

Содержание
Затяжка ГБЦ д 240 — момент затяжки
Затяжка ГБЦ
By adminPosted on
Time to Read:-words
Содержание статьи:
- 1 Ослабление усилия затяжки.
- 2 Установка прокладки ГБЦ д 240
- 3 Установка головки блока
- 4 Момент затяжки гбц д 240
- 5 Порядок затяжки ГБЦ д 240
- 5.1 Схема затяжки гбц д 240
Ослабление усилия затяжки.
Затяжка болтов ГБЦ д 240 на тракторах МТЗ 80-МТЗ-82 производится после установки ГБЦ или периодической протяжки. Периодически необходимо потягивать головку блока цилиндров через каждые 1000 м/часов пробега трактора. В процессе эксплкатации происходит постоянное тепловое расширение деталей двигателя. Они подвергаются возникающим нагрузкам. Это приводит к ослаблению крепления ГБЦ.
- Прокладка головки блока сдавливается
- Просаживаются посадочные места головок крепежных болтов.

- Крепежные болты растягиваются.
В результате происходит ослабление прижатия ГБЦ к блоку цилиндров. И как следствие происходит прорыв отработанных газов из камеры сгорания. Газы имеют высокую температуру, Она может достигать выше 1000 градусов. Прокладка в местах прорыва газов прогорает. В результате приходится снимать головку блока для замены прокладки.
Установка прокладки ГБЦ д 240
Перед установкой прокладки необходимо тщательно очистить поверхности головки и блока цилиндров. От грязи и возможных остатков старой прокладки. Очищать поверхности лучше при помощи ножа. Он не повредит поверхности. Нельзя этого делать наждачной бумагой и тем более лепестковыми кругами. После их применения поверхности придут в негодность. Их необходимо будет фрезеровать. Даже незначительные углубления приведут к прорыву газов. А наждаком и даже металлической щеткой на болгарке их очень легко сделать.
В сучае если на двигателе установлена турбина. Требуется устанавливать фторопластовые кольца.
Турбина создает повышенное давление в камере сгорания. В результате чего увеличивается температура сжимаемого воздуха и его количество. Увеличивается и температура горения топлива в камере сгорания. Фторопластовые кольца выдерживают повышенные температуры. И защищают металлические части прокладки от прогорания.
Ставятся они очень просто. Наружные кромки колец имеют углубление. Его необходимо расширить. Получится паз. Этот паз устанавливается в прокладку по кругу. Лишний конец кольца обрезается.
Установка головки блока
Перед установкой необходимо:
- Внимательно осмотреть поверхности головки.
- Проверить плоскость головки. Поверить плоскость головки при помощи линейки. Если есть неплотные прилегания , измерить их глубину при помои щупа. Проще говоря щуп толщиной 0,1 мм не должен проходить между линейкой и поверхностью головки.
- Осмотреть посадочные места головок крепежных болтов. На наличие трещин. И в случае их обнаружения в эти места подвергнуть фрезеровке. Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.
- Если головки сняты требуется снять клапана. Для замены масло отражательных колпачков притирки клапанов. И осмотра седел и меж клапанных перегородок на наличие трещин
 Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.
Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.Если все в порядке головка устанавливается на прокладку. Вставляются крепежные болты.
Момент затяжки гбц д 240
затяжка ГБЦ д 240 производится в несколько этапов
- Требуется закрутить крепежные болты до их соприкосновения с поверхностью головки. На этом этапе не нужно прилагать большого усилия закручивания. Достаточно просто от руки довернуть все болты до своего места. Потому что головка должна сесть на свое место без перекосов. Обязательно требуется проверить что под головку ничего не попало. Трос, шланги, провода. Открученные кронштейны.
- Необходимо произвести предварительную затяжку болтов с моментом затяжки равным половине требуемого усилия. Это приблизительно 100 Н*М. Затяжку требуется произвести при помощи динамометрического ключа. Это условие считается обязательным. Динамометрический ключ не только позволяет установить требуемое усилие затяжки. Но еще пожалуй самое главное его преимущество. Заключается в том. Что это усилие будет одинаковым для всех болтов. Если головка не прижата с нужным усилием. То что болты затянуты равномерно важнее. Затяжка должна производиться строго по порядку согласно схемы затяжки
- Окончательная затяжка ГБЦ д 240 производится с усилием 200 Н*м. Строго по порядку затяжки
 Затяжку требуется произвести при помощи динамометрического ключа. Это условие считается обязательным. Динамометрический ключ не только позволяет установить требуемое усилие затяжки. Но еще пожалуй самое главное его преимущество. Заключается в том. Что это усилие будет одинаковым для всех болтов. Если головка не прижата с нужным усилием. То что болты затянуты равномерно важнее. Затяжка должна производиться строго по порядку согласно схемы затяжки
Затяжку требуется произвести при помощи динамометрического ключа. Это условие считается обязательным. Динамометрический ключ не только позволяет установить требуемое усилие затяжки. Но еще пожалуй самое главное его преимущество. Заключается в том. Что это усилие будет одинаковым для всех болтов. Если головка не прижата с нужным усилием. То что болты затянуты равномерно важнее. Затяжка должна производиться строго по порядку согласно схемы затяжкиПорядок затяжки ГБЦ д 240
Порядок затяжки предусматривает в какой очередности должен затягиваться каждый болт головки блока цилиндров предоставлен в виде следующей схемы
Схема затяжки гбц д 240
После того как головка полностью затянута устанавливаются коромысла и производится регулировка клапанов. Подробно регулировка клапанов описана в этой статье.
Момент затяжки коленвала д 240
Правка коленчатого вала трактора МТЗ в процессе механической обработки не допускается. Допускается правка после накатки галтелей и после закалки ТВЧ. Стрела прогиба вала во время правки должна быть не более 1 мм.
Допускается правка после накатки галтелей и после закалки ТВЧ. Стрела прогиба вала во время правки должна быть не более 1 мм.
Вкладыши шатунных подшипников должны быть подобраны в соответствии с размерами шеек вала. Вкладыши должны сидеть в “постелях” шатунов и крышек с натягом от 0,22 до 0,080 мм.
При шлифовании шатунных шеек необходимо сохранять первоначальные радиусы кривошипа (62,5±0,04 мм) и галтелей (4мм).
Шероховатость обработанных поверхностей шатунных и коренных шеек должна соответствовать Ra Укладка коленвала Д-240
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также проверен на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Механические повреждения (риски, вмятины, забоины и др.) на шейках и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока. Перестановка и перевертывание крышек коренных подшипников не допускаются.
Разукомплектовка вкладышей коренных подшипников не допускается. Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала Д-243, 240, 245 надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0.14. 0.37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5. 2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников изготавливаются двух номинальных размеров.
Номинальные размеры шеек коленвала Д-245, 243, 240
Диаметр шейки вала, мм коренной / шатунной
1Н — 75. 25-0,083-0,101 / 68,25-0,077-0,096
25-0,083-0,101 / 68,25-0,077-0,096
2Н — 75.00-0,083-0,101 / 68,00-0,077-0,096
Номинальные размеры вкладышей подшипников коленвала МТЗ
Внутренний диаметр вкладыша, мм
коренной шейки / шатунной шейки
БН1 — 75,25-0,033-0,010 / 68,25 +0,025-0,010;
БН2 — 75.00-0,033-0,010 / 68,00 +0,025-0,010;
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение: 2К — коренные шейки второго номинала; 2Ш — шатунные шейки второго номинала; 2КШ — шатунные и коренные шейки второго номинала.
Ремонтные размеры шеек коленвала Д-240, 243, 245
Диаметр шейки вала, мм
Д1 — 74,75-0,083-0101 / 67.75-0,077-0,096
Р1 — 74.50-0,083-0,101 / 67,50-0,077-0,096
Д2 — 74,25-0,083-0101 / 67.25-0,077-0,096
Р2 — 74.00-0,083-0,101 / 67,00-0,077-0,096
Д3 — 73,75-0,083-0101 / 66.75-0,077-0,096
Р3 — 73.50-0,083-0,101 / 66,50-0,077-0,096
Д4 — 73,25-0,083-0101 / 66. 25-0,077-0,096
25-0,077-0,096
Р4 — 73.00-0,083-0,101 / 66,00-0,077-0,096
Момент затяжки болтов крепления коренных подшипников должен быть 200. 220 Нм. При этом вал должен плавно, без заеданий, проворачиваться моментом не более 3 Нм.
При проверке затяжки болтов крепления крышек коренных подшипников на доворачивание величина крутящего момента не должна превышать 240 Нм.
Трещины и выкрашивание рабочей поверхности зубьев венца маховика трактора МТЗ не допускаются.
Уменьшение длины зубьев венца (без длины фаски) допускается до 16 мм (длина зубьев нового венца — 18 мм).
Износ зубьев венца маховика допускается до толщины 3,2 мм при высоте установки штангензубомера 2,40 мм (толщина зуба нового венца соответствует 4.73-0,28-0,38 мм).
Венец маховика перед напрессовкой необходимо нагреть до температуры 195. 200 С. Посадочные места маховика и венца не должны иметь забоин и заусенцев. Допускается зазор в сопряжении между торцовой поверхностью венца и маховика не более 0,5 мм в одном месте на дуге не более 60°.
Маховик Д-245, 243, 240 с венцом балансировать динамически в сборе с предварительно уравновешенным коленчатым валом путем сверления отверстий.
Если необходимо заменить передний подшипник первичного вала коробки передач, то перед снятием маховика с вала подшипник следует выпрессовать с помощью винтового съемника мод. И 803.16.000 или, сняв маховик, выпрессовать подшипник с помощью ударного съемника мод. 2476.
Установив захваты на торцы колец подшипника, их раздвигают резьбовым упором 3, а затем, при ударе груза в упор вала 5, выпрессовывают подшипник.
Поверхность маховика, сопряженная с поверхностью ведомого диска сцепления, шлифуется. Шероховатость поверхности должна быть не ниже Rа 1,0.
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку.
Динамическую балансировку деталей, устанавливаемых на коленчатый вал МТЗ (маховик, шкив, коленчатого вала, нажимной и ведомый диски сцепления), проводить на станках мод. МС-970 или ПБМ-4. Менее точная статическая балансировка этих деталей производится на станках 40У-314.
МС-970 или ПБМ-4. Менее точная статическая балансировка этих деталей производится на станках 40У-314.
Балансировку коленвала, а также вместе с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке.
Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами, изготовленными из стали 40Х (ГОСТ 4543-71), с твердостью 35. 40 HRCэ.
Наружная, внутренняя поверхности определенных диаметров и торцы груза окончательно обрабатываются после соединения полуколец болтами. Внутренний диаметр груза равен D+0,025+0,010 мм, где D — диаметр шатунной шейки.
Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Болты должны быть одинаковой массы. Груз подгоняется по массе при уменьшении наружного диаметра с точностью +1 г и балансируется статически на оправке с точностью 2 г/см так, чтобы центр тяжести груза находился на оси груза и на середине его ширины.
После этого на наружную поверхность наносятся риски для обеспечения сборки полуколец в одном положении.
Масса грузов для балансировки коленвала Д-245, 243, 240 без пробок, с маховиком и сцеплением в сборе для шатунных шеек номинальных и ремонтных размеров подбирается в соответствии с рекомендациями ОГК ПО ММЗ.
Динамическая балансировка коленчатого к/вала с маховиком и сцеплением в сборе осуществляется относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм, при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в незакрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления.
Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 70 г/см.
Перед балансировкой на каждую шатунную шейку крепится груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце с помощью первичного вала коробки передач или специальной оправки.
Картер сцепления (для дизелей автомобильных модификаций) монтируется на блок с помощью двух установочных штифтов, запрессованных в торец блока. При замене картер сцепления размещается на центрирующих штифтах и закрепляется болтами, момент затяжки 80. 100 Нм.
Поверхности картера сцепления, сопрягаемые с блоком цилиндров и с коробкой передач, могут иметь допуск плоскостности 0,15 мм.
Диаметр отверстий для болтов задней опоры дизеля должен быть в пределах 20,00. 20,28 мм. При превышении этих значений, допускается развертывание отверстий и установка втулок.
Допуск параллельности торцовых поверхностей картеров, сопрягаемых с блоком цилиндров дизеля и коробкой передач, составляет 0,05 мм на длине 100 мм.
Соосность отверстия, по которому центрируется коробка передач с осью коленчатого вала, и перпендикулярность оси коленчатого вала проверяется после установки вала.
Проверка ведется с помощью приспособления, укрепленного на фланце. Допуск радиального биения внутренней поверхности отверстия и торца картера сцепления относительно оси к/вала составляет 0,1 мм.
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Механические повреждения (риски, вмятины, забоины и др.) на шейках коленчатого вала и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока.
Перестановка и перевертывание крышек коренных подшипников не допускаются.
Раскомплектовка вкладышей коренных подшипников не допускается.
Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0,14…0,37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5…2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров.
Номинальные размеры шеек коленчатого вала.
Ремонт поршневой группы двигателя Д-240/243.
В процессе ремонта детали поршневой группы трактора МТЗ-80, МТЗ-82 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, превышающих допустимые, то дизель Д-240/243 разбирают. Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера.
Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора МТЗ-80, МТЗ-82 и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей поршневой группы поршневой группы двигателей Д-240/243 трактора МТЗ-80, МТЗ-82 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 1, 2).
Диаметр гильзы замеряют в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна.
Гильзу Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм. Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец.
Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами. Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
Рис. 1. Взаимное расположение деталей блока цилиндров Д-240/243 трактора МТЗ-80, МТЗ-82
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца
гильзы
Рис. 2. Взаимное расположение деталей шатунн-поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Основные показатели поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82
Зазор между юбкой поршня и гильзой цилиндра, мм: номинальный — 0,18—0,20 / допустимый — 0,26
Зазор в замке поршневых колец, мм: номинальный — 0,40—0,80 / допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— номинальный для компрессионных колец — 0,08—0,12 / для маслосъемных колец — 0,05—0,09
— допустимый — 0,30
При ремонте трактора МТЗ-80, МТЗ-82 поршневую группу Д-240/243 в сборе заменяют, если зазор (разность диаметров) между юбкой поршня и гильзой превышает допустимое значение. Гильзы из блока выпрессовывают специальным съемником.
Гильзы из блока выпрессовывают специальным съемником.
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм.
Изгиб и скручивание шатуна проверяют на приборе. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку.
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала Д-240/243 трактора МТЗ-80, МТЗ-82 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующим и диаметрами шеек коленчатого вала.
Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек
коленчатого вала.
После ремонта перед установкой новых деталей поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82 их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240/243 трактора МТЗ-80, МТЗ-82
Обозначение размерной группы / Диаметр гильзы цилиндра, мм / Диаметр юбки поршня в нижней части по наибольшему измерению, мм
М — 110,00—110,02 / 109.88—109,90
С — 110,02—110,04 / 109.90—109,92
Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня Д-240/243 трактора МТЗ-80, МТЗ-82. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке.
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление. По окончаний запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором. Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Выступание бурта должно быть в пределах 0,065— 0,165 мм.
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской.
Поршни и поршневые пальцы Д-240/243 трактора МТЗ-80, МТЗ-82 подбирают одной размерной группы, что подтверждается одинаковой маркировкой. Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С.
Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизель Д-240/243 трактора МТЗ-80, МТЗ-82, не должна превышать 15 г.
Упругость поршневых колец проверяют на специальном приспособлении. При зазоре в замках, равном 0,3—6,6 мм, упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень Д-240/243 трактора МТЗ-80, МТЗ-82 устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок.
Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Замки первого и третьего поршневых колец Д-240/243 трактора МТЗ-80, МТЗ-82 располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка. Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке двигателя Д-240/243 трактора МТЗ-80, МТЗ-82
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30. Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм.
После ремонта и установки поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82 и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой или герметиком; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки блока Д-240/243 трактора МТЗ-80, МТЗ-82 затягивают динамометрическим ключом в определенной последовательности в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при сборке дизеля Д-240/243.
Момент затяжки головки д 240
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20 — допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80 — допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12 — для маслосъемных колец — 0,05—0,09 — допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
2.1.34).
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724.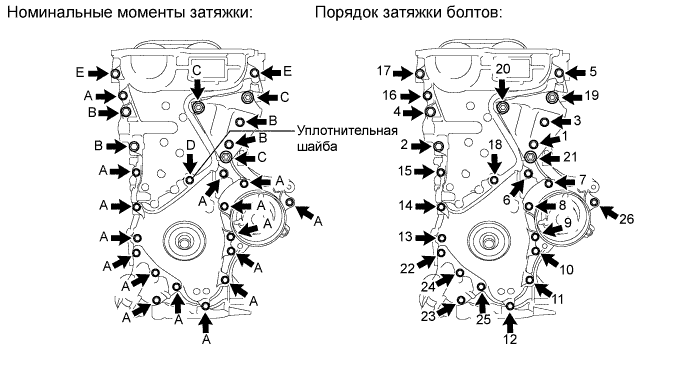 При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Читать также: Как засухарить клапана без рассухаривателя
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90 С — 110,02—110,04 / 109.90—109,92 Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.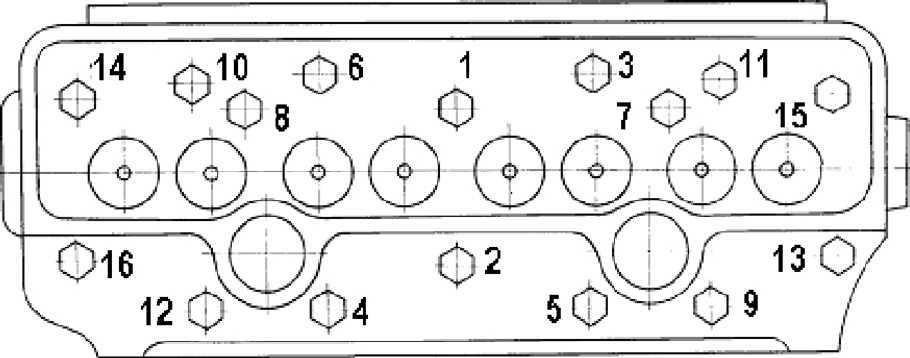
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Читать также: Новинки авто из китая
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ. Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
Затяжка болтов ГБЦ
- Откручиваем верхнюю крышку клапанов.
- Откручиваем ось коромысел (не забудьте про масленый подвод).
- Проверьте затяжку всех болтов головки блока динамометрическим ключом в определенной последовательности, как показано на рисунке. Момент затяжки ключом 220-10Нм. После протяжки болтов ГБЦ установите на место ось коромысел, протяните стойки. Далее произведите регулировку зазоров клапанов.
Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.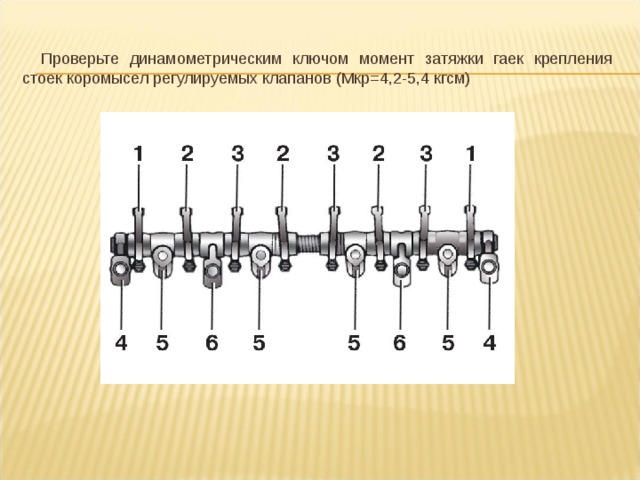
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность. Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Одновременно контролируется состояние прокладок, при необходимости они заменяются на новые.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Момент затяжки болтов головки блока цилиндров
Зависит от версии вашего автомобиля, на старых отечественных машинах их только два, на более современных версиях уже 4. Решившись на самостоятельную затяжку болтов ГБЦ приготовьте достаточно теплое помещение, или если вы собираетесь делать ремонт в теплое время года выберите день с погодными условиями, когда температура достигает более 20 градусов тепла. Если же проводите ремонт в холодное время года, подготовьте обогреваемое помещение, в котором будет удобно работать.
При ремонтных работах не забывайте очищать все болты, соединения от грязи, излишков масла, особенно, если в конструкции протекла прокладка. После каждой манипуляции затяжки желательно ждать 20 минут, пока металл придёт в изначальную форму, чтобы избежать перегрева и деформации металлического корпуса.
Желательно посмотреть момент затяжки на гбц вашего автомобиля в оригинальном справочнике вашей машины или узнать у опытного механика, компетентного в этих вопросах. Обязательно утоните модель и год выпуска своего автомобиля, чтобы не ошибиться.
Обязательно утоните модель и год выпуска своего автомобиля, чтобы не ошибиться.
Соблюдайте правильный порядок затяжки болтов гбц, иначе работу придётся переделывать, ваши старания окажутся напрасны.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Читать также: Т образный перекресток знак
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Момент затяжки коренных д 240. Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт
Шатун МТЗ
является одним из компонентов кривошипно-шатунного механизма двигателя.
Изготовлен из высокоуглеродистой или легированной стали способом штамповки.
Для улучшения прочности материал подвергают закалке.
Шатун шарнирно соединяет поршни с коленвалом.
Возникающая переменная нагрузка вызывает сжатие, растяжение или изгиб стержня.
Шатун передает усилия от коленвала к поршню и наоборот в зависимости от соотношения действующих сил.
Особенности устройства шатуна двигателя
Шатун двигателя состоит из следующих элементов:
- Верхняя и нижняя головки;
- Стержень;
- Крышка;
- Шайба;
- Болт.
Главная часть шатуна — нижняя головка. В деталь вставлены тонкостенные вкладыши, сделанные из стали или залитые свинцовой бронзой. Нижняя головка разъемная.
Для улучшения приработки поверхность лудят.
Специальные усики фиксируют смещение вкладышей. Верхняя головка соединяет шатун с поршнем при помощи пальца. Осуществляется возвратно-поступательное движение.
Нижняя головка предназначена непосредственно для связи с коленчатым валом.
Стержень шатуна двигателя выполняет сложное колебательное движение. обтекаемой формы выполнено с двутавровым сечением.
При необходимости подачи масла в стержне может находиться канавка. Штампованный шатун МТЗ
растягивается и изгибаются под действием силы инерции и давления газов.
Поэтому конструкция механизма должна обеспечить его жесткость и прочность. На шатуне двигателя имеется масляная канавка и приливы. На крышке предусмотрен паз и отверстия, используемые для смазки.
Шатунные болты предназначены для крепления съемной части.
Они работают при непрерывной нагрузке. Изготовлены из хромоникелевой либо хромистой стали, подверженной термической обработке. Болты плотно установлены в развернутое тело и крышку шатуна двигателя.
Могут прикручиваться гайками. Затяжку крепежа выполняют с определенным усилием (не более 60 кг). У деталей с косым разъемом нижней головки болт вкручивается в тело.
Такое соединение усложняет ремонт шатуна. Болты фиксируются при помощи стопорных шайб и проволоки.
Ремонт шатуна
Шатун двигателя подвержен износу.
Для проверки изгиба и скручивания детали используют прибор КИ-274.
Палец в шатуне должен легко проворачиваться рукой и выпадать под действием веса человека. Шатуны и пальцы устанавливают со своими крышками, соблюдая точное их положение до разборки.
Расточку постели осуществляют только когда узел в сборе. Гайки затягивают с усилием не более 240 Н.
Менять крепеж и крышки местами запрещено. Поршни с шатунами двигателя собирают таким образом, чтобы выемка на дне первой детали не оказалась на стороне распредвала.
