Содержание
Описание детали. Материал изготовления оси. Определение типа производства. Выбор и обоснование метода получения заготовки. Заготовка из проката
производства определяется программой выпуска, техническими и
экономическими условиями осуществления технологического процесса. При массовом
производстве за большинством рабочих мест закреплена одна операция, при серийном
– несколько периодически повторяющихся операций. При единичном производстве
выпускают изделия широкой номенклатуры в малых количествах или индивидуально.
Целью настоящего проекта является разработка технологического процесса
для среднесерийного производства.
3. Выбор и обоснование метода получения
заготовки
Вид заготовки и способ ее получения зависит от конструкции детали,
материала, масштаба выпуска. Заготовки деталей машин могут изготавливаться
литьем, прокаткой, листовой и объемной штамповкой, сваркой, а также комбинированными
способами. Для получения заготовок при серийном производстве используют точные
методы литья, штамповку, холодное вдавливание. В данном случае заготовка
В данном случае заготовка
получена штамповкой, там самым повышая точность заготовки, снижая трудоемкость
механической обработки и расход материала. При этом стоимость заготовки
увеличивается.
3.1. Заготовка из проката
За основу расчёта промежуточных припусков принимаем наружный диаметр
детали Øмм.
Устанавливается предварительный маршрутный
технологический процесс обработки поверхности детали диаметром 16f7 () мм. Обработка поверхности
диаметром 16 мм производиться в жестких центрах, на многорезцовом токарном
полуавтомате; окончательная обработка поверхности детали выполняется на
круглошлифовальном станке.
Технологический маршрут обработки данной поверхности:
Операция 005. Токарная.
010. Токарная.
015. Термическая обработка HRC
45…48.
020. Шлифовальная однократная.
При черновом точении припуск на обработку поверхности
диаметром 16 мм составляет 3,5 мм, при чистовом 1,5 мм, на шлифовальную
однократную обработку 0,4 мм.
Промежуточные размеры обрабатываемых поверхностей
определяются согласно маршрутному технологическому процессу:
— на токарную операцию 010
— на токарную
операцию 005
— расчетный размер
заготовки
По расчетным данным заготовки выбирается необходимый
размер горячекатаного проката обычной точности по ГОСТ 2590-88 «Прокат стальной
горячекатаный круглый. Сортамент».
Круг
Нормальная длина проката стали обыкновенного качества
при диаметре 16мм выпускают от 2 – 12 м. Отклонение для диаметра 22 мм равны
Припуск
на обработку двух торцевых поверхностей заготовки равен 1,6 мм.
Общая длина заготовки
Исходя из предельных отклонений, общая длина заготовки
округляется до целых единиц. Принимается длина заготовки 146 мм.
3.2. Заготовка
изготовлена методом горячей объёмной штамповки
;
;
;
;
;
;
.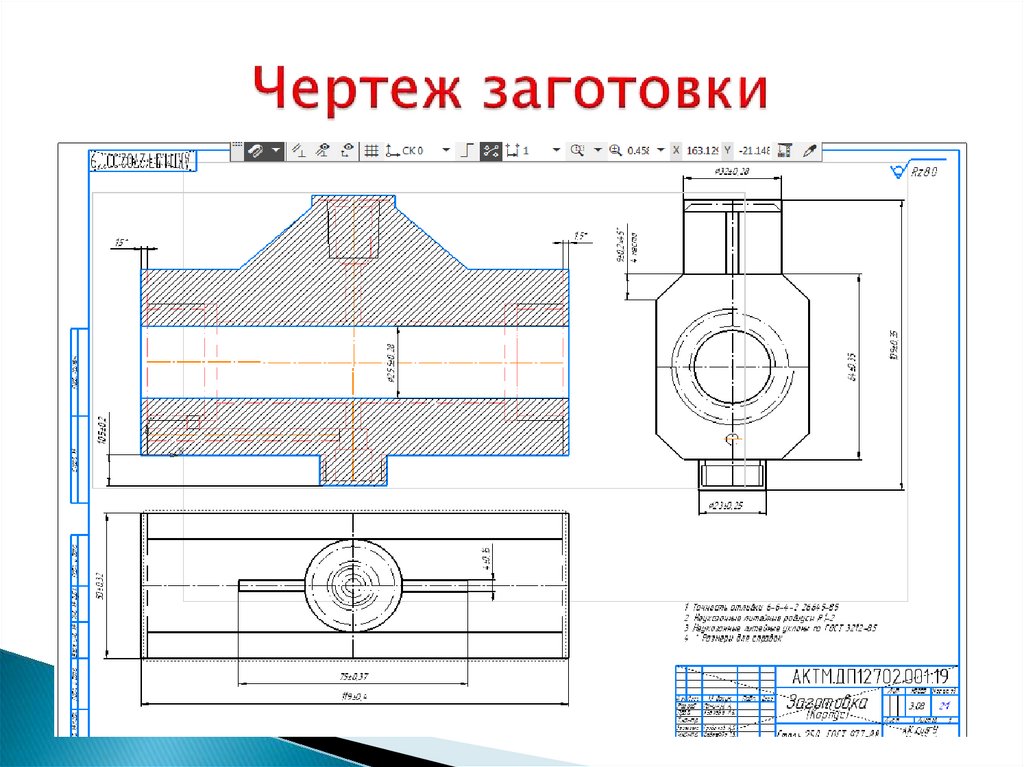
Масса изготавливаемой заготовки:
где Vзш – объем штампованной заготовки, см3:
где – объем конусов на торцах
полученной заготовки;
R – радиус
торцов вала;
h – высота конуса.
