возможно получение как зазоров, так и натягов.
Первые характеризуются гарантированным наименьшим зазором в соединении. К этой группе относятся также так называемые скользящие посадки, в которых гарантированный зазор равен нулю. Посадки с зазором применяют, как правило, в подвижных соединениях, а в неподвижных соединениях — для облегчения сборки деталей. В последнем случае детали дополнительно закрепляют. В таких соединениях, как подшипниковая цапфа, вращающаяся во втулке, зазор обеспечивает необходимую свободу взаимного перемещения деталей. Посадки с натягами характеризуются гарантированным (наименьшим) натягом. Эти посадки применяют в неподвижных соединениях, передающих нагрузки (осевое усилие или крутящий момент), причём неподвижность обеспечивается, как правило, без дополнительного крепления деталей, за счёт деформации поверхности. Пример такой посадки — соединение зубчатого венца со стальной или чугунной ступицей. Соединение с натягом осуществляется под прессом или при нагревании охватывающей детали и охлаждении охватываемой. В переходных посадках возможно получение как зазоров, так и натягов. Эти посадки применяют для неподвижных соединений деталей, когда требуется их хорошее взаимное центрирование и разборка соединения при монтаже, осмотрах и ремонте (например, соединение зубчатого колеса с валом редуктора). Детали, передающие нагрузки, обычно дополнительно закрепляют шпонками, штифтами, болтами и др.
Эти посадки применяют для неподвижных соединений деталей, когда требуется их хорошее взаимное центрирование и разборка соединения при монтаже, осмотрах и ремонте (например, соединение зубчатого колеса с валом редуктора). Детали, передающие нагрузки, обычно дополнительно закрепляют шпонками, штифтами, болтами и др.
В зависимости от выбранной посадки предельно допустимые отклонения могут быть положительными или отрицательными. При графическом изображении Д. и посадок от линии, условно изображающей номинальный размер детали или соединения (нулевой линии), можно отложить в принятом масштабе предельные отклонения отверстия и вала (положительные вверх, отрицательные вниз). Зону, заключённую между этими линиями, называют полем допуска размера (рис. 2). Сравнение взаимного положения полей Д. позволяет определить посадку для данного соединения.
Посадки и Д. в СССР регламентированы стандартами и представлены в виде таблиц, составленных на основе закономерно построенных рядов предельных отклонений валов и отверстий. Система Д. и посадок сводит всё многообразие возможных Д. к минимуму, удовлетворяющему потребностям проектирования и производства, что создаёт предпосылки для унификации изделий, уменьшения номенклатуры инструментов (например, развёрток, калибров) и др. технологической оснастки, сокращает сроки проектирования и период подготовки производства. Таблицы стандартных отклонений построены по системе отверстия и по системе вала. В системе отверстия основной деталью является деталь с отверстием и его номинальный размер и отклонения для всех посадок одни и те же. Посадки получаются за счёт изменений предельных отклонений вала (посадочной детали). В системе вала основной деталью служит вал, а посадочной — деталь с отверстием. В стандартах на Д. и посадки предусмотрено несколько классов точности (См. Классы точности), в которых Д. увеличивается с ростом номинального размера в соответствии с так называемой единицей допуска. Один и тот же размер в разных классах точности имеет разные Д., составляющие обычно геометрическую прогрессию со знаменателем 1,6.
Система Д. и посадок сводит всё многообразие возможных Д. к минимуму, удовлетворяющему потребностям проектирования и производства, что создаёт предпосылки для унификации изделий, уменьшения номенклатуры инструментов (например, развёрток, калибров) и др. технологической оснастки, сокращает сроки проектирования и период подготовки производства. Таблицы стандартных отклонений построены по системе отверстия и по системе вала. В системе отверстия основной деталью является деталь с отверстием и его номинальный размер и отклонения для всех посадок одни и те же. Посадки получаются за счёт изменений предельных отклонений вала (посадочной детали). В системе вала основной деталью служит вал, а посадочной — деталь с отверстием. В стандартах на Д. и посадки предусмотрено несколько классов точности (См. Классы точности), в которых Д. увеличивается с ростом номинального размера в соответствии с так называемой единицей допуска. Один и тот же размер в разных классах точности имеет разные Д., составляющие обычно геометрическую прогрессию со знаменателем 1,6.
Д. и посадки обозначают на чертежах, в технической документации, ГОСТах с помощью букв и цифр. Например, основное отверстие 3-го класса точности обозначают А3, а основной вал того же класса точности В3. На сборочном чертеже указывают также посадку, например ∅ 8 А4/С3 обозначает соединение со скользящей посадкой вала по 3-му классу точности (С3), с отверстием по 4-му классу точности (А4).
Из общего числа стандартных полей Д. (предельных отклонений) выделен сокращённый набор, рекомендованный для первоочередного применения. Эти поля называются предпочтительными. Стандарты устанавливают Д. и посадки не только для цилиндрических, но и для конических деталей, резьбовых (шпоночных, шлицевых соединений зубчатых передач и др.).
Лит.: Апарин Г. А., Городецкий И. Е., Допуски и технические измерения, 4 изд., М., 1956; Приборостроение и средства автоматики. Справочник, т. 1, М.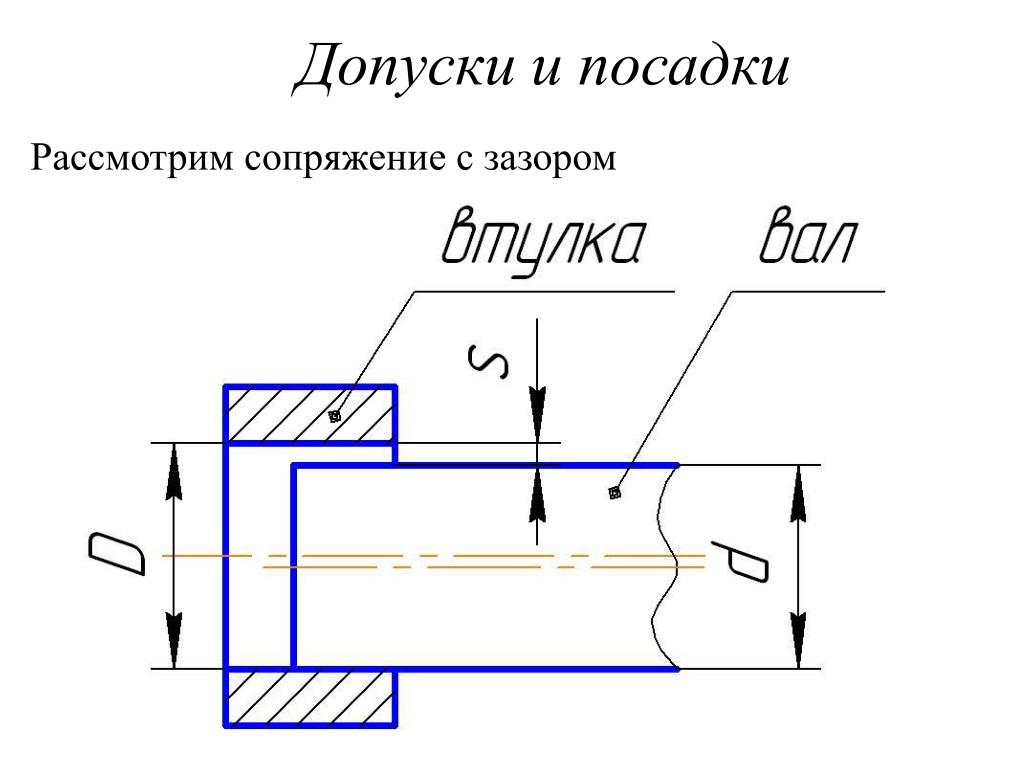 , 1963; Мягков В. Д., Допуски и посадки. Справочник, 4 изд., М.—Л., 1966; Якушев А. И., Основы взаимозаменяемости и технические измерения, 2 изд., М., 1968.
, 1963; Мягков В. Д., Допуски и посадки. Справочник, 4 изд., М.—Л., 1966; Якушев А. И., Основы взаимозаменяемости и технические измерения, 2 изд., М., 1968.
И. В. Дунин-Барковский.
Рис. 1. Графическое изображение предельных размеров (а) и предельных отклонений — допусков — вала и отверстия (б).
Рис. 2. Графическое изображение полей допусков в системе отверстия (а) и в системе вала (б).
Допуски размеров, отклонения, посадки и квалитеты.
Основные понятия о допусках и посадках
Механизмы машин и приборов состоят из деталей, совершающих в процессе работы определенные относительные движения или соединенных неподвижно. Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными.
Абсолютно точное изготовление любой детали невозможно, как невозможно и измерить ее абсолютный размер, поскольку точность любого измерения ограничена возможностями средств измерения на данном этапе научно-технического прогресса, при этом предела этой точности не существует.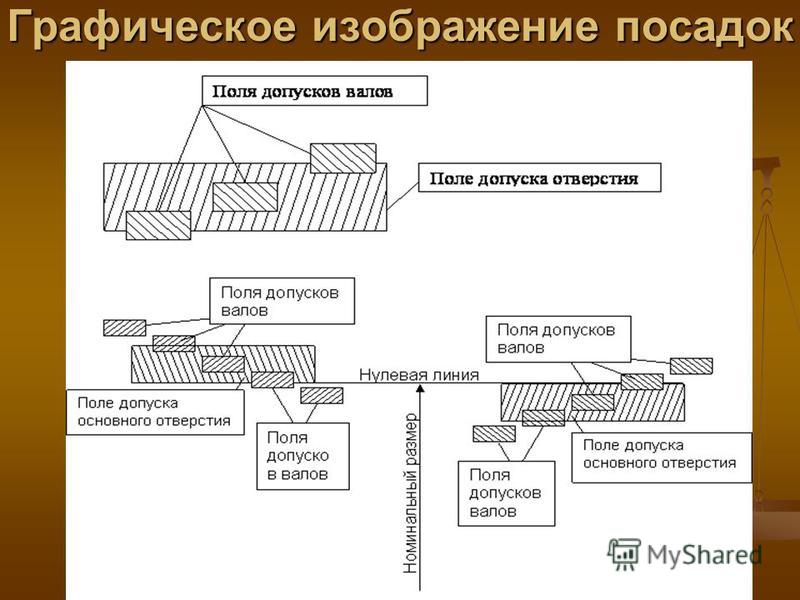 Впрочем, выполнение деталей механизмов с наибольшей точностью зачастую нецелесообразно, в первую очередь — с экономической точки зрения, поскольку высокоточные изделия значительно дороже в изготовлении, а для нормального функционирования в механизме вполне достаточно выполнить деталь с меньшей точностью, т. е. дешевле.
Впрочем, выполнение деталей механизмов с наибольшей точностью зачастую нецелесообразно, в первую очередь — с экономической точки зрения, поскольку высокоточные изделия значительно дороже в изготовлении, а для нормального функционирования в механизме вполне достаточно выполнить деталь с меньшей точностью, т. е. дешевле.
Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом.
Рекомендации по выбору предельных отклонений размеров деталей разработаны на основании многолетнего опыта изготовления и эксплуатации различных механизмов и приборов и научных исследований, и изложены в единой системе допусков и посадок (ЕСДП СЭВ). Допуски и посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
Допуски и посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
Рассмотрим основные понятия из этой системы.