При ремонте шатуна и последующей сборке в верхнюю головку запрессовывают втулку.
Дефекты шатуна
Возможны следующие неисправности шатунного комплекта:
- Отложение смол и нагара;
- Износ канавок, отверстий под палец;
- Срыв резьбы шатунных болтов;
- Износ вкладыша, шейки, пальца, втулки;
- Смятие усиков фиксации вкладыша.
Если износилась поверхность под втулку, шатун двигателя
растачивается с интервалом в 0,5 мм.
Для исправления дефекта применяют алмазно-расточной станок. После ремонта шатуна проверяют правильность установки отверстия в вертикали по резцу.
Регулировки выполняют опорой. При износе головок шатуна необходимо наращивание гальваническим железнением.
Отклонение осей верхней головки по отношению к нижней должно составлять 0,05 мм на длину 100 мм.
Для определения параметра используют специальные приборы.
Во время ремонта шатуна разрешается разогревать стержень пламенем газовой горелки для устранения недопустимых отклонений.
___________________________________________________________________________
Цилиндро-поршневая группа дизельного двигателя Д-240
Детали поршневой группы Д-240 трактора МТЗ-80,
МТЗ-82 заменяют при
увеличенном расходе картерного масла или повышенном проникновении
газов в картер дизеля, замеренных диагностическими средствами.
Если
диагностические параметры достигли значений, допустимых в
эксплуатации, то дизель разбирают для технической экспертизы,
которую проводят путем осмотра и микрометража деталей поршневой
группы с целью замены непригодных, износившихся деталей.
Чтобы выполнить техническую экспертизу деталей, снимают головку
цилиндров и поддон картера. Если после снятия головки цилиндров на
поверхности блока обнаружатся трещины, то дальнейшую разборку
прекращают, дизель снимают с трактора и отправляют в ремонт.
При
отсутствии явных дефектов демонтируют масляный насос, трубопроводы и
крышки шатунных подшипников. Поршни в сборе с шатунами извлекают из
гильз цилиндров.
В поршневой износу наиболее подвержены: поршневые
кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных
подшипников, гильзы цилиндров.
В первую очередь индикаторным
нутромером замеряют диаметр гильзы цилиндра в месте наибольшего
износа в верхнем поясе гильзы — сначала в плоскости, параллельной
оси коленчатого вала, а затем в плоскости качания шатуна.
Диаметр юбки поршня двигателя измеряют в плоскости,
перпендикулярной отверстию поршневого пальца. Наряду с измерением
диаметра юбки поршня контролируют изношенность канавок головки
поршня по высоте пластинчатым щупом и новым кольцом.
Если зазор
между канавками поршня и кольцом превышает допустимые размеры,
поршень заменяют. Если овальность и диаметр гильзы выше, а диаметр
поршня ниже значений, указанных в таблице, то и их заменяют.
Поршневую группу Д-240 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между поршнем и гильзой,
превышающем указанные значения. Гильзы из блока выпрессовывают
специальным съемником.
Если диаметр гильзы и поршня у дизелей с
водяным охлаждением в пределах нормы, то рекомендуется удалить
гильзы из блока и повернуть их на 90 градусов вокруг оси, так как
они более всего изнашиваются в плоскости качания шатуна.
Поршневые
кольца заменяют, если зазор в замке кольца превышает данные,
если их установить в неизношенную верхнюю часть гильзы.
Зазоры поршневых колец и поршней дизеля Д-240
Зазор между юбкой поршня и цилиндром, мм:
Нормальный — 0,18…0,20
Допустимый — 0,26
Зазор в замке поршневых колец, мм:
Нормальный — 0,40…0,80
Допустимый — 4,0
Зазор по высоте канавок поршня, мм:
Компрессионых — 0,08…0,12
Маслосъемных — 0,05…0,09
Допустимый — 0,30
Перед сборкой поршневой группы трактора МТЗ-80, МТЗ-82 проверяют параметры поршневого пальца
шатуна и состояние втулки его верхней головки. Втулку заменяют
при увеличении ее отверстия под поршневой палец или прославлении
посадки втулки в отверстии верхней головки шатуна.
Поршневой палец и
втулку верхней головки шатуна заменяют при зазоре между пальцем и
втулкой более 0,06 мм или овальности и конусности поверхности пальца
под втулку более 0,02 мм.
Изгиб и скручивание проверяют на приборе. Для всех дизелей изгиб
шатуна не должен превышать 0,08 мм, а скручивание — 0,12 мм. При
сборке шатуна вначале запрессовывают втулку в его
верхнюю головку.
Чтобы улучшить чистоту поверхности, и окончательно
подогнать отверстия под поршневой палец, отверстие обрабатывают
регулируемой разверткой или раскаткой. Зазор между отверстием
верхней головки шатуна и поршневым пальцем должен быть не более 0,03
мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала
двигателя Д-240 изготавливают с высокой точностью. Необходимый
диаметральный зазор при неизменной постели подшипника обеспечивается
соответствующими диаметрами шеек коленчатого вала, поэтому вкладыши
при ремонте дизеля заменяют без каких-либо подгоночных операций,
только попарно.
Не допускается заменять один вкладыш из пары, а также спиливать или
пришабривать стыки вкладышей или крышек подшипников, устанавливать
прокладки между вкладышами и постелью, между крышкой и шатуном. При
замене вкладышей их устанавливают того же размера, что и шейки
коленчатого вала.
Перед сборкой поршневой группы, связанной с установкой новых
деталей, их подбирают по размерным группам. Сортируют гильзы
цилиндров на размерные группы по внутреннему диаметру, а поршни — по
наружному диаметру юбки.
Поршни и гильзы двс Д-240, устанавливаемые на
дизель, должны быть одной размерной группы, как указано в таблице.
Обозначение размерных групп для гильз нанесено на нерабочем верхнем
торце гильзы, для поршня — на его днище. Перед установкой гильзы в
блок осматривают состояние уплотнительных колец и нижних посадочных
мест под гильзу в блоке цилиндров. Как правило, резиновые уплотнения
заменяют.
Номинальные и ремонтные размеры
шатунно-поршневой группы дизеля
Д-240
Обозначение размеров Диаметр гильзы цилиндра, мм
Диаметр юбки поршня в нижней части, мм
М
104,82.-104,84
105,00.-105,02
С
104,84.-104,86
105,02.-105,04
Б
106,86.-104,88
105,04.-105,06
При подборе поршней двс Д-240 обращают внимание на размерные группы
поршневых пальцев, их внутреннюю поверхность и бобышку поршня,
маркированную краской.
Поршни и поршневые пальцы подбирают одной размерной группы с
одинаковой маркировкой.
Поршневой палец запрессовывают в поршень после его
предварительного нагрева в масле до температуры 70…80°С. Разница в
массе шатунов в сборе с поршнями для дизелей — 15 г. Поршневые
кольца на поршень устанавливают в определенном порядке
приспособлением, предохраняющим кольца от случайных поломок.
Основные параметры поршневых колец дизеля Д-240
Поршневое кольцо Рабочий зазор, мм Упругость, Н
Первое (верхнее)
0,3.-0,6
60…82
Второе, третье
0.3…0.6
68…78
Кольца, установленные в канавки поршня, должны
свободно перемещаться при его поворачивании и утопать в канавках под
действием собственной массы. Замки первого и третьего поршневых
колец располагают в канавках поршня под углом 180° относительно
замков второго и четвертого маслосъемных колец.
Затем поршень и
кольца обильно смазывают дизельным маслом и, пользуясь конусной
оправкой, устанавливают в гильзу цилиндра. Поршень не может
выступать выше поверхности блока более чем на 0,5 мм.
Цилиндропоршневая группа. Ремонт дизеля трактора
МТЗ-82
Детали цилиндропоршневой группы заменяют при увеличенном расходе
картерного масла или повышенном проникновении газов в картер дизеля,
замеренных диагностическими средствами.
Если диагностические параметры достигли значений, превышающих
допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров
и поддон картера. Если после снятия головки на поверхности блока
обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с
трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и
крышки шатунных подшипников, извлекают поршни в сборе с шатунами из
гильз цилиндров.
Среди деталей цилиндропоршневой группы износу наиболее подвержены:
поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши
шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа
верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого
вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее
рабочей поверхности более 0,4 мм на диаметр или при овальности и
конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию
под поршневой палец (рис. 2.1.32).
Кроме диаметра юбки, у поршня контролируют зазоры по высоте между
канавками поршня и поршневыми кольцами (рис. 2.1.33).
Если зазор между канавкой поршня и новым поршневым кольцом превышает
допустимый размер, поршень заменяют.
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров:
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5
— корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 —
крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка
шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза
цилиндра; 18 — кольца гильзы
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной
группы:
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка
верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 —
маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал;
11 — противовес; 12 — болт
Рис. 2.1.31. Измерение диаметра гильзы цилиндра: | |
Рис. | |
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым |
Основные показатели цилиндропоршневой группы
Зазор между юбкой поршня и гильзой цилиндра, мм: | |
номинальный | |
допустимый | |
Зазор в замке поршневых колец, мм: | |
номинальный | |
допустимый | |
Зазор по высоте между канавкой поршня и поршневым кольцом, мм: | |
для компрессионных колец | |
для маслосъемных колец | |
допустимый |
Цилиндропоршневую группу в сборе заменяют при зазоре (разности
диаметров) между юбкой поршня и гильзой, превышающем допустимое
значение.
Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров:
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется
выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как
гильза и поршень более всего изнашиваются в плоскости качания шатуна, и
вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает
допустимое значение при установке кольца в неизношенную верхнюю часть
гильзы.
Перед оборкой цилиндропоршневой группы проверяют параметры поршневого
пальца, шатуна и состояние втулки верхней головки шатуна. Втулку
заменяют при увеличении диаметра отверстия под поршневой палец или
ослаблении посадки в верхней головке шатуна. Поршневой палец и втулку
верхней головки шатуна заменяют при зазоре между пальцем и втулкой более
0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм.
Изгиб и скручивание шатуна проверяют на приборе КИ-724 (рис. 2.1.35).
При сборке шатуна в его верхнюю головку вначале запрессовывают втулку
(рис. 2.1.36).
Рис. 2.1.35. Измерение шатуна на изгиб и скручивание: | |
Рис. |
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой
палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор
между отверстием втулки верхней головки шатуна и поршневым пальцем
должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала
изготовлены с высокой точностью. Необходимый диаметральный зазор при
неизменной постели подшипника обеспечивается соответствующим и
диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля
заменяют без каких-либо подгоночных операций и только попарно. Не
допускаются: замена одного вкладыша из пары; опиливание или шабрение
стыков вкладышей либо крышек подшипников; установка прокладок между
вкладышами и постелью, между крышкой и шатуном. При замене размерная
группа вкладышей должна соответствовать размерной группе шеек
коленчатого вала.
Перед установкой новых деталей цилиндропоршневой группы их подбирают по
размерным группам. Гильзы цилиндров сортируют на размерные группы по
внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней
части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны
быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Обозначение размерной группы | Диаметр гильзы цилиндра, мм | Диаметр юбки поршня в нижней части по наибольшему измерению, мм |
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и
на днище поршня. Перед установкой гильзы в блок резиновые уплотнения
заменяют. Гильзу устанавливают, нанося легкие удары молотком по
ступенчатой оправке (рис. 2.1.37). Если гильза входит в блок туго, то
для ее запрессовки используют специальное винтовое приспособление (рис.
2.1.38). По окончаний запрессовки намеряют выступание бурта гильзы над
поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно
быть в пределах 0,065- 0,165 мм.
Рис. | |
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым | |
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра: |
В случае утопания гильз допускается установка медных прокладок под бурт
гильзы. При подборе поршней обращают внимание на размерные группы
поршневых пальцев; их внутренняя поверхность и бобышка поршня
маркированы краской. Поршни и поршневые пальцы подбирают одной размерной
группы, что подтверждается одинаковой маркировкой. Поршневой палец
запрессовывают в поршень, предварительно нагрев поршень в масле до
температуры 70-80° С. Разность между массами шатунов в сборе с поршнями,
устанавливаемых на один дизель Д-240, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100 (рис.
2.1.40). При зазоре в замках, равном 0,3-6,6 мм (рис. 2.1.41), упругость
колец не должна превышать: первого (верхнего) — 60-82 Н, второго и
третьего — 58-78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с
использованием приспособления, которое предохраняет кольца от случайных
поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны
свободно перемещаться при поворачивании поршня и утопать в канавках под
действием собственной массы.
Рис. 2.1.40. Проверка упругости поршневых колец: | |
Рис. | |
Рис. 2.1.42. Установка поршневого кольца: | |
Рис. 2.1.43. Конусная оправка для установки поршня: | |
Рис. |
Замки первого и третьего поршневых колец располагают в канавках поршня
под углом 180° относительно замков второго и четвертого колец. Поршень в
сборе с кольцами и шатуном обильно смазывают дизельным маслом и
посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу
цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис.
2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в два —
три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, | |
Момент затяжки шатунных подшипников, Н-м | |
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) |
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока
более чем на 0,5 мм.
После установки цилиндропоршневой группы и крышек шатунных подшипников
устанавливают масляный насос, его нагнетательные и всасывающие
трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон
смазывают графитной пастой (40% графитного порошка и 60% дизельного
масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30-50 г
дизельного масла. Прокладку головки цилиндров с обеих сторон также
смазывают графитной пастой. Болты крепления головки затягивают
динамометрическим ключом (рис. 2.1.45) в определенной последовательности
(рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси
коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в
клапанном механизме должны соответствовать регулировочным данным при
оборке дизеля Д-240.
Рис. |
Детали цилиндро-поршневой группы подлежат замене либо при возросшем расходе картерного масла, либо увеличении концентрации газов в картере двигателя,
которые фиксируются специальными приборами.
Чтобы провести экспертный осмотр деталей отделяют головку цилиндров и снимают поддон картера. Если отделив головку блока цилиндров, на поверхности блока вы обнаружите трещины, прекращайте дальнейшую разборку, а двигатель
отделите от остова и направьте в ремонт.
Если явные дефекты отсутствуют, снимите масляный насос, трубопроводы и крышки шатунных подшипников, вытащите поршни в сборе
с шатунами из гильз цилиндров.
Какие из деталей цилиндро-поршневой группы МТЗ-80, МТЗ-82 более всего подвержены износу? Это — поршневые кольца, поршень, втулка верхней головки шатуна,
вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы измеряют (рис. 2. 1.31) в следующих местах: на участке наибольшего износа верхнего пояса гильзы в плоскости,
параллельной оси коленчатого вала, ну а далее в плоскости качания шатуна. В каком случае меняют гильзу цилиндра?
Гильза подлежит замене при выработке ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности,
превышающих 0,06 мм.
Размер диаметра юбки поршня определяют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32).
Так же, у поршня замеряют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33).
При превышении зазора между канавкой поршня и новым поршневым кольцом допустимого размера, поршень меняют.
Рис. 2.1.29. Как расположены детали блока цилиндров трактора МТЗ-80, МТЗ-82:
1 — блок цилиндров;
2 — болт;
3 — рым-болт;
4, 10, 14 — прокладки;
5 — корпус сальника;
6 — задний лист двигателя;
7 — опора картера;
8 — крышки;
9 — крышка коренного подшипника;
11 — щит;
12 — крышка шестерен;
13 — опора;
15 — втулки;
16 — пробка;
17 — гильза цилиндра;
18 — кольца гильзы
Рис. 2.1.30. Как расположены детали блока кривошипно-шатунной группы трактора МТЗ-80, МТЗ-82:
1 — поршень;
2 — поршневые кольца;
3 — поршневой палец;
4 — втулка верхней головки шатуна;
5 — шатун;
6 — коренной вкладыш;
7 — маховик;
8 — крышка шатуна;
9 — вкладыш шатуна;
10 — коленчатый вал;
11 — противовес;
12 — болт
Рис. 2.1.31. Как измерить диаметр гильзы цилиндра трактора МТЗ-80, МТЗ-82: | Рис. 2.1.32. Как измерить диаметр юбки поршня трактора МТЗ-80, МТЗ-82: |
Рис. 2.1.33. Как измерить зазор между канавкой поршня и поршневым кольцом трактора МТЗ-80, МТЗ-82: |
Основные показатели цилиндро-поршневой группы
Цилиндро-поршневую группу в сборе меняют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение.
Гильзы из блока выпрессовывают специнструментом (рис. 2.1.34).
Рис. 2.1.34. Как выпрессовать гильзы из блока цилиндров МТЗ-80, МТЗ-82:
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Что делать, если диаметры гильзы и поршня находятся в пределах допуска? В таком случае рекомендация следующая: выдавите гильзу из блока,
разверните ее вокруг оси на 90°, т.к. гильза и поршень чаще всего изнашиваются в плоскости качания шатуна. Затем запрессуйте гильзу обратно в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед тем, как собрать цилиндро-поршневую группу, оцените состояние поршневого пальца, шатуна и параметры втулки верхней головки шатуна.
Втулку нужно заменить, если увеличился диаметр отверстия под поршневой палец или ослабли посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна меняют, если зазор между пальцем и втулкой стал более 0,06 мм. Палец меняют при овальности и
конусности превышающей 0,02 мм.
Изгиб и скручивание шатуна диагностируют на устройстве КИ-724 (рис. 2.1.35).
При сборке шатуна в его верхнюю головку на первом этапе запрессовывают втулку (рис. 2.1.36).
Чтобы подвести отверстие втулки верхней головки шатуна под поршневой палец, его немного раскатывают.
Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем, как правило, не должен превышать 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала выполнены, как известно, с высокой точностью.
Нужный зазор при неизменной постели подшипника гарантируется сообразными диаметрами шеек коленчатого вала.
Значит вкладыши обычно заменяют без лишних подгоночных действий и обязательно попарно.
Не разрешаются следующие манипуляции: замена только одного вкладыша из пары; опиливание или выравнивание шабером стыков вкладышей или крышек подшипников;
размещение прокладок между вкладышами и постелью, между крышкой и шатуном. В процессе замены нужно усвоить, что размерная группа вкладышей
всегда соответствует размерной группе шеек коленвала.
Перед заменой старых деталей цилиндро-поршневой группы на новые, их нужно выбрать согласно размерным группам.
Гильзы цилиндров подбирают по размерным группам согласно внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части.
Поршни и гильзы цилиндров, которые вы собираетесь устанавить на двигатель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней двигателя Д-240
Маркировка размерных групп обозначена на нерабочем верхнем торце гильзы и на днище поршня.
Перед простановкой гильзы в блок резиновые уплотнения нужно сменить.
Легким постукиванием молотка гильзу устанавливают с помощью ступенчатой оправки (рис. 2.1.37). При тугом вхождении гильзы, можно для запрессовки
использовать специальный винтовой инструмент (рис. 2.1.38).
После запрессовки необходимо замерить выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39).
Оно должно находиться в диапазоне 0,065 — 0,165 мм.
При небольшом проваливании гильз можно установить медные прокладки под бурт гильзы. В процессе выбора поршней концентрируют внимание на размерных группах
поршневых пальцев. Внутренняя поверхность этих деталей и бобышка поршня размечена краской. Поршни и поршневые пальцы берут одной размерной группы.
Поршневой палец запрессовывают в предварительно нагретый в масле поршень. Нагревают поршень до температуры 70-80° С.
Разброс по массе между шатунами в сборе с поршнями, размещаемых на двигатель Д-240, не должна превышать 15 г.
Упругость поршневых колец можно проверить с помощью устройства МИП-100 (рис. 2.1.40). Если зазор в замках находится в пределах 0,3-6,6 мм (рис. 2.1.41),
упругость колец не должна быть более: первого (верхнего) — 60-82 Н, второго и третьего — 58-78 Н.
Поршневые кольца на поршень одевают определенном способом, предохраняя кольца от случайных
поломок, благодаря специальному устройству(рис. 2.1. 42). При правильной установе колец, они должны без напряга двигаться при поворачивании поршня и утопать
в канавках под действием собственной массы.
Рис. 2.1.40. Как проверить упругость поршневых колец МТЗ-80, МТЗ-82: | Рис. 2.1.41. Как измерить зазор в замке поршневого кольца МТЗ-80, МТЗ-82: |
Рис. 2.1.42. Как одеть поршневое кольцо МТЗ-80, МТЗ-82: | |
Рис. 2.1.43. Конусная оправка для установки поршня МТЗ-80, МТЗ-82: | Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80, МТЗ-82: |
Замки первого и третьего поршневых колец нужно разместить в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обливают, не жалея двигательного масла, и с помощью конусной «приблуды» (рис. 2.1.43) ставят в гильзу
цилиндра, несильно постукивая по днищу поршня рукояткой молотка (рис. 2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в несколько подходов.
Регулировочные данные при сборке двигателя Д-240
Когда поршень находится в верхней мертвой точке, он не выступает выше поверхности блока более чем на 0,5 мм. Так должно быть.
И вы искренне В завершении установки цилиндро-поршневой группы и крышек шатунных подшипников ставят масляный насос, его накачиваемые и всасывающие
трубопроводы и закрывают поддон картера. Картерную прокладку нужно смазать с двух сторон графитной смазкой (продают в магазинах) или герметиком
типа «Эластосил 137-83». В цилиндры при этом заливают по 30-50 г двигательного масла. Прокладку головки цилиндров так же со всех сторон промазывают
графитной пастой. Болты крепления головки, желательно по-правилам, затянуть динамометрическим ключом (рис. 2.1.45)
в кодированной специальными деятелями, последовательности (рис. 2.1.46) в два — три приема.
Ну а далее ставят штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме нужно строго соблюдать по
правилам и регулировочным сведениям при сборке двигателя МТЗ-80, МТЗ-82.
Блок
цилиндров и головка блока дизеля Д-240
Головка блока цилиндров двигателя Д-240 трактора МТЗ-80, 82 представляет собой чугунную
обработанную отливку. Сбоку к головке прикреплены впускной и
выпускной коллекторы. Между головкой и коллектором установлены
прокладки из асбостального полотна.
Сверху в головке блока цилиндров запрессованы восемь
направляющих втулок, в которые вставлены впускные и выпускные
клапаны. Снизу в головке имеются гнезда под тарелки клапанов.
Для улучшения охлаждения форсунок они размещаются в латунных
стаканах. Снизу под донышки стаканов установлены уплотнительные
шайбы. Стаканы поджаты к шайбам гайками, ввернутыми в головку.
Шатуны стальные, штампованные. В верхнюю головку
запрессована биметаллическая втулка (стальная со слоем бронзы). Для
смазки поршневого пальца в верхней головке шатуна и втулки есть
отверстие.
По внутреннему диаметру втулки сортируются на две
размерные группы: с большим диаметром маркируются черной краской, с
меньшими — желтой. Нижняя головка шатуна разъемная.
Разъем
выполнен косым для обеспечения прохода нижней части через гильзу при
монтаже. Крышка прикреплена к шатуну двумя болтами из
высококачественной стали, застопоренными контровочной пластиной.
К основным дефектам головки блока цилиндров двс Д-240 трактора МТЗ-80,
82 относятся:
коробление плоскости разъема, износ внутренних поверхностей
направляющих втулок, рабочих фасок клапанов и клапанных гнезд;
наличие трещин в их перемычках; прогар посадочных мест под
уплотнения форсунок или ее стакана.
При проведении технической экспертизы головки блока пользуются таблицей. Утопание клапанов в гнездах головки без снятия
ее с блока цилиндров можно определить по выступанию стержней
всасывающих клапанов относительно поверхности головки блока
цилиндров.
