Содержание
Чем отличается зенкование и зенкерование? — РИНКОМ
Чем отличается зенкование и зенкерование? — РИНКОМ
Главная
Статьи
Чем отличается зенкование и зенкерование?
Чем отличается зенкование и зенкерование?
20 августа 2021
Гирин Кирилл
Зенкование и зенкерование – это технологии механической обработки отверстий и проемов. Посредством зенкования создаются посадочные места для метизов, повышается класс точности отверстий, снижается степень их шероховатости. При зенкеровании проему придается нужная геометрия, производится нарезка внутренних фасок.
В материале:
- Особенности зенкерования
- Особенности зенкования
- Применяемое оборудование
- Полезные советы
Особенности зенкерования
Зенкерование является промежуточной операцией между сверлением и разверткой. Данный метод обработки относится к получистовым, предназначен для решения следующих задач:
- достижение требуемых показателей шероховатости;
- придание проему правильной геометрической формы, устранение имеющихся недостатков;
- повышение точности отверстия до 4 либо 5 класса.


Процедура подходит для обработки проемов, полученных посредством сверления и выдавливания, оптимальна для деталей, изготовленных литьем.
Бестселлер
Бестселлер
Бестселлер
Используемый инструмент
При обработке отверстий задействуется зенкер – металлорежущий инструмент, внешне напоминающий сверло. Изделие имеет ряд уникальных отличий:
- большие перемычки между режущими кромками;
- рабочая поверхность в форме конуса с острым углом;
- увеличенное количество режущих элементов.
Подобная конфигурация упрощает позиционирование зенкера соосно обрабатываемого отверстия, повышает его устойчивость, продлевает срок службы. Инструмент плавно перемещается в рабочей зоне, равномерно воздействует на заготовку по всей площади контакта.
Рис. 1 Зенкер с 4 кромками
Выполнить типовые операции помогут зенкеры с 3 и 4 кромками. Изделия имеют цельное и вставное исполнение. Первые взаимодействуют с отверстиями с диаметром от 12 мм, вторые – с отверстиями диаметром от 20 мм. Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
Изделия имеют цельное и вставное исполнение. Первые взаимодействуют с отверстиями с диаметром от 12 мм, вторые – с отверстиями диаметром от 20 мм. Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.
Бестселлер
Бестселлер
Бестселлер
Рис. 2 Зенкер с 8 кромками
Особенности зенкования
Посредством зенкования осуществляется механическое изменение геометрии углублений, а также нарезка внутренних фасок. Основной инструмент – зенковка, состоит из и хвостовика и рабочей части. Последняя представлена в трех исполнениях.
Цилиндрическое
Посредством цилиндрической зенковки формируются выемки соответствующей геометрии. Проемы востребованы при установке винтов, болтов и прочих резьбовых элементов.
Рис. 3 Цилиндрическая зенковка
3 Цилиндрическая зенковка
Коническое
Коническая зенковка осуществляет подготовку пирамидальных отверстий. Операция зенкования позволяет сформировать скос под углом 60 – 120 градусов. Инструмент эффективно зачищает острые кромки, снимает фаски, подготавливает посадочные проемы для крепежей с потаем.
Рис. 4 Коническая зенковка
Плоское
Изделия с плоским или торцевым профилем применяются для зачистки и обработки углублений, их также называют цековками. Подробное описание инструмента цековка представлено в соответствующем разделе нашего сайта.
Рис. 5 Плоская зенковка (цековка)
Применяемое оборудование
Для проведения работ по зенкованию и зенкерованию используются сверлильные станки различной конфигурации. Действия выполняются по стандартному алгоритму:
- зенкер (зенковка) устанавливается в патрон;
- обрабатываемая деталь фиксируется на рабочей площадке;
- металлорежущий инструмент перемещается в соответствии с заданной осью, срезая материал.

Продолжительность работ зависит от габаритов и сложности обрабатываемого проема, а также параметров материала, из которого выполнена заготовка.
Рис. 6 Процедура зенкования
Полезные советы
Упростить подбор и эксплуатацию металлорежущего инструмента помогут следующие рекомендации.
- Хвостовик зенкера и зенковки должен соответствовать патрону, в который он устанавливается.
- При определении скорости вращения инструмента необходимо учитывать рекомендации ГОСТов, использовать поправочные коэффициенты. Это предотвратит закусывание, способствует качественной обработке поверхности.