.
.
Принимаем неизбежные технологические потери при
горячей объемной штамповке равными Пш = 10%, определим
расходы материала на одну деталь:
Коэффициент
использования материала на штамповочную заготовку:
Годовая
экономия материала от выбранного варианта изготовления заготовки:
, где ;
.
Технико-экономический расчет показывает, что получение
заготовки методом горячей объемной штамповки более экономично, чем изготовление
ее из проката. Принимаем изготовление детали из заготовки, полученной методом
Принимаем изготовление детали из заготовки, полученной методом
штамповки.
4. Разработка маршрута технологического
процесса механической обработки
Маршрут обработки выбирают в зависимости от вида заготовки, ее массы и
формы, требуемой точности и чистоты обработки. Если точность заготовки не
высока, то обработку начинают с черновой по заданному классу точности и
шероховатости поверхности выбирают один или несколько методов окончательной
обработки.
Таблица 1 – Технологический процесс обработки
заготовки.
|
Номер операции
|
Наименование и краткое содержание операции,
|
Станок
|
|
00
|
Заготовительная
Отрезание заготовки в размер 531,4
|
8Б66
|
|
005
|
Фрезерно-центровальная.
Фрезерование торцов
|
6Н83
|
|
010
|
Контрольная.
Контроль промежуточный.
|
ШЦ–I–750–0,1
|
|
015
|
Токарно-винторезная.
Обтачивание
Технологическая
|
1К62
|
|
020
|
Токарно-винторезная.
Обтачивание
|

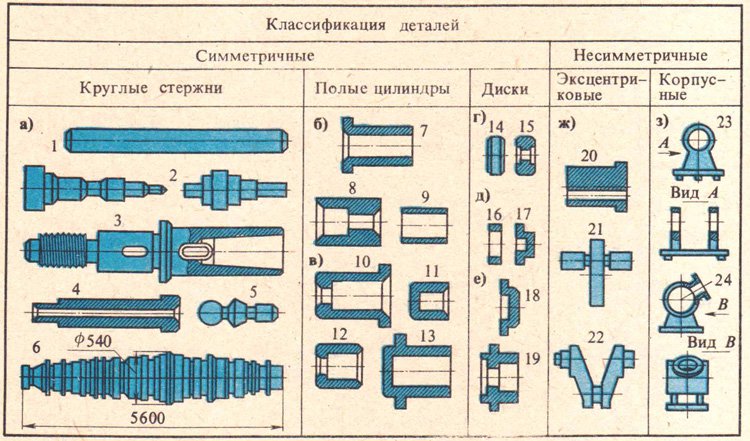
Основные виды заготовок и их характеристики » Ремонт Строительство Интерьер
Изготовление деталей начинается с производства заготовок. Заготовкой называют предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготовляют деталь.
Различают следующие виды заготовок:
— профили — заготовки постоянного или периодического сечения, изготовляемые в условиях металлургического производства;
— штучные заготовки — получают обработкой давлением, методами порошковой металлургии, литьем и сваркой;
— комбинированные заготовки — сложные изделия, получаемые соединением (в частности, сваркой) отдельных более простых элементов. Примерами таких заготовок являются композиты, состоящие из матрицы и упрочняющих элементов (волокон, дисперсных частиц, сеток и др.). Комбинированные заготовки позволяют снизить массу изделий, а для более нагруженных конструкций — использовать оптимальную композицию структурообразующих элементов;
Примерами таких заготовок являются композиты, состоящие из матрицы и упрочняющих элементов (волокон, дисперсных частиц, сеток и др.). Комбинированные заготовки позволяют снизить массу изделий, а для более нагруженных конструкций — использовать оптимальную композицию структурообразующих элементов;
— сварные заготовки — результат технологического процесса сварки элементов (профилей, литых, кованых, штампованных). Эти заготовки классифицируют в соответствии с методом получения исходных элементов и называют листосварными, штампованными, литосварными и др.