Для этого поочередно устанавливают поршни в в. м. т. на
такте сжатия и измеряют расстояние от торца стержня клапана до
головки блока. Если выступание стержня клапана превышает показатели,
то это указывает на предельный износ тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распредвала.
Для этого прокручивают коленчатый вал дизеля до полного открытия
клапана (при установленном для холодного дизеля тепловом зазоре) и
проводят замер расстояния от стержня до головки блока цилиндров.
По разнице расстояний, измеренных при закрытых и полностью открытых
клапанах, определяют величину перемещения каждого клапана. Если
величина перемещения клапана превышает допустимые значения,
распределительный вал дизеля заменяют.
После этих замеров головку
блока цилиндров снимают с дизеля Д-240 и подвергают дальнейшей
экспертизе. Замеряют коробление плоскости разъема головки цилиндров
щупом и поверочной линейкой.
При утопании тарелок клапанов более допустимых размеров, головку
заменяют. Если эти размеры не превышают допустимых, то разбирают
головку блока цилиндров и ремонтируют.
Для впуска воздуха и
выпуска продуктов сгорания необходимо при определенном угле поворота
коленчатого вала соединять цилиндры с впускными и выпускными
коллекторами. Это обеспечивается верхнеклапанным механизмом
газораспределительным механизмом.
ГРМ двс Д-240
Во время работы двигателя трактора МТЗ-80, 82 коленчатый вал через шестерни 1, 2 и
14 (рис.1) вращает распределительный вал, имеющий кулачки 13. В
нужный момент кулачок подходит к толкателю 12, поднимает его, штангу
11 и короткое плечо коромысла 7.
При этом коромысло поворачивается
вокруг оси 8 и длинным плечом нажимает на стержень клапана 3,
дополнительно сжимая пружину 5 и открывает клапан.
Закрывается
клапан под действием этой же пружины. Каждый цилиндр имеет два
клапана — впускной и выпускной. Плавный подъем и опускание клапана,
и длительность его открытия обеспечивается определенным профилем
кулачка.
Рис. 1. Схема клапанного механизма газораспределения
двигателя Д-240
1 — шестерня коленчатого вала; 2-
промежуточная шестерня; 3 — клапан; 4 — направляющая втулка; 5 —
пружина: 6 — упорная тарелка; 7 коромысло; 8 — ось коромысла; 9 —
контргайка; 10 —
регулировочный винт; 11 штанга; 12 — толкатель: 13 — кулачок
распределительного вала; 14 — шестерня распределительного вала
Необходимая последовательность открывания клапана двигателя достигается соответствующим размещение кулачков на валу.
Так как
рабочий цикл четырехтактного двигателя происходит за два оборота
коленчатого вала, а впускной и выпускной клапаны за это время должны
открываться только по одному разу, распредвал вращается вдвое
медленнее коленчатого.
Достигается это установкой на
распределительном валу приводной шестерни 14, имеющей вдвое больше
зубьев, чем шестерня коленчатого вала.
Клапан Д-240 должен открываться при определенном положении поршня в
цилиндре. Согласованность действия газораспределительного и
кривошипно-шатунного механизмов обеспечивается соединением
распределительных шестерен по специально нанесенным меткам. Во время
работы двигателя детали механизма нагреваются и расширяются.
Чтобы при этом не нарушалась плотная посадка
клапана в седле, между клапаном и бойком коромысла регулировочным
винтом 10 устанавливают тепловой зазор (для разных двигателей он
находится в пределах 0,3-0,5 мм).
Малый зазор, а, следовательно, и
неплотная посадка клапана в седле, приводит к прорыву горячих газов
через щели и перегреву клапана (возможно коробление тарелки клапана
и обгорание ее фаски).
В случае увеличения зазора возникают звонкие стуки, которые хорошо
прослушиваются при работающем двигателе. Кроме того, сокращается
время и уменьшается величина открытия
клапанов, вследствие чего ухудшается очистка цилиндров от продуктов
сгорания и уменьшается наполнение их свежим зарядом.
Чтобы продлить время открытия клапанов и улучшить наполнение, очистку цилиндра, клапаны открываются с
некоторым опережением (до того, как поршень придет н.м.т.), а
закрывается с запаздыванием (после того, как поршень пройдет м.т.),
то есть продолжительность открытия клапана составляет более 180°
поворота коленчатого вала.
Базовые размеры и регулировочные параметры деталей головки
блока цилиндров и ГРМ дизеля Д-240
Выступание стержня клапана, мм (нормальное / допустимое) — 56,0 —
57,2
Перемещение клапана, мм (нормальное / допустимое) — 10,2 — 9,0
Коробление плоскости разъема головки цилиндров, мм — 0,15
Утопание тарелки клапана, мм (нормальное / допустимое) — 0.4-0.7
Допустимый внутренний диаметр втулки клапана, мм — 11,10
Допустимое сжатие наружных клапанных пружин до рабочей высоты, Н —
148
Рабочая высота пружины, мм — 54,0
Сжатие внутренних клапанных пружин до рабочей высоты, Н — 74
Рабочая высота, мм — 48,5
Допустимый диаметр стержня клапана, мм — 10,85
Внутренний диаметр втулки коромысел, мм — 19,02-19,05
Диаметр оси коромысел, мм — 18,98 -19,00
Сухари клапанов и клапанные пружины двигателя Д-240 снимают
специальным приспособлением. Если седло клапана имеет трещины, то
головку сдают в ремонт.
Снятые клапаны маркируют, а затем замеряют
диаметр стержня и проверяют биение фаски и изгиб стержня. Биение
фаски клапана и изгиб стержня относительно оси клапана не должны
превышать 0,03 мм.
При наличии следов прогаров, раковин на фасках клапанов рабочую
поверхность фаски тарелки обрабатывают на специальных шлифовальных
станках. Рабочую фаску впускного клапана дизелей Д-240 шлифуют под
углом 45°.
После выведения следов износа ширина цилиндрической части
тарелки клапанов должна быть не менее 0,5 мм. Направляющая втулка
клапана двс Д-240 заменяется при износе внутреннего отверстия под
стержень клапана или ослаблении посадки в головке цилиндров.
При ослаблении посадки втулки в головке из запасных частей подбирают
втулку с наибольшим отклонением по наружному диаметру, смазывают ее
эпоксидным клеем без наполнителя и запрессовывают в головку. После
установки направляющих втулок обрабатывают клапанное гнездо
планетарно-шлифовальным приспособлением.
При рисках, раковинах и следах прожогов на
рабочей фаске, клапанного гнезда первоначально шлифуют фаску до
выведения следов износа и замеряют степень утопания клапанов по
новому клапану.
Если оно находится в пределах допустимого, то
продолжают обрабатывать клапанное гнездо. Нижнюю (наружную) кромку
рабочей фаски клапанного гнезда в головке цилиндров обрабатывают
шлифовальным кругом с углом конуса 150, а верхнюю (внутреннюю)
кромку — 60°.
Ширина рабочей фаски гнезда для впускных клапанов двс Д-240 должна быть
2,0…2,5 мм и для выпускных — 1,5…2,0 мм.
После обработки тарелки
клапана и его гнезда их взаимно притирают. Если отремонтированы все
клапаны и их гнезда, то притирают на станке. При ремонте одного-двух
клапанов их притирают пневматическим приспособлением, используя
пасту из смеси микропорошка с индустриальным или моторным маслом.
Во время притирки, при вращении клапана, его
периодически приподнимают. Время от времени проверяют состояние
притирающихся фасок клапана и гнезда. Верхняя кромка матовой полоски
рабочей фаски должна быть расположена на расстоянии не менее 0,5 мм
от цилиндрического пояска тарелки клапана.
Если матовая полоска
окажется значительно ниже или выше пояска, то гнездо клапана снова
обрабатывают шлифовальными кругами с углом конуса 60 или 150° и
снова притирают клапан и гнездо.
Перед сборкой клапанов Д-240 проверяют упругость пружины клапана на
приспособлении. Если параметры выходят за допустимые пределы, то
пружины заменяют.
В некоторых случаях для компенсации длины и усилия
сжатия пружины под них устанавливают специальные шайбы, толщину
которых можно определить по формуле для впускного клапана А = В —
1,3 мм, для выпускного — А = В — 1,8 мм, где В — фактическая
величина утопания клапана, замеренная после ремонта седла клапана.
сборки клапанов выступание сухарей над плоскостью тарелки
пружины должно быть не более 0,5 мм, утопание — 1,3 мм.
Для контроля герметичности клапанов двигателя заполняют
впускные и выпускные каналы головки цилиндров керосином. Он не
должен просачиваться в течение 1,5 мин. Перед установкой оси
коромысел в сборе проверяют техническое состояние каждого коромысла.
При наличии на бойках коромысел углублений более 0,3 мм их
поверхность шлифуют до выведения следов износа. Непараллельность
рабочей поверхности бойка коромысла должна быть не более 0,05 мм.
При необходимости проверяют внутренний диаметр отверстий втулок
коромысел. Допустимый зазор между втулкой и осью коромысел — не
более 0,15 мм.
________
______________________________________________________________________________________
___________________________________________________________________________________________
Другая спецтехника
МТЗ-80
______________________________________________________________________________________
Порядок затяжки болтов головки д 240
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20 — допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80 — допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12 — для маслосъемных колец — 0,05—0,09 — допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Читать также: Марки газового оборудования на авто
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90 С — 110,02—110,04 / 109.90—109,92 Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Читать также: Как запустить автозапуск starline
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ. Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
Затяжка болтов ГБЦ
- Откручиваем верхнюю крышку клапанов.
- Откручиваем ось коромысел (не забудьте про масленый подвод).
- Проверьте затяжку всех болтов головки блока динамометрическим ключом в определенной последовательности, как показано на рисунке. Момент затяжки ключом 220-10Нм. После протяжки болтов ГБЦ установите на место ось коромысел, протяните стойки. Далее произведите регулировку зазоров клапанов.
Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Блок цилиндров и клапаны двигателя Д-243
________________________________________________________________________
Блок цилиндров и клапаны двигателя Д-243
Головка блока цилиндров Д-243
Головка блока цилиндров двигателя Д-243 трактора МТЗ-82 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами. Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока двигателя МТЗ-82 установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор. Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
Проверка затяжки болтов крепления головки цилиндров Д-243
Проверку затяжки болтов крепления головки цилиндров Д-243 трактора МТЗ-82 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
– снимите колпак и крышку головки цилиндров;- снимите ось коромысел с коромыслами и стойками;- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров двигателя МТЗ-82 установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки цилиндров двигателя Д-243
Блок цилиндров двигателя Д-243
Блок цилиндров Д-243 является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров двигателя МТЗ-82 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем – уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров. Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока Д-243 одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров Д-243 имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала. На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
Механизм газораспределения ГРМ Д-243
Механизм газораспределения двигателя Д-243 трактора МТЗ-82 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал Д-243 – трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели двигателя Д-243– стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 – стальные, качаются на оси, установленной на четырех стойках. Крайние стойки – повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-243 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан Д-243 закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Проверка зазора между клапанами и коромыслами двигателя Д-243
Зазоры между клапанами и коромыслами двигателя Д-243 проверяйте и, при необходимости, регулируйте через каждые 500 часов работы, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов. Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла должна быть не более 60 ºС) должен быть:
Для двигателя Д-243 и его модификаций:- впускные и выпускные клапаны – 0,25 мм (+0,10 -0,05)При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте: впускные и выпускные клапаны – 0,25 мм (-0,05)
Регулировку клапанов двигателя Д-243 производите в следующей последовательности:
– снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;- проверните коленчатый вал двигателя МТЗ-82 до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
techspez.ru
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Регулировка клапанов МТЗ-82
Такая процедура необходима в тех случаях, когда происходит сбой в системе трактора: при стуке в двигателе, нарушении теплового режима в моторе, после проведения работ по капитальному ремонту транспортного средства и т. д.
Многих пользователей интересует вопрос о том, как клапанные элементы регулируются: последовательность (порядок) на машине регулировки клапанов осуществляется в порядке функционирования цилиндрических элементов.
Процедура проводится следующим образом:
- Перед установкой необходимых зазоров между клапанными деталями необходимо прогреть силовой агрегат трактора. Температура рабочей жидкости в двигателе не должна быть ниже +75°С.
- После того как двигатель прогреется, следует открутить верхнюю крышку с клапана.
- Затем необходимо открутить ось коромысел и масляного подвода.
- Когда все колпаки будут откручены, нужно проверить затяжку крепления стоек блока при помощи динамометрического ключа. Сначала проверяют поршень первого цилиндрического элемента, затем второго и т.д.
- После этого следует вернуть на место осевой элемент и протянуть стойки, а затем провести регулировку промежутков между клапанами.
- После установки зазора нужно надежно зафиксировать все крепежные гайки силового механизма.
Данную процедуру можно проводить самостоятельно только в том случае, если все запчасти являются заводскими, т.е. своими от МТЗ-82.
Регулировка клапанов с протяжкой головки цилиндров
Для того чтобы выполнить регулировку, необходимо:
- Установить транспортное средство на специальную платформу.
- Прогреть мотор до температуры +60…+70°С.
- Снять силовой агрегат.
- Разобрать двигатель, согласно руководству пользователя.
- Убрать крышку с клапанной коробки.
- Осмотреть крепежные болты и гайки валика коромысла.
- Поршневой механизм нужно повернуть в положение высшей мертвой точки.
- Осмотреть цилиндры, 2 клапанных элемента должны быть закрыты.
- Промежуток, который образовался между коромыслом и клапанами, следует проверить при помощи измерительных щупов. Если щуп диаметром 0,35 мм проходит в этот промежуток свободно, а щуп диаметром 0,4 мм не проходит, значит, зазор нормальный. В противном случае следует сделать регулировку.
- Открутить контргайку и крепежные гайки.
- Зажать щуп диаметром 0,25 при помощи винта регулировочного типа между рабочей областью коромысел и торцами.
- Затянуть все крепежные болты.
- При помощи маховика повернуть механизм коленчатого вала на пол-оборота и выполнить регулировку цилиндрического элемента № 3.
- После этого отрегулировать клапаны цилиндрических деталей под номерами 4 и 2.
- Собрать двигатель и установить его обратно на трактор.
- Завести транспорт для проверки.
Читать дальше: Форд фокус седан 2020 фото
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Читать также: Лада калина из бумаги
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Регулировки дизеля мтз.
| Давление масла в системе смазки на прогретом дизеле при номинальной частоте вращения коленчатого вала, кг/см2, (МПа) | 2,0-3,0(0,2-0,3) |
| Прогиб ветви ремня вентилятора, расположенной между шкивами генератора и коленчатого вала, при нажатии с усилием 4 кгс (40 Н), мм | 15-20 |
| Рекомендуемая температура охлаждающей дизель жидкости (тепловой режим), град | 75-95 |
| Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеля, мм | 0,25-0,30 |
| Давление начала впрыска топлива форсункой (давление начала подъёма иглы распылителя), кгс*см2(МПа) | ФД-22 175+5(17,5+0,5) ФД-22М 178+7(17,8+0,7) |
| Угол опережения подачи топлива топливным насосом (номинальный до ВМТ), град | 23-25 20 (с топл. |
| Момент затяжки, кгс*м (Н*м): | |
| болтов коренных подшипников | 20-22 (200-220) |
| болтов крепления головки цилиндров | 19-21 (190-210) |
| гаек крепления головки цилиндров Д-240 | 18-20 (180-200) |
| гаек шатунных подшипников | 16-18 (160-180) |
| болтов крепления маховика | 18-20 (180-200) |
| болта шкива коленчатого вала | 10,5424-28 (240-280) |
| болтов крепления противовесов коленчатого вала | 12-14 (120-140) |
| болтов крепления форсунок | 2-2,5 (20-25) |
traktormtz80.narod.ru
Момент затяжки маховика мтз 82 – Прокачай АВТО
Содержание
- КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
- » Двигатель Д-240 » КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
- Ремонт поршневой группы двигателя Д-240/243.
Все о тракторе МТЗ-82: устройство, эксплуатация, ремонт, технические характеристики и ремонт. Двигатель Д-240: ремонт двигателя МТЗ.
» Двигатель Д-240 » КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
Основными деталями кривошипно-шатунного механизма (КШМ) дизеля Д-240 являются: коленвал, поршневая группа, поршневые кольца и пальцы, шатуны, маховик, шатунные и коренные вкладыши подшипников.
Коленвал
Коленчатый вал трактора МТЗ-82 изготовлен из стали и подвергнут закалке поверхности токами высокой частоты. Вал имеет четыре шатунные и пять коренных шеек и оснащен съемными противовесами, установленные на первой, четвертой, пятой и восьмой шейки. Благодаря противовесам снижается износ коренных подшипников и уменьшается воздействие центробежных сил от неуравновешенных масс кривошипов. Шатунные шейки имеют полости закрытые заглушками, внутри которых происходит очистка масла, поступающее от коренных шеек по наклонным каналам в щеках.
Размеры шеек коленвала (размерная группа)
На переднем конце коленвала смонтированы: шестерня привода масляного насоса; шестерни привода шестерен распределения; шкив клиноременного привода вентилятора, водяного насоса и генератора. На заднем фланце установлен маховик с зубчатым венцом. От осевого перемещения коленчатый вал ограничивается благодаря упорным полукольцам изготовленные из алюминиевого сплава. Упорные полукольца блокируются от проворачивания выступами, вставленные в фрезерованные канавки в крышке подшипника.
Кривошипно-шатунный механизм: 1 — болт маховика; 2 — болт сцепления; 3 — маховик; 4 — венец маховика; 5 — маслосъемные кольца; 6 — компрессионные кольца; 7 — поршень; 8 — втулка головки шатуна; 9 — поршневой палец; 10 — стопорное кольцо; 11 — вкладыш коренного подшипника; 12 — упорное полукольцо; 13 — вкладыш шатунного подшипника; 14 — коленчатый вал; 15 — противовес; 16 — крышка шатуна; 17 — шатунный болт; 18 — шатун; 19 — болт коленчатого вала; 20 — шкив; 21 — шестерня привода масляного насоса; 22 — шестерня.
Шатун
Штампованные шатуны д-240 двутаврового сечения изготовленные из стали, в верхнюю головку которого запрессована биметаллическая втулка. Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами.
Поршень двигателя Д-240
Поршневая группа для дизеля изготавливается из алюминиевого сплава. Боковая поверхность поршня имеет две канавки под маслосъемные и три под компрессионные кольца. Для отвода масла в канавках для установки колец просверлены отверстия. Камера сгорания в днище поршня имеет шатровую форму. В бобышках поршня расточены отверстия для установки поршневого пальца и канавки для стопорных колец.
Поршневые кольца изготавливаются из специального сплава чугуна. На каждом поршне устанавливается три компрессионных кольца и четыре маслосъемных скребкового типа.
Вкладыши шатунных и коренных подшипников сделаны из биметаллической сталеалюминиевой полосы. В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала.
Схема расположения поршневых колец на поршне: 1 – верхнее компрессионное кольцо; 2 – компрессионные кольца; 3 – верхние маслосъемные кольца; 4 – нижние маслосъемные кольца; 5 – поршень.
Маховик двигателя Д-240
Маховик изготовлен из серого чугуна в форме массивного диска, крепящегося к фланцу коленвала шестью болтами и фиксируемый парой установочных штифтов. На маховик напрессован зубчатый венец, с которым входит в зацепление шестерня включения редуктора пускача, либо шестерня включения стартера. Для проверки и регулировки угла опережения впрыска топлива, на маховике имеется специальное отверстие (метка).
Правка коленчатого вала трактора МТЗ в процессе механической обработки не допускается. Допускается правка после накатки галтелей и после закалки ТВЧ. Стрела прогиба вала во время правки должна быть не более 1 мм.
Вкладыши шатунных подшипников должны быть подобраны в соответствии с размерами шеек вала. Вкладыши должны сидеть в “постелях” шатунов и крышек с натягом от 0,22 до 0,080 мм.
При шлифовании шатунных шеек необходимо сохранять первоначальные радиусы кривошипа (62,5±0,04 мм) и галтелей (4мм).
Шероховатость обработанных поверхностей шатунных и коренных шеек должна соответствовать Ra Укладка коленвала Д-240
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также проверен на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек.
Механические повреждения (риски, вмятины, забоины и др.) на шейках и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока. Перестановка и перевертывание крышек коренных подшипников не допускаются.
Разукомплектовка вкладышей коренных подшипников не допускается. Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала Д-243, 240, 245 надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0.14. 0.37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5. 2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников изготавливаются двух номинальных размеров.
Номинальные размеры шеек коленвала Д-245, 243, 240
Диаметр шейки вала, мм коренной / шатунной
1Н – 75.25-0,083-0,101 / 68,25-0,077-0,096
2Н – 75.00-0,083-0,101 / 68,00-0,077-0,096
Номинальные размеры вкладышей подшипников коленвала МТЗ
Внутренний диаметр вкладыша, мм
коренной шейки / шатунной шейки
БН1 – 75,25-0,033-0,010 / 68,25 +0,025-0,010;
БН2 – 75.00-0,033-0,010 / 68,00 +0,025-0,010;
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение: 2К – коренные шейки второго номинала; 2Ш – шатунные шейки второго номинала; 2КШ – шатунные и коренные шейки второго номинала.
Ремонтные размеры шеек коленвала Д-240, 243, 245
Диаметр шейки вала, мм
Д1 – 74,75-0,083-0101 / 67.75-0,077-0,096
Р1 – 74. 50-0,083-0,101 / 67,50-0,077-0,096
Д2 – 74,25-0,083-0101 / 67.25-0,077-0,096
Р2 – 74.00-0,083-0,101 / 67,00-0,077-0,096
Д3 – 73,75-0,083-0101 / 66.75-0,077-0,096
Р3 – 73.50-0,083-0,101 / 66,50-0,077-0,096
Д4 – 73,25-0,083-0101 / 66.25-0,077-0,096
Р4 – 73.00-0,083-0,101 / 66,00-0,077-0,096
Момент затяжки болтов крепления коренных подшипников должен быть 200. 220 Нм. При этом вал должен плавно, без заеданий, проворачиваться моментом не более 3 Нм.
При проверке затяжки болтов крепления крышек коренных подшипников на доворачивание величина крутящего момента не должна превышать 240 Нм.
Трещины и выкрашивание рабочей поверхности зубьев венца маховика трактора МТЗ не допускаются.
Уменьшение длины зубьев венца (без длины фаски) допускается до 16 мм (длина зубьев нового венца – 18 мм).
Износ зубьев венца маховика допускается до толщины 3,2 мм при высоте установки штангензубомера 2,40 мм (толщина зуба нового венца соответствует 4.73-0,28-0,38 мм).
Венец маховика перед напрессовкой необходимо нагреть до температуры 195. 200 С. Посадочные места маховика и венца не должны иметь забоин и заусенцев. Допускается зазор в сопряжении между торцовой поверхностью венца и маховика не более 0,5 мм в одном месте на дуге не более 60°.
Маховик Д-245, 243, 240 с венцом балансировать динамически в сборе с предварительно уравновешенным коленчатым валом путем сверления отверстий.
Если необходимо заменить передний подшипник первичного вала коробки передач, то перед снятием маховика с вала подшипник следует выпрессовать с помощью винтового съемника мод. И 803.16.000 или, сняв маховик, выпрессовать подшипник с помощью ударного съемника мод. 2476.
Установив захваты на торцы колец подшипника, их раздвигают резьбовым упором 3, а затем, при ударе груза в упор вала 5, выпрессовывают подшипник.
Поверхность маховика, сопряженная с поверхностью ведомого диска сцепления, шлифуется. Шероховатость поверхности должна быть не ниже Rа 1,0.
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку.