- Экспериментальные предприятия могут заказать изготовление зенкеров и зенковок по индивидуальному проекту. Срок подготовки инструмента – от 3 до 45 дней.
- Для комплексного проведения работ оптимальны наборы зенковок и зенкеров. Они обеспечат быстрое выполнение операций, предоставят в распоряжение инструмент требуемых типоразмеров.

При покупке продукции стоит отдавать предпочтение проверенным производителям, таким как SEKIRA, RUKO и другие. Такой подход облегчит подбор качественных изделий, обладающих длительным сроком службы и богатым функционалом.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
17 февраля 2021
Дюймовая резьба: основные отличия от метрической, параметры и маркировка
18 мая 2018
Как отличить спиральные сверла по дереву, металлу и бетону
9 сентября 2016
Зенкер по металлу: виды и конструкции
30 июня 2016
Фрезы по нержавеющей стали; в чем особенность и принцип работы?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Зенкерование зенкование цекование отверстий
Обработка зенкерами отверстий в деталях, изготовленных методами литья, штамповки или сверления, используется тогда, когда необходимо существенно снизить степень шероховатости поверхности, а также ликвидировать такие дефекты, как эллипсность, овальность и пр.
В отличие от сверл, такой режущий инструмент, как зенкер, имеет более двух режущих поверхностей (обычно – три или четыре, а довольно часто и более), и поэтому с его использованием можно получить отверстия, имеющие не только хорошее качество поверхности, но и высокую точность геометрических размеров в той части. которая касается диаметра. Зенкеры не имеют перемычек между рабочим поверхностями, что обеспечивает их повышенную жесткость при обработке.
В ходе зенкерования скорость подач в несколько раз больше, чем скорость сверления, и поэтому во многих случаях для увеличения исходного диаметра отверстий этот технологический процесс предпочтительнее, чем рассверливание.
В подавляющем большинстве случаев при механической обработке деталей операция зенкерования производится после сверления и перед развертыванием. По этой причине в каждом конкретном случае диаметр зенкера подбирается таким, чтобы он был несколько меньше того, который должно иметь отверстие в итоге (разница называется в технике припуском на развертывание).
Для изготовления зенкеров чаще всего используется инструментальная углеродистая сталь У12А, легированная сталь 9ХС или быстрорежущая сталь Р9.
С точки зрения конструкции зенкеры подразделяются на цельные и те, которые оборудуются вставными режущими пластинами. Что касается количества режущих элементов, то большая часть этого инструмента бывает трех- или четырехлезвийным.
В тех случаях, когда необходимо обрабатывать отверстия, имеющие диаметры от 12 до 20 миллиметров, используются цельные зенкеры. Они имеют или три, или четыре режущие кромки (последний вариант – со вставными пластинами).
Если технологический процесс изготовления деталей предполагает обработку отверстий, имеющих диаметр более 20 миллиметров, то используются зенкеры со вставными пластинами. Эти режущие части инструмента соединяются с оправкой при помощи специальных вырезов и выступов. В промышленности сейчас используются зенкеры, которые имеют до восьми и более режущих поверхностей.
Для того чтобы обеспечить выполнение нескольких операций зенкерования одновременно, используются комбинированные зенкеры. Они бывают ступенчатыми или сборными, причем последние нередко комбинируются с инструментами других видов: развертками, сверлами, расточными пластинами и т.п.
Цекование отверстий
Цекование представляет собой технологическую операцию, с помощью которой крепежные отверстия обрабатываются таким образом, чтобы обеспечить получение опорных поверхностей под винты.
Для этого используются цековки. Они представляют собой насадные головки, снабженные цилиндрическими выступами, обеспечивающими должное направление режущего инструмента, и имеющие торцевые зубцы.
Цековки, имеющие небольшие размеры, выпускаются, как правило, хвостовыми, а имеющие размеры достаточно значительные – насадными. Чтобы точно направить их в соответствующие отверстия, используются цапфы, а сам режущий инструмент изготавливается из быстрорежущей стали и нередко оснащается пластинами из твердых сплавов.
Зенкование отверстий
В технике под зенкованием подразумевается технологическая операция, состоящая в снятии фасок с уже готовых отверстий, удалении заусенцев, получении отверстий определенной конфигурации на основе уже имеющихся.
Технологическая операция зенкования осуществляется при помощи такого инструмента, как зенковки. Для обработки опорных поверхностей под крепежные винты они делаются или со съемной цапфой, или цельными, а что касается размеров, то в каждом конкретном случае они подбираются технологами металлообрабатывающего производства отдельно.