***
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Номинальный размер соединения является общим для отверстия и вала, составляющих соединение. По номинальным размерам выполняют в том или ином масштабе чертежи деталей, сборочных единиц и приборов.
Для унификации и стандартизации установлены ряды номинальных размеров (ГОСТ 8032-84 «Предпочтительные числа и ряды предпочтительных чисел»). Полученный расчетом или выбранный размер следует округлять до ближайшего значения из стандартного ряда. Это особенно относится к размерам деталей, получаемым стандартным или нормализованным инструментом, или присоединительным по отношению к другим стандартным деталям или узлам.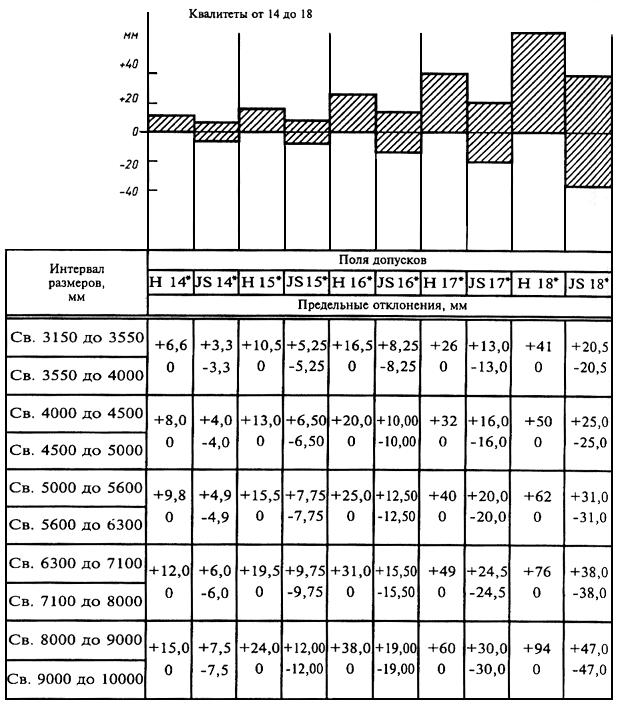
Для сокращения номенклатуры применяемого в производстве режущего и измерительного инструмента в первую очередь рекомендуется применять размеры, оканчивающиеся на 0 и 5, а затем — на 0; 2; 5 и 8.
Размер, полученный в результате измерения детали с наибольшей возможной точностью, называют действительным.
Не следует путать действительный размер детали с ее абсолютным размером.
Абсолютный размер – реальный (фактический) размер детали; его невозможно измерить никакими сверхточными средствами измерения, поскольку всегда будет присутствовать погрешность, обусловленная, в первую очередь, уровнем развития науки, техники и технологий. Кроме того, любое материальное тело при температуре выше абсолютного нуля «дышит» — на его поверхности постоянно перемещаются микрочастицы, молекулы и атомы, отрываясь от тела и возвращаясь обратно. Поэтому, даже имея в распоряжении сверхточные средства измерений, абсолютный размер детали определить невозможно; можно лишь говорить о реальном размере в бесконечно малый отрезок (момент) времени.
Вывод очевиден — абсолютный размер детали (как и любого тела) — понятие абстрактное.
Размеры, между которыми может находиться действительный размер изготовленной детали, называют предельными, при этом различают наибольший и наименьший предельные размеры.
Выполненная в интервале между предельными размерами деталь считается годной. Если же ее размер выходит за предельные ограничения – она считается браком.
По предельным размерам устанавливают тип соединения деталей и допустимую неточность их изготовления.
Для удобства на чертежах указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого размера. Величину и знак отклонения получают в результате вычитания номинального размера из соответствующего предельного размера.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением (обозначается es или ES), разность между наименьшим предельным и номинальным — нижним отклонением (обозначается ei или EI).
Верхнее отклонение соответствует наибольшему предельному размеру, а нижнее — наименьшему.
Все сопрягаемые (взаимодействующие) в механизме детали подразделяют на две группы – валы и отверстия.
Вал обозначает наружный (охватываемый) элемент детали. При этом вал не обязательно должен иметь круглую форму: в понятие «вал» входит, например, шпонка, а шпоночный паз в этом случае называют «отверстием». Основным называют вал, верхнее отклонение которого равно нулю.
Размеры вала на схемах и при расчетах обозначаются строчными (маленькими) буквами: d, dmax, dmin, es, ei и т. д.
Отверстие обозначает внутренний (охватывающий) элемент детали. Как и в случае с валом, отверстие не обязательно должно быть круглым – его форма может быть любой. Основным называют отверстие, нижнее отклонение которого равно нулю.
Размеры отверстия на схемах и при расчетах обозначаются прописными (заглавными) буквами: D, Dmax, Dmin, ES, EI и т. д.
Допуском (Т) называется разность между наибольшим и наименьшим предельными размерами детали.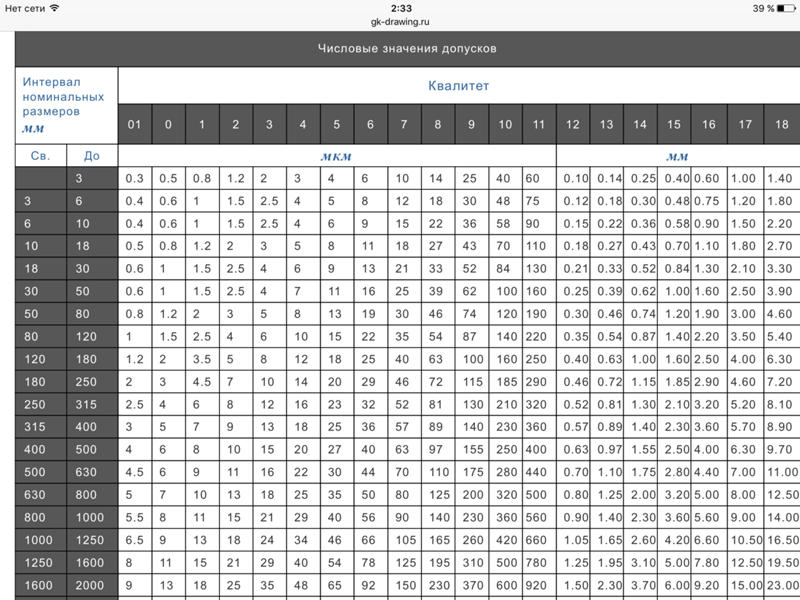 Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком.
Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком.
Допуск на размер вала обозначают Тd, отверстия – TD. Очевидно, что чем больше допуск на размер, тем легче изготовить деталь.
Допуск на размер детали может быть определен, как разность между предельными размерами или как сумма предельных отклонений:
TD(d) = D(d)max – D(d)min = ES(es) + EI(ei),
при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля).
***
Посадки
Характер соединения, определяемый разностью между охватывающим и охватываемым размером, называется посадкой.
Положительная разность между диаметрами отверстия и вала называется зазором (обозначается буквой S), а отрицательная – натягом (обозначается буквой N).
Иными словами, если диаметр вала меньше диаметра отверстия – имеет место зазор, если же диаметр вала превышает диаметр отверстия – в сопряжении присутствует натяг.
Зазор определяет характер взаимной подвижности сопряженных деталей, а натяг — характер их неподвижного соединения.
В зависимости от соотношения действительных размеров вала и отверстия различают подвижные посадки — с зазором, неподвижные посадки — с натягом и переходные посадки, т. е. посадки, в которых может присутствовать и зазор, и натяг (в зависимости от того, какие отклонения имеют действительные размеры сопрягаемых деталей от номинальных размеров).
Посадки, в которых обязательно присутствует зазор, называют посадками с гарантированным зазором, а посадки, в которых обязателен натяг – с гарантированным натягом.
В первом случае так выбирают предельные размеры отверстия и вала, чтобы в сопряжении был гарантированный зазор.
Разность между наибольшим предельным размером отверстия (Dmax) и наименьшим предельным размером вала (dmin) определяет наибольший зазор (Smax):
Smax = Dmax – dmin.
Разность между наименьшим предельным размером отверстия (Dmin) и наибольшим предельным размером вала (dmax) — наименьший зазор (Smin):
Smin = Dmin – dmax.
Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
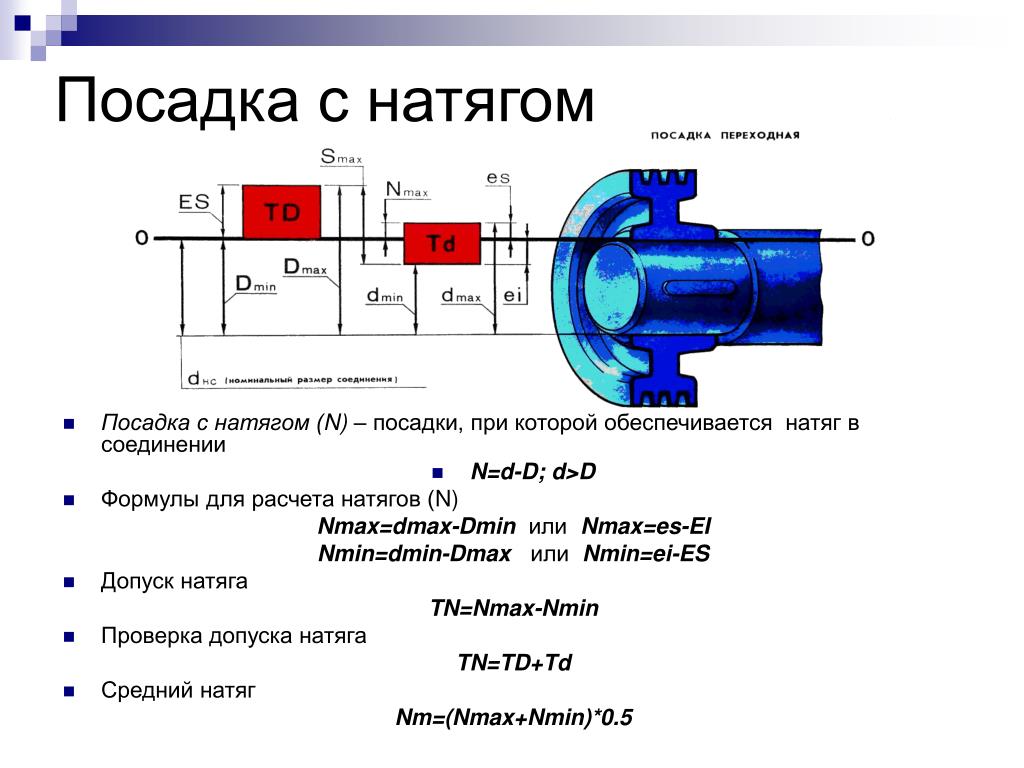
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin:
Nmax = dmax – Dmin, Nmin = dmin – Dmax.
Переходные посадки могут дать зазор или натяг небольшой величины. До изготовления деталей нельзя сказать, что будет в сопряжении. Это становится ясным только при сборке. Зазор не должен превышать величины наибольшего зазора, а натяг — величины наибольшего натяга. Переходные посадки применяются в том случае, если необходимо обеспечить точное центрирование отверстия и вала.