Динамическую балансировку деталей, устанавливаемых на коленчатый вал МТЗ (маховик, шкив, коленчатого вала, нажимной и ведомый диски сцепления), проводить на станках мод. МС-970 или ПБМ-4. Менее точная статическая балансировка этих деталей производится на станках 40У-314.
Балансировку коленвала, а также вместе с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке.
Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами, изготовленными из стали 40Х (ГОСТ 4543-71), с твердостью 35. 40 HRCэ.
Наружная, внутренняя поверхности определенных диаметров и торцы груза окончательно обрабатываются после соединения полуколец болтами. Внутренний диаметр груза равен D+0,025+0,010 мм, где D – диаметр шатунной шейки.
Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Болты должны быть одинаковой массы. Груз подгоняется по массе при уменьшении наружного диаметра с точностью +1 г и балансируется статически на оправке с точностью 2 г/см так, чтобы центр тяжести груза находился на оси груза и на середине его ширины.
После этого на наружную поверхность наносятся риски для обеспечения сборки полуколец в одном положении.
Масса грузов для балансировки коленвала Д-245, 243, 240 без пробок, с маховиком и сцеплением в сборе для шатунных шеек номинальных и ремонтных размеров подбирается в соответствии с рекомендациями ОГК ПО ММЗ.
Динамическая балансировка коленчатого к/вала с маховиком и сцеплением в сборе осуществляется относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм, при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в незакрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления.
Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 70 г/см.
Перед балансировкой на каждую шатунную шейку крепится груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце с помощью первичного вала коробки передач или специальной оправки.
Картер сцепления (для дизелей автомобильных модификаций) монтируется на блок с помощью двух установочных штифтов, запрессованных в торец блока. При замене картер сцепления размещается на центрирующих штифтах и закрепляется болтами, момент затяжки 80. 100 Нм.
Поверхности картера сцепления, сопрягаемые с блоком цилиндров и с коробкой передач, могут иметь допуск плоскостности 0,15 мм.
Диаметр отверстий для болтов задней опоры дизеля должен быть в пределах 20,00. 20,28 мм. При превышении этих значений, допускается развертывание отверстий и установка втулок.
Допуск параллельности торцовых поверхностей картеров, сопрягаемых с блоком цилиндров дизеля и коробкой передач, составляет 0,05 мм на длине 100 мм.
Соосность отверстия, по которому центрируется коробка передач с осью коленчатого вала, и перпендикулярность оси коленчатого вала проверяется после установки вала.
Проверка ведется с помощью приспособления, укрепленного на фланце. Допуск радиального биения внутренней поверхности отверстия и торца картера сцепления относительно оси к/вала составляет 0,1 мм.
Ремонт поршневой группы двигателя Д-240/243.
В процессе ремонта детали поршневой группы трактора МТЗ-80, МТЗ-82 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, превышающих допустимые, то дизель Д-240/243 разбирают. Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера.
Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора МТЗ-80, МТЗ-82 и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей поршневой группы поршневой группы двигателей Д-240/243 трактора МТЗ-80, МТЗ-82 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 1, 2).
Диаметр гильзы замеряют в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна.
Гильзу Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм. Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец.
Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами. Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
Рис. 1. Взаимное расположение деталей блока цилиндров Д-240/243 трактора МТЗ-80, МТЗ-82
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца
гильзы
Рис. 2. Взаимное расположение деталей шатунн-поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Основные показатели поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82
Зазор между юбкой поршня и гильзой цилиндра, мм: номинальный – 0,18—0,20 / допустимый – 0,26
Зазор в замке поршневых колец, мм: номинальный – 0,40—0,80 / допустимый – 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
– номинальный для компрессионных колец – 0,08—0,12 / для маслосъемных колец – 0,05—0,09
– допустимый – 0,30
При ремонте трактора МТЗ-80, МТЗ-82 поршневую группу Д-240/243 в сборе заменяют, если зазор (разность диаметров) между юбкой поршня и гильзой превышает допустимое значение. Гильзы из блока выпрессовывают специальным съемником.
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна Д-240/243 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм.
Изгиб и скручивание шатуна проверяют на приборе. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку.
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала Д-240/243 трактора МТЗ-80, МТЗ-82 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующим и диаметрами шеек коленчатого вала.
Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек
коленчатого вала.
После ремонта перед установкой новых деталей поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82 их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240/243 трактора МТЗ-80, МТЗ-82
Обозначение размерной группы / Диаметр гильзы цилиндра, мм / Диаметр юбки поршня в нижней части по наибольшему измерению, мм
М – 110,00—110,02 / 109.88—109,90
С – 110,02—110,04 / 109.90—109,92
Б – 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня Д-240/243 трактора МТЗ-80, МТЗ-82. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке.
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление. По окончаний запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором. Выступание бурта должно быть в пределах 0,065— 0,165 мм.
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской.
Поршни и поршневые пальцы Д-240/243 трактора МТЗ-80, МТЗ-82 подбирают одной размерной группы, что подтверждается одинаковой маркировкой. Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С.
Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизель Д-240/243 трактора МТЗ-80, МТЗ-82, не должна превышать 15 г.
Упругость поршневых колец проверяют на специальном приспособлении. При зазоре в замках, равном 0,3—6,6 мм, упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень Д-240/243 трактора МТЗ-80, МТЗ-82 устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок.
Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Замки первого и третьего поршневых колец Д-240/243 трактора МТЗ-80, МТЗ-82 располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка. Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке двигателя Д-240/243 трактора МТЗ-80, МТЗ-82
Момент окончательной затяжки гаек крепления головки цилиндров, Нм – 150—170
Момент затяжки шатунных подшипников, Нм – 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм – 0,25—0,30. Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм.
После ремонта и установки поршневой группы Д-240/243 трактора МТЗ-80, МТЗ-82 и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой или герметиком; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки блока Д-240/243 трактора МТЗ-80, МТЗ-82 затягивают динамометрическим ключом в определенной последовательности в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при сборке дизеля Д-240/243.
» Таблица крутящего момента для болтов
Рекомендуемые начальные значения
Приведенные ниже расчеты крутящего момента предлагаются только в качестве руководства. Использование его содержимого кем-либо является исключительной ответственностью этого лица, и они берут на себя весь риск. Из-за множества переменных, влияющих на соотношение крутящего момента и натяжения, таких как человеческий фактор, текстура поверхности и смазка, единственный способ определить правильный крутящий момент — это провести эксперименты в реальных условиях соединения и сборки .
- А307
- 2 класс
- А325
- А449
- 5 класс
- А193 В7
- А320 Л7
- А354 БК
- А490
- А354 БД
- 8 класс
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк.+Воск | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 1 053 | 790 | 2 | 4 | 3 |
| 5 ⁄ 16 | 18 | 1 735 | 1 302 | 3 | 8 | 7 |
| 3 ⁄ 8 | 16 | 2 567 | 1 925 | 6 | 15 | 12 |
| 7 ⁄ 16 | 14 | 3 521 | 2 640 | 10 | 24 | 19 |
| 1 ⁄ 2 | 13 | 4 700 | 3 525 | 15 | 37 | 29 |
| 9 ⁄ 16 | 12 | 6 028 | 4 521 | 21 | 53 | 42 |
| 5 ⁄ 8 | 11 | 7 485 | 5 614 | 29 | 73 | 58 |
| 3 ⁄ 4 | 10 | 11 062 | 8 297 | 52 | 130 | 104 |
| 7 ⁄ 8 | 9 | 15 301 | 11 476 | 84 | 209 | 167 |
| 1 | 8 | 20 071 | 15 053 | 125 | 314 | 251 |
| 1 1 ⁄ 8 | 7 | 25 271 | 18 953 | 178 | 444 | 355 |
| 1 1 ⁄ 4 | 7 | 32 093 | 24 070 | 251 | 627 | 501 |
| 1 3 ⁄ 8 | 6 | 38 254 | 28 690 | 329 | 822 | 657 |
| 1 1 ⁄ 2 | 6 | 46 534 | 34 900 | 436 | 1 091 | 873 |
| 1 3 ⁄ 4 | 5 | 62,928 | 47 196 | 688 | 1 721 | 1 377 |
| 2 | 4 1 ⁄ 2 | 82 800 | 62 100 | 1 035 | 2 588 | 2 070 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 107 640 | 80 730 | 1 514 | 3 784 | 3 027 |
| 2 1 ⁄ 2 | 4 | 132 480 | 99 360 | 2 070 | 5 125 | 4 140 |
| 2 3 ⁄ 4 | 4 | 163 282 | 122 461 | 2 806 | 7 016 | 5 613 |
| 3 | 4 | 197 726 | 148 295 | 3 707 | 9 268 | 7 415 |
| 3 1 ⁄ 4 | 4 | 235 152 | 176 364 | 4 777 | 11 941 | 9 553 |
| 3 1 ⁄ 2 | 4 | 275 890 | 206 917 | 6 035 | 15 088 | 12 070 |
| 3 3 ⁄ 4 | 4 | 319 939 | 239 954 | 7 499 | 18 746 | 14 997 |
| 4 | 4 | 366 970 | 275 227 | 9 174 | 22 936 | 18 348 |
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк. +вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 1 750 | 1 313 | 3 | 7 | 5 |
| 5 ⁄ 16 | 18 | 2 900 | 2 175 | 6 | 14 | 11 |
| 3 ⁄ 8 | 16 | 4 250 | 3 188 | 10 | 25 | 20 |
| 7 ⁄ 16 | 14 | 5 850 | 4 388 | 16 | 40 | 32 |
| 1 ⁄ 2 | 13 | 7 800 | 5 850 | 24 | 61 | 49 |
| 9 ⁄ 16 | 12 | 10 000 | 7 500 | 35 | 88 | 70 |
| 5 ⁄ 8 | 11 | 12 400 | 9 300 | 48 | 121 | 97 |
| 3 ⁄ 4 | 10 | 18 400 | 13 800 | 86 | 216 | 173 |
| 7 ⁄ 8 | 9 | 15 200 | 11 400 | 83 | 208 | 166 |
| 1 | 8 | 20 000 | 15 000 | 125 | 313 | 250 |
| 1 1 ⁄ 8 | 7 | 25 200 | 18 900 | 177 | 443 | 354 |
| 1 1 ⁄ 4 | 7 | 32 000 | 24 000 | 250 | 625 | 500 |
| 1 3 ⁄ 8 | 6 | 38 100 | 28 575 | 327 | 819 | 655 |
| 1 1 ⁄ 2 | 6 | 46 400 | 34 800 | 435 | 1 088 | 870 |
Начало страницы
| Размер болта | Число шагов на дюйм | Напряжение | Диапазон момента затяжки (фут-фунт) (мин. -макс.) | ||
|---|---|---|---|---|---|
| Мин. | Максимум | Оцинк.+Воск | Обычная | ||
| 1 ⁄ 2 | 13 | 12 000 | 14 000 | 50 — 58 | 100 — 117 |
| 5 ⁄ 8 | 11 | 19 000 | 23 000 | 99 — 120 | 198 — 240 |
| 3 ⁄ 4 | 10 | 28 000 | 34 000 | 175 — 213 | 350 — 425 |
| 7 ⁄ 8 | 9 | 39 000 | 47 000 | 284 — 343 | 569 — 685 |
| 1 | 8 | 51 000 | 61 000 | 425 — 508 | 850 — 1 017 |
| 1 1 ⁄ 8 | 7 | 64 000 | 77 000 | 600 — 722 | 1 200 — 1 444 |
| 1 1 ⁄ 4 | 7 | 81 000 | 98 000 | 844 — 1 021 | 1 687 — 2 042 |
| 1 3 ⁄ 8 | 6 | 97 000 | 117 000 | 1 111 — 1 341 | 2 223 — 2 681 |
| 1 1 ⁄ 2 | 6 | 118 000 | 143 000 | 1 475 — 1 788 | 2 950 — 3 575 |
Начало страницы
| Размер болта | ТПИ | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк. +вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 2 700 | 2 025 | 4 | 11 | 8 |
| 5 ⁄ 16 | 18 | 4 450 | 3 338 | 9 | 22 | 17 |
| 3 ⁄ 8 | 16 | 6 600 | 4 950 | 15 | 39 | 31 |
| 7 ⁄ 16 | 14 | 9 050 | 6 788 | 25 | 62 | 49 |
| 1 ⁄ 2 | 13 | 12 050 | 9 038 | 38 | 94 | 75 |
| 9 ⁄ 16 | 12 | 15 450 | 11 588 | 54 | 136 | 109 |
| 5 ⁄ 8 | 11 | 19 200 | 14 400 | 75 | 188 | 150 |
| 3 ⁄ 4 | 10 | 28 400 | 21 300 | 133 | 333 | 266 |
| 7 ⁄ 8 | 9 | 39 250 | 29 438 | 215 | 537 | 429 |
| 1 | 8 | 51 500 | 38 625 | 322 | 805 | 644 |
| 1 1 ⁄ 8 | 7 | 56 450 | 42 338 | 397 | 992 | 794 |
| 1 1 ⁄ 4 | 7 | 71 700 | 53 775 | 560 | 1 400 | 1 120 |
| 1 3 ⁄ 8 | 6 | 85 450 | 64 088 | 734 | 1 836 | 1 469 |
| 1 1 ⁄ 2 | 6 | 104 000 | 78 000 | 975 | 2 438 | 1 950 |
| 1 3 ⁄ 4 | 5 | 104 500 | 78 375 | 1 143 | 2 857 | 2 286 |
| 2 | 4 1 ⁄ 2 | 137 500 | 103 125 | 1 719 | 4 297 | 3 438 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 178 750 | 134 063 | 2 514 | 6 284 | 5 027 |
| 2 1 ⁄ 2 | 4 | 220 000 | 165 000 | 3 438 | 8 594 | 6 875 |
| 2 3 ⁄ 4 | 4 | 271 150 | 203 363 | 4 660 | 11 651 | 9 321 |
| 3 | 4 | 328 350 | 246 263 | 6 157 | 15 391 | 12 313 |
| * Диаметр болтов SAE J429 класса 5 не превышает 1-1/2″. | ||||||
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк.+вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 3 350 | 2 513 | 5 | 13 | 10 |
| 5 ⁄ 16 | 18 | 5 500 | 4 125 | 11 | 27 | 21 |
| 3 ⁄ 8 | 16 | 8 150 | 6 113 | 19 | 48 | 38 |
| 7 ⁄ 16 | 14 | 11 150 | 8 363 | 30 | 76 | 61 |
| 1 ⁄ 2 | 13 | 14 900 | 11 175 | 47 | 116 | 93 |
| 9 ⁄ 16 | 12 | 19 100 | 14 325 | 67 | 168 | 134 |
| 5 ⁄ 8 | 11 | 23 750 | 17 813 | 93 | 232 | 186 |
| 3 ⁄ 4 | 10 | 35 050 | 26 288 | 164 | 411 | 329 |
| 7 ⁄ 8 | 9 | 48 500 | 36 375 | 265 | 663 | 530 |
| 1 | 8 | 63 650 | 47 738 | 398 | 995 | 796 |
| 1 1 ⁄ 8 | 7 | 80 100 | 60 075 | 563 | 1 408 | 1 126 |
| 1 1 ⁄ 8 | 8 | 82 934 | 62 201 | 583 | 1 458 | 1 166 |
| 1 1 ⁄ 4 | 7 | 101 750 | 76 313 | 795 | 1 987 | 1 590 |
| 1 1 ⁄ 4 | 8 | 105 006 | 78 754 | 820 | 2 051 | 1 641 |
| 1 3 ⁄ 8 | 6 | 121 300 | 90 975 | 1 042 | 2 606 | 2 085 |
| 1 3 ⁄ 8 | 8 | 129 492 | 97 119 | 1 113 | 2 782 | 2 226 |
| 1 1 ⁄ 2 | 6 | 147 550 | 110 663 | 1 383 | 3 458 | 2 767 |
| 1 1 ⁄ 2 | 8 | 156 687 | 117 515 | 1 469 | 3 672 | 2 938 |
| 1 3 ⁄ 4 | 5 | 199 500 | 149 625 | 2 182 | 5 455 | 4 364 |
| 1 3 ⁄ 4 | 8 | 218 400 | 163 800 | — | — | 4 778 |
| 2 | 4 1 ⁄ 2 | 262 500 | 196 875 | 3 281 | 8 203 | 6 563 |
| 2 | 8 | 290 850 | 218 138 | — | — | 7 271 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 341 250 | 255 938 | 4 799 | 11 997 | 9 598 |
| 2 1 ⁄ 4 | 8 | 373 801 | 280 351 | — | — | 10 513 |
| 2 1 ⁄ 2 | 4 | 420 000 | 315 000 | 6 563 | 16 406 | 13 125 |
| 2 1 ⁄ 2 | 8 | 466 200 | 349 650 | — | — | 14 569 |
| 2 3 ⁄ 4 | 4 | 468 500 | 351 263 | 8 050 | 20 124 | 16 100 |
| 2 3 ⁄ 4 | 8 | 515 851 | 386 888 | — | — | 17 732 |
| 3 | 4 | 567 150 | 425 363 | 10 634 | 26 585 | 21 268 |
| 3 | 8 | 618 451 | 463 838 | — | — | 23 192 |
| 3 1 ⁄ 4 | 4 | 674 500 | 505 875 | 13 701 | 34 252 | 27 402 |
| 3 1 ⁄ 4 | 8 | 730 550 | 547 913 | — | — | 29 679 |
| 3 1 ⁄ 2 | 4 | 791 350 | 593 513 | 17 311 | 43 277 | 34 622 |
| 3 1 ⁄ 2 | 8 | 851 201 | 638 401 | — | — | 37 240 |
| 3 3 ⁄ 4 | 4 | 0 | 688275 | 21 509 | 53 771 | 43 017 |
| 3 3 ⁄ 4 | 8 | 982 300 | 736 725 | — | — | 46 045 |
| 4 | 4 | 1052600 | 789450 | 26 315 | 65 788 | 52 630 |
| 4 | 8 | 1 121 950 | 841 463 | — | — | 56 098 |
Начало страницы
| Размер болта | Число шагов на дюйм | Напряжение (фунты) | Диапазон момента затяжки (фут-фунт) (мин. -макс.) | ||
|---|---|---|---|---|---|
| Мин. | Максимум | Обычная | Смазанный | ||
| 1 ⁄ 2 | 13 | 15 000 | 18 000 | 125 — 150 | 63 — 75 |
| 5 ⁄ 8 | 11 | 24 000 | 29 000 | 250 — 302 | 125 — 151 |
| 3 ⁄ 4 | 10 | 35 000 | 42 000 | 438 — 525 | 219 — 263 |
| 7 ⁄ 8 | 9 | 49 000 | 59 000 | 715 — 860 | 357 — 430 |
| 1 | 8 | 64 000 | 77 000 | 1 067 — 1 283 | 533 — 642 |
| 1 1 ⁄ 8 | 7 | 80 000 | 96 000 | 1 500 — 1 800 | 750 — 900 |
| 1 1 ⁄ 4 | 7 | 102 000 | 122 000 | 2 125 — 2 542 | 1 063 — 1 271 |
| 1 3 ⁄ 8 | 6 | 121 000 | 145 000 | 2 773 — 3 323 | 1 386 — 1 661 |
| 1 1 ⁄ 2 | 6 | 148 000 | 178 000 | 3 700 — 4 450 | 1 850 — 2 225 |
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | |
|---|---|---|---|---|---|
| Обычная | Смазанный | ||||
| 1 ⁄ 4 | 20 | 3 800 | 2 850 | 12 | 6 |
| 5 ⁄ 16 | 18 | 6 300 | 4 725 | 25 | 12 |
| 3 ⁄ 8 | 16 | 9 300 | 6 975 | 44 | 22 |
| 7 ⁄ 16 | 14 | 12 750 | 9 563 | 70 | 35 |
| 1 ⁄ 2 | 13 | 17 050 | 12 788 | 107 | 53 |
| 9 ⁄ 16 | 12 | 21 850 | 16 388 | 154 | 77 |
| 5 ⁄ 8 | 11 | 27 100 | 20 325 | 212 | 106 |
| 3 ⁄ 4 | 10 | 40 100 | 30 075 | 376 | 188 |
| 7 ⁄ 8 | 9 | 55 450 | 41 588 | 606 | 303 |
| 1 | 8 | 72 700 | 54 525 | 909 | 454 |
| 1 1 ⁄ 8 | 7 | 91 550 | 68 663 | 1 287 | 644 |
| 1 1 ⁄ 4 | 7 | 120 000 | 90 000 | 1 875 | 938 |
| 1 3 ⁄ 8 | 6 | 138 600 | 103 950 | 2 382 | 1 191 |
| 1 1 ⁄ 2 | 6 | 168 600 | 126 450 | 3 161 | 1 581 |
| 1 3 ⁄ 4 | 5 | 228 000 | 171 000 | 4 988 | 2 494 |
| 2 | 4 1 ⁄ 2 | 300 000 | 225 000 | 7 500 | 3 750 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 390 000 | 292 500 | 10 969 | 5 484 |
| 2 1 ⁄ 2 | 4 | 480 000 | 360 000 | 15 000 | 7 500 |
| 2 3 ⁄ 4 | 4 | 517 650 | 388 238 | 17 794 | 8 897 |
| 3 | 4 | 626 850 | 470 138 | 23 507 | 11 753 |
| 3 1 ⁄ 4 | 4 | 745 500 | 559 125 | 30 286 | 15 143 |
| 3 1 ⁄ 2 | 4 | 874 650 | 655 988 | 38 266 | 19 133 |
| 3 3 ⁄ 4 | 4 | 1 014 300 | 760 725 | 47 545 | 23 773 |
| 4 | 4 | 1 163 400 | 872 550 | 58 100 | 29 085 |
| * Диаметр болтов SAE J429 класса 8 не превышает 1-1/2″. | |||||
К началу страницы
Характеристики крутящего момента и концепции | Park Tool
25 августа 2015 г.
/
Разное Темы
В этой статье обсуждаются основы использования динамометрического ключа и динамометрического ключа. См. также соответствующую статью об основных понятиях потоков. Эта статья включает в себя таблицу с различными рекомендациями по крутящему моменту.
1
Введение в Torque
Резьбовые крепления, такие как гайки и болты, используются для крепления многих компонентов велосипеда. Когда застежка затягивается, застежка фактически изгибается и растягивается, подобно резиновой ленте. Это растяжение не является постоянным, но оно дает суставной силе удерживать вместе, что называется «предварительной нагрузкой» или напряжением. Каждое крепление рассчитано на определенный диапазон натяжения. Слишком сильное затягивание приведет к деформации резьбы или деталей. Слишком маленькая предварительная нагрузка будет означать, что застежка ослабнет при использовании. Это может привести к повреждению компонентов, таких как кривошип с ослабленным крепежным болтом. Ослабленные болты и гайки также обычно являются источником различных скрипов на велосипеде.
Натяжение крепежной детали во многом зависит от крутящего момента, степени затяжки и размера резьбы. Как правило, инженеры указывают размер резьбы, достаточно большой, чтобы выдерживать ожидаемые нагрузки. Например, болт M5 сепаратора бутылки с водой не будет хорошим выбором для удержания рукоятки. Даже если бы болт был максимально затянут, его силы не хватило бы для надежной фиксации рычага на шпинделе. Интерфейс кривошип-шпиндель подвергается довольно большой нагрузке, что делает более крупные резьбы (M8, M12, M14) лучшим выбором. Величина давления, прилагаемого резьбой, может быть существенной, чтобы надежно удерживать соединение. Например, полностью затянутый болт кривошипа может обеспечить усилие более 14 000 ньютонов (сила 3000 фунтов), поскольку он удерживает рычаг на месте.