Что такое зенкерные отверстия в технике?
Отверстие с зенковкой — это такое отверстие, в котором внешний край отверстия открыт до конического входа. Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Зенковка обычно имеет размер в соответствии с размерами головки устанавливаемого крепежа, так что крепеж с плоской поверхностью будет сидеть заподлицо с потайной поверхностью. Обычно головку дополнительно утапливают, чтобы она находилась ниже потайной поверхности, за счет увеличения диаметра зенковки. Этот процесс допускает изменения головки и потенциальное искривление паза привода в застежке из-за ушиба привода.
Зенковка идентична инструменту для удаления заусенцев, за исключением того, что большинство инструментов для удаления заусенцев имеют прилежащий угол 90°. Цели различаются тем, что снятие заусенцев предназначено для удаления заусенцев, тогда как зенкерование обычно выполняется глубже и используется для того, чтобы крепежные детали находились заподлицо или ниже заподлицо с поверхностью детали. В этой статье далее будет обсуждаться: « Что такое зенкерные отверстия в технике? », как сверлить, их применение и использование, а также таблицы размеров отверстий для зенкерования.
Как просверлить зенкерное отверстие
Зенковка обычно выполняется как дополнительная операция после формирования/просверливания отверстия. Инструмент для зенкерования не режет в центре вращения и в некоторых случаях может иметь гладкую стойку, которая размещает инструмент в отверстии, чтобы обеспечить более плавный старт и точное центрирование.
Зенкеры — это специальные сверла и фрезы, которые могут иметь несколько режущих поверхностей. В случае более крупных зенкеров, особенно для машинного использования, они обычно имеют только одну канавку / фрезу. Эта функция помогает центрировать отверстие и производить более ровный и правильный рез.
Операции зенкования могут быть ручными или машинными, но включают погружное врезание специальной фрезой с правильным углом наклона вершины в предварительно сделанное отверстие на заданную и контролируемую глубину для получения стандартизированного и воспроизводимого конического углубления.
Выбор подходящего метчика для зенкерного отверстия
Если зенковое отверстие сформировано/просверлено до другой стороны детали, для нарезания резьбы в таком отверстии требуется метчик конического или среднего типа. Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Для сквозного отверстия выбор конических или средних метчиков зависит от глубины нарезаемого отверстия. Общая длина неизмененного метчика и хвостовика должна быть достаточной, чтобы позволить метчику проникнуть достаточно глубоко, чтобы завершить резьбу через деталь.
Если отверстие глухое, нарезание резьбы требует двухэтапной операции. Нарезание резьбы начинается конусным или средним метчиком, а затем завершается донным метчиком до необходимой глубины. Выбор между коническими и средними метчиками зависит от глубины глухого отверстия. Там, где это возможно, конусный метчик обеспечивает более мягкое и надежное начало нарезания резьбы. Но если конусность мешает эффективной резке, так как она длиннее, чем глубина глухого отверстия, необходимо использовать средний метчик.
Применение и использование зенкерных отверстий