Заготовки характеризуются конфигурацией и размерами, точностью получаемых размеров, структурой металла, состоянием поверхности и т. д. В зависимости от формы и размеров заготовки определяют технологию ее изготовления и последующую механическую обработку. Точность размеров является важнейшим фактором, влияющим на стоимость производства детали. Необходимо обеспечивать стабильность размеров заготовки в пределах партии. Состояние поверхности (отбел чугунных отливок, слой окалины на поковках и др. ) может существенно затруднять последующую механическую обработку резанием.
) может существенно затруднять последующую механическую обработку резанием.
Припуск на механическую обработку — это слой металла, удаляемый с поверхности заготовки в целях получения заданных на чертеже формы и размеров детали. Припуски подразделяют на общие и операционные. Общий припуск на обработку — это слой металла, необходимый для выполнения всех технологических операций, совершаемых над данной поверхностью. Операционный припуск — это слой металла, удаляемый при выполнении одной технологической операции. Общий припуск равен сумме операционных припусков.
При проектировании припуск на механическую обработку назначают только на те поверхности, для которых требуемая форма и точность размеров не могут быть достигнуты выбранным методом и способом получения заготовки. Размер припуска влияет на себестоимость изготовления детали:
• при завышенном припуске увеличиваются затраты труда, расход материалов, режущего инструмента и электроэнергии;
• при заниженном припуске требуется применение более дорогостоящих способов получения заготовок, высокая квалификация рабочего.
Оптимальный припуск зависит от материала, размеров, конфигурации и вида заготовки, толщины дефектного поверхностного слоя и др. Известно, что полученные в песчаных формах отливки имеют на поверхности раковины, песчаные включения, а поковки, изготовленные ковкой, покрыты окалиной. В процессе проектирования заготовки припуск выбирают по стандартам и справочникам.
Реальный слой металла, снимаемый при обработке резанием, может колебаться в широких пределах, так как помимо припуска часто приходится удалять напуск.
Напуск — это объем металла на поверхности заготовки (сверх припуска), предназначенный для упрощения конфигурации заготовки и облегчения условий ее получения. В большинстве случаев напуск удаляют механической обработкой резанием, реже — оставляют в изделии (штамповочные и литейные уклоны, увеличенные радиусы закруглений и др.).
В процессе превращения заготовки в деталь размеры первой приобретают ряд промежуточных значений, которые называют операционными размерами. На рис. 22.1 показаны припуски, напуски и операционные размеры изделий.
На рис. 22.1 показаны припуски, напуски и операционные размеры изделий.
Удельный вес стоимости материалов в себестоимости машиностроительной продукции в станкостроении составляет 40…60 %, при изготовлении локомотивов и вагонов — 60…75 % и имеет тенденцию к увеличению. При правильном выборе конструкционного материала обеспечивают высокие эксплуатационные свойства детали, ее долговечность, ремонтопригодность и утилизируемость.
Материал выбирают на основе расчетов, экспериментов или опыта эксплуатации аналогичных деталей. Проектируя деталь, конструктор должен знать, какие технологические процессы будут использованы при формообразовании заготовки и ее последующей обработке. При этом технологические свойства материала могут заранее определять технологию получения заготовки и ее последующую термическую и механическую обработки.
Определение и значение заготовки — Merriam-Webster
работа · деталь
ˈwərk-ˌpēs
: изделие в процессе производства
Примеры предложений
Недавние примеры в Интернете
Удерживайте заготовку на верстаке и сдвиньте квадрат вверх до метки разреза.
— Рой Берендсон, Popular Mechanics , 7 июня 2023 г.
В этом случае концы заготовки были тщательно отшлифованы под прямым углом к сторонам.
— Рой Берендсон, 9 лет.0011 Популярная механика , 26 апреля 2023 г.
Продолжайте по ширине заготовки .
— Пол Штайнер, Popular Mechanics , 24 марта 2023 г.
Большие контактные поверхности обеспечивают равномерное распределение давления, а низкое усилие зажима 330 фунтов значительно снижает вероятность чрезмерного затягивания и повреждения заготовки .