Принято считать, что болты и гайки часто откручиваются «само по себе», без видимой причины. Однако распространенной причиной ослабления резьбовых соединений является просто отсутствие натяжения при первоначальной сборке. Вибрация, нагрузка, использование или неправильное обращение обычно не могут преодолеть силу зажима в правильно подобранном и надежном резьбовом креплении. Согласно простому эмпирическому правилу, любой крепеж должен быть затянут как можно туже без повреждения резьбы или составных частей. Это означает, что самая слабая часть сустава определяет пределы напряжения и, следовательно, крутящего момента.
2
Измерение крутящего момента
Крутящий момент для механики — это просто крутящее или вращательное движение вокруг оси резьбы. Это сопротивление может быть соотнесено с натяжением крепежа, но не является его прямым измерением. Как правило, чем выше сопротивление вращению, тем больше натяжение в резьбовом креплении. Другими словами, чем больше усилий требуется, чтобы затянуть болт, тем сильнее он затянут.
Крутящий момент измеряется как единица силы, действующей на вращающийся рычаг определенной длины. В велосипедной индустрии и других местах общепринятой единицей измерения крутящего момента является 9.0005 Ньютон-метр (сокращенно Нм). Один ньютон-метр — это сила в один ньютон на рычаге длиной один метр. Другая единица измерения, которую иногда можно увидеть, — это килограмм-сантиметр (сокращенно кгс-см), который представляет собой килограмм силы, действующей на рычаг длиной один сантиметр. Можно конвертировать между различными системами.
В Соединенных Штатах также иногда используется дюйм-фунт (сокращенно in-lb). Это сила в один фунт, действующая на конец рычага (гаечного ключа) длиной в один дюйм. Другой единицей крутящего момента, используемой в США, является футо-фунт (сокращенно фут-фунт), который представляет собой силу в фунтах, воздействующую на рычаг длиной в один фут. Можно преобразовать между двумя единицами, умножив или разделив на двенадцать. Поскольку это может привести к путанице, лучше придерживаться одного обозначения. Единицы, указанные в таблице крутящего момента здесь, будут в дюйм-фунтах.
Возможна конвертация между различными системами:
- Нм = дюйм-фунт x 0,113
- Нм = фут-фунт x 1,356
- Нм = кг-см x 0,0981
3Динамометрические ключи Типы
Динамометрические ключи — это просто инструменты для измерения сопротивления вращению. Существует корреляция между натяжением болта и усилием, которое требуется для его поворота. Любой инструмент, даже динамометрический ключ, следует использовать со здравым смыслом. Болт с крестообразной резьбой не будет должным образом затянут даже динамометрическим ключом. Механик должен знать назначение крутящего момента, а также то, как крутящий момент и предварительная нагрузка крепежа влияют на соединение компонентов. Также важно учитывать подготовку резьбы, которая подробно рассмотрена в этой статье.
Балочный
Park Tool предлагает динамометрические ключи двух типов. Оба ключа используют квадратный хвостовик 3/8″ для установки стандартных бит 3/8″.
TW-1.2 имеет диапазон 0–14 Нм (0–140 дюйм-фунтов). TW-2.2 имеет диапазон 0–60 Нм (0–50 футо-фунтов).
Конструкция балки относительно проста и подходит как для левой, так и для правой резьбы. Головка с гнездом удерживает две стальные балки, основную балку и индикаторную или стрелочную балку. Первичный луч отклоняется при вытягивании рукоятки. Отдельный указательный луч остается неотклоненным, а основной луч под ним изгибается и перемещается вместе с рукояткой. Показания снимаются на конце указателя, на считывающей пластине на первичном луче. Ручка перемещается до тех пор, пока не будет достигнуто желаемое значение. Эти ключи редко требуют повторной калибровки. Если стрелка указателя не указывает на ноль, когда инструмент находится в состоянии покоя, она просто отгибается назад до тех пор, пока не выровняется.
Усталость стали не проблема.Балочный динамометрический ключ
Щелчковый тип
Park Tool предлагает динамометрические ключи с защелкой двух типов. Оба ключа используют квадратный хвостовик 3/8″ для установки стандартных бит 3/8″.
Диапазон крутящего момента TW-5.2 составляет 2–14 Нм (18–124 дюйм-фунт). TW-6.2 имеет диапазон 10–60 Нм (88–530 дюймов-фунтов).
Термин «тип щелчка» может ввести в заблуждение. В данной конструкции динамометрических ключей используется поворотная головка. Есть пружина, которая сжимается при повороте рукоятки. При более высоких настройках пружина сжимается сильнее, что позволяет головке поворачиваться только при более высоком сопротивлении и более высоком крутящем моменте. При высокой настройке слышен щелчок. Но при более низких настройках шум может быть незначительным или вообще отсутствовать, поскольку головка перемещается при повороте. Поворот головки указывает на достижение сопротивления или крутящего момента, а не на щелчок.
Динамометрический ключ с защелкой
4
Характеристики крутящего момента для велосипеда
Ниже приведена таблица эквивалентов крутящего момента, а формулы для преобразования следуют за таблицей крутящего момента. Таблица также доступна в виде файла PDF.
Все цифры в таблице ниже даны в ньютон-метрах и дюйм-фунтах. Обратите внимание, что некоторые компании не указывают крутящий момент для определенных компонентов или деталей. Свяжитесь с производителем для получения самых последних спецификаций.
Колесо, ступица, задняя шестерня Зона
Компонент Тип/марка Ньютон-метры Дюйм-фунты Натяжение спицы Крутящий момент обычно не используется в колесах. Натяжение спиц измеряется по прогибу. Обратитесь к производителю обода за конкретными рекомендациями по натяжению. См. ТМ-1. Ось Быстросъемный: закрытый кулачковый тип Измеренный крутящий момент обычно не используется. Общепринятой отраслевой практикой является сопротивление рычага на полпути от открытого положения до полного закрытия. Дополнительную информацию см. в разделе «Снятие и установка шин и камер».Гайки сплошной оси
(колеса небыстросъемного типа)29,4–44 266–390 Стопорное кольцо звездочки кассеты Шимано® 29,4–49 260–434 СРАМ® 40 354 Кампаньоло® 50 442 Стопорная гайка конуса ступицы Бонтрагер® 17 150 Крис Кинг®
12,2 100 Шимано® 9,8–24,5 87–217 Корпус втулки Бонтрагер® 45 400 Shimano®
35–50 305–434 Shimano® XTR с шестигранником 14 мм 45–50 392–434 Гарнитура, руль, сиденье и подседельный штырь
Компонент Тип/марка Ньютон-метры Дюйм-фунты Контргайка гарнитуры с резьбой Зажимная гайка Chris King®, тип 14,6–17 130–150 Танге-Сейки® 24,5 217 Болт крепления штока: пинольный для резьбовых гарнитур Шимано® 19,6–29,4 174–260 Общий ассортимент 16-18 144–168 Болты крепления рулевой колонки без резьбы Деда® 8 71 Углерод FSA® 8,8 78 Шплинт Syncros®, тип 10,1 90 Томсон® 5,4 48 Монолинк Time® 5 48 Race Face® 6,2 55 Крепление выноса руля: 1 или 2 болта крепления Шимано® 19,6–29,4 174–260 Контрольная технология® 13,6–16,3 120–144 Крепление выноса руля: лицевая панель с 4 болтами Контрольная технология® 13,6–16,3 120–144 Deda® магний 8 71 FSA® OS-115 углерод 8,8 78 Race Face® 6,2 55 Томсон® 5,4 48 Монолинк Time® 6 53 Концевые удлинители руля MTB Кейн Крик® 7,9 70 Control Tech® 16,3 144 Крепление для направляющих сиденья Шимано® 20–30 174–260 Кампаньоло® 22 194 Control Tech® с двумя болтами 16,3 144 Control Tech® с одним болтом, тип 33,9 300 Синкрос® по 5 болтов 44,2 болта Монолинк Time® 5 44,2 Труватив® Болт M8: 22–24
Болт M6: 6–7,1Болт M8: 195–212
Болт M6: 53–63Держатель стойки сиденья* Кампаньоло® 4–6,8 36–60 *ПРИМЕЧАНИЕ: Стойки сиденья требуют минимальной затяжки, чтобы они не соскальзывали вниз.
Избегайте чрезмерного затягивания. Система шатунов, каретка и область педалей
Компонент Тип/марка Ньютон-метры Дюйм-фунты Педаль в кривошип Шимано® 35 минимум 309,7 минимум Кампаньоло® 40 354 Ричи® 34,7 307 Труватив® 31,2–33,9 276–300 Стяжные болты со шлицами для сжатия кривошипа Shimano® Hollowtech® II 9,9–14,9 88–132 FSA® MegaExo™ 9,8–11,3 87–100 Крышка регулировки кривошипа Shimano® Hollowtech® II 0,5–0,7 4–6 FSA® MegaExo™ 0,5–0,7 4–6 Болт шатуна (включая шатуны со шлицами и шатуны с квадратным валом) Шимано® 34–44 305–391 Shimano® Octalink® XTR® (резьба M15) 40,3–49 357–435 Кампаньоло® 32–38 282–336 Кампаньоло® Ultra-Torque® 42 371 Болт FSA® M8 34–39 304–347 Сталь FSA® M14 49–59 434–521 Race Face® 54 480 Синкрос® 27 240 Truvativ® ISIS Drive 43–47 384–420 Квадратный стержень Truvativ® 38–42 336–372 Уайт Индастриз™ 27–34 240–300 Колпачок шатуна с одним ключом Шимано® 5–6,8 44–60 Труватив® 12–14 107–124 Кассета звездочки к шатуну (стопорное кольцо) Шимано® 50–70 443–620 Болт передней звезды: сталь Шимано® 7,9–10,7 70–95 Кампаньоло® 8 71 Race Face® 11,3 100 Труватив® 12. 1–14107–124 Болт передней звезды: алюминий Шимано® 5–10 44–88,5 Кампаньоло® 8 70,8 Труватив® 8–9 70,8–79,6 Нижний кронштейн: картриджного типа Шимано® 49,1–68,7 435–608 Shimano® Hollowtech® II 34,5–49,1 305–435 Campagnolo® (трехсекционный) 70 612 Чашки Campagnolo® Ultra-Torque® 35 310 ФСА® 39,2–49 347–434 Race Face® 47,5 420 Труватив® 33,9–40,7 300–360 Уайт Индастриз™ 27 240 Зона переключателя и рычага переключения передач
Компонент Тип/марка Ньютон-метры Дюйм-фунты Зажимной болт рычага двойного управления тормозом/переключателем Shimano® STI™ 6–8 53–70 Кампаньоло® 10 89 СРАМ® 6–8 53–70 Рычаг переключения: вертикальный/плоский Shimano® STI™ 5–7,4 44–69 Рычаг переключения передач: поворотная рукоятка Шимано® Ревошифт® 6–8 53–70 СРАМ® 17 150 Рычаг переключения передач: MTB с большим пальцем Shimano® STI™ 2,4–3 22–26 Хомут переднего переключателя Кампаньоло® 5 44 Кампаньоло® 7 62 Шимано® 5–7 44–62 СРАМ® 4,5 39,8 СРАМ® 5–7 44–62 Стяжной болт троса переднего переключателя Шимано® 5-6,8 44–60 Кампаньоло® 5 44 Мавик® 5–7 44–62 СРАМ® 4,5 40 Болт крепления заднего переключателя Шимано® 8–10
70–86 СРАМ® 8–10 70–86 Кампаньоло® 15 133 Стяжной болт троса заднего переключателя Шимано® 5–7 44–60 СРАМ® 4–5 35,4–44,2 Кампаньоло® 6 53 Болт шкива заднего переключателя Шимано® 2,9–3,9 27–34 Область тормозного суппорта и рычага
Компонент Тип/марка Ньютон-метры Дюйм-фунты Рычаги тормоза стойки Шимано® 6–8 53–69 Авид® 5–7 44–62 Кампаньоло® 10 89 Крепление тормозного суппорта к раме:
боковая тяга, двойная ось, центральная тягаШимано® 7,8–9,8 70–86 Кампаньоло® 10 89 Кейн Крик® 7,7–8,1 68–72 Тектро® 8–10 69–89 Крепление тормозного суппорта к раме:
линейное или консольноеШимано® 8–10 69–89 СРАМ® 5–6,8 45–60 Авид® 4,9–6,9 43–61 Control Tech® 11,3–13,6 100–120 Тектро® 6–8 53–69 Тормозная колодка:
Резьбовая шпилькаАвид® 5,9–7,8 53–69 Кампаньоло® 8 71 Кейн Крик® 6,3–6,7 56–60 Тектро® 5–7 43–61 Шимано® 5–7 43–61 СРАМ® 5,7–7,9 50–70 Тормозная колодка:
гладкая шпилькаШимано® 7,9–8,8 70–78 Тормозная колодка:
Боковые и двухшарнирные болтыКампаньоло® 8 72 Кейн Крик® 6,3–6,7 56–60 Шимано® 6–8 53–69 Тектро® 5–7 43–61 Стяжной болт тормозного троса:
линейная тяга и консольКонтрольная технология® 4,5–6,8 40–60 Шимано® 6–7,8 53–69 СРАМ® 5,6–7,9 50–70 Тектро® 6–8 53–69 Стяжной болт тормозного троса:
боковая тяга/двойная ось/центральная тягаКампаньоло® 5 44 Кейн Крик® 7,7–8,1 68–72 Мавик® 7–9 62–80 Шимано® 6–8 53–69 Тектро® 6–8 53–69 Дисковые тормозные системы
Компонент Тип/марка Ньютон-метры Дюйм-фунты Диск ротора к ступице: стопорное кольцо Авид® 40 350 Шимано® 40 350 Дисковый ротор к ступице: болты M5 Авид® 6,2 55 Хейс® 5,6 50 Магура® 3,8 34 Шимано® 2–4 18–35 Крепление корпуса суппорта Авид® 9–10,2 80–90 Хейс® 12,4
9 с вилками Manitou110
80 с вилками ManitouМагура® 5,7 51 Шимано® 6–8 53–69 Тектро® 6–8 53–69 Фитинги для гидравлических шлангов Хейс® 6,2 55 Формулы для преобразования других обозначений крутящего момента в ньютон-метры (Нм) и дюйм-фунты (дюйм-фунты):
- Нм = дюйм-фунт x 0,113
- Нм = фут-фунт x 1,356
- Нм = кг-см x 0,0981
- дюйм-фунт = фут-фунт x 12
- дюйм-фунт = Нм x 8,851
- дюйм-фунт = кгс-см x 0,87
Эквивалентность крутящего момента
Newton Meter (NM) Приблизительный дюйм-фунт (in-lb. ). 8,9 0,7 2 17,7 1,5 3 26,6 2,2 4 35,4 3,0 5 44,3 3,7 6 53,1 4,4 7 62,0 5,2 8 70,8 5,9 9 79,7 6,6 10 88,5 7,4 11 97,4 8.1 12 106,2 8,9 13 115,1 9,6 14 123,9 10,3 15 132,8 11,1 16 141,6 11,8 17 150,5 12,5 18 159,3 13,3 19 168,2 14,0 20 177,0 14,8 21 185,9 15,5 22 194,7 16,2 23 203,6 17,0 24 212,4 17,7 25 221,3 18,4 26 230,1 19,2 27 239,0 19,9 28 247,8 20,7 29 256,7 21,4 30 265,5 22,1 31 274,4 22,9 32 283,2 23,6 33 292,1 24,3 34 300,9 25,1 35 309,8 25,8 36 318,6 26,6 37 327,5 27,3 38 336,3 28,0 39 345,2 28,8 40 354,0 29,5 41 362,9 30,2 42 371,7 31,0 43 380,6 31,7 44 389,4 32,5 45 398,3 33,2 46 407,1 33,9 47 416,0 34,7 48 424,8 35,4 49 433,7 36,1 50 442,6 36,9 В этой статье
1Введение в Torque
2Измерения крутящего момента
3Типы динамометрических ключей
4Велосипедные характеристики крутящего момента
Наверх
Технические данные Тип 016 R — Момент затяжки
Последнее обновление 18 марта 2022 г.
|
Момент затяжкиНапечатано в Германии — IV, 1991 г.
МОМЕНТ ЗАТЯЖКИ ДЛЯ РУЧНОЙ КОРОБКИ ПЕРЕДАЧ
Местоположение
Описание
Резьба
Материал
Крутящий момент Am (ftlb)
Пробка заливной горловины картера коробки передач
Заглушка
М 24
—
24 (17,7)
Пробка сливного отверстия картера коробки передач
Заглушка
М 24
—
24 (17,7)
Крышка вала переключения передач к картеру коробки передач
Болт с шестигранной головкой
М 6
8,8
8 (6)
Торцевая пластина корпуса коробки передач
Болт с шестигранной головкой
М 8
8,8
24 (17,7)
Шариковый подшипник на входном валу
Болт
М 17
10,9
150 (110)
Крышка к торцевой пластине
Болт с полукруглой головкой
М 8
8,8
24 (17,7)
5-я передача к ведущей шестерне
Болт с шестигранной головкой
М 10
8,8
70 (51)
Замок переключения передач к торцевой пластине и картеру коробки передач
Резьбовая втулка
М 18
—
30 (22)
Ограничитель хода переключения на концевую пластину
Стопорный винт
М 14
8,8
30 (22)
Приводной рычаг к торцевой пластине
Болт с головкой Phil 1ips
М 10
8,8
35 (25)
Болт вала шестерни заднего хода к торцевой пластине
Болт с шестигранной головкой
М 8
8,8
24 (17,7)
Местоположение
Описание
Резьба
Материал
Крутящий момент, Нм (ftlb)
Фланец вала к дифференциалу
Болт
М 8
8,8
24 (17,7)
Боковая крышка коробки передач к картеру коробки передач
Болт с шестигранной головкой
М 8
10,9
24 (17,7)
Зубчатый венец к картеру дифференциала
Болт с шестигранной головкой
М 10
12,9
90 (65)
Резервный выключатель 1 света к картеру коробки передач
Переключатель
М 18
—
42 (30)
Гнездо спидометра к картеру коробки передач
Гнездо спидометра
М 18
—
42 (30)
Охлаждающий змеевик к крышке и масляному насосу
Болт с полукруглой головкой/шестигранный болт
М 8
10,9 8,8
24 (17,7)
Крышка масляного насоса к боковой крышке коробки передач
Болт с шестигранной головкой
М 6
8,8
8 (6)
Кронштейн охлаждающего змеевика к картеру коробки передач
Контргайка
М 8
8
24 (17,7)
Скоба охлаждающего змеевика к кронштейну
Болт с полукруглой головкой
М 6
8,8
8 (6)
Приводной вал к фланцу
Болт с шестигранной головкой
М 8
12,9
42 (30)
Общие характеристики Конструкция
Нажимной диск Диск сцепления
Диск сцепления имеет двухступенчатый стальной пружинный демпфер кручения
Сцепление
Однодисковое, сухое исполнение, диафрагменные пружины расположен со стороны двигателя, гидравлический привод
GMFZ 240
Давление прижатия 8700 (большие дин)
9500 Н
TD 240 (стальная пружина, демпфер кручения)
944 турбо
1-я ступень: Три легкие пружины сжатия D
944 ступень s 1 турбо S 9000 Шесть пружин сжатия 9000
2-я ступень: четыре тяжелых комплекта пружин 2-я ступень: четыре тяжелых комплекта пружин E
Напечатано в Германии — 111,1988
Технические характеристики0007
Местонахождение
Описание
Резьба
Материал
Крутящий момент в Нм (ftlb)
СЦЕПЛЕНИЕ
Направляющая втулка на картере сцепления
Болт с шестигранной головкой
М 7
8,8
(1,5)
Установка сцепления и зубчатого венца
Болт с внутренним шестигранником
М 8
8
(2,5)
Маховик к коленчатому валу
Болт с внутренним шестигранником
М 10×1,25
10,9
(9,0)
Картер сцепления к двигателю*
Болт с шестигранной головкой
М 12
8,8
75* (7,5)
Стартер к картеру сцепления
Болт с шестигранной головкой
М 12
(6,5)
Защитная панель картера сцепления
Болт с шестигранной головкой
М 10
8,8
(4,2)
Вал выжимного рычага с картером сцепления
Болт с шестигранной головкой Гайка с шестигранной головкой
M 6×35 M 6
(0,75)
Референтная метка, частота вращения и кронштейн датчика постоянного тока к картеру сцепления
Болт с полукруглой головкой / болт с шестигранной головкой
М 8
20 (2,0)
Контрольная метка, частота вращения и датчик постоянного тока к кронштейну
Болт с полукруглой головкой / болт с шестигранной головкой
М 6
8,8
(0,8)
Рабочий цилиндр к картеру сцепления
Болт с шестигранной головкой
M 8×28
8,8
(2,1)
Главный цилиндр к брандмауэру1
Шестигранная гайка
М 8
8
21 (2,1)
Трубка сцепления к шлангу сцепления и к главному и рабочему цилиндрам
Соединительный болт
М 12
16 (1,6)
* Смажьте болт с шестигранной головкой смазкой Optimoly TA.
Местоположение
Описание
Резьба
Крутящий момент, Нм
/км/мин (ftlb)
Центральный вал к входному валу коробки передач (разрезное кольцо)
Болт с полукруглой головкой
М 10×46
12,9
/8,0 (60)
Фланец центральной трубы к картеру сцепления
Болт с шестигранной головкой
М 10×35
8,8
/4,2 (30)
Корпус центральной трубы к корпусу коробки передач
Болт с полукруглой головкой / болт с шестигранной головкой
М 12 х 75 М 10 х 60
/4,2 (30)
ПОДВЕСКА КОРОБКИ ПЕРЕДАЧ
ПО
Крепление коробки передач к кузову
Болт с шестигранной головкой
М 10
8,8
/4,6 (34)
Подшипники коробки передач к опоре коробки передач
Болт с шестигранной головкой
М 8
8,8
/2,3 (17)
Кронштейн коробки передач и подшипники коробки передач
Болт с шестигранной головкой
М 8
8
/2,3 (17)
СМЕНА
Соединительный стержень к картеру коробки передач
Болт со сферической головкой
М 8
9 С Мн28К
/1,4 (10)
Соединительная тяга к промежуточному рычагу переключения передач
Шестигранная гайка
М 8
8,8
/2,1 (15)
Тяга переключения
Болт
М 8
9 С Мн28К
/2,1 (15)
Пластина рычага переключения передач к центральной трубе
Болт с шестигранной головкой
M 8×12
8,8
/2,1 (15)
Промежуточный рычаг переключения передач к валу переключения передач
Болт
/2!25 (16.
6)ПРОВЕРКА ЗАЗОРА СЦЕПЛЕНИЯ
РЕГУЛИРОВКА ПРУЖИНЫ СЦЕПЛЕНИЯ
Из-за автоматической гидравлической регулировки сцепления зазор сцепления нельзя проверить на педали сцепления
Однако для безупречной работы сцепления Должен быть зазор 0,5 мм между нажимным штоком и поршнем главного цилиндра.
Этот люфт не может быть измерен и должен определяться на ощупь на педали сцепления. На педальной пластине около 3 мм.
При необходимости откорректируйте люфт, отрегулировав шток поршня.
Для уменьшения усилия стопы, необходимого для нажатия на педаль, имеется пружина, уменьшающая усилие на педаль. Для этой цели эта пружина должна быть предварительно натянута до нужного уровня.
Расстояние А измеряется во включенном состоянии (педаль сцепления в конечной остановке) между внешним краем пластины и ножевым подшипником.