Зенкованные отверстия чаще всего используются для эстетической посадки крепежа заподлицо, чтобы сделать поверхность изделия более гладкой.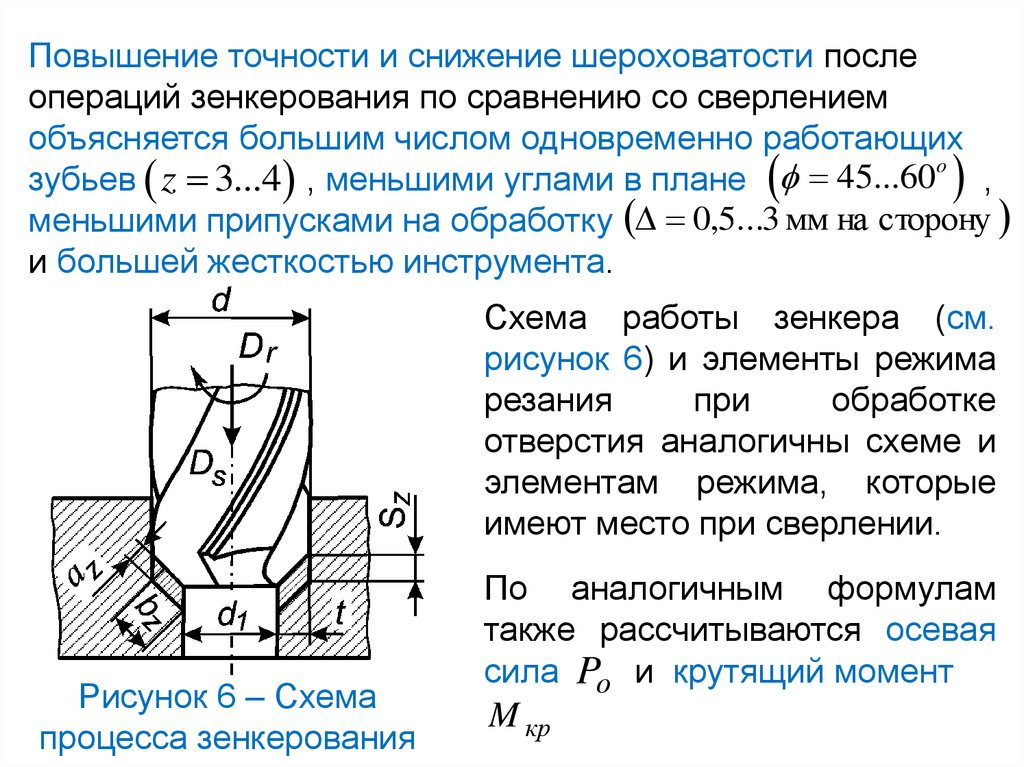 Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Дополнительные практические причины для зенкования отверстий для заглубления головок крепежных изделий: в подвижном оборудовании для устранения препятствий и уменьшения необходимости в зазорах; на пешеходных дорожках, а также на лестницах и порталах для устранения препятствий и опасностей споткнуться; и заглубить головки крепежных элементов там, где дополнительные компоненты должны перекрывать крепежный элемент, устраняя необходимость в точных разгрузочных отверстиях/углублениях в вышележащей части.
Таблицы размеров отверстий под зенковку
В таблицах 1, 2 и 3 ниже приведены типичные размеры зенковки для винтов с плоской головкой под торцевой ключ, которые должны сидеть заподлицо с поверхностью, в которую они утоплены:
Что такое условное обозначение зенковки?
Обозначение ISO для зенковки:
⌵
Отверстия с зенковкой в сравнении с отверстиями с зенковкой придайте крепежу заподлицо (или ниже заподлицо) поверхность по косметическим или техническим причинам.
 Разница заключается в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежного элемента, и применяется к:
Разница заключается в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежного элемента, и применяется к:
- Все типы головок для приводов, используемых для вращающихся резьбовых соединений — внутренний шестигранник, крестообразный крест, крестовина, Torx, шпилька Torx, шлиц и многие другие.
- Все типы резьбовых головок с коническим дном, такие как круглые, пуговичные, колпачковые и т. д.
- Широкий выбор разъемных соединений без резьбы, таких как замки на четверть оборота и многое другое.
- Различные типы заклепок, такие как выдвижные, заклепочные и толкающие заклепки
Отверстие с раззенковкой служит для углубления и, таким образом, скрытия головок крепежных элементов с плоскими перпендикулярными нижними поверхностями.
Другие основные типы отверстий в машиностроении
Несмотря на то, что существует множество противоречивых и частично совпадающих определений типов отверстий, перечисленных в инженерных справочниках, руководствах, веб-сайтах и дискуссионных группах, пять наиболее важных и часто используемых типов отверстий (кроме потайных ) являются:
- Сквозное отверстие: Отверстие с параллельными сторонами любого диаметра, прорезанное в детали.
- Глухое отверстие: Параллельное отверстие любого диаметра, прорезанное в детали, но не проникающее на другую сторону. Глухие отверстия сохраняют форму конца фрезы, которая их сделала, например, спиральное сверло (118 или 135° с коническим наконечником под углом), фреза со сферическим концом (полусферический наконечник), концевая фреза (плоский, квадратный наконечник), сверло Форстнера. (плоская, перпендикулярная режущая кромка с коническим центральным шипом для определения местоположения) или шнек (плоская, перпендикулярная режущая поверхность с коническим с резьбой центральный шип для определения местоположения).
- Отверстие с цековкой: Цилиндрическое отверстие большего диаметра, чем отверстие, вырезанное на внешней стороне глухого или сквозного отверстия, диаметр и глубина которого определяются в соответствии с конкретной головкой крепежного изделия или семейством головок крепежного изделия, или по стандартам ANSI и ISO.