Всего в ЕСДП СЭВ предусмотрено 28 типов основных отклонений для валов и столько же для отверстий.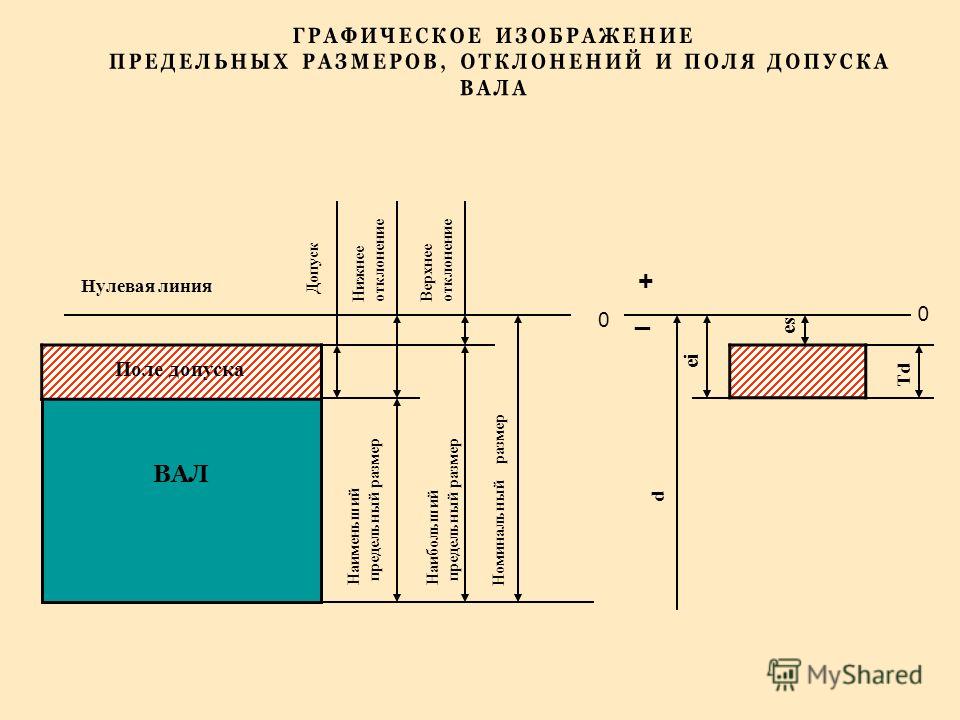 Каждый из них обозначается строчной латинской буквой (ГОСТ 2.304 — 81), если отклонение относится к валу, или прописной, если отклонение относится к отверстию.
Каждый из них обозначается строчной латинской буквой (ГОСТ 2.304 — 81), если отклонение относится к валу, или прописной, если отклонение относится к отверстию.
Буквенные обозначения основных отклонений приняты в алфавитном порядке, начиная от отклонений, обеспечивающих самые большие зазоры в соединении. Сочетанием различных отклонений вала и отверстия можно получить посадки разного характера (зазор, натяг или переходная).
***
Посадки в системе отверстия и системе вала
Посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
Система отверстия характеризуется тем, что в ней для всех посадок предельные размеры отверстия остаются постоянными, а посадки осуществляются соответствующим изменением предельных размеров вала (т. е. вал подгоняется по отверстию). Размер отверстия называется основным, а размер вала — посадочным.
Система вала характеризуется тем, что в ней для всех посадок предельные размеры вала остаются постоянными, а посадки осуществляются изменением отверстия (т. е. отверстие подгоняется по размеру вала). Размер вала называется основным, а отверстия — посадочным.
е. отверстие подгоняется по размеру вала). Размер вала называется основным, а отверстия — посадочным.
На промышленных предприятиях в основном применяют систему отверстия, так как она требует меньшего количества режущего и измерительного инструмента, т. е. более экономична. Кроме того, технологически удобнее подгонять вал под отверстие, а не наоборот, поскольку удобнее производить обработку и контрольные измерения внешней поверхности, а не внутренней.
Систему вала, как правило, применяют для наружных колец шарикоподшипников и в тех случаях, когда на гладкий вал насаживают несколько деталей с различными посадками.
В машиностроении наиболее распространены посадки, расположенные в порядке убывания натяга и возрастания зазора: прессовая (Пр), легкопрессовая (Пл), глухая (Г), тугая (Т), напряженная (Н), плотная (П), скольжения (С), движения (Д), ходовая (X), легкоходовая (Л), широкоходовая (Ш).
Прессовые посадки дают гарантированный натяг. Глухая, тугая, напряженная и плотная посадки являются переходными, а остальные имеют гарантированный зазор.
Для скользящей посадки гарантированный зазор равен нулю.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
Допуск посадки равен также сумме допусков отверстия и вала.
***
Квалитеты
Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом (I). Иными словами, квалитет – степень точности, с которой выполнена деталь, при этом учитывается размер этой детали.
Очевидно, что если выполнить с одинаковым допуском очень большую и очень маленькую деталь, то относительная точность изготовления большой детали будет выше. Поэтому системой квалитетов принимается в расчет то, что (при одинаковых допусках) отношение величины допуска к номинальному размеру у большой детали будет меньше, чем отношение допуска к номинальному размеру маленькой детали (рис. 2), т. е. условно большая деталь изготовлена точнее относительно своих размеров. Если, например, для вала с номинальным диаметром 3 метра миллиметровое отклонение от размера можно считать незначительным, то для вала диаметром 10 мм такое отклонение будет очень ощутимым.
Поэтому системой квалитетов принимается в расчет то, что (при одинаковых допусках) отношение величины допуска к номинальному размеру у большой детали будет меньше, чем отношение допуска к номинальному размеру маленькой детали (рис. 2), т. е. условно большая деталь изготовлена точнее относительно своих размеров. Если, например, для вала с номинальным диаметром 3 метра миллиметровое отклонение от размера можно считать незначительным, то для вала диаметром 10 мм такое отклонение будет очень ощутимым.
Введение системы квалитетов позволяет избежать такой путаницы, поскольку точность изготовления деталей привязывается к их размерам.
По ЕСДП СЭВ квалитеты стандартизованы в виде 19 рядов. Каждый квалитет обозначается порядковым номером 01; 0; 1; 2; 3;…; 17, возрастающим с увеличением допуска.
Два самых точных квалитета — 01 и 0.
Ссылка на допуски по квалитетам ЕСДП СЭВ может быть сделана сокращенно буквами IT «Международный допуск» с номером квалитета.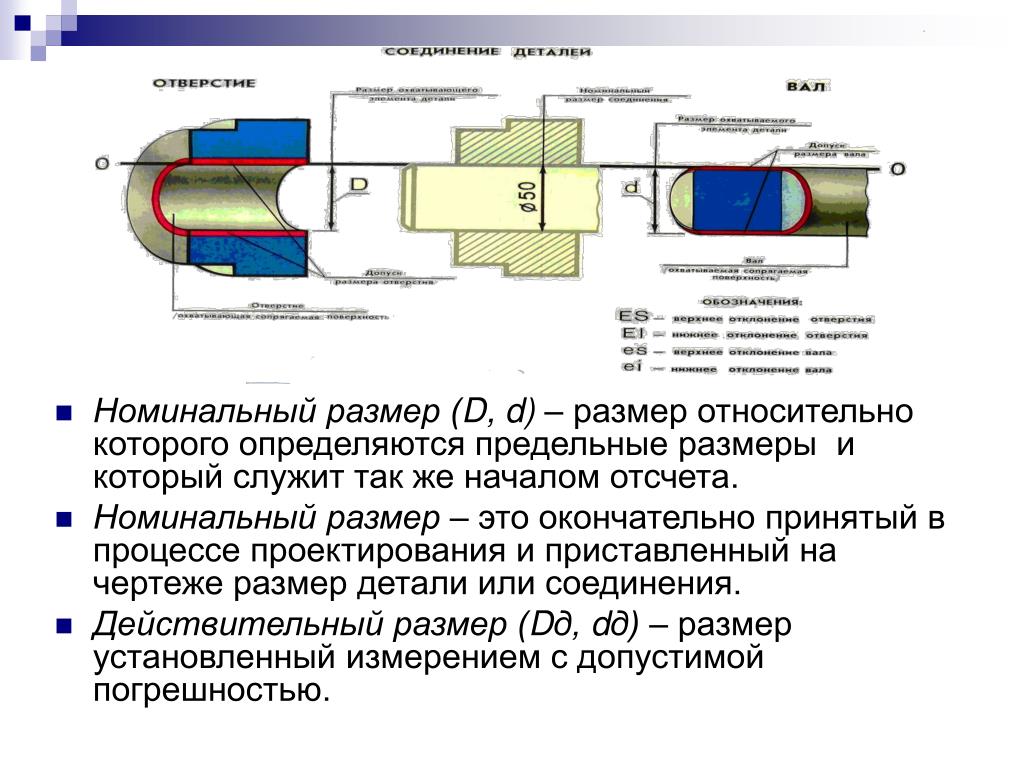
Например, IT7 означает допуск по 7-му квалитету.
В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
- Используются буквы латинского алфавита, при этом отверстия определяются прописными буквами, а валы — строчными.
- Отверстие в системе отверстия (основное отверстие) обозначается буквой Н и цифрами — номером квалитета. Например, Н6, Н11 и т. д.
- Вал в системе отверстия обозначается символом посадки и цифрами — номером квалитета. Например, g6, d11 и т. д.
- Сопряжение отверстия и вала в системе отверстия обозначается дробно: в числителе — допуск отверстия, в знаменателе — допуск вала.
***
Графическое изображение допусков и посадок
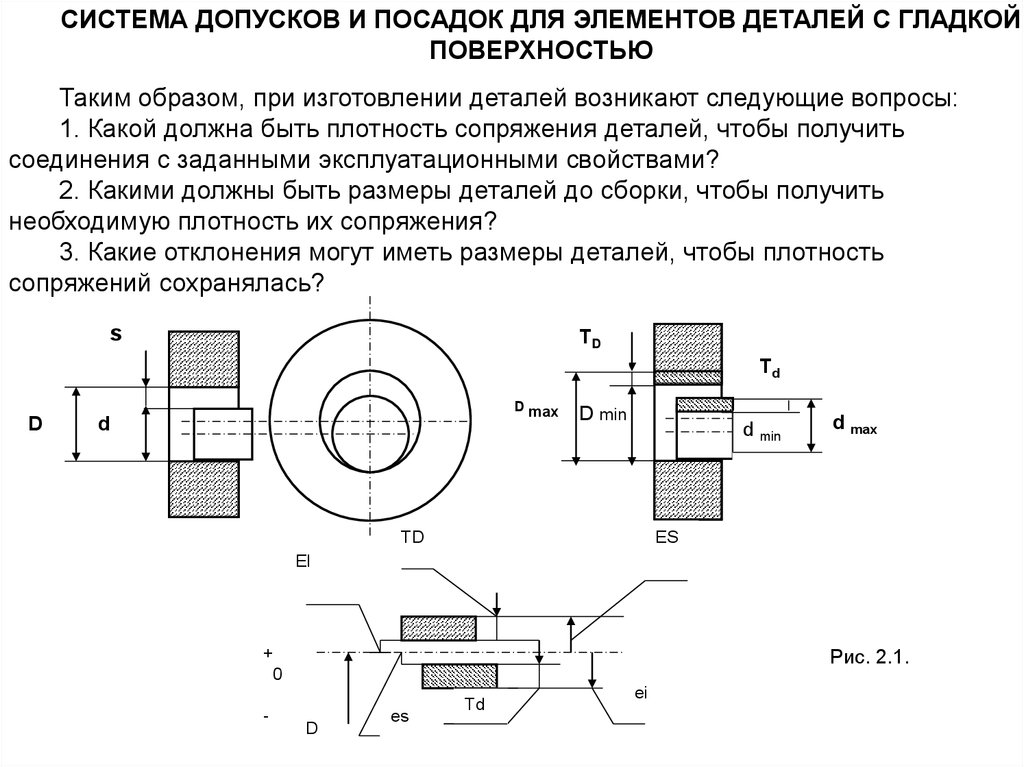
Для наглядности часто используют графическое изображение допусков и посадок с помощью, так называемых, полей допусков (см. рис. 3).