— Расстояние A для пружины с зеленым кодом (больше не поставляется в качестве запасной части) = 60 мм (75 мм*)
— Расстояние A для пружины с синим кодом (более жесткая пружина/используется с февраля 1986 г.
) = 55 мм (68 мм*)При необходимости откорректировать, повернув шестигранную гайку.
* Значение в скобках означает расстояние А в собранном состоянии Пружина сервопривода / направляющий стержень предварительно собраны с монтажной проволокой (шплинт 0 3 мм).
Измеряйте только со стороны буртика головки заклепки.
Измерить расстояние «А» подходящим инструментом.
1 накладка 2 накладка сцепления
ПРОВЕРКА ИЗНОСА ВЕДУЩЕГО ДИСКА СЦЕПЛЕНИЯ Установленный ведущий диск сцепления Проверка Снимите крышку.
Измерить расстояние «А» подходящим инструментом.
Ведущий диск сцепления снят. Проверить:
Измерить расстояние между поверхностью накладки и головкой заклепки глубиномером или штангенциркулем (размер X).
Примечание:
Измеряйте только со стороны кромки головки заклепки.
1 накладка 2 накладка сцепления
Предел износа 0,2 мм
Расстояние новой детали 18 мм Предел износа 34 мм
Исходная версия
СНЯТИЕ И УСТАНОВКА СЦЕПЛЕНИЯ
Автомобили с двухкомпонентной поперечной трубой выхлопной трубы
Модифицированная/текущая версия
7 Примечание:
7
На более ранних автомобилях с неразъемной поперечной выхлопной трубой также необходимо выполнить следующие работы:
1.
Снять и установить впускной коллектор2.Снять и установить кожух главного тормозного цилиндра.
3.Снять и установить цельную поперечную выхлопную трубу.
Продолжить чтение здесь: Снятие и установка сцепления Примечание
Была ли эта статья полезной?
Фланцы — Таблицы моментов затяжки болтов — Таблица 1
Таблицы моментов затяжки основаны на определенных допущениях относительно коэффициентов болтов и гаек. Прежде чем использовать данную таблицу крутящих моментов, эти допущения следует проверить, чтобы убедиться, что они подходят для конкретного применения.
Даже если все допущения верны, результаты могут отличаться в зависимости от реальных условий. Многие факторы вызывают разброс результатов или увеличивают присущую процессу болтового соединения изменчивость. К ним относятся вариации орехового фактора; состояние болтов, фланцев и гаек; калибровка и состояние оборудования; перпендикулярность болта, гайки и фланца; и т. д.
Значения в таблицах основаны на уравнении.
.T = значение крутящего момента, (фут-фунты)
F = предварительная нагрузка болта, (фунты)
k = коэффициент гайки, основанный на используемой смазке
d = номинальный диаметр болта, (дюймы)Фактор гайки не является коэффициентом трения.
Это экспериментально полученная константа, включающая влияние трения.ft-lbs в нм = 0,737562149277
нм в ft-lbs = 1,3558179Таблица 1 / Момент затяжки FT-LBS — ASTM A193 и ASTM A320 класс B8, шпильки класса 2 БОЛТ
ДИАМ.Крутящий момент FT-LBS 30% Начальный
Крутящий момент70%
Крутящий момент100% Окончательный
Крутящий момент1/2 16 36 52 16 сентября 23 53 75 5/8 31 73 104 3/4 55 129 184 7/8 71 166 237 1 107 249 356 1,1/8 127 297 424 1,1/4 179 417 596 1,3/8 186 435 622 1,1/2 246 574 821 1,9/16 168 392 560 1,5/8 191 445 636 1,3/4 240 561 801 1,7/8 298 696 994 2 366 853 1219 2,1/4 529 1234 1762 2,1/2 733 1709 2442 2,3/4 986 2300 3285 3 1289 3008 4297 Таблица 1 / Крутящий момент, Н·м — ASTM A193 и ASTM A320, класс B8, шпильки класса 2 БОЛТ
ДИАМ. Крутящий момент, Нм 30% Начальный
Крутящий момент70%
Крутящий момент100% Окончательный
Крутящий момент1/2 22 49 71 16 сентября 31 72 102 5/8 42 99 141 3/4 75 175 249 7/8 96 225 321 1 145 338 483 1,1/8 172 403 575 1,1/4 243 565 808 1,3/8 252 590 843 1,1/2 334 778 1113 1,9/16 228 531 759 1,5/8 259 603 862 1,3/4 325 761 1086 1,7/8 404 944 1348 2 496 1157 1653 2,1/4 717 1673 2389 2,1/2 994 2317 3311 2,3/4 1337 3118 4454 3 1748 4078 5826 9Примечания.
- Эта таблица применима к пасте Never-Seize и смазке Fel-Pro, K=0,16.
- Приведенная выше таблица применима только к шпилькам ASTM A320, класс B8, класс 2, и A193, класс B8, класс 2. Это материал 304 SS.
- Значения крутящего момента утверждены для спирально-навитых графитовых прокладок и прокладок с наполнением из ПТФЭ, прокладок из листового графита типов GHE и GHR, кольцевых соединений, прокладок с двойной оболочкой и прокладок Camprofile.
- Окончательное значение крутящего момента учитывает ослабление болта на 10 %.
- Предел текучести деформационно-упрочненных болтов зависит от диаметра. Значения крутящего момента для болтов диаметром более 1,1/2 дюйма основаны на пределе текучести 30 тысяч фунтов/кв. дюйм.
ДРУГИЕ ТАБЛИЦЫ МОМЕНТА ЗАТЯЖКИ БОЛТОВ
ТАБЛИЦА МОМЕНТА ЗАТЯЖКИ БОЛТОВ 1 — ASTM A193 И ASTM A320 КЛАСС B8, CL2 ШПИЛЬКИ
ТАБЛИЦА МОМЕНТА ЗАТЯЖКИ БОЛТОВ 1A
— ХОЛОДНАЯ РАБОТА ASTM A193 И ASTM A320 КЛАССА B8, CL2 ШПИЛЬКИ
МОМЕНТ ЗАТЯЖКИ ТАБЛИЦА 2
— АСТМ 193 ШПИЛЬКИ КЛАССА B7 И ASTM 193 КЛАССА B16
ТАБЛИЦА МОМЕНТА ЗАТЯЖКИ БОЛТОВ 2A
— ХОЛОДНАЯ СЛУЖБА ASTM A320 КЛАССА L7 ШПИЛЬКИ
МОМЕНТ ЗАТЯЖКИ ТАБЛИЦА 3
— ИСПОЛЬЗОВАТЬ ТОЛЬКО С БОЛТАМИ A193 B8, CL1 ПРИ 540°C — 650°C НА НЕИЗОЛИРОВАННЫХ ФЛАНЦАХ
МОМЕНТ ЗАТЯЖКИ ТАБЛИЦА 4
— ИСПОЛЬЗОВАТЬ ТОЛЬКО С АЛЮМИНИЕВЫМИ ФЛАНЦАМИ 6061-T6
МОМЕНТ ЗАТЯЖКИ ТАБЛИЦА 5
— ШПИЛЬКИ ASTM A193 B7 и ASTM 193 B16 С ПТФЭ ПОКРЫТИЕМ
ТАБЛИЦА МОМЕНТА ЗАТЯЖКИ БОЛТОВ 5A
— ШПИЛЬКИ С ПТФЭ С ПОКРЫТИЕМ ASTM A320 GRADE L7 ДЛЯ ХОЛОДНОЙ ЭКСПЛУАТАЦИИ
Таблица моментов затяжки колесных болтов Mercedes Benz — Sparky Express
Характеристики момента затяжки колесных болтов Mercedes Benz, все модели
Если вы планируете установить колесо на свой Mercedes Benz, важно знать об этом. рекомендованных производителем значений крутящего момента. Использование правильного крутящего момента помогает обеспечить надежную установку колеса в сборе. Составленная нами Таблица затяжки колесных гаек Mercedes Benz может быть использована в качестве краткого справочного руководства поставщиками помощи на дороге или энтузиастами-любителями при работе с любым автомобилем Mercedes Benz.
Использование рекомендуемого изготовителем крутящего момента также помогает гарантировать отсутствие слишком большого или слишком малого давления на любой из узлов, к которым крепится колесо. Перед установкой колес проверьте рекомендуемый крутящий момент для вашего автомобиля.
Спецификации момента затяжки колесных болтов Mercedes Benz
| Марка | Модель | Отделка | Годовой диапазон | Момент затяжки |
|---|---|---|---|---|
МЕРСЕДЕС БЕНЦ | 190/Е/Д | СЕДАН / 201 ШАССИ | 1984 — 1993 | 80 фунто-футов |
| 190Э 16В | СЕДАН / 201 ШАССИ | 1986 — 1987 | 80 фунто-футов | |
| 190E 2,6 | СЕДАН / 201 ШАССИ | 1987 — 1993 | 80 фунто-футов | |
| 230SL | КУПЕ / 113 ШАССИ | 1961 — 1965 | 80 фунто-футов | |
| 240Д | СЕДАН / 123 ШАССИ | 1977 — 1983 | 80 фунто-футов | |
| 250SL | КУПЕ / 113 ШАССИ | 1967 — 1968 | 80 фунто-футов | |
| 260Е | СЕДАН / 124 ШАССИ | 1987 — 1989 | 80 фунто-футов | |
| 280 С | КУПЕ / 114 ШАССИ | 1974 — 1976 | 80 фунто-футов | |
| 280СЕ/Е | КУПЕ / 123 ШАССИ | 1976 — 1981 | 80 фунто-футов | |
| 280С/СЭ | СЕДАН / 116 ШАССИ | 1973 — 1980 | 80 фунто-футов | |
| 280SL | КУПЕ / 113 ШАССИ | 1968 — 1971 | 80 фунто-футов | |
| 300CE | КУПЕ / 124 ШАССИ | 1988 — 1993 | 80 фунто-футов | |
| 300Д | ВСЕ / 115 ШАССИ | 1975 — 1993 | 80 фунто-футов | |
| 300Д/КД/ТД | ВСЕ / 123 ШАССИ | 1977 — 1985 | 80 фунто-футов | |
| 300Е | ВСЕ / 124 ШАСИС | 1986 — 1993 | 80 фунто-футов | |
| 300СД | ВСЕ / 140 ШАССИ | 1992 — 1993 | 110 фунто-футов | |
| 300СД | ВСЕ / 126 ШАССИ | 1985 — 1985 | 80 фунто-футов | |
| 300СД/СДЛ | ВСЕ / 116 ШАССИ | 1978 — 1984 | 80 фунто-футов | |
| 300СДЛ | ВСЕ / 126 ШАССИ | 1986 — 1988 | 80 фунто-футов | |
| 300SE | ВСЕ / 140 ШАССИ | 1992 — 1994 | 110 фунто-футов | |
| 300SE/SEL | ВСЕ / 126 ШАССИ | 1988 — 1991 | 80 фунто-футов | |
| 300SL | ВСЕ КАБИНЫ / 129 ШАССИ | 1990 — 1993 | 80 фунто-футов | |
| 300ТД | ВСЕ / 124 ШАСИС | 1986 — 1987 | 80 фунто-футов | |
| 300ТЭ | ВСЕ / 124 ШАСИС | 1987 — 1993 | 80 фунто-футов | |
| 350СД/СДЛ | ВСЕ / 126 ШАСИС | 1990 — 1991 | 80 фунто-футов | |
| 350SL | 2DR CAB / 107 ШАСИС | 1972 — 1972 | 80 фунто-футов | |
| 380SE | ВСЕ / 126 ШАССИ | 1985 — 1985 | 80 фунто-футов | |
| 380SEL | ВСЕ / 126 ШАССИ | 1981 — 1985 | 80 фунто-футов | |
| 380SL/СЛК | ВСЕ / 107 ШАСИС | 1981 — 1985 | 80 фунто-футов | |
| 400Е | ВСЕ / 124 ШАСИС | 1992 — 1993 | 80 фунто-футов | |
| 400SE | ВСЕ / 140 ШАССИ | 1992 — 1992 | 110 фунто-футов | |
| 400SEL | ВСЕ / 140 ШАССИ | 1993 — 1993 | 110 фунто-футов | |
| 420SEL | ВСЕ / 126 ШАССИ | 1986 — 1991 | 80 фунто-футов | |
| 450SE/SEL | ВСЕ / 116 ШАССИ | 1972 — 1980 | 80 фунто-футов | |
| 450SL | ВСЕ / 107 ШАСИС | 1972 — 1974 | 80 фунто-футов | |
| 450СЛ/СЛК | ВСЕ / 107 ШАСИС | 1975 — 1980 | 80 фунто-футов | |
| 500Е | ВСЕ / 124 ШАСИС | 1992 — 1993 | 80 фунто-футов | |
| 500 сек | ВСЕ / 140 ШАССИ | 1993 — 1993 | 110 фунто-футов | |
| 500SEL | ВСЕ / 140 ШАССИ | 1992 — 1993 | 110 фунто-футов | |
| 500SEL/СЕК | ВСЕ / 126 ШАССИ | 1982 — 1985 | 80 фунто-футов | |
| 500SL | ВСЕ / 129 ШАСИС | 1990 — 1993 | 80 фунто-футов | |
| 560SEL/СЕК | ВСЕ / 126 ШАССИ | 1986 — 1991 | 80 фунто-футов | |
| 560SL | ВСЕ / 107 ШАСИС | 1986 — 1989 | 80 фунто-футов | |
| 6,9 | ВСЕ / 116 ШАССИ | 1977 — 1979 | 80 фунто-футов | |
| 600/600P | ЛИМО / 100 ШАСИС | 1964 — 1981 | 80 фунто-футов | |
| 600 сек | ВСЕ / 140 ШАССИ | 1993 — 1993 | 110 фунто-футов | |
| 600SEL | ВСЕ / 140 ШАССИ | 1992 — 1993 | 110 фунто-футов | |
| 600SL | ВСЕ / 129 ШАСИС | 1993 — 1993 | 80 фунто-футов | |
| АМГ ГТ С | СТАГЕР / КУПЕ | 2016 — 2016 | 135 фунто-футов | |
| Б250 | 17-ДЮЙМОВАЯ БАЗА / E | 2015 — 2016 | 100 фунто-футов | |
| С220 | СЕДАН / 202 ШАССИ | 1994 — 1996 | 80 фунто-футов | |
| С230 | ВСЕ / 202 ШАСИС | 1997 — 1998 | 80 фунто-футов | |
| C230 КУПЕ | СПОРТ / 203 ШАСИС | 2003 — 2005 | 80 фунто-футов | |
| С230 СЕДАН | БАЗА / 203 ШАССИ | 2003 — 2007 | 80 фунто-футов | |
| К230/230К | ШАССИ 15 ДЮЙМОВ/202 | 1999 — 2000 | 80 фунто-футов | |
| К230К | БАЗА / 203 ШАССИ | 2002 — 2002 | 80 фунто-футов | |
| C240 4-MATIC | ВСЕ / 203 ШАСИС | 2003 — 2005 | 80 фунто-футов | |
| С240 | БАЗА / 203 ШАССИ | 2001 — 2002 | 80 фунто-футов | |
| С240 СЕДАН | БАЗА / 203 ШАССИ | 2003 — 2005 | 80 фунто-футов | |
| C240 ФУРГОН | БАЗА / 203 ШАССИ | 2003 — 2005 | 80 фунто-футов | |
| C250 КУПЕ | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2012 — 2016 | 100 фунто-футов | |
| С250 СЕДАН | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2012 — 2014 | 100 фунто-футов | |
| С280 | ВСЕ / 202 ШАСИС | 1994 — 1997 | 80 фунто-футов | |
| С280 СЕДАН | ЛЮКС / 203 ШАСИС | 2006 — 2007 | 80 фунто-футов | |
| C280/СПОРТ | ШАССИ 15 ДЮЙМОВ/202 | 1998 — 2000 | 80 фунто-футов | |
| C300 4-MATIC | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2008 — 2011 | 100 фунто-футов | |
| C300 КУПЕ | 17-ДЮЙМОВАЯ ОСНОВА / ЗАДНИЙ | 2018 — 2018 | 100 фунто-футов | |
| C300 ЛЮКС | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2008 — 2011 | 100 фунто-футов | |
| С300 СЕДАН | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2012 — 2016 | 100 фунто-футов | |
| С300 СЕДАН | 17-ДЮЙМОВАЯ БАЗА / 4MATIC | 2015 — 2015 | 110 фунто-футов | |
| С300 СПОРТ | 18-ДЮЙМОВАЯ ОПЦИЯ / 204 ШАСИС | 2008 — 2011 | 100 фунто-футов | |
| С32 АМГ | СПОРТ / 203 ШАСИС | 2002 — 2004 | 80 фунто-футов | |
| C320 4-MATIC | ВСЕ / 203 ШАСИС | 2003 — 2004 | 80 фунто-футов | |
| С320 | БАЗА / 203 ШАССИ | 2001 — 2002 | 80 фунто-футов | |
| C320 КУПЕ | БАЗА / 203 ШАССИ | 2003 — 2005 | 80 фунто-футов | |
| C320 СЕДАН | СПОРТ / 203 ШАСИС | 2003 — 2005 | 80 фунто-футов | |
| C320 ВАГОН | БАЗА / 203 ШАССИ | 2002 — 2004 | 80 фунто-футов | |
| К32С | СЕДАН / 202 ШАССИ | 1995 — 1995 | 80 фунто-футов | |
| С350 | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2008 — 2011 | 100 фунто-футов | |
| C350 КУПЕ | 18″ ШАСИС OPT / 204 | 2012 — 2016 | 100 фунто-футов | |
| С350 СЕДАН | 17-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2012 — 2014 | 100 фунто-футов | |
| С350 СЕДАН | СПОРТ / 203 ШАСИС | 2006 — 2007 | 80 фунто-футов | |
| С36 | ВСЕ / 202 ШАСИС | 1995 — 1997 | 80 фунто-футов | |
| С400 СЕДАН | БАЗА 19″ / 4MATIC | 2015 — 2015 | 110 фунто-футов | |
| С43 | ВСЕ / 202 ШАСИС | 1998 — 1999 | См. руководство | |
| C450 АМГ СЕДАН | 18-ДЮЙМОВАЯ БАЗА / 4MATIC | 2016 — 2016 | 100 фунто-футов | |
| С55 | ВСЕ / 203 ШАСИС | 2005 — 2006 | 80 фунто-футов | |
| С63 АМГ | 18-ДЮЙМОВАЯ БАЗА / СЕДАН | 2016 — 2016 | 100 фунто-футов | |
| C63 АМГ КУПЕ | 18-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2012 — 2016 | 110 фунто-футов | |
| С63 АМГ СЕДАН | БАЗА 18″ / ШАСИС 204 | 2008 — 2014 | 110 фунто-футов | |
| К63С АМГ | 19-ДЮЙМОВАЯ БАЗА / СЕДАН | 2015 — 2016 | 100 фунто-футов | |
| класс 500 | КУПЕ / 140 ШАССИ | 1998 — 2006 | 110 фунто-футов | |
| КЛ55 | КУПЕ / 215 ШАССИ | 2001 — 2002 | 110 фунто-футов | |
| CL55 АМГ | КУПЕ / 215 ШАССИ | 2003 — 2006 | 110 фунто-футов | |
| класс 550 | 19-ДЮЙМОВОЕ / 216 ШАССИ | 2007 — 2008 | 110 фунто-футов | |
| Класс 550 4-MATIC | БАЗА 18″ / ШАСИС 216 | 2009 — 2014 | 110 фунто-футов | |
| Класс 600 | КУПЕ / 140 ШАССИ | 1998 — 2014 | 110 фунто-футов | |
| КЛ63 АМГ | 20-ДЮЙМОВАЯ ОСНОВА / 216 ШАСИС | 2008 — 2014 | 110 фунто-футов | |
| CL65 АМГ | 19-ДЮЙМОВОЕ / 215 ШАССИ | 2005 — 2014 | 110 фунто-футов | |
| CLA 250 | БАЗА 18″ / БАЗА SDN | 2014 — 2018 | 100 фунто-футов | |
| КЛА 45 АМГ | 18-ДЮЙМОВАЯ БАЗА / SDN SPORT | 2014 — 2018 | 100 фунто-футов | |
| CLK320 | 16-ДЮЙМОВОЕ КУПЕ / 209 ШАСИС | 2003 — 2005 | 100 фунто-футов | |
| CLK320 | 16-ДЮЙМОВОЕ / 208 ШАССИ | 1998 — 2003 | 80 фунто-футов | |
| CLK350 | ВСЕ / 209 ШАССИ | 2006 — 2009 | 100 фунто-футов | |
| CLK350 АМГ | КОНВРТБЛ/209ШАСИС | 2007 — 2009 | 100 фунто-футов | |
| CLK430 | CPE/CONV / 208 ШАСИС | 1998 — 2002 | 80 фунто-футов | |
| CLK500 | ВСЕ / 209 ШАССИ | 2003 — 2006 | 100 фунто-футов | |
| CLK55 | ВСЕ / 209 ШАССИ | 2003 — 2006 | 100 фунто-футов | |
| CLK55 | КУПЕ / 208 ШАСИС | 2001 — 2002 | 80 фунто-футов | |
| CLK550 | ВСЕ-/209 ШАСИС | 2007 — 2009 | 100 фунто-футов | |
| CLK63 АМГ | ВСЕ / 209 ШАССИ | 2007 — 2008 | 100 фунто-футов | |
| CLS400 | 18-ДЮЙМОВАЯ БАЗА/КУПЕ | 2015 — 2016 | 100 фунто-футов | |
| CLS400 4-MATIC | 18-ДЮЙМОВАЯ БАЗА/КУПЕ | 2015 — 2016 | 100 фунто-футов | |
| CLS500 | СПОРТ / 219 ШАСИС | 2006 — 2006 | 100 фунто-футов | |
| КЛС55 АМГ | СПОРТ / 219 ШАСИС | 2006 — 2006 | 100 фунто-футов | |