- Отверстие Spotface: Глухое или сквозное отверстие, имеющее перпендикулярный и плоский неглубокий уступ на поверхности материала. Цель состоит в том, чтобы обеспечить высококачественную поверхность на деталях с шероховатой поверхностью или обеспечить перпендикулярную посадочную поверхность на деталях с искривленной поверхностью.
- Резьбовое отверстие: Сквозное или глухое отверстие, часть или вся длина которого вырезана таким образом, что получается резьба, расширение эффективного диаметра за счет разрезания резьбы на стенки отверстия.


Резюме
В этой статье представлены зенкерные отверстия, объяснено, что они из себя представляют, и обсуждены их различные размеры. Чтобы узнать больше о зенкерных отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве.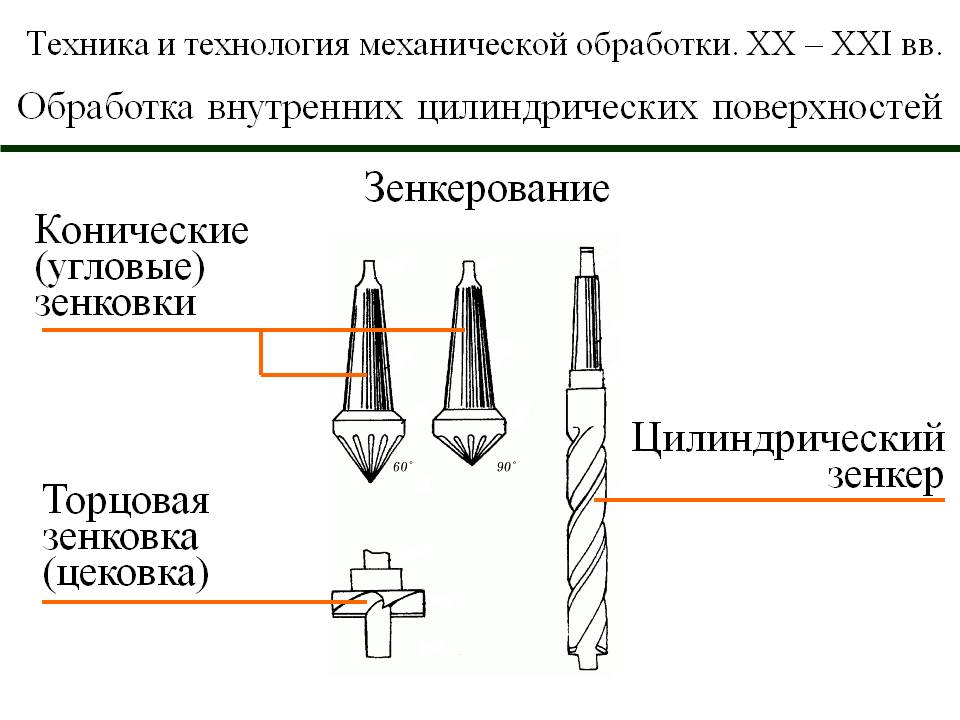 Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Как зенковать винт
в: Как сделать, навыки
Бретт и Кейт Маккей • 15 апреля 2021 г. • Последнее обновление: 1 июня 2021 г.
острее и профессиональнее?
Зенкуйте винты.
Зенковка заключается в расширении края направляющего отверстия таким образом, чтобы головка шурупа располагалась заподлицо или чуть ниже поверхности дерева.
Что будет, если не зенковать шуруп. Уродливый.
При сверлении шурупа в мягкой древесине, такой как сосновые доски, вы действительно можете заставить шуруп войти под поверхность, но обычно он вгрызается в древесину в точке входа, оставляя шероховатую поверхность. Зенковка вашего пилотного отверстия предотвращает появление этого разжеванного вида.