Построение выполняется следующим образом.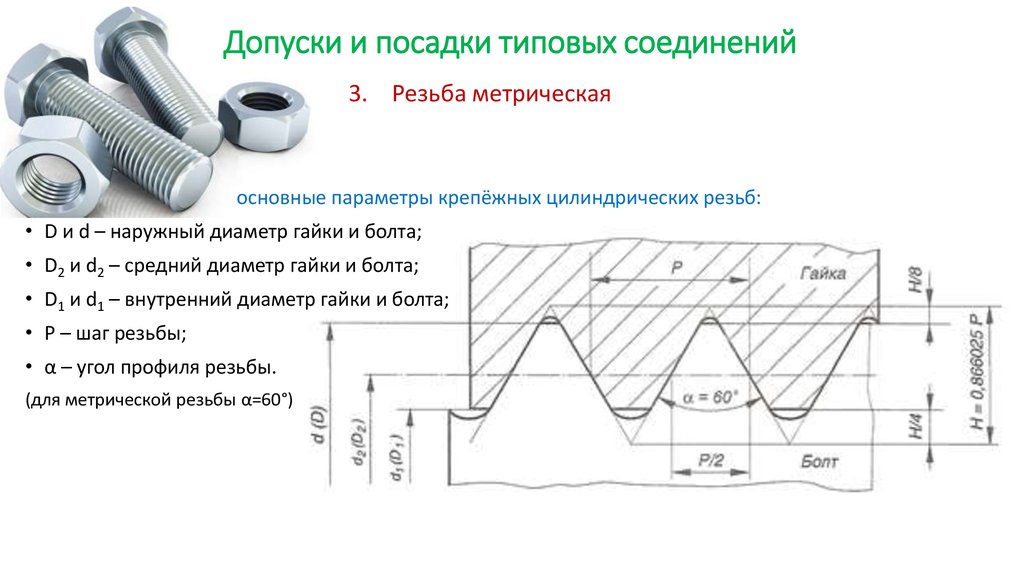
От горизонтальной линии, условно изображающей поверхность детали при ее номинальном размере, откладывают предельные отклонения в произвольно выбранном масштабе. Обычно на схемах величины отклонений указывают в микронах, но можно строить поля допусков и в миллиметрах, если отклонения достаточно большие.
Линия, которая при построении схем полей допусков соответствует номинальному размеру и служит началом отсчета отклонений размеров, называется нулевой (0-0).
Поле допуска — поле, ограниченное верхним и нижним отклонениями, т. е. при графическом изображении поля допусков показывают зоны, которые ограничены двумя линиями, проведенными на расстояниях, соответствующих верхнему и нижнему отклонению в избранном масштабе.
Очевидно, что поле допуска определяется величиной допуска и его положением относительно номинального размера.
На схемах поля допусков имеют вид прямоугольников, верхние и нижние стороны которых параллельны нулевой линии и отображают предельные отклонения, а боковые стороны в избранном масштабе соответствует допуску размера.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Предельное отклонение, которое ближе к нулевой линии, называют основным (верхним или нижним). Оно определяет положение поля допусков относительно нулевой линии. Для полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение.
Для полей допусков, расположенных выше нулевой линии, основным является нижнее отклонение.
Принцип образования полей допусков, принятый в ЕСДП, допускает сочетание любых основных отклонений с любыми квалитетами. Например, можно образовать поля допусков а11, u14, с15 и другие, не установленные в стандарте. Исключение представляют основные отклонения J и j, которые заменяются основными отклонениями Js, и js.
Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки.
Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки.
При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи.
- h и H — верхнее и нижнее отклонения вала и отверстия, равные нулю (допуски с основными отклонениями h и H приняты для основных валов и отверстий).
- а — h (А — H) — отклонения, образующие поля допусков при посадках с зазорами.
- js — n (Js — N) — отклонения, образующие поля допусков переходных посадок.
- p – zc (P — ZC) — отклонения, образующие поля допусков посадок с натягом.
Схематически основные отклонения показаны на Рис. 4.
4.
Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия.
Основные отклонения зависят от номинальных размеров деталей и остаются постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, К, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схемах поля допусков с отклонениями J, К, М, N, j, k, обычно разделены на части и показаны ступенчатыми.
Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо.
Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо.
Особое значение имеют основные отклонения H и h, которые равны нулю (рисунок). Поля допусков с такими основными отклонениями расположены от номинала «в тело» детали; их называют полями допусков основного отверстия и основного вала.
Обозначения посадок строятся как дроби, причем в числителе всегда находится обозначение поля допуска охватывающей поверхности (отверстия), а в знаменателе – поля допуска охватываемой (вала).
При выборе квалитета соединения и вида посадки конструктору следует учитывать характер сопряжения, эксплуатационные условия, наличие вибрации, срок службы, колебания температуры и стоимость изготовления.
Квалитет и вид посадки рекомендуется выбирать по аналогии с теми деталями и узлами, работа которых хорошо известна, или руководствоваться рекомендациями справочной литературы и нормативных документов (ОСТов).
В соответствии с квалитетом посадки выбирается чистота поверхности сопрягаемых деталей.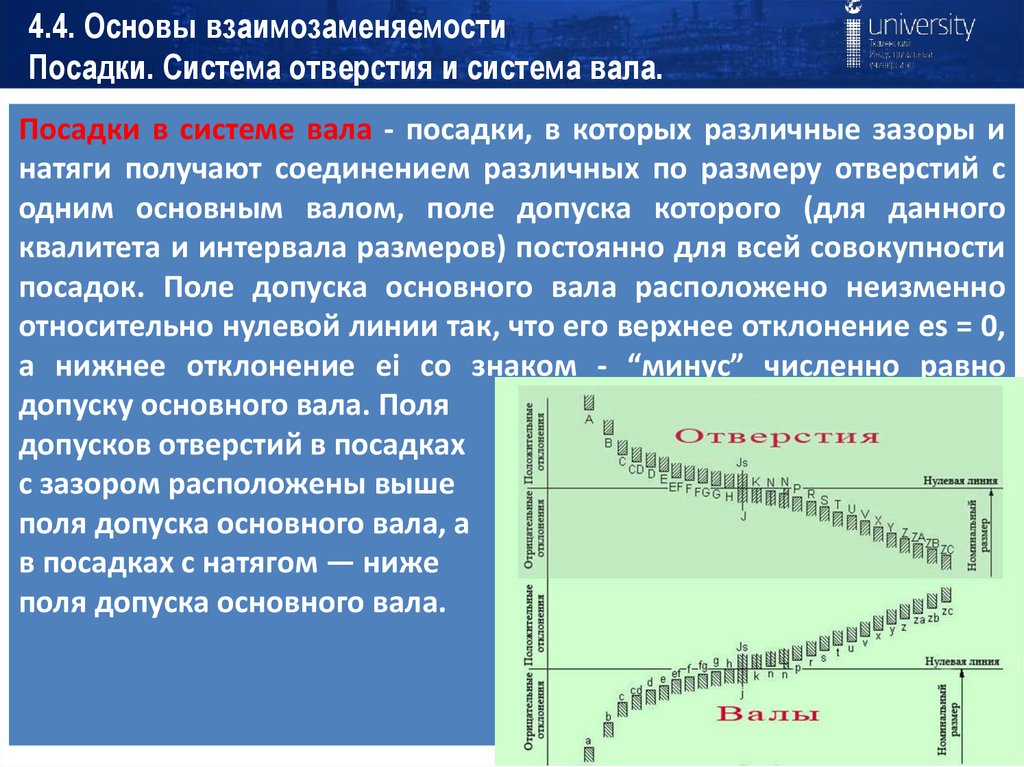
Допуски и посадки установлены для четырех диапазонов номинальных размеров:
- малый — до 1 мм;
- средний — от 1 до 500 мм;
- большой — от 500 до 3150 мм;
- очень большой — от 3150 до 10 000 мм.
Средний диапазон является наиболее важным, поскольку применяется значительно чаще.
***
Обозначение допусков на чертежах
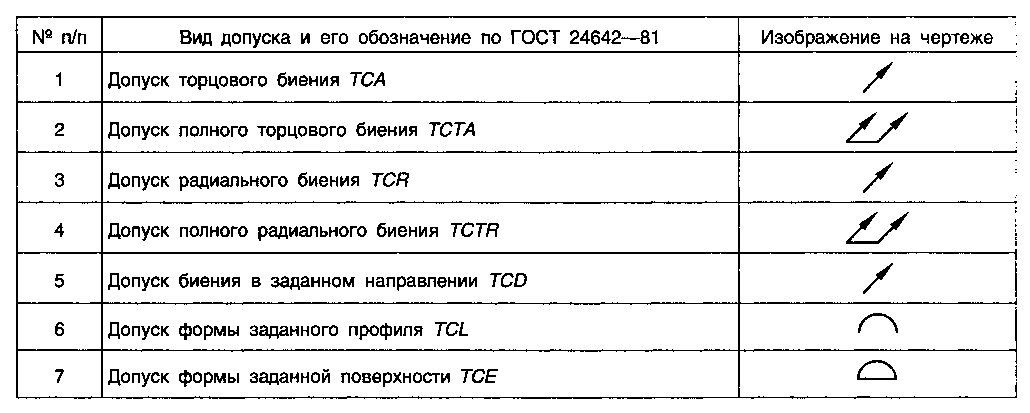
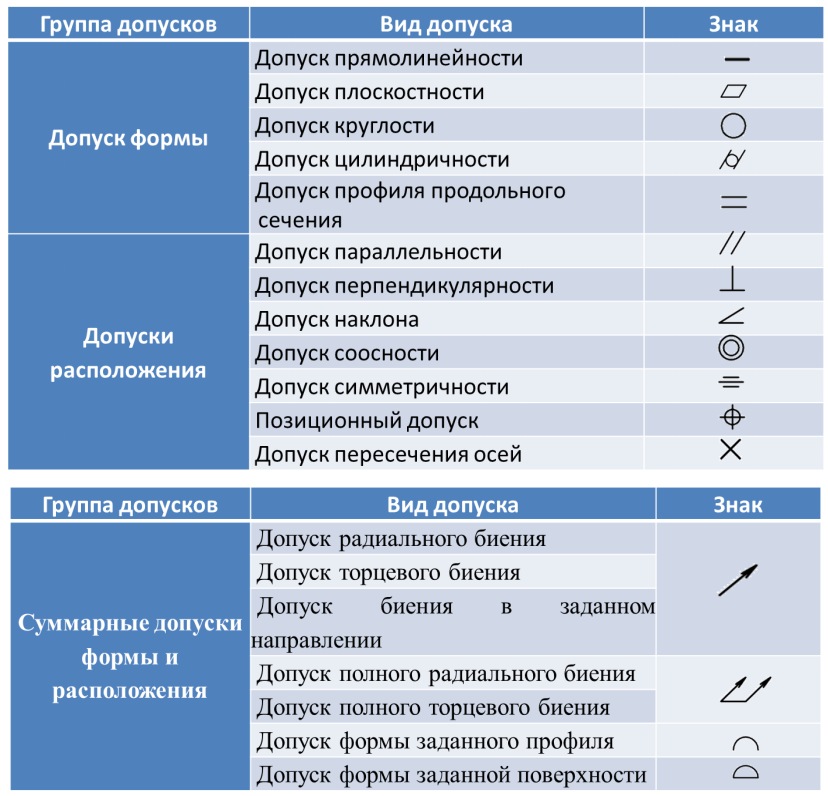
Указания и обозначения на чертежах предельных отклонений формы и расположения поверхностей регламентируются ГОСТ 2.308-79, который предусматривает для этих целей специальные знаки и символы.