| CLS550 | БАЗА / 219 ШАСИС | 2007 — 2018 | 100 фунто-футов | |
| CLS550 4-MATIC | 18-ДЮЙМОВАЯ ОСНОВА / 218 ШАССИ | 2012 — 2018 | 100 фунто-футов | |
| CLS63 АМГ | 19-ДЮЙМОВОЕ / 219 ШАССИ | 2007 — 2018 | 100 фунто-футов | |
| Е250 СЕДАН | 17-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2014 — 2016 | 100 фунто-футов | |
| E250 СЕДАН 4MAT | 17-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2014 — 2016 | 100 фунто-футов | |
| Э280 | ВСЕ / 124 ШАСИС | 1994 — 1995 | 80 фунто-футов | |
| Э300 | 18-ДЮЙМОВАЯ БАЗА / СЕДАН | 2018 — 2018 | 100 фунто-футов | |
| Э300 | ВСЕ / 124 ШАСИС | 1994 — 1995 | 80 фунто-футов | |
| Э300 Д | ВСЕ / 210 ШАСИС | 1996 — 1998 | 80 фунто-футов | |
| Э300ТД | ВСЕ / 210 ШАСИС | 1999 — 1999 | 80 фунто-футов | |
| Э320 | ОПЦИЯ 17″ / 211 ШАСИС | 2003 — 2005 | 100 фунто-футов | |
| E320 4-MATIC | ВСЕ / 211 ШАСИС | 2004 — 2005 | 100 фунто-футов | |
| Э320 | ВСЕ / 124 ШАСИС | 1994 — 2002 | 80 фунто-футов | |
| E320 БЛЮТЕК | ШАССИ 16 ДЮЙМОВ / 211 | 2007 — 2009 | 100 фунто-футов | |
| Э320 ЦДИ | ШАССИ 16 ДЮЙМОВ / 211 | 2005 — 2006 | 100 фунто-футов | |
| E320 ФУРГОН | 16-ДЮЙМОВАЯ ОСНОВА / 211 ШАСИС | 2003 — 2005 | 100 фунто-футов | |
| Э350 | 17-ДЮЙМОВОЕ / 211 ШАССИ | 2006 — 2009 | 100 фунто-футов | |
| E350 4-MAT WGN | 17-ДЮЙМОВОЕ / 211 ШАССИ | 2007 — 2009 | 100 фунто-футов | |
| E350 4-MATIC | 17-ДЮЙМОВОЕ / 211 ШАССИ | 2006 — 2009 | 100 фунто-футов | |
| Е350 КАБРИОЛЕТ | 17-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2011 — 2014 | 100 фунто-футов | |
| Е350 КУПЕ | 18″ ОПЦИЯ / 207 ШАСИС | 2010 — 2014 | 100 фунто-футов | |
| E350 КУПЕ 4MAT | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2013 — 2013 | 100 фунто-футов | |
| Е350 СЕДАН | ОПЦИЯ 18″ / 212 ШАСИС | 2010 — 2016 | 100 фунто-футов | |
| E350 СЕДАН 4MAT | 18″ ОПЦИЯ 2 / 212 ШАСИС | 2010 — 2016 | 100 фунто-футов | |
| E350 WAGON 4MAT | 17-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2011 — 2016 | 100 фунто-футов | |
| Е400 КАБРИО СПТ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| Е400 КАБРИОЛЕТ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| Е400 КУПЕ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| E400 КУПЕ СПРТ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| Е400 СЕДАН | 18-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| E400 СЕДАН 4MAT | 18-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| E400 СЕДАН HYBR | 17-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2013 — 2016 | 100 фунто-футов | |
| Э420 | ВСЕ / 124 ШАСИС | 1994 — 1997 | 80 фунто-футов | |
| E430 4-MATIC | БАЗА / 210 ШАССИ | 2000 — 2002 | 80 фунто-футов | |
| Э430 | ШАССИ 16 ДЮЙМОВ / 210 | 1998 — 2002 | 80 фунто-футов | |
| Э500 | СПОРТ 17/211 ШАСИС | 2003 — 2006 | 100 фунто-футов | |
| E500 4-MAT WGN | 18-ДЮЙМОВОЕ / 211 ШАССИ | 2006 — 2006 | 100 фунто-футов | |
| E500 4-MATIC | ВСЕ / 211 ШАСИС | 2004 — 2005 | 100 фунто-футов | |
| Э500 | 4 ДВЕРИ / 124 ШАСИС | 1994 — 1994 | 80 фунто-футов | |
| E500 ФУРГОН | БАЗА 17 / 211 ШАСИС | 2004 — 2004 | 100 фунто-футов | |
| Е55 | ВСЕ / 210 ШАСИС | 1999 — 2002 | 80 фунто-футов | |
| Е55 АМГ | SDN/WGN-/211 ШАСИС | 2004 — 2006 | 100 фунто-футов | |
| Э550 | 18-ДЮЙМОВОЕ / 211 ШАССИ | 2007 — 2009 | 100 фунто-футов | |
| E550 4-MAT WGN | 17-ДЮЙМОВОЕ / 211 ШАССИ | 2007 — 2007 | 100 фунто-футов | |
| E550 4-MATIC | 18-ДЮЙМОВАЯ ОСНОВА / 211 ШАСИС | 2008 — 2009 | 100 фунто-футов | |
| E550 4-MATIC | 18-ДЮЙМОВОЕ / 211 ШАССИ | 2007 — 2007 | 110 фунто-футов | |
| Е550 КАБРИОЛЕТ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2011 — 2016 | 100 фунто-футов | |
| Е550 КУПЕ | 18-ДЮЙМОВАЯ ОСНОВА / 207 ШАСИС | 2010 — 2016 | 100 фунто-футов | |
| Е550 СЕДАН | 17-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2010 — 2011 | 100 фунто-футов | |
| E550 СЕДАН 4MAT | 18-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2011 — 2014 | 100 фунто-футов | |
| Е63 АМГ | SDN/WGN/211 ШАСИС | 2007 — 2009 | 100 фунто-футов | |
| E63 AMG S СЕДАН | 19-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2014 — 2016 | 100 фунто-футов | |
| E63 AMG S ВАГОН | 19-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2014 — 2016 | 100 фунто-футов | |
| Е63 АМГ СЕДАН | 18-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2010 — 2016 | 100 фунто-футов | |
| E63 АМГ ВАГОН | 19-ДЮЙМОВАЯ ОСНОВА / 212 ШАСИС | 2013 — 2013 | 100 фунто-футов | |
| Г320 | ВСЕ / внедорожник | 1994 — 1996 | 110 фунто-футов | |
| Г500 | 2/3/5DR / внедорожник | 1999 — 2008 | 110 фунто-футов | |
| Г55 АМГ | БАЗА / 463 ШАССИ | 2003 — 2011 | 110 фунто-футов | |
| Г550 | БАЗА / 463 ШАССИ | 2009 — 2015 | 110 фунто-футов | |
| Г63 АМГ | БАЗА / 463 ШАССИ | 2013 — 2015 | 110 фунто-футов | |
| GL320 БЛЮТЕК | 20-ДЮЙМОВАЯ ОСНОВА / 164 ШАССИ | 2009 — 2009 | 110 фунто-футов | |
| ГЛ320 КДИ | БАЗА 18″ / ШАСИС 164 | 2008 — 2008 | 110 фунто-футов | |
| ГЛ350 | 19-ДЮЙМОВАЯ ОСНОВА / 166 ШАСИС | 2013 — 2016 | 110 фунто-футов | |
| GL350 БЛЮТЕК | 20-ДЮЙМОВАЯ ОСНОВА / 164 ШАССИ | 2010 — 2012 | 110 фунто-футов | |
| ГЛ450 | 18-ДЮЙМОВОЕ / 164 ШАССИ | 2007 — 2016 | 110 фунто-футов | |
| ГЛ550 | 21-ДЮЙМОВАЯ БАЗА / 164 ШАСИС | 2008 — 2016 | 110 фунто-футов | |
| ГЛ63 АМГ | 21-ДЮЙМОВАЯ ОСНОВА / 166 ШАССИ | 2013 — 2016 | 110 фунто-футов | |
| ГЛА 250 | 18-ДЮЙМОВАЯ БАЗА / 4MATIC | 2015 — 2018 | 100 фунто-футов | |
| ГЛА 45 АМГ | БАЗА 19″ / 4MATIC | 2015 — 2018 | 100 фунто-футов | |
| ГЛК 300 | 19-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 100 фунто-футов | |
| КЗС 300 4MATIC | 18-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 100 фунто-футов | |
| ГЛЕ 300D | 19-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2016 | 110 фунто-футов | |
| ГЛЕ 350 | 20-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 110 фунто-футов | |
| ГЛЕ 400 | 20-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 110 фунто-футов | |
| ГЛЕ 43 АМГ | БАЗА 22 ДЮЙМА/КУПЕ | 2016 — 2018 | 110 фунто-футов | |
| ГЛЕ 450 | 21-ДЮЙМОВАЯ БАЗА/КУПЕ | 2016 — 2016 | 110 фунто-футов | |
| ГЛЕ 550Е | 19-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 110 фунто-футов | |
| ГЛЕ 63 АМГ | 20-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 110 фунто-футов | |
| ГЛЕ 63 АМГ С | 21-ДЮЙМОВАЯ БАЗА / ВНЕДОРОЖНИК | 2016 — 2018 | 110 фунто-футов | |
| ГЛК 250 4 МАТИК | 19-ДЮЙМОВАЯ ОСНОВА / 204 ШАСИС | 2013 — 2015 | 110 фунто-футов | |
| ГЛК 350 | 20″ ОПЦИЯ / 204 ШАСИС | 2010 — 2015 | 110 фунто-футов | |
| ГЛК 350 4 МАТИК | 20″ ОПЦИЯ / 204 ШАСИС | 2010 — 2015 | 110 фунто-футов | |
| ГЛС 350Д | 19-БАЗОВАЯ / 4MATIC | 2018 — 2018 | 110 фунто-футов | |
| ГЛС 450 | 19-БАЗОВАЯ / 4MATIC | 2018 — 2018 | 110 фунто-футов | |
| ГЛС 550 | 21-БАЗОВАЯ / 4MATIC | 2018 — 2018 | 110 фунто-футов | |
| ГЛС 63 АМГ | 21-БАЗОВАЯ / 4MATIC | 2018 — 2018 | 110 фунто-футов | |
| МЕТРИС | АЛЮМИНИЙ WHL/ГРУЗОВОЙ | 2016 — 2016 | 135 фунто-футов | |
| МЕТРИС | STL WHL/ГРУЗОВОЙ | 2016 — 2016 | 150 фунто-футов | |
| ML250 БЛЮТЕК | 19-ДЮЙМОВАЯ ОСНОВА / 166 ШАСИС | 2015 — 2015 | 110 фунто-футов | |
| МЛ320 | ШАССИ 16 ДЮЙМОВ/163 | 1998 — 2002 | 110 фунто-футов | |
| ML320 БЛЮТЕК | БАЗА 19″ / ШАСИС 164 | 2009 — 2009 | 110 фунто-футов | |
| МЛ320 ЦДИ | 19″ ОПТ / 164 ШАСИС | 2007 — 2008 | 110 фунто-футов | |
| МЛ350 | БАЗА / 163 ШАССИ | 2003 — 2015 | 110 фунто-футов | |
| ML350 БЛЮТЕК | БАЗА 19″ / ШАСИС 164 | 2010 — 2014 | 110 фунто-футов | |
| МЛ400 | 19-ДЮЙМОВАЯ ОСНОВА / 166 ШАСИС | 2015 — 2015 | 110 фунто-футов | |
| МЛ430 | ВСЕ / 163 ШАСИС | 1999 г. — 2001 | 110 фунто-футов | |
| МЛ450 | 17-ДЮЙМОВАЯ ОСНОВА / 164 ШАСИС | 2010 — 2010 | 110 фунто-футов | |
| ML450 ГИБРИД | 17-ДЮЙМОВАЯ ОСНОВА / 164 ШАСИС | 2011 — 2011 | 110 фунто-футов | |
| МЛ500 | ВСЕ / 163 ШАСИС | 2002 — 2007 | 110 фунто-футов | |
| МЛ55 | ВСЕ / 163 ШАСИС | 2000 — 2003 | 110 фунто-футов | |
| МЛ550 | БАЗА 19″ / ШАСИС 164 | 2008 — 2014 | 110 фунто-футов | |
| МЛ63 АМГ | 20-ДЮЙМОВОЕ / 164 ШАССИ | 2007 — 2015 | 110 фунто-футов | |
| R320 БЛЮТЕК | БАЗА 19″ / ШАСИС 251 | 2009 — 2009 | 110 фунто-футов | |
| Р320 ЦДИ | 17-ДЮЙМОВОЕ / 251 ШАССИ | 2007 — 2008 | 110 фунто-футов | |
| Р350 | 17-ДЮЙМОВОЕ / 251 ШАССИ | 2006 — 2009 | 110 фунто-футов | |
| R350 4-MATIC | БАЗА 19″ / ШАСИС 251 | 2010 — 2012 | 110 фунто-футов | |
| R350 БЛЮТЕК | БАЗА 19″ / ШАСИС 251 | 2010 — 2012 | 110 фунто-футов | |
| Р500 | 18-ДЮЙМОВОЕ / 251 ШАССИ | 2006 — 2007 | 110 фунто-футов | |
| Р63 АМГ | ШАСИС 20 ДЮЙМОВ/251 | 2007 — 2007 | 110 фунто-футов | |
| С320 | ВСЕ / 140 ШАССИ | 1995 — 1999 | 110 фунто-футов | |
| С350 | БАЗА / 220 ШАССИ | 2006 — 2006 | 110 фунто-футов | |
| S350 4-MATIC | БАЗА 18″ / ШАСИС 221 | 2012 — 2013 | 110 фунто-футов | |
| С350Д | ВСЕ / 140 ШАССИ | 1994 — 1995 | 110 фунто-футов | |
| С400 | БАЗА 18″ / ШАСИС 221 | 2010 — 2010 | 110 фунто-футов | |
| S400 ГИБРИД | БАЗА 18″ / ШАСИС 221 | 2011 — 2013 | 110 фунто-футов | |
| С420 | ВСЕ / 140 ШАСИС | 1994 — 1999 | 110 фунто-футов | |
| С430 | ВСЕ / 220 ШАСИС | 2000 — 2006 | 110 фунто-футов | |
| S430 4-MATIC | ОПЦИЯ 18″ / 220 ШАСИС | 2003 — 2006 | 110 фунто-футов | |
| С500 | КУПЕ / 140 ШАССИ | 1994 — 2006 | 110 фунто-футов | |
| S500 4-MATIC | 18″ ОПЦИЯ / 220 ШАССИ | 2003 — 2006 | 110 фунто-футов | |
| S500 ГРАНД | СЕДАН / 140 ШАССИ | 1999 — 1999 | 110 фунто-футов | |
| С55 | СЕДАН / ШАСИС 220 | 2001 — 2006 | 110 фунто-футов | |
| С550 | 18-ДЮЙМОВОЕ / 221 ШАССИ | 2007 — 2018 | 110 фунто-футов | |
| S550 4-MATIC | 18-ДЮЙМОВОЕ / 221 ШАССИ | 2007 — 2013 | 110 фунто-футов | |
| S550 КУПЕ | 19-ДЮЙМОВАЯ ОСНОВА / 217 ШАСИС | 2015 — 2016 | 110 фунто-футов | |
| S550 СЕДАН | 18-ДЮЙМОВАЯ ОСНОВА / 222 ШАСИС | 2014 — 2016 | 110 фунто-футов | |
| С600 | КУПЕ / 140 ШАССИ | 1994 — 2018 | 110 фунто-футов | |
| С600 МАЙБАХ | 19″БАЗА/СЕДАН | 2016 — 2016 | 110 фунто-футов | |
| S600 СЕДАН | 19-ДЮЙМОВАЯ ОСНОВА / 222 ШАСИС | 2014 — 2016 | 110 фунто-футов | |
| С63 АМГ | 20-ДЮЙМОВАЯ ОСНОВА / 221 ШАСИС | 2008 — 2018 | 110 фунто-футов | |
| S63 АМГ КУПЕ | 20-ДЮЙМОВАЯ ОСНОВА / 217 ШАСИС | 2015 — 2016 | 110 фунто-футов | |
| S63 АМГ СЕДАН | 20-ДЮЙМОВАЯ ОСНОВА / 222 ШАССИ | 2014 — 2016 | 110 фунто-футов | |
| С65 | СЕДАН / ШАСИС 220 | 2006 — 2006 | 110 фунто-футов | |
| С65 АМГ | 20-ДЮЙМОВОЕ / 221 ШАССИ | 2007 — 2018 | 110 фунто-футов | |
| S65 АМГ КУПЕ | 20-ДЮЙМОВАЯ ОСНОВА / 217 ШАСИС | 2015 — 2016 | 110 фунто-футов | |
| S65 АМГ СЕДАН | 20-ДЮЙМОВАЯ ОСНОВА / 222 ШАССИ | 2015 — 2016 | 110 фунто-футов | |
| СЛ320 | ВСЕ / 129 ШАСИС | 1994 — 1997 | 80 фунто-футов | |
| СЛ400 | 18-ДЮЙМОВАЯ ОСНОВА / 231 ШАСИС | 2015 — 2016 | 100 фунто-футов | |
| СЛ500 | 17-ДЮЙМОВОЕ / 230 ШАССИ | 2003 — 2006 | 100 фунто-футов | |
| СЛ500 | ВСЕ / 129 ШАСИС | 1994 — 2002 | 80 фунто-футов | |
| СЛ55 АМГ | 18-ДЮЙМОВОЕ / 230 ШАСИС | 2003 — 2008 | 100 фунто-футов | |
| СЛ550 | 18-ДЮЙМОВОЕ / 230 ШАССИ | 2007 — 2016 | 100 фунто-футов | |
| СЛ600 | 18-ДЮЙМОВОЕ / 230 ШАССИ | 2004 — 2010 | 100 фунто-футов | |
| СЛ600 | ВСЕ / 129 ШАСИС | 1994 — 2002 | 80 фунто-футов | |
| СЛ63 АМГ | БАЗА 19″ / ШАСИС 230 | 2009 — 2016 | 100 фунто-футов | |
| СЛ65 АМГ | 19-ДЮЙМОВОЕ / 230 ШАССИ | 2005 — 2016 | 100 фунто-футов | |
| СЛК230 | ВСЕ / 170 ШАССИ | 1998 — 2004 | 80 фунто-футов | |
| СЛК250 | 17-ДЮЙМОВАЯ ОСНОВА / 172 ШАСИС | 2012 — 2015 | 90 фунто-футов | |
| СЛК280 | 16-ДЮЙМОВОЕ / 171 ШАССИ | 2006 — 2008 | 80 фунто-футов | |
| СЛК300 | БАЗА 17″ / ШАСИС 171 | 2009 — 2011 | 80 фунто-футов | |
| СЛК300 | 17-ДЮЙМОВАЯ ОСНОВА / 172 ШАСИС | 2016 — 2016 | 90 фунто-футов | |
| СЛК32 | СПОРТ / 170 ШАССИ | 2002 — 2004 | 80 фунто-футов | |
| СЛК320 | БАЗА / 170 ШАССИ | 2001 — 2004 | 80 фунто-футов | |
| СЛК350 | ШАССИ 17 ДЮЙМОВ / 171 | 2005 — 2011 | 80 фунто-футов | |
| СЛК350 | 18-ДЮЙМОВАЯ ОСНОВА / 172 ШАСИС | 2012 — 2016 | 90 фунто-футов | |
| СЛК55 | ВСЕ / 171 ШАСИС | 2005 — 2007 | 80 фунто-футов | |
| СЛК55 АМГ | ВСЕ / 171 ШАСИС | 2008 — 2010 | 80 фунто-футов | |
| СЛК55 АМГ | 18-ДЮЙМОВАЯ ОСНОВА / 172 ШАСИС | 2012 — 2016 | 90 фунто-футов | |
| SLK55 ЧЕРНЫЙ SER | ВСЕ / 171 ШАСИС | 2006 — 2008 | 80 фунто-футов | |
| SLR Макларен | 19-ДЮЙМОВОЕ КУПЕ | 2006 — 2008 | 100 фунто-футов | |
| СЛС | КУПЕ / БАЗОВЫЙ ТОРМОЗ | 2011 — 2015 | 110 фунто-футов | |
| СПРИНТЕР 2500 | 6 ПРОУШИН / С АЛЮМ. WHLS | 2010 — 2016 | 140 фунто-футов | |
| СПРИНТЕР 2500 | 6-ПРОУШИН / W/STL.WHLS | 2010 — 2016 | 170 фунто-футов | |
| СПРИНТЕР 3500 | ДВОЙНОЙ / 215/85R16E | 2010 — 2016 | 140 фунто-футов |
Снятие или установка переднего или заднего колеса — общие инструкции
При снятии и установке колеса на вашем автомобиле всегда следуйте этим общим инструкциям, но для получения дополнительной информации обратитесь к руководству пользователя. При подъеме автомобиля убедитесь, что вы используете надлежащее оборудование и поднимаете автомобиль только за точки домкрата, по одному колесу за раз. Всегда блокируйте колесо, противоположное тому, с которым вы работаете, с помощью двух колесных глушителей с обеих сторон колеса, чтобы предотвратить скатывание автомобиля и падение домкрата во время работы. Никогда не забирайтесь под автомобиль, когда он опирается только на домкрат.
- Всегда отворачивайте стопорные гайки или болты колеса вручную (используйте отбойный молоток), а НЕ с помощью ударной дрели. Не прыгайте и не ставьте ногу на перекладину.
- Удалите грязь, остатки смазки и коррозию с контактных поверхностей обода и ступицы колеса.
- Проверить затяжку болта крепления тормозного диска.
- Нанесите противозадирную пасту на центр колеса в ободе колеса.
- Очистите колесные болты или гайки и проверьте резьбу на наличие повреждений, при необходимости замените. Замените проржавевшие колесные болты. Внимание! Не наносите масло или смазку на колесные шпильки или болты.
- Обод колеса должен равномерно прилегать к тормозному диску.
- Вкрутите колесные болты или гайки и равномерно затяните вручную в крестообразной последовательности, чтобы отцентрировать обод колеса.
- Затяните колесные болты или зажимные гайки до указанного момента затяжки в перекрестной последовательности с помощью калиброванного динамометрического ключа.
- Проверьте все колесные болты или зажимные гайки в одинаковой последовательности и при необходимости подтяните с предписанным моментом затяжки.
- Ни при каких обстоятельствах не используйте пневматические или электрические отвертки для завинчивания и затягивания колесных болтов.