Зенковка чертовски проста, особенно если у вас есть необходимые инструменты для работы. Это так просто, что мой 10-летний ребенок смог освоить его за несколько минут. На днях мы с ним вместе зенковали шурупы. Отличное ноу-хау, которым можно поделиться в дождливый день.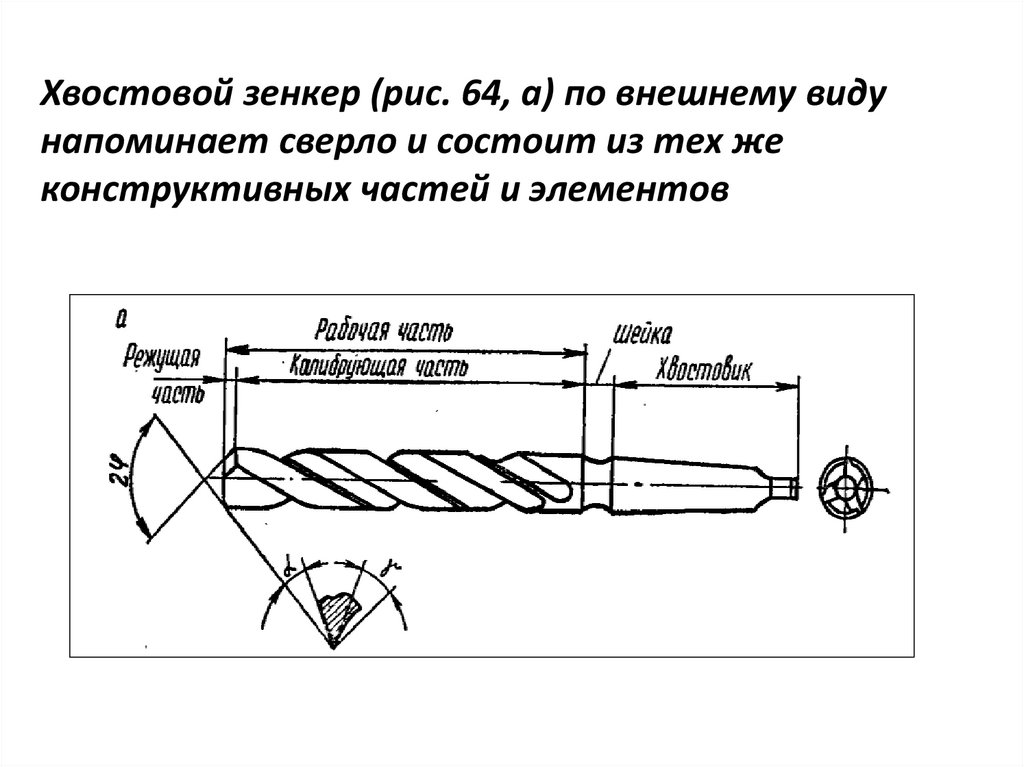
Если вы готовы придать своим изделиям из дерева дополнительную полировку, вот как зенковать шуруп.
Как зенковать винт
Самый простой способ: используйте сверло с зенковкой
Самый простой способ зенковать шуруп — это купить сверло, которое просверливает направляющее отверстие и одновременно создает зенковку.
Набор можно купить за 20 долларов.
Получив набор зенкерных сверл, выполните следующие действия:
1. Выберите сверло, соответствующее размеру вашего шурупа.
2 . Отрегулируйте сверло с зенковкой, чтобы оно соответствовало длине вашего винта. Для этого используется шестигранный ключ.
3. Просверлите пилотное отверстие.
Когда зенкер доберется до дерева, немного замедлите сверло, чтобы не порвать дерево и не зайти слишком далеко.
У вас должно получиться примерно такое отверстие.
4. Замените сверло на шуруп и закрутите шуруп. Если вы все сделали правильно, головка шурупа будет находиться на одном уровне с поверхностью дерева или чуть ниже поверхности.
Если вы все сделали правильно, головка шурупа будет находиться на одном уровне с поверхностью дерева или чуть ниже поверхности.
Гас ввинчивает шуруп в отверстие с зенковкой.
Симпатичная зенковка Гаса Маккея, 10 лет.
Если она находится чуть ниже поверхности, вы можете сделать законченную работу еще красивее, заполнив углубление зенковки шпатлевкой по дереву, а затем закрасив ее. Даже не будет казаться, что у тебя там болт.
Второй самый простой способ: используйте отдельное сверло с зенковкой
Вместо использования сверла, которое одновременно просверливает направляющее отверстие и создает зенковку, вы можете сделать направляющее отверстие обычным сверлом, а затем поменять сверло для зенкерного сверла для создания зенковки. Как только это будет сделано, замените сверло на шуруп и закрутите шуруп.
Это занимает немного больше времени из-за дополнительных операций подкачки, но это работает.
У вас нет сверла с зенковкой? Вот как зенковать в крайнем случае
Если у вас нет сверла с зенковкой, вы все равно можете зенковать винт.