С основными положениями этого стандарта, используемыми знаками и символами для обозначения предельных отклонений, можно ознакомиться в этом документе (формат WORD, 400 кБ).
***
Пример решения задачи на расчет допусков и посадок подшипникового соединения
Главная страница
- Страничка абитуриента
Дистанционное образование
- Группа ТО-81
- Группа М-81
- Группа ТО-71
Специальности
- Ветеринария
- Механизация сельского хозяйства
- Коммерция
- Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
- Инженерная графика
- МДК.
 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей» - Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Допуски и посадки в машиностроении
Содержание:
- Описание основных определений и терминов системы допусков и посадок
- Номинальные размеры и отклонения от них
- Система посадок как способ эффективного сопряжения поверхностей
- Расчет системы посадок и допусков по квалитетам точности
- Особенности расчетов системы допусков и посадок с помощью размерных цепей
- Прямая и обратная задачи в определении системы допусков и посадок
- Способы получения искомой точности начального звена
До великой промышленной революции 18 века каждый механизм изготавливался одним мастером – от начала и до конца. Самыми сложными механизмами в то время были часы, навигационные приборы и замки. Каждая деталь подгонялась к другой индивидуально, в двух часах, вышедших с одной мануфактуры не было двух одинаковых деталей. При ремонте невозможно было вынуть износившуюся деталь и заменить ее новой, так как они не подходили друг к другу. Развитие промышленности и переход от мануфактур к фабрикам привнесло такие понятия, как разделение труда и серийное производство. Появилась необходимость стандартизации, которая позволяла бы изготавливать одинаковые (в определенных пределах) детали в рамках одной фабрики, а еще лучше — в рамках целой отрасли. Стандартные изделия, выпускаемые одной фабрикой, можно было бы использовать на многих предприятиях, а при ремонте можно было бы просто выбросить износившуюся деталь, чтобы заменить ее новой.
Самыми сложными механизмами в то время были часы, навигационные приборы и замки. Каждая деталь подгонялась к другой индивидуально, в двух часах, вышедших с одной мануфактуры не было двух одинаковых деталей. При ремонте невозможно было вынуть износившуюся деталь и заменить ее новой, так как они не подходили друг к другу. Развитие промышленности и переход от мануфактур к фабрикам привнесло такие понятия, как разделение труда и серийное производство. Появилась необходимость стандартизации, которая позволяла бы изготавливать одинаковые (в определенных пределах) детали в рамках одной фабрики, а еще лучше — в рамках целой отрасли. Стандартные изделия, выпускаемые одной фабрикой, можно было бы использовать на многих предприятиях, а при ремонте можно было бы просто выбросить износившуюся деталь, чтобы заменить ее новой.
Для этого было необходимо создать систему стандартов, которые позволили бы организовать производство с четко определенными требованиями, сначала для каждой фабрики, а затем – для отрасли или всей промышленности в целом. Так появилась инженерная дисциплина, которая называется «основы взаимозаменяемости». Именно там родились такие термины, как допуски, посадки, расчет размерных цепей, а также многое другое.
Так появилась инженерная дисциплина, которая называется «основы взаимозаменяемости». Именно там родились такие термины, как допуски, посадки, расчет размерных цепей, а также многое другое.
В процессе обучения многих не раз путали понятия системы допусков и посадок. Попробуем разобраться с этим и понять, для чего они предназначены. Ведь без использования этих понятий невозможно правильное, точное соединение изделий в машиностроении и металлообработке.
Вся система допусков и посадок нацелена на стандартизацию деталей и обеспечение взаимозаменяемости их при сборке или ремонте механизмов и машин различной степени сложности. Для решения этой проблемы все серийно выпускаемые изделия должны быть выполнены с определенной точностью механической обработки. Точность производства деталей определяет система допусков и посадок, разработанная специалистами по стандартизации. Эти параметры всегда присутствуют в чертежах и технических заданиях на обработку. Задача этой статьи – научить правильно читать и понимать чертежи, а не только видеть номинальные габариты детали.
Описание основных определений и терминов системы допусков и посадок
В основе построения системы допусков посадок лежит понятие о системе отверстия (все посадки образуются соединением валов различных параметров с основным отверстием), системе вала (все посадки образуются соединением отверстий различного размера с основным валом).
Различают посадки, допуски размеров и посадок.
Допуском называют регламентированную область отклонений от номинального размера детали. При отображении на чертеже эта область составляет промежуток между линиями или числами, которые соответствуют верхнему и нижнему пределам отклонения от номинала.
Область допуска описывает не только величину допуска, но также размещение его относительно номинальных парметров детали или поверхности. Размещение области может быть относительно нулевой линии:
• симметричным и асимметричным;
• выше или ниже его;
• со смещением в одну из сторон.
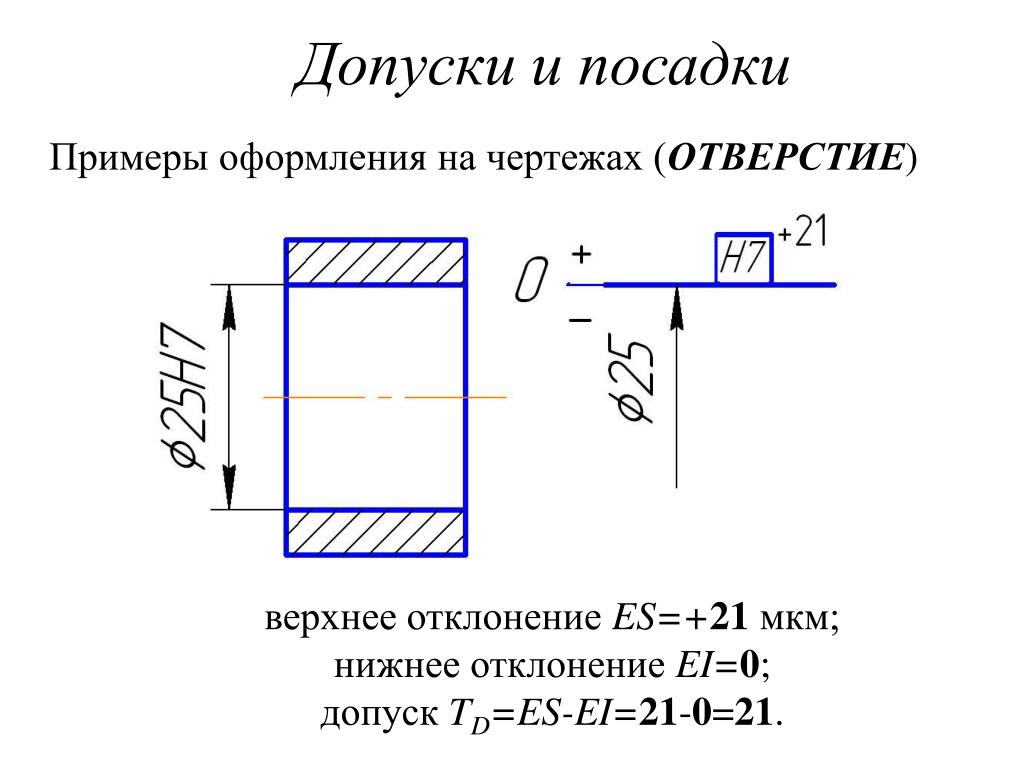
В инженерной графике принято указывать предельные отклонения в миллиметрах над размерной линией после обозначения номинала с учетом их знаков.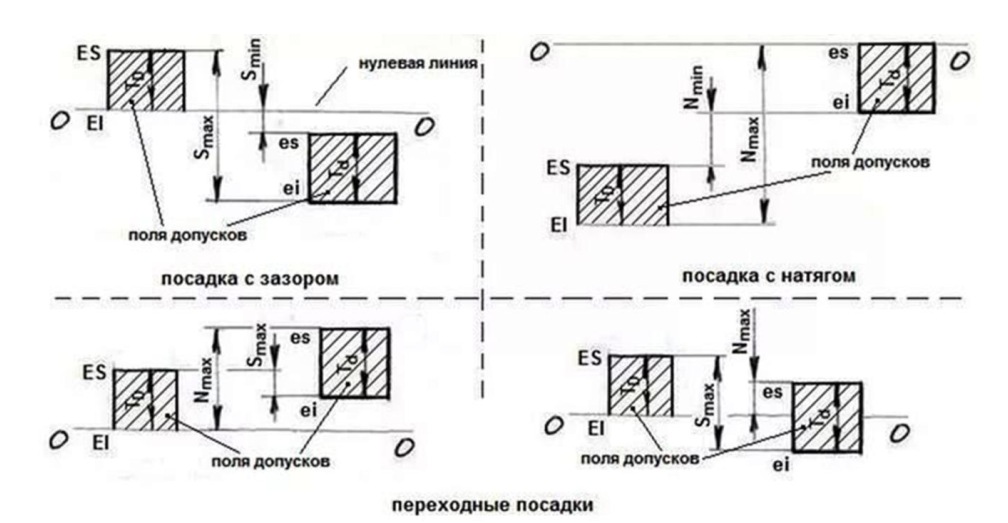
Посадка – параметр, который характеризует соединение изделий. Он определяется величиной получающихся при соединении зазоров или натягов. Все посадки в системе делятся на три основных типа:
• с зазором;
• с натягом;
• переходные.
Допуском посадки считается разность между наибольшим и наименьшим зазором, которые составляют соединение.
Вследствие неизбежного возникновения области рассеяния сопрягаемых деталей от наибольшего до наименьшего значения, возникает рассеяние зазоров, натягов.
Крайние значения зазоров и натягов рассчитываются по формулам. Точность посадки считается более высокой, если колебание зазоров или натягов минимально.
Система допусков и посадок нормирована государственными стандартами:
1. ЕСДП — “Единая система допусков и посадок”.
2. ОНВ — “Основные нормы взаимозаменяемости”.
Первая система применяется при составлении допусков и посадок размеров гладких элементов деталей. Также, она работает для посадок, образуемых соединениями этих деталей.
Также, она работает для посадок, образуемых соединениями этих деталей.
Система ОНВ регламентирует минимальные и максимальные отклонения и зазоры в резьбовых, конических, шпоночных, шлицевых соединениях. Требования основных норм взаимозаменяемости учитываются при расчетах зубчатых передач.
Допуски и посадки необходимо указывать в технологической документации:
• эскизах;
• чертежах;
• технологических картах и т.п.
Основой всех техпроцессов, при их составлении, служат правильно выбранные допуски и посадки. Осуществление контроля качества деталей в разрезе точности происходит на этапе производства путем проверки соответствия их предельных отклонений от номинальных величин.