Вернуться к блогу
Последний
Посмотреть все
1
/
из
3
Посмотреть все
ES2: Муфты R+W
| Серия ES2 | ||
| Тип | ||
| Оценка крутящего момента (NM) | T KN | |
| Внутренний диаметр от Ø до Ø H7 (MM) | D 1 | |
| внутри диаметра 1 | ||
| внутри диаметра. | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Moment of inertia (10 -3 кгм 2 ) | J гэс. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Distance (mm) | G 1 | |
| Distance (mm) | G 2 | |
| Distance, («F» Version) (mm) | FF | |
| Outside diameter of hub (mm) | E 1 | |
| Outside diameter of hub (mm) | E 2 | |
| Hub length (mm) | C 3 | |
| Mounting length (mm) | C 1 | |
| Максимальный крутящий момент* (нм) | T Kmax | |
| Длина (мм) | C 2 | |
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C. (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 5 | |
| Type | A | B | |
| Номинальный крутящий момент (Нм) | T кН | 9 | 12 |
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 4-12,7 |
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 6-14 |
| Inside diameter of elastomer (mm) | D E | 10,2 |
| Внешний диаметр с головкой винта (мм) | K S | 25 |
| Момент инерции (10 -3 кгм 2 ) | 0,02 | |
| Приблизительный вес (кг) | 0,2 | |
| ЗАКЛЮЧИТЕЛЬНЫЙ ВИНТ (ISO) 4762 | I 1 | M3 |
| . застежка винта (NM) | I 2 | 2 |
| Крутящий момент затяжки в креплении (нм) | I 2 | 4 |
| 4 | ||
| H 1 | 8 | |
| Distance between centers D2 side (mm) | h3 | 10 |
| Distance (mm) | F | 15 |
| Distance (mm) | G 1 | 4 |
| Расстояние (мм) | G 2 | 5 |
| DISSAT Внешний диаметр ступицы (мм) | E 1 | 25 |
| Outside diameter of hub (mm) | E 2 | 19 |
| Hub length (mm) | C 3 | 16,7 |
| Монтажная длина (мм) | C 1 | 8 |
| Максимальный крутящий момент* (Нм) | T Kmax| 1 906 | 24 | |
| Длина (мм) | C 2 | 14 |
| Overall length (mm) | A | 50 |
| Overall length («F» Version) (mm) | A F | 50 |
| Adjustment range available from — до (Нм) | T KN | 1-3 3-6 |
| Диапазон регулировки (исполнение «F») (Нм) возможно от — до | TKNF | |
| Ø исполнительного кольца (мм) | B | 35 |
| Actuation ring Ø, («F» Version) (mm) | BF | 42 |
| Diameter | D 3 | 14,1 |
| Actuation distance (mm) | 0,8 | |
| 5 | ||
| CAD |
| ES2 Series | ||
| Type | ||
| Оценка крутящего момента (NM) | T KN | |
| Внутренний диаметр от Ø до Ø H7 (MM) | D 1 | |
| внутри диаметра 1 | ||
| внутри диаметра. | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Moment of inertia (10 -3 кгм 2 ) | J гэс. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Distance (mm) | G 1 | |
| Distance (mm) | G 2 | |
| Distance, («F» Version) (mm) | FF | |
| Outside diameter of hub (mm) | E 1 | |
| Outside diameter of hub (mm) | E 2 | |
| Hub length (mm) | C 3 | |
| Mounting length (mm) | C 1 | |
| Максимальный крутящий момент* (нм) | T Kmax | |
| Длина (мм) | C 2 | |
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C. (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 10 | |||
| Type | A | B | |||
| Номинальный крутящий момент (Нм) | T кН | 12,5 | 16 | ||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 5-16 | ||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 6-16 | ||
| Inside diameter of elastomer (mm) | D E | 14,2 | ||
| Внешний диаметр с головкой винта (мм) | K S | 32 | ||
Момент инерции (10 -3 кгм 2| J | ) | | 0,06 | |
| Приблизительный вес (кг) | 0,3 | |||
| ЗАКЛЮЧИТЕЛЬНЫЙ ВИНТ (ISO) 4762 | I 1 | M4 | ||
| . of the fastening screw (Nm) | I 2 | 4,5 | ||
| Tightening torque of the fastening screw (Nm) | I 2 | 4,5 | ||
| Distance between centers ( мм) | H 1 | 10,5 | ||
| Distance between centers D2 side (mm) | h3 | 15 | ||
| Distance (mm) | F | 17 | ||
| Distance (mm ) | G 1 | 5 | ||
| Distance (mm) | G 2 | 5 | ||
| Distance, («F» Version) (mm) | FF | 16 | ||
| Внешний диаметр ступицы (мм) | E 1 | 32 | ||
| Внешний диаметр концентратора (мм) | E 2 | 40 | ||
| HUB ДЛИНЯ ДЛЯ | ||||
| Монтажная длина (мм) | C 1 | 10,3 | ||
| Максимальный крутящий момент* (Нм) | T | |||
| Длина (мм) | C 2 | 16 | ||
| Overall length (mm) | A | 60 | ||
| Overall length («F» Version) (mm) | A F | 60 | ||
| Adjustment range available from — до (Нм) | T KN | 2-6 4-12 | ||
| Диапазон регулировки (версия F) (Нм) возможен от — до | TKNF 5- | 10 | ||
| Ø исполнительного кольца (мм) | B | 45 | ||
| Actuation ring Ø, («F» Version) (mm) | BF | 51,5 | ||
| Diameter | D 3 | 20,1 | ||
| Actuation distance (mm) | 1,2 | |||
| 10 | ||||
| CAD |
| ES2 Series | ||
| Type | ||
| Оцененный крутящий момент (NM) | T KN | |
| Внутренний диаметр от Ø до Ø H7 (MM) | D 1 | |
| D 1 | ||
| D 1 | ||
| DAIMERTER 1 | ||
| DIAMETERTER 1 | ||
| . | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Moment of inertia (10 -3 кгм 2 ) | J гэс. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Distance (mm) | G 1 | |
| Distance (mm) | G 2 | |
| Distance, («F» Version) (mm) | FF | |
| Outside diameter of hub (mm) | E 1 | |
| Outside diameter of hub (mm) | E 2 | |
| Hub length (mm) | C 3 | |
| Mounting length (mm) | C 1 | |
| Максимальный крутящий момент* (нм) | T Kmax | |
| Длина (мм) | C 2 | |
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C. (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 20 | |||||
| Type | A | B | |||||
| Номинальный крутящий момент (Нм) | T кН | 17 | 21 | ||||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 8-25 | ||||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 12-30 | ||||
| Inside diameter of elastomer (mm) | D E | 19,2 | ||||
| Наружный диаметр с головкой винта (мм) | K S | 44,5 | ||||
| Момент инерции (10 -3 кгм 2 ) 7 | 900s | 0,25 | ||||
| Приблизительный вес (кг) | 0,6 | |||||
| Застежка (ISO) 4762 | I 1 | M5 | ||||
| . застежка винта (NM) | I 2 | 8 | ||||
| Тупящий момент затяжки (нм) | I 2 | 15 | ||||
| 15 | ||||||
| 15 | ||||||
| 40064 | 40064 | 15 | ||||
| H 1 | 15 | |||||
| Distance between centers D2 side (mm) | h3 | 19 | ||||
| Distance (mm) | F | 24 | ||||
| Distance (mm) | G 1 | 8,5 | ||||
| Расстояние (мм) | G 2 | 7,5 | ||||
| Расстоя | ||||||
| Внешний диаметр ступицы (мм) | E 1 | 42 | ||||
| Outside diameter of hub (mm) | E 2 | 55 | ||||
| Hub length (mm) | C 3 | 31 | ||||
| Монтажная длина (мм) | C 1 | 17 | ||||
| Максимальный крутящий момент* (Нм) | T Kmax | 34 | 42 | ||||
| Длина (мм) | C 2 | 27 | ||||
| Overall length (mm) | A | 86 | ||||
| Overall length («F» Version) (mm) | A F | 86 | ||||
| Adjustment range available from — до (Нм) | T KN | 10-25 20-40 | ||||
| Диапазон регулировки (версия «F») (Нм) возможно от -до | ТКНФ 9-2 6-5 | |||||
| Ø исполнительного кольца (мм) | B | 65 | ||||
| Actuation ring Ø, («F» Version) (mm) | BF | 70 | ||||
| Diameter | D 3 | 24,1 | ||||
| Actuation distance (mm) | 1,5 | |||||
| 20 | ||||||
| CAD |
| ES2 Series | ||
| Type | ||
| Оцененный крутящий момент (NM) | T KN | |
| Внутренний диаметр от Ø до Ø H7 (MM) | D 1 | |
| D 1 | ||
| D 1 | ||
| DAIMERTER 1 | ||
| DIAMETERTER 1 | ||
| . | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Moment of inertia (10 -3 кгм 2 ) | J гэс. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Distance (mm) | G 1 | |
| Distance (mm) | G 2 | |
| Distance, («F» Version) (mm) | FF | |
| Outside diameter of hub (mm) | E 1 | |
| Outside diameter of hub (mm) | E 2 | |
| Hub length (mm) | C 3 | |
| Mounting length (mm) | C 1 | |
| Максимальный крутящий момент* (нм) | T Kmax | |
| Длина (мм) | C 2 | |
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C. (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 60 | |||
| Type | A | B | |||
| Номинальный крутящий момент (Нм) | T кН | 60 | 75 | ||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 12-32 | ||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 15-32 | ||
| Inside diameter of elastomer (mm) | D E | 26,2 | ||
| Внешний диаметр с головкой винта (мм) | K S | 57 | ||
Момент инерции (10 -3 кгм 2| J | ) | | 0,7 | |
| Приблизительный вес (кг) | 1 | |||
| ЗАКЛЮЧИТЕЛЬНЫЙ ВИНТ (ISO) 4762 | I 1 | M6 | ||
| GTARINGINGIN fastening screw (Nm) | I 2 | 15 | ||
| Tightening torque of the fastening screw (Nm) | I 2 | 40 | ||
| Distance between centers (mm) | H 1 | 21 | ||
| Distance between centers D2 side (mm) | h3 | 23 | ||
| Distance (mm) | F | 28 | ||
| Distance (mm) | G 1 | 10 | ||
| Distance (mm) | G 2 | 9,5 | ||
| Distance, («F» Version) (mm) | FF | 29 | ||
| Внешний диаметр ступицы (мм) | E 1 | 56 | ||
| Outside diameter of hub (mm) | E 2 | 66 | ||
| Hub length (mm) | C 3 | 36 | ||
| Монтажная длина (мм) | C 1 | 20 | ||
| Максимальный крутящий момент* (Нм) | T Kmax | 120064 | 150 | ||
| Длина (мм) | C 2 | 31 | ||
| Overall length (mm) | A | 96 | ||
| Overall length («F» Version) (mm) | A F | 96 | ||
| Adjustment range available from — до (Нм) | T KN | 10-30 25-80 | ||
| Диапазон регулировки (версия «F») (Нм) возможен от -до | ||||
| Ø исполнительного кольца (мм) | B | 73 | ||
| Actuation ring Ø, («F» Version) (mm) | BF | 83 | ||
| Diameter | D 3 | 32,1 | ||
| Actuation distance (mm) | 1,7 | |||
| 60 | ||||
| CAD |
| ES2 Series | ||
| Type | ||
| Оцененный крутящий момент (NM) | T KN | |
| Внутренний диаметр от Ø до Ø H7 (MM) | D 1 | |
| D 1 | ||
| D 1 | ||
| DAIMERTER 1 | ||
| DIAMETERTER 1 | ||
| . | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Moment of inertia (10 -3 кгм 2 ) | J гэс. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Distance (mm) | G 1 | |
| Distance (mm) | G 2 | |
| Distance, («F» Version) (mm) | FF | |
| Outside diameter of hub (mm) | E 1 | |
| Outside diameter of hub (mm) | E 2 | |
| Hub length (mm) | C 3 | |
| Mounting length (mm) | C 1 | |
| Максимальный крутящий момент* (нм) | T Kmax | |
| Длина (мм) | C 2 | |
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C 2 | ||
| C. (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 150 | ||||
| Type | A | B | ||||
| Номинальный крутящий момент (Нм) | T кН | 160 | 200 | |||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 19-36 | |||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 19-42 | |||
| Inside diameter of elastomer (mm) | D E | 29,2 | |||
| Внешний диаметр с головкой винта (мм) | K S | 68 | |||
Момент инерции (10 -3 кгм 2| J | ) | | 2,3 | | |
| Приблизительный вес (кг) | 2,4 | ||||
| Застежка (ISO) 4762 | I 1 | M8 | |||
| . of the fastening screw (Nm) | I 2 | 35 | |||
| Tightening torque of the fastening screw (Nm) | I 2 | 70 | |||
| Distance between centers (mm) | H 1 | 24 | |||
| Distance between centers D2 side (mm) | h3 | 27 | |||
| Distance (mm) | F | 31 | |||
| Distance (mm) | G 1 | 11 | |||
| Distance (mm) | G 2 | 11 | |||
| Distance, («F» Version) (mm) | FF | 30 | |||
| Внешний диаметр ступицы (мм) | E 1 | 66,5 | |||
| Outside diameter of hub (mm) | E 2 | 81 | |||
| Hub length (mm) | C 3 | 39 | |||
| Монтажная длина (мм) | C 1 | 21 | |||
| Максимальный крутящий момент* (Нм) | T Kмакс. 400 | ||||
| Длина (мм) | C 2 | 35 | |||
| Overall length (mm) | A | 106 | |||
| Overall length («F» Version) (mm) | A F | 108 | |||
| Adjustment range available from — до (Нм) | T KN | 20-70 45-150 80-180 | |||
| Диапазон регулировки (версия «F») (Нм) возможен от -до 609 909 60064 TKNF 900 60 40-80 80-150 | |||||
| Actuation ring Ø (mm) | B | 92 | |||
| Actuation ring Ø, («F» Version) (mm) | BF | 98 | |||
| Diameter | D 3 | 36,1 | |||
| Actuation distance (mm) | 1,9 | ||||
| 150 | |||||
| CAD |
| ES2 Series | ||
| Type | ||
| Rated torque (Nm) | T KN | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 1 | |
| Inside diameter possible from Ø до Ø H7 (мм) | D 2 | |
| Внутренний диаметр эластомера (мм) | D E | |
| Внешний диаметр с винтовой головкой (MM) | ||
| . Внешний диаметр с винтовой головкой (мм) | ||
| .0069 | ||
| Момент инерции (10 -3 кгм 2 ) | Дж гес. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Расстояние (мм) | G 1 | |
| Расстояние (мм) | G 2 | |
| DISMAN ступицы (мм) | E 1 | |
| Внешний диаметр концентратора (мм) | E 2 | |
| Длина Хаба (мм) | C 3| Длина . | 9008 . 9008 . 9008 . 9008 . 1 |
| Maximum torque* (Nm) | T Kmax | |
| Length (mm) | C 2 | |
| Overall length (mm) | A | |
| Overall длина (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 300 | |||
| Type | A | B | |||
| Номинальный крутящий момент (Нм) | T кН | 325 | 405 | ||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 20-45 | ||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 30-60 | ||
| Inside diameter of elastomer (mm) | D E | 36,2 | ||
| Внешний диаметр с головкой винта (мм) | K S | 85 | ||
Момент инерции (10 -3 кгм 2| J | ) | | 11 | |
| Приблизительный вес (кг) | 5,8 | |||
| ЗАКЛЮЧИТЕЛЬНЫЙ ВИНТ (ISO) 4762 | I 1 | M10 | ||
| УВЕДЕНИЯ. of the fastening screw (Nm) | I 2 | 70 | ||
| Tightening torque of the fastening screw (Nm) | I 2 | 130 | ||
| Distance between centers (mm) | H 1 | 29 | ||
| Distance between centers D2 side (mm) | h3 | 39 | ||
| Distance (mm) | F | 35 | ||
| Distance (mm) | G 1 | 15 | ||
| Расстояние (мм) | G 2 | 13 | ||
| DISSAT Внешний диаметр ступицы (мм) | E 1 | 82 | ||
| Outside diameter of hub (mm) | E 2 | 110 | ||
| Hub length (mm) | C 3 | 52 | ||
| Монтажная длина (мм) | C 1 | 31 | ||
| Максимальный крутящий момент* (Нм) | T Kmax | 65064 | 810 | ||
| Длина (мм) | C 2 | 42 | ||
| Overall length (mm) | A | 140 | ||
| Overall length («F» Version) (mm) | A F | 143 | ||
| Adjustment range available from — to (Nm) | T KN | 100-200 150-240 200-320 | ||
| Adjustment range («F» Version) (Nm) possible from -to | TKNF | 120- 180 180-300 | ||
| Actuation ring Ø (mm) | B | 120 | ||
| Actuation ring Ø, («F» Version) (mm) | BF | 132 | ||
| Diameter | D 3 | 58,1 | ||
| Actuation distance (mm) | 2,2 | |||
| 300 | ||||
| CAD |
| ES2 Series | ||
| Type | ||
| Rated torque (Nm) | T KN | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 1 | |
| Inside diameter possible from Ø to Ø H7 (мм) | D 2 | |
| Внутренний диаметр эластомера (мм) | D E | |
| Внешний диаметр с винте0035 | Момент инерции (10 -3 кгм 2 ) | Дж гэс. |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Расстояние (мм) | G 1 | |
| Расстояние (мм) | G 2 | |
| DISMAN ступицы (мм) | E 1 | |
| Внешний диаметр концентратора (мм) | E 2 | |
| Длина Хаба (мм) | C 3| Длина . 9008 . 9008 . 9008 . 9008 . 1 | |
| Maximum torque* (Nm) | T Kmax | |
| Length (mm) | C 2 | |
| Overall length (mm) | A | |
| Overall длина (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 450 | ||||||||||||||||||||||||||
| Type | A | B | ||||||||||||||||||||||||||
| Номинальный крутящий момент (Нм) | T кН | 530 | 660 | |||||||||||||||||||||||||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 28-60 | |||||||||||||||||||||||||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 35-60 | |||||||||||||||||||||||||
| Inside diameter of elastomer (mm) | D E | 46,2 | |||||||||||||||||||||||||
| Внешний диаметр с головкой винта (мм) | K S | 105 | |||||||||||||||||||||||||
| Момент инерции (10 -3 кгм 2 9. 06 9.06 9006 | 22 | ||||||||||||||||||||||||||
| Приблизительный вес (кг) | 9,3 | ||||||||||||||||||||||||||
| ЗАКЛЮЧИТЕЛЬНЫЙ ВИНТ (ISO) 4762 | I 1 | M12 | |||||||||||||||||||||||||
| УВЕДЕНИЯ. Застежка винта (NM) | I 2 | 120 | |||||||||||||||||||||||||
| ТУБЛЕНИЕ ЗАГРУЗКИ ЗАКЛЮЧИТЕЛЬНОГО ВИНТА (НМ) | I 2 | 2009 | 2009 | ||||||||||||||||||||||||
| ) | .0069 | H 1 | 38 | ||||||||||||||||||||||||
| Distance between centers D2 side (mm) | h3 | 41 | |||||||||||||||||||||||||
| Distance (mm) | F | 45 | |||||||||||||||||||||||||
| Distance (mm) | G 1 | 17,5 | |||||||||||||||||||||||||
| Расстояние (мм) | G 2 | 17 | |||||||||||||||||||||||||
| Расстоя | |||||||||||||||||||||||||||
| Внешний диаметр ступицы (мм) | E 1 | 102 | |||||||||||||||||||||||||
| Outside diameter of hub (mm) | E 2 | 123 | |||||||||||||||||||||||||
| Hub length (mm) | C 3 | 57 | |||||||||||||||||||||||||
| Монтажная длина (мм) | C 1 | 34 | |||||||||||||||||||||||||
| Максимальный крутящий момент* (Нм) | T Kmax | 106064 | 1350 | |||||||||||||||||||||||||
| Длина (мм) | C 2 | 51 | |||||||||||||||||||||||||
| Overall length (mm) | A | 164 | |||||||||||||||||||||||||
| Overall length («F» Version) (mm) | A F | 168 | |||||||||||||||||||||||||
| Adjustment range available from — to (Nm) | T KN | 80-200 200-350 300-500 | |||||||||||||||||||||||||
| Adjustment range («F» Version) (Nm) possible from -to | TKNF | 60 -150 100-300 250-500 | |||||||||||||||||||||||||
| Actuation ring Ø (mm) | B | 135 | |||||||||||||||||||||||||
| Actuation ring Ø, («F» Version) (mm) | BF | 155 | |||||||||||||||||||||||||
| Diameter | D 3 | 60,1 | |||||||||||||||||||||||||
| Actuation distance (mm) | 2,2 | ||||||||||||||||||||||||||
| 450 | |||||||||||||||||||||||||||
| CAD |
| ES2 Series | ||
| Type | ||
| Rated torque (Nm) | T KN | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 1 | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Момент инерции (10 -3 кгм 2 ) | Дж гес. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Расстояние (мм) | G 1 | |
| Расстояние (мм) | G 2 | |
| DISMAN ступицы (мм) | E 1 | |
| Внешний диаметр концентратора (мм) | E 2 | |
| Длина Хаба (мм) | C 3| Длина . 9008 . 9008 . 9008 . 9008 . 1 | |
| Maximum torque* (Nm) | T Kmax | |
| Length (mm) | C 2 | |
| Overall length (mm) | A | |
| Overall длина (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 800 | |||||
| Type | A | B | |||||
| Номинальный крутящий момент (Нм) | T кН | 950 | 1100 | ||||
Внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 35-80 | ||||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 40-75 | ||||
| Inside diameter of elastomer (mm) | D E | 60,5 | ||||
| Внешний диаметр с головкой винта (мм) | K S | 139 | ||||
| Момент инерции (10 -3 кгм 2 9. 06 9.06 ) | 33,5 | |||||
| Приблизительный вес (кг) | 14,3 | |||||
| Fastening screw (ISO) 4762 | I 1 | M16 | ||||
| Fastening screw (ISO) 4762 | I 2 | 2x M16 | ||||
| Tightening torque of the fastening screw (Nm) | I 2 | 290 | ||||
| Tightening torque of the fastening screw (Nm) | I 2 | 250 | ||||
| Distance between centers (mm) | H 1 | 50,5 | ||||
| Расстояние между центрами D2 (MM) | H3 | 48 | ||||
| Расстояние (мм) | ||||||
| (ММ) | ||||||
| . ) | G 1 | 23 | ||||
| Distance (mm) | G 2 | 18 | ||||
| Distance, («F» Version) (mm) | FF | 54 | ||||
| Внешний диаметр ступицы (мм) | E 1 | 136,5 | ||||
| Внешний диаметр концентратора (мм) | E 2 | 132 | ||||
| 132 | ||||||
| (MM) | ||||||
| (MM) | ||||||
| (MM) | ||||||
| (ММ) | ||||||
| 132 | ||||||
| Монтажная длина (мм) | C 1 | 46 | ||||
| Максимальный крутящий момент* (Нм) | T Kmax | |||||
| Длина (мм) | C 2 | 45 | ||||
| Overall length (mm) | A | 179 | ||||
| Overall length («F» Version) (mm) | A F | 190 | ||||
| Adjustment range available from — to (Nm) | T KN | 400-650 500-800 600-900 | ||||
| Adjustment range («F» Version) (Nm) possible from -to | TKNF | 200 -400 450-800 | ||||
| Кольцо для приема в действие Ø (мм) | B | 152 | ||||
| Кольцо для приема в действие Ø, («F» Версия) (MM) | 177 | |||||
| 669 | 66 | 669 | 669 | 66 | 669 | 30,1 |
| Actuation distance (mm) | 2,2 | |||||
| 800 | ||||||
| CAD |
| ES2 Series | ||
| Type | ||
| Rated torque (Nm) | T KN | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 1 | |
| Inside diameter possible from Ø to Ø H7 (mm) | D 2 | |
| Inside diameter of elastomer (mm) | D E | |
| Outside diameter with screw head (mm) | K S | |
| Момент инерции (10 -3 кгм 2 ) | Дж гес. | |
| Приблизительный вес (кг) | ||
| Застежка (ISO) 4762 | I 1 | |
| FASTENDINGINGINGINGIN крепежный винт (Нм) | I 2 | |
| Момент затяжки крепежного винта (Нм) | I 2 | |
| Distance between centers (mm) | H 1 | |
| Distance between centers D2 side (mm) | h3 | |
| Distance (mm) | F | |
| Расстояние (мм) | G 1 | |
| Расстояние (мм) | G 2 | |
| DISMAN ступицы (мм) | E 1 | |
| Внешний диаметр концентратора (мм) | E 2 | |
| Длина Хаба (мм) | C 3| Длина . | 9008 . 9008 . 9008 . 9008 . 1 |
| Maximum torque* (Nm) | T Kmax | |
| Length (mm) | C 2 | |
| Overall length (mm) | A | |
| Overall длина (версия «F») (мм) | A F | |
| Регулирующий диапазон корректировки, доступный от — до (NM) | T KN | |
| Ассортимент корректировки («F» (NM). | Actuation ring Ø (mm) | B |
| Actuation ring Ø, («F» Version) (mm) | BF | |
| Diameter | D 3 | |
| Actuation distance (mm) | ||
| CAD Portal |
| ES2 Serien | 1500 | |||
| Type | A | B | |||
| Номинальный крутящий момент (Нм) | T кН | 1950 | 2450 | ||
Возможен внутренний диаметр от Ø до Ø H7 (мм) | D 1 | 35-90 | ||
Inside diameter possible from Ø to Ø H7 (mm) | D 2 | 50-80 | ||
| Inside diameter of elastomer (mm) | D E | 79 | ||
| Outside диаметр с головкой винта (мм) | K S | 155 | ||
| Момент инерции (10 -3 кгм 2 ) | J | 185 | ||
| Приблизительный вес (кг) | 26 | |||
| Fastening screw (ISO) 4762 | I 1 | 4xM16 | ||
| Fastening screw (ISO) 4762 | I 2 | 2xM20 | ||
| Tightening torque of the fastening screw (Nm) | I 2 | 290 | ||
| Tightening torque of the fastening screw (Nm) | I 2 | 470 | ||
| Distance between centers (mm) | H 1 | 57 | ||
| Расстояние между центрами D2 (MM) | H3 | 55 | ||
| Дистанция (ММ) | ||||
. |