— Алекс Ренни, 9 лет.0011 Популярная механика , 8 фев. 2023
Чтобы вырезать остановленную канавку, сделайте регистрационную метку на стороне заготовки , указывающую, где канавка заканчивается.
— Джозеф Труини, Popular Mechanics , 27 марта 2021 г.
В отличие от обычных сверл, которые могут легко расколоть или разбить заготовку , сверла по стеклу имеют чрезвычайно твердые наконечники.
— Алекс Ренни, 9 лет.0011 Популярная механика , 26 января 2023 г.
Gecko Gripper использует ту же клеевую систему для захвата, что и ноги геккона, с миллионами тонких волокон, которые прилипают к поверхности заготовки и создают сильные силы Ван-дер-Ваальса.
— IEEE Spectrum , 8 февраля 2019 г.
Убедитесь, что расклинивающий нож пилы установлен, чтобы предотвратить защемление заготовки лезвием во время его распиливания.
— Джозеф Труини, 9 лет.0011 Популярная механика , 14 декабря 2022 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «заготовка». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Первое известное использование
1876, в значении, определенном выше
Путешественник во времени
Первое известное использование заготовки было
в 1876 г.
Посмотреть другие слова того же года
Словарные статьи Рядом с
заготовка
разрешение на работу
заготовка
рабочее место
Посмотреть другие записи поблизости
Процитировать эту запись
«Заготовка».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.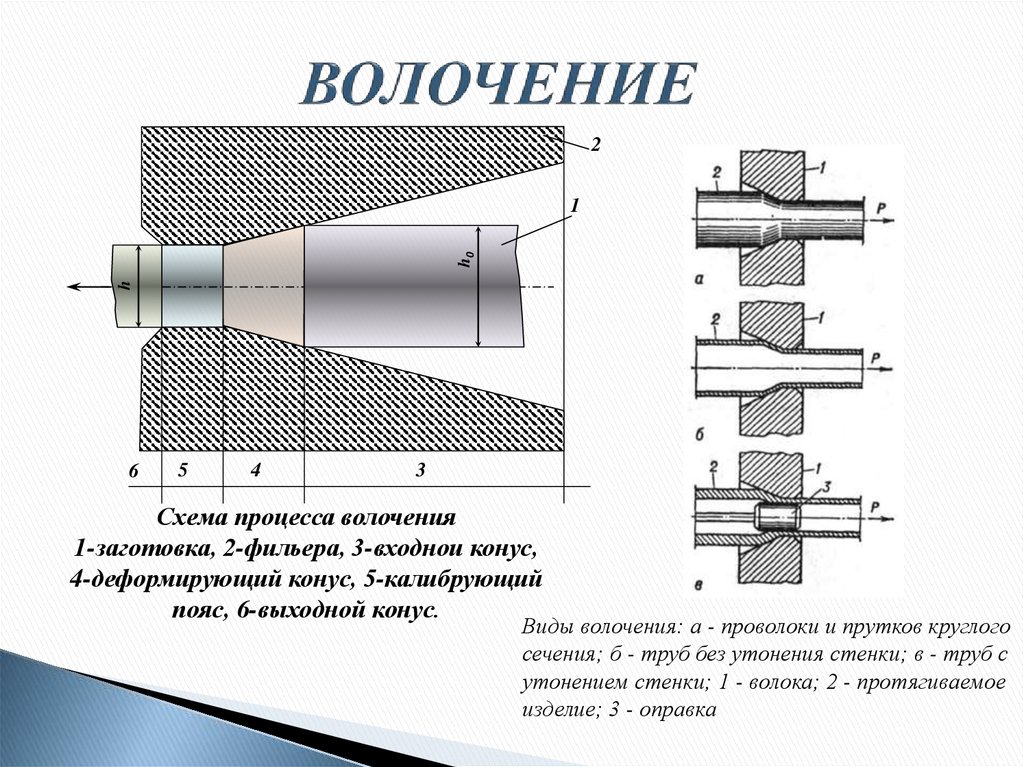 merriam-webster.com/dictionary/workpiece. По состоянию на 8 июля 2023 г.
merriam-webster.com/dictionary/workpiece. По состоянию на 8 июля 2023 г.
Копировать ссылку
Последнее обновление:
— Обновлены примеры предложений
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
прямота
См. Определения и примеры »
Определения и примеры »
Получайте ежедневно по электронной почте Слово дня!