Номинальные размеры и отклонения от них
Когда создается деталь, то, прежде всего, формируется точный чертеж с ее номинальными размерами. Однако, на практике невозможно изготовление двух абсолютно точных изделий. Поэтому все они изготавливаются с тем или иным классом точности.
Чем выше этот класс, тем меньше отклонения от номинального габарита. Таким образом, допуск посадки характеризует величину этих отклонений. Он бывает только положительным, хотя размер детали по факту обработки может отличаться от номинального, в большую или в меньшую сторону.
Более точно допуском можно назвать разность между максимальным, минимальным объемом детали при ее механической обработке. Предельные габариты определенны классом точности. Между ними должен находиться размер любой детали из партии. В результате использования мерительного инструмента мы, после воздействия на заготовку, можем установить ее действительный объем.
Принято считать, что, если фактический габарит после обработки находится в пределах допусков, то деталь пригодна к сборке, является технологически годной.
Рассмотрим пример механической обработки «Штанга толкателя».
Данная деталь помогает своевременному открытию и закрытию клапанов ДВС и, при работе под нагрузкой, подвержена выработке. В частности, на головке штанги образуется борозда, которая может способствовать залипанию, заклиниванию клапанов в неправильном положении и,
В частности, на головке штанги образуется борозда, которая может способствовать залипанию, заклиниванию клапанов в неправильном положении и,
как следствие, приводить к неправильной работе двигателя. Для ликвидации подобной канавки (выработки) применяется токарная ремонтная операция: «Протачивание штанги толкателя» в пределах минимального значения допуска посадки на механическую обработку.
Задача токаря при выполнении такой операции двояка:
1. Снятие металла, выравнивание поверхности головки штанги.
2. Замеры и выбраковка изделий.
То есть, квалифицированный рабочий должен сначала устранить шероховатость поверхности, после чего проверить соответствие на попадание обработанной поверхности в нижнее поле допуска. Штанга, головка которой попадает в значения нижнего отклонения допуска, считается отремонтированной и готовой к повторному использованию. Те же изделия, которые имеют меньший диаметр после обработки, чем указано в допуске посадки, выбраковываются и идут на переплавку.
Итак, допуск — это модульное значение разницы между граничными отклонениями. Этот параметр системы задает допускаемые границы действительных размеров годных деталей в партии, фиксирует точность изготовления.
Говоря об экономической части понимания значения допуска, следует отметить, что с уменьшением величины отклонений качество изделий возрастает. Однако, стоимость их производства нелинейно увеличивается. Крайне важно, при составлении чертежей, учитывать все условия, при которых будет эксплуатироваться каждая деталь. Формировать при этом такие допуски на мехобрабоку, которые являются необходимыми, достаточными для данных условий. Ведь излишняя точность в классе изготовления детали могут сделать ее применение экономически нецелесообразным.
В вышеприведенном примере почти все штанги толкателей при малом допуске можно было бы забраковать, вместо их восстановления с возвращением на службу.
Система посадок как способ эффективного сопряжения поверхностей
Детали при сборке должны эффективно выполнять свои функции. Для обеспечения их регламентируемого взаимодействия выработана система посадок. В технологических процессах посадкой называют условия соединения деталей, которые определяются величину зазоров между ними или натягов. Посадка описывает степень свободы взаимодействия деталей в паре. Как частный случай, может описывать степень сопротивления их взаимному смещению.
Для обеспечения их регламентируемого взаимодействия выработана система посадок. В технологических процессах посадкой называют условия соединения деталей, которые определяются величину зазоров между ними или натягов. Посадка описывает степень свободы взаимодействия деталей в паре. Как частный случай, может описывать степень сопротивления их взаимному смещению.
Рассмотрим классический случай с отверстием и валом, работающим в нем. Каждая из деталей имеет свой номинальный размер. Однако, каждая заготовка из партии одинаковых изделий изготавливаются в пределах своих допусков посадок.
Поэтому, при их соединении, возможен зазор, который технологически допустим. Величина такого зазора не может превышать разность допусков на обработку этих изделий. То есть, зазор определенной величины не послужит причиной неправильной работы соединения, а изделие сможет выполнять свои функции без повышенного износа или биения.
Также, возможно соединение вала с отверстием с натягом. Такой тип соединения возможен, когда фактический габарит вала превышает величину отверстия в пределах допусков. Технологически осуществляется запрессовка такого вала в отверстие, при которой гарантируется качественная работа соединения.
Такой тип соединения возможен, когда фактический габарит вала превышает величину отверстия в пределах допусков. Технологически осуществляется запрессовка такого вала в отверстие, при которой гарантируется качественная работа соединения.
На практике часто имеет место переходная посадка. Произвольно соединяя различные изделия из партии, возможно получение зазора между деталями, натяга. Фактически, мы имеем полное или частично перекрытие полей допусков изделий.
Расчет системы посадок и допусков по квалитетам точности
Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров.
В ЕСПД классы точности называют для удобства квалитетами. С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17.
Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров. Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT. После этого обозначения проставляется номер квалитета.
При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы. Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты.
• IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями;
• IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб;
• 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т. п.
п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
• IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
• 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях.
• Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры. Они же могут регламентировать межоперационные параметры.
Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры. Они же могут регламентировать межоперационные параметры.
Допуски посадок в квалитетах 5—17 определяют по общей формуле:
1Tq = ai, где:
q — номер квалитета;
а — безразмерный коэффициент, именуемый числом единиц допуска. Устанавливается для каждого квалитета и не зависит от номинального размера;
i — единица допуска (мкм) — множитель, находящийся в функции от номинального размера;
Применяют следующее стандартное правило: заданным квалитетам, интервалам номинальных объемов соответствует значение допуска, которое является постоянным для валов и отверстий.
С 5-го квалитета, допуски посадок с порядковым понижением квалитета увеличиваются на 60%, поскольку используется знаменатель геометрической прогрессии, который равен 1,6. Таким образом, мы имеем десятикратное увеличение допусков посадок через каждые 5 квалитетов.
Особенности расчетов системы допусков и посадок с помощью размерных цепей
Одним из важнейших моментов при разработке системы допусков и посадок является расчет размерной цепи. Совокупность всех зависимых размеров в конструкции изделия или машины, которые образуют замкнутую цепь и определяют взаимное положение осей или поверхностей, называют размерной цепью. Грамотный анализ необходим для определения оптимального соотношения размеров, которые взаимосвязаны. Подробные геометрические расчеты используют при создании машин, механизмов, приспособлений, приборов. Без них не обойтись на стадии проектирования любого техпроцесса.
Совокупность всех зависимых размеров в конструкции изделия или машины, которые образуют замкнутую цепь и определяют взаимное положение осей или поверхностей, называют размерной цепью. Грамотный анализ необходим для определения оптимального соотношения размеров, которые взаимосвязаны. Подробные геометрические расчеты используют при создании машин, механизмов, приспособлений, приборов. Без них не обойтись на стадии проектирования любого техпроцесса.
В любой определенной замкнутой размерной цепи выбирается некая точка отсчета. Размеры, образующие размерную цепь, не могут назначаться независимо. Параметры хотя бы одного из размеров системы определяются остальными. Определив такое ключевое звено, можно правильно подобрать значение и точность, остальных размеров в цепи.
Каждый из размеров механизма или машины, образующих размерную цепь, именуют звеном. Такими звеньями становятся угловые или линейные параметры изделия:
• промежутки между плоскостями или осями;
• натяги и зазоры;
• диаметральные размеры;
• перекрытия и мертвые ходы;
• отклонения формы, расположения поверхностей.
Каждая размерная цепь имеет одно начальное звено и несколько составляющих звеньев, последнее из которых связано с исходным. За точку отсчета принимается исходное звено, к которому привязывается основное требование точности. В соответствии с техусловиями, качество изделия предопределяет точность его исходного звена.
При сборке изделия исходное звено часто замыкает размерную цепь. Его называют конечным или замыкающим. Оно представляет собой законченный результат изготовления всех остальных звеньев цепи в ходе выполнения последовательных действий.
Остановимся подробнее на звеньях, которые входят в цепь. Они делятся на две группы.
→ Группа увеличивающихся звеньев – ее составляют звенья, с увеличением которых увеличивается конечное звено.
← Группа уменьшающихся звеньев, к которой относят звенья, с убыванием их размера уменьшается замыкающее звено.
Основные рекомендации для проведения размерного анализа можно свести к следующим критериям при нахождении ключевых звеньев:
1. Грамотная постановка задачи, для решения которой производят расчет размерной цепи или группы цепей. Каждая цепь должна содержать не более одного замыкающего или исходного звена.
Грамотная постановка задачи, для решения которой производят расчет размерной цепи или группы цепей. Каждая цепь должна содержать не более одного замыкающего или исходного звена.
2. Установка требований к точности изделия для правильного определения исходного звена, которые подразделяются на:
• требования к качеству изделия по точности взаимного расположения сборочных единиц;
• условия собираемости изделий, зависящие от точности взаимной ориентации его деталей, правильного соотношения сборочных размеров и посадок.
Теория размерных цепей помогает решить многочисленные технологические, конструкторские и метрологические задачи. Она является неотъемлемым этапом при производстве и эксплуатации изделий, не говоря уже о конструкторском, предваряющем производство, периоде. На этапе конструкторской разработки устанавливаются кинематические, геометрические связи между размерами. Инженеры-конструкторы производят расчет номиналов их значений, а также возможных отклонений и допусков в размерах звеньев.
В ходе составления нового технологического процесса проводят расчет межоперационных размеров, всех припусков и допусков, посадок. Для него крайне важно произвести:
• обоснование последовательности операций;
• просчет требуемой точности оснастки для изготовления изделий и их сборки;
• разработку технических условий на машины, их составные части;
• определение средств, методов измерений для контролируемых деталей.
Прямая и обратная задачи в определении системы допусков и посадок
Размерные цепи нашли широкое применение при решении прямой и обратной задач по определению системы допусков и посадок. Эти задачи отличает последовательность расчетов, собственно, откуда и происходят их названия. Они взаимосвязаны между собой, а решение одной из них может являться проверкой другой.
Итак, что же из себя представляет прямая задача? По сути, это расчет от определенного теоретически исходного звена. В ходе ее решения определяют номинальные размеры, допуски, посадки и предельные отклонения всех элементов (звеньев) размерной цепи. Причем, расчет ведется от заданных допусков посадок и номиналов исходного звена.
Причем, расчет ведется от заданных допусков посадок и номиналов исходного звена.
При обратной задаче расчет ведется исходя из значений системы допусков посадок и размеров составляющих звеньев. Процесс позволяет определить номинальный размер, допуск, посадки, предельные отклонения замыкающего звена.
Расчеты размерных цепей рекомендуют производить:
• методом экстремумов, который принимает во внимание только предельные отклонения составляющих звеньев;
• вероятностным методом, который учитывает закон нормального распределения размеров деталей при их изготовлении, случайный характер их сочетания в сборке.
Способы получения искомой точности начального звена
На практике применяются 5 способов необходимой точности начального звена:
- Полная взаимная заменяемость.
- Вероятностный метод.
- Способ селективной сборки.
- Пригонка.
- Регулировка положения относительно друг друга.
Классификация способов получения необходимой точности исходного звена изложена в таблице по стандартизации.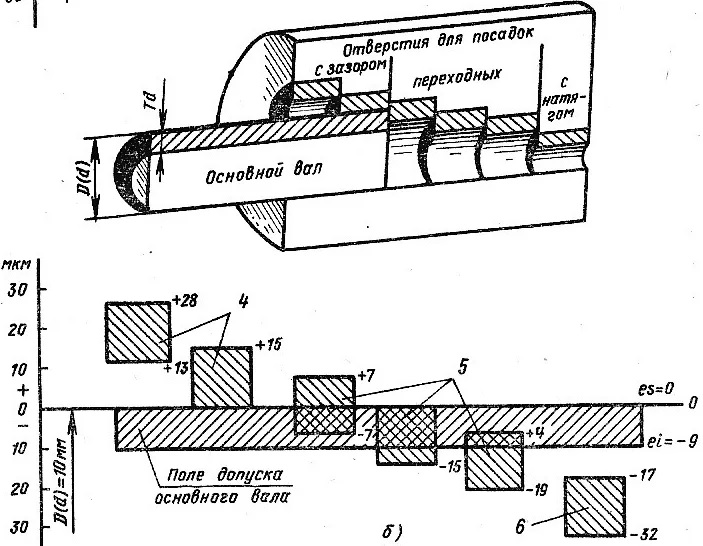
Конструктивные нюансы изделия, его функциональное назначение, стоимость изготовления, сборки, а также другие параметры важно учитывать при выборе способа получения заданной точности исходного или замыкающего звена. Уровень работы квалифицированного специалиста определяется выбором способа достижения точности с определенными параметрами, который позволит максимально сократить эксплуатационные, технологические издержки.
Самым перспективным, хотя не всегда возможным, является способ полной взаимной заменяемости. Необходимо стремиться к тому, чтобы сборка деталей или изделия производилась без подбора, пригонки или регулировки. Идеальный вариант, когда все собранные изделия отвечают всем параметрам взаимной заменяемости, не часто встречается.
Наиболее экономически оправданным во многих случаях является вероятностный метод. Он позволяет определять граничные, а значит более дешевые квалитеты при малом проценте бракованных изделий.
Четкая система допусков и посадок, а также методов их определения, позволяет избежать излишних затрат на всех этапах производства: от проектирования до серийного выпуска готовой продукции.
Автор статьи: зам. генерального директора АО «КоСПАС» по производству А.Ю. Парфенов
Допуск Определение и значение | Dictionary.com
- Основные определения
- Синонимы
- Викторина
- Связанный контент
- Подробнее о поступлении
- Примеры
- Британские оценки на основе уровней сложности.
[ ad-mish-uhn ]
/ ædˈmɪʃ ən /
Сохранить это слово!
См. синонимы для поступления на Thesaurus.com
Показывает уровень обучения в зависимости от сложности слова.
сущ.
акт о допуске; въезд предоставляется по разрешению, при предоставлении или наличии денежных средств или при устранении препятствий: допуск иностранных гуманитарных работников в зону активного конфликта.
право или разрешение на вход: предоставление доступа в комнату редких книг.
плата за вход, как в театр или на бейсбольный стадион.
действие или условие получения или принятия на должность, профессию, занятие или должность; назначение: прием в бар.
признание обвинения, ошибки или преступления; признание: Его признание в краже раскрыло тайну.
подтверждение истинности чего-либо.
точка или заявление допускается; уступка.
ДРУГИЕ СЛОВА ДЛЯ допуска
2 доступа.
См. синонимы для приема на Thesaurus.com. «ДОЛЖЕН» ВЫЗОВ?
Должны ли вы пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Происхождение поступления
Впервые записано в 1400–1450 гг.; позднесреднеанглийское, от англо-французского и латинского admissiōn- (основа admissiō), эквивалентная admiss-, основа причастия прошедшего времени от глагола accepttere accept + -iōn- -ion
исследование синонимов для приема
1.
 См. вход 1 .
См. вход 1 .ДРУГИЕ СЛОВА ОТ ДОПУСК
не·прием·миссия, существительноепро·прием·миссия, прилагательное·допуск, существительное
Слова рядом с допуском
восхищение, восхищение, поклонник, восхищение, допустимый, допуск, допустимый, допустить, допуск, по общему признанию, допущенный
Dictionary.com Unabridged
На основе Random House Unabridged Dictionary, © Random House, Inc. 2022БОЛЬШЕ О ПРИЕМЕ
Что такое прием
?
Допуск — вход с разрешения или устранение препятствий для входа, как в Прием девочек в научную программу назревал давно.
Вход также является правом или разрешением на вход, как и в Только сотрудники имеют доступ к закулисной зоне.
Вход также может быть платой за вход, например, на спортивное или театральное мероприятие.
признание также может быть признанием или признанием правды, например, когда вы признаете, что это вы разбили любимое блюдо вашей матери.

Пример: Только первый акт пьесы стоил входной платы.
Откуда
допуск ?
Первые записи термина допуск относятся к 1400-м годам. В конечном итоге это происходит от латинского admissiō .
Допуск может быть сокращением таких фраз, как стоимость приема , уровень приема или цена приема . Фраза цена входного билета часто используется в переносном смысле для обозначения небольшой неприятности или задачи, связанной с работой, событием или деятельностью. Иногда это даже относится к людям, как, например, в . Общение с ее кошками — это плата за возможность пообщаться с ней.
Знаете ли вы… ?
Как
прием используется в реальной жизни?
С точки зрения вины, признание обычно используется в юридическом контексте, а с точки зрения входа, допуск обычно используется в отношении оплаченного билета или допуска к программе.

извинение без изменений есть просто признание вины. не забудь
— Андреа Рассетт — КРЫЛЬЯ БАБОЧКИ СЕЙЧАС (@AndreaRussett) 1 февраля 2019 г.
Многие старшеклассники, подавшие заявление о досрочном поступлении в колледж, сегодня получают новости, которые, возможно, им не нужны.
Все будет хорошо.
Отвержение — отстой, но вы почти наверняка сможете оказаться там, где вам очень нравится, и получить отличное образование. Повесить там.
— Джейк Таппер (@jaketapper) 13 декабря 2018 г.
BREAKING: США сокращают лимит приема беженцев на следующий год до 30 000, что на 15 000 меньше, чем в этом году.
— Ассошиэйтед Пресс (@AP) 17 сентября 2018 г.
Попробуйте использовать
допуск !
Что из перечисленного НЕ является синонимом допуск ?
A.
 признание
признание
B. отрицание
C. признание
D. раскрытиеСлова, относящиеся к допуску
принятие, доступ, допуск, сертификация, подтверждение, вступление, введение, признание, присоединение, утверждение, уступка, раскрытие, откровение, заявление, свидетельство, назначение, дверь, вход, вход, посвящение
Как использовать прием в приговоре
Первый, молодой отец из городка на юге Нидерландов, страдал одышкой, кашлем и лихорадкой дома в течение восьми дней до поступления в реанимацию.
Ученые Covid-19 отмечают ключевую иммунную функцию как поворотный момент в случаях, угрожающих жизни оплачивается внешней организацией, а также на городских часах.
Барриос работал с рабочими в качестве сотрудника совета, прежде чем устроиться туда | Эндрю Киттс и Джесси Маркс | 24 сентября 2020 г. | Голос Сан-Диего
Если город в конечном итоге решит освободить людей от мятежных языковых штрафов и вернуть их за уплаченные ими штрафы, это может быть расценено как признание того, что эти люди были обижены.
5 важных вопросов о том, как СДПД использовала закон о подстрекательстве к языку и что будет дальше|Сара Либби|21 сентября 2020 г.|Голос Сан-Диего
88 годом ранее до 246.
Каждый год сотни детей оказываются в психиатрических больницах, несмотря на обещания государства найти им дом|Дуа Эльдейб|11 сентября 2020 г.|ProPublica
После школы он переехал в Токио и проработал два года на картонной фабрике, прежде чем поступить в университет Хосэй.
Как сын сборщика клубники стал наиболее вероятным кандидатом на пост премьер-министра Японии|claychandler|3 сентября 2020 г.|Fortune
Вход свободный, но только по приглашению, требуется предварительная регистрация.
Кворум: Global LGBT Voices||10 декабря 2014|DAILY BEAST
Затем последовало признание о фиктивном браке с иммигранткой.
Безумная гонка за губернаторов Орегона стала еще безумнее|Тим Мак|14 октября 2014|DAILY BEAST
Он сказал, что не имеет значения, что сегодня ИГИЛ и Аль-Каида, по их собственному признанию, являются двумя разными организациями.

Даже высокопоставленный демократ считает, что юридические доводы Обамы о войне не имеют смысла|Эли Лейк|19 сентября, 2014|DAILY BEAST
Такого признания не поступало от Томаса Джексона, начальника полиции Фергюсона.
Силы Хаоса Губернатор штата Миссури вызывает Национальную гвардию|Джастин Глэйв|18 августа 2014|DAILY BEAST
Он показывает такие эмоции жестами, борется с ними, но прямое взаимодействие — открытое признание, подобное этому, — это редкий.
Выдающийся лауреат Нобелевской премии из Нигерии рассказывает об увлекательной жизни|Чимаманда Адичи|9 августа 2014 г.|DAILY BEAST
Он получил входной билет в казино, прибыв вчера вечером; но Комнаты тогда ему не понравились.
Розмари в поисках отца|C. N. Williamson
В старые добрые времена получить допуск к государственной службе было несложно.
Панч, или Лондонский Шаривари, Том 107, 3 ноября 1894 г.|Разное
Но роман исчез под одеждой с поразительной быстротой, когда голос ее невестки потребовал разрешения.

Коронет Пит-Тауна, том I (из 3)|Чарльз Джеймс Уиллс
Такое признание, слетевшее с ее храбрых уст, предупредило Фрэнка, что он должен остановиться, несмотря на потерю времени.
Красный год|Луи Трейси
Столб был поднят за счет пуска сильного пара под его днище.
Жизнь Ричарда Тревитика, Том II (из 2)|Фрэнсис Тревитик
Определения Британского словаря для поступления
допуск
/ (ədˈmɪʃən) /
сущ.
разрешение на въезд или право, полномочия и т. д. на въезд как о преступлении, ошибке и т. д.
признание истинности или законности чего-либо
Производные формы признания
допущение, прилагательное
Слово Происхождение для признания
0019
Английский словарь Коллинза — полное и полное цифровое издание 2012 г.
© William Collins Sons & Co. Ltd., 1979, 1986 © HarperCollins
Издатели 1998, 2000, 2003, 2005, 2006, 2007, 2009, 2012Раннее решение и раннее действие – Консультанты
Раннее решение (ED) и раннее действие (EA) Планы могут быть полезны для студентов, которые продумали свой колледж варианты тщательно и иметь явное предпочтение для одного учреждения.

Консультанты должны убедиться, что учащиеся понимают основное различие между двумя планами:
- Планы раннего принятия решения являются обязательными: Студент, принятый в качестве кандидата на получение степени ED, должен посещать колледж.
- Заблаговременные планы действий не имеют обязательной силы: Учащиеся получают ранний ответ на свое заявление, но не обязаны регистрироваться в колледже до обычной даты ответа 1 мая.