Понимание заготовки: определение и характеристики
« Назад к Глоссарию Указатель
В обрабатывающей промышленности заготовка относится к сырью или компоненту, который превращается в готовый продукт. Эта услуга включает в себя манипулирование заготовкой с помощью различных процессов, таких как резка, сверление, сварка и формование, для создания конечного продукта, соответствующего желаемым спецификациям. Заготовка является основой производственного процесса, и ее качество и точность имеют решающее значение для успеха конечного продукта.
Обслуживание заготовок имеет важное значение в обрабатывающей промышленности, поскольку оно гарантирует, что конечный продукт соответствует требуемым стандартам и спецификациям. Процесс включает использование передовых машин и оборудования, такого как станки с ЧПУ, для обеспечения точности и аккуратности производственного процесса. Сервис заготовок используется в различных отраслях промышленности, в том числе автомобильной, аэрокосмической и медицинской, для создания сложных и сложных деталей, требующих высокой точности и аккуратности.
Процесс включает использование передовых машин и оборудования, такого как станки с ЧПУ, для обеспечения точности и аккуратности производственного процесса. Сервис заготовок используется в различных отраслях промышленности, в том числе автомобильной, аэрокосмической и медицинской, для создания сложных и сложных деталей, требующих высокой точности и аккуратности.
Berkness Company — производственная компания, специализирующаяся на производстве металлических деталей и компонентов на заказ. Компания предлагает широкий спектр услуг, включая манипулирование заготовками, чтобы конечный продукт соответствовал требуемым спецификациям. В компании Berkness работает команда опытных профессионалов, которые используют передовые машины и оборудование для того, чтобы заготовка превратилась в высококачественный готовый продукт.
Компания Berkness понимает важность обслуживания деталей в обрабатывающей промышленности и стремится предоставлять своим клиентам продукцию и услуги высочайшего качества.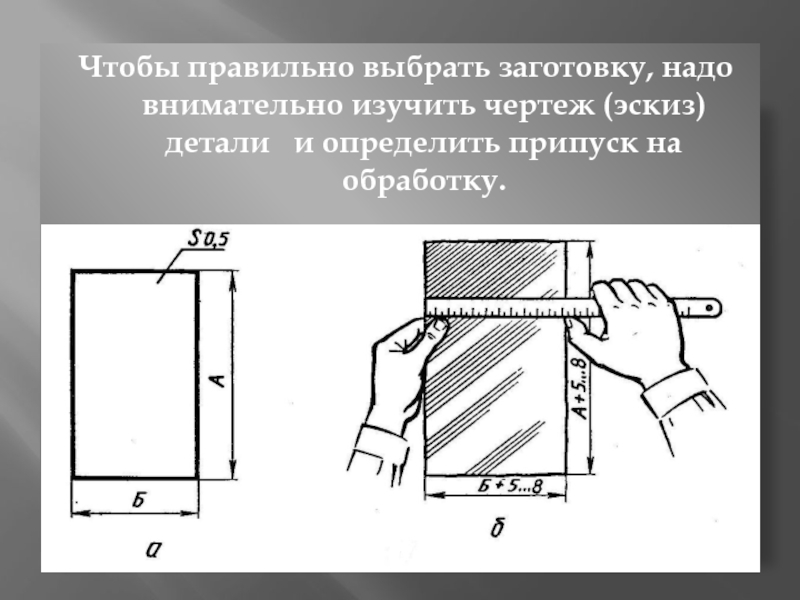 Компания вложила средства в передовые машины и оборудование, чтобы гарантировать точность и аккуратность манипулирования заготовкой. Компания Berkness также предлагает индивидуальные решения для удовлетворения уникальных потребностей своих клиентов, гарантируя, что конечный продукт будет соответствовать их конкретным требованиям.
Компания вложила средства в передовые машины и оборудование, чтобы гарантировать точность и аккуратность манипулирования заготовкой. Компания Berkness также предлагает индивидуальные решения для удовлетворения уникальных потребностей своих клиентов, гарантируя, что конечный продукт будет соответствовать их конкретным требованиям.
Если вы ищете надежную производственную компанию, предлагающую услуги по манипулированию заготовками, компания Berkness — правильный выбор. В компании работает команда опытных профессионалов, которые нацелены на предоставление высококачественных продуктов и услуг своим клиентам. Чтобы узнать больше об обслуживании заготовок и о том, как компания Berkness может помочь вам с вашими производственными потребностями, посетите страницу «Контакты» на веб-сайте компании.
Что такое заготовка в производстве?
Заготовка – это сырье или частично готовый продукт, который используется в качестве отправной точки для производства конечного продукта. Это объект, над которым работают в процессе производства.