Приблизительно 450 колледжей имеют планы раннего принятия решений или действий на раннем этапе, а некоторые имеют и то, и другое. Некоторые колледжи предлагают необязательный вариант, называемый ранним действием с одним выбором, в соответствии с которым абитуриенты не могут подавать документы ED или EA в какой-либо другой колледж.
Планы
ED подверглись критике как несправедливые по отношению к учащимся из семей с низким доходом, поскольку у них нет возможности сравнить предложения финансовой помощи.
 Это может дать несправедливое преимущество заявителям из семей, у которых больше финансовых ресурсов.
Это может дать несправедливое преимущество заявителям из семей, у которых больше финансовых ресурсов.ED Заявители
- Подайте заявление заранее (обычно в ноябре) в колледж первого выбора.
- Получить решение о зачислении от колледжа задолго до обычной даты уведомления (обычно к декабрю).
- Согласие на поступление в колледж, если его примут и предложат пакет финансовой помощи, который семья считает достаточным.
- Подайте заявление только на одно досрочное решение колледжа.
- Подайте заявление в другие колледжи по обычным планам поступления.
- Отозвать все остальные заявки, если они приняты ED.
- Отправьте невозмещаемый депозит заблаговременно до 1 мая.
Заявители EA
- Подать заявку заранее.
- Получить решение о приеме в начале цикла приема (обычно в январе или феврале).
- Рассмотреть предложение о принятии; не нужно совершать при получении.
- Подайте заявление в другие колледжи по обычным планам поступления.
- Передать колледжу решение не позднее даты национального ответа 1 мая.
Подать заявку заранее
Учащийся должен досрочно подать заявку на участие в плане ED или EA, если он:
- Много изучал колледжи.
- Абсолютно уверен, что колледж — лучший выбор.
- Нашел колледж, который хорошо подходит в академическом, социальном и географическом плане.
- Соответствует или превосходит профиль приема в колледж по баллам SAT, среднему баллу и классу.
- Имеет стабильно стабильную академическую успеваемость.
Преимущества раннего обращения
Для учащегося, у которого есть определенный колледж первого выбора, ранняя подача заявления имеет много преимуществ:
- Снижает стресс, сокращая время, затрачиваемое на ожидание решения.
- Экономит время и деньги на отправку нескольких приложений.
- Получите больше времени после поступления на поиски жилья и подготовку к поступлению в колледж.

- Переоценить варианты и применить в другом месте, если они не приняты.
Недостатки раннего обращения
- Давление перед принятием решения: Поступление в один колледж заставляет студентов принимать серьезные решения, прежде чем они изучат все варианты.
- Ограниченные возможности получения финансовой помощи: Студенты, которые подают заявки по планам ED, получают предложения о зачислении и финансовой помощи одновременно и не смогут сравнить предложения финансовой помощи от других колледжей. Для студентов, которым абсолютно необходима финансовая помощь, ранняя подача заявления может быть рискованным вариантом.
- Нехватка времени для подачи других заявлений: Большинство колледжей не уведомляют абитуриентов ED и EA о приеме до 15 декабря. Из-за обычных крайних сроков подачи заявлений это означает, что если учащийся отклонен колледжем ED, есть только две недели осталось отправить в другие приложения.
 Поощряйте тех из ваших студентов, которые подают заявление заранее, подготовить другие заявления, пока они ждут решения о зачислении в выбранный ими колледж.
Поощряйте тех из ваших студентов, которые подают заявление заранее, подготовить другие заявления, пока они ждут решения о зачислении в выбранный ими колледж. - Сениоритис: Абитуриенты, которые рано узнают о том, что их приняли в колледж, могут подумать, что, поскольку их цель достигнута, у них нет причин упорно трудиться до конца года. Учащиеся, подающие заявки раньше, должны знать, что колледжи могут отозвать предложения о зачислении, если их оценки на старших курсах упадут.
Ранняя подача заявления и возможность принятия
Многие студенты считают, что ранняя подача заявления означает конкуренцию с меньшим количеством абитуриентов и увеличение их шансов на зачисление. Это не всегда правда. Колледжи различаются по доле классов, принятых досрочно, и по проценту досрочно принятых абитуриентов.
Более высокие показатели зачисления соискателей ED могут коррелировать с более сильными профилями среди кандидатов, выбравших ED. Студенты должны узнать в приемной комиссии, различаются ли стандарты приема в их учебном заведении между абитуриентами ED и обычными абитуриентами, а затем оценить, имеет ли смысл подавать раннюю заявку с учетом их собственного профиля.
Этика применения раннего решения
Общее заявление и формы заявлений некоторых колледжей требуют, чтобы учащийся, подающий заявление в соответствии с предварительным решением, а также родитель и консультант подписали форму соглашения ED с изложением условий плана.
Укажите в своем школьном справочнике и на мероприятиях по планированию колледжа, что ваша политика в отношении заявлений о досрочном принятии решения заключается в том, чтобы отправить окончательную стенограмму учащегося только в один колледж: все остальное неэтично.
Имейте в виду
- Специфика программ ED и EA различается, поэтому учащиеся должны как можно скорее получить информацию непосредственно от приемной комиссии в выбранном ими колледже.
- Абитуриенты ED и EA должны сдать октябрьский SAT, чтобы эти баллы были вовремя доставлены в колледж.
Распечатайте и поделитесь календарем раннего принятия решения и раннего действия с учащимися и родителями, чтобы убедиться, что они знают обо всех необходимых шагах для досрочного подачи заявления.

ADMISSION Synonyms: 55 Synonyms & Antonyms for ADMISSION
See definition of admission on Dictionary.com
- noun entering or allowing entry
- noun confession or acknowledgment
synonyms for admission
- acceptance
- access
- admittance
- certification
- confirmation
- entrance
- introduction
- recognition
- designation
- door
- entree
- entrée
- ingress
- инициация
- разрешение
- прием
- путь
- приветствие
See also synonyms for: nonadmission
- accession
- admittance
- assertion
- concession
- confirmation
- disclosure
- revelation
- statement
- testimony
- affidavit
- affirmation
- allowance
- assent
- attestation
- подтверждение
- признание
- заявление
- показания
- разглашение
- profession
- testimonial
antonyms for admission
MOST RELEVANT
- conclusion
- prohibition
- denial
- disallowance
- exclusion
- expulsion
- refusal
- repudiation
- denial
- несогласие
- отказ
- тайна
- неприятие
- исключение
- исключение
- отказ
Тезаурус 21 века Роже, третье издание Copyright © 2013, Philip Lief Group.

ПОПРОБУЙТЕ ИСПОЛЬЗОВАТЬ вход
Посмотрите, как выглядит ваше предложение с разными синонимами.
Символы: 0/140
ВИКТОРИНА
¡Sí! Вам понравится это веселое испытание испанских слов!
НАЧАТЬ ВИКТОРИНУ
Как использовать прием в приговоре
Первый, молодой отец из городка на юге Нидерландов, восемь дней страдал от одышки, кашля и лихорадки дома перед поступлением в реанимацию.
COVID-19 УЧЕНЫЕ ОТМЕЧАЮТ КЛЮЧЕВУЮ ФУНКЦИЮ ИММУННОЙ ФУНКЦИИ КАК ПОВОРОТНЫЙ МОМЕНТ В ЖИЗНИ УГРОЖАЮЩИЙ СЛУЧАЙSKDUNN625 СЕНТЯБРЯ 2020 г.FORTUNE
Признание открыло Барриосу возможность потенциального нарушения городского постановления об этике, которое запрещает чиновникам получать оплату от сторонней организации, а также на городских часах.
БАРРИОС РАБОТАЛ С РАБОЧИМИ В КАЧЕСТВЕ СОТРУДНИКОВ СОВЕТА, ПРЕЖДЕ ЧЕМ УСТРОИТЬСЯ НА РАБОТУ, ЭНДРЮ КИТТС И ДЖЕССИ МАРКС 24 СЕНТЯБРЯ 2020 ГОЛОС САН-ДИЕГО
можно рассматривать как признание того, что эти люди были обижены.

5 БОЛЬШИХ ВОПРОСОВ О том, КАК SDPD ИСПОЛЬЗОВАЛ ЗАКОН О ЯЗЫКАХ, КОТОРЫЕ БУДУТ ДАЛЬШЕ САРА ЛИББИ 21 СЕНТЯБРЯ 2020 ГОДА ГОЛОС САН-ДИЕГО
Число госпитализаций в психиатрические больницы, выходящих за рамки медицинской необходимости, резко возросло в 2015 году, увеличившись с 88 годом ранее до 9 049.
КАЖДЫЙ ГОД В ПСИХИАТРИЧЕСКИЕ БОЛЬНИЦЫ ЗАСТЫВАЮТ СОТНИ ДЕТЕЙ, НЕСМОТРЯ НА ОБЕЩАНИЯ ГОСУДАРСТВА НАЙТИ ИМ ДОМ ДУАА ЭЛДЕЙ 11 СЕНТЯБРЯ 2020 ГОДАPROPUBLICA
После школы он переехал в Токио и два года проработал на картонной фабрике, прежде чем поступил в Университет Хосэй.
КАК СЫН СБОРЧИКИ КЛУБНИКИ СТАЛ НАИБОЛЕЕ ВЕРОЯТНЫМ ВЫБОРОМ ЯПОНИИ НА БУДУЩЕГО ПРЕМЬЕР-МИНИСТРА КЛЭЯ ЧАНДЛЕРА 3 СЕНТЯБРЯ 2020 ГОДАFORTUNE
Подача исправленной экономической информации сама по себе является признанием того, что предыдущая информация была неадекватной.
БАРРИОС ПЛАТИЛ ПРОФСОЮЗ, ВО ВРЕМЯ РАБОТЫ НА ПРЕЗИДЕНТА СОВЕТА ЭНДРЮ КИТТС И ДЖЕССИ МАРКС 2 СЕНТЯБРЯ 2020 Г.
 ГОЛОС САН-ДИЕГО
ГОЛОС САН-ДИЕГОЕсли симптомы слишком трудно контролировать, может потребоваться непрерывный уход за больными или госпитализация в стационар, сказала она. .
ОТПРАВЛЕНО ДО ДИБИ ЭННИ ВОЛДМАН И ДЖОШУА КАПЛАН 2 СЕНТЯБРЯ 2020 г. PROPUBLICA
Стоимость входного билета и книги начинается с 30 долларов США и доступна здесь.
КАЛЕНДАРЬ: АВГ. 28 СЕНТ. 3PHILIP VAN SLOOTENAUGUST 28, 2020WASHINGTON BLADE
Престижная парижская школа последипломного образования Ecole Normale Superieure этим летом преподнесла сюрприз, когда стали известны результаты вступительного экзамена по литературе.
ЛИЧНЫЙ УСТНЫЙ ЭКЗАМЕН В ПРЕСТИЖНОЙ ШКОЛЕ БЫЛ ОТМЕНЕН, И БЫЛО ДОПУЩЕНО БОЛЬШЕ ЖЕНЩИНKDUNN626 августа 2020 г.FORTUNE
В качестве дополнительного бонуса вход в музей всегда бесплатный.
CINCINNATI – A BIG CITY WITH A SMALL TOWN FEELLGBTQ-EDITORAUGUST 17, 2020NO STRAIGHT NEWS
WORDS RELATED TO ADMISSION
- accepting
- acknowledgment
- acquiescence
- acquiring
- admission
- agreement
- approval
- согласие
- согласие
- согласие
- сотрудничество
- Получение
- Получите
- .

