

Содержание
Изготовление шпиндельных валов
ИЗГОТОВЛЕНИЕ ШПИНДЕЛЬНЫХ ВАЛОВ
Шпиндельный узел —
одна из основных частей металлообрабатывающего станка. Его основная часть – это шпиндель – вал, на котором закрепляется и приводится во вращение режущий инструмент или заготовка. Например, в токарных станках к шпинделю крепится заготовка, во фрезерных – инструмент, а в круглошлифовальных – на разных валах вращаются и заготовка, и инструмент. Это зависит от того, какое из движений является главным при обработке – оно и реализуется с помощью шпиндельного узла. Производство шпинделей является очень точным и сложным процессом.
Существуют многошпиндельные станки, на которых устанавливается 6 и более валов, чтобы одновременно изготавливать несколько деталей.
Изготовить шпиндель
Шпиндельный узел
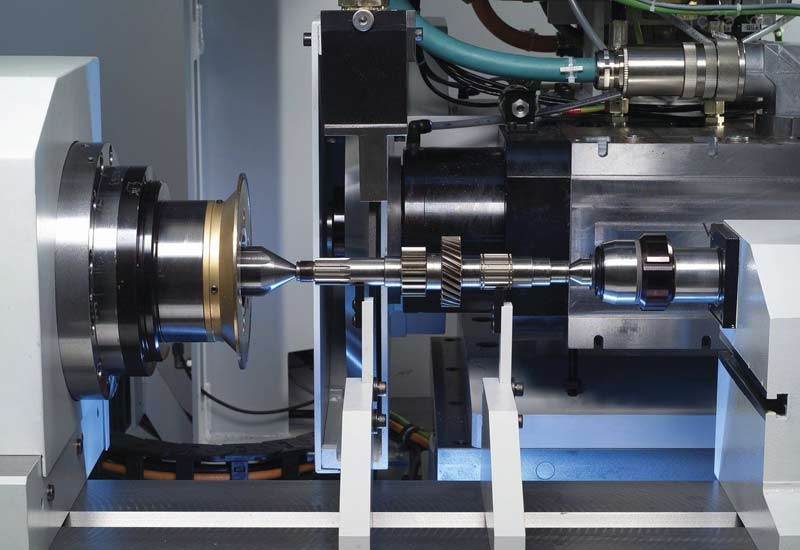
Вал является основой шпиндельного узла. Современный шпиндельный узел оснащается встроенным двигателем, который приводит шпиндель во вращение. На валу устанавливается ротор и вставляется в корпус, где закреплен статор. Максимальные скорости достигаются при бесконтактной работе системы – между ротором и статором существует зазор 0,3-0,5 мм, на статор подается ток. Создаваемое электромагнитное поле приводит ротор во вращение. Данная система имеет преимущество перед механической: в ней возможна плавная регулировка частоты вращения вала, что важно при назначении режимов резания.
На валу устанавливается ротор и вставляется в корпус, где закреплен статор. Максимальные скорости достигаются при бесконтактной работе системы – между ротором и статором существует зазор 0,3-0,5 мм, на статор подается ток. Создаваемое электромагнитное поле приводит ротор во вращение. Данная система имеет преимущество перед механической: в ней возможна плавная регулировка частоты вращения вала, что важно при назначении режимов резания.
Посадочные поверхности
Посадочная поверхность необходима, чтобы закрепить инструмент или заготовку на валу. В качестве такой поверхности применяют внутренний или внешний конус. Внутренний конус необходим для того, чтобы базировать внутри инструмент, который вставляется в инструментальную оправку. Наружный – для установки токарного патрона, который зажимает заготовку. Шлифовка конуса является важнейшей операцией обработки шпинделя, но об этом чуть ниже.
Параметры изготовления
Один из важнейших параметров при изготовлении шпинделей – это радиальное биение конуса шпинделя. Оно является показателем точности вращения шпиндельного узла, что, в свою очередь, определяет точность всего станка.
Оно является показателем точности вращения шпиндельного узла, что, в свою очередь, определяет точность всего станка.
На каждый станок производителем устанавливается допуск на радиальное биение. Радиальное биение инструментального конуса шпинделя обычно составляет порядка 5 мкм, на прецизионных станках – до 1 мкм. Проверяется данный параметр с помощью инструментальной оправки, которая имитирует инструмент.
Ухудшение точности радиального биения происходит по нескольким причинам: вследствие плохого качества подшипников или выхода их из строя, неправильной сборки конструкции, коррозии деталей.
Может повлиять на точность параметра ухудшение свойств смазки шпинделя, износ конуса вала во время работы – вследствие многократного задевания конуса при смене инструмента.
Для повышения износостойкости шпинделя вал проходит термическую или химико-термическую обработку (цементирование, азотирование), но полностью устранить вероятность износа невозможно.
Причиной ухудшения точности радиального биения может служить удар – инструмент бьется об заготовку или выступающую часть станка: шпиндель, установочный стол. В таком случае необходимо незамедлительно диагностировать ухудшение точностных параметров и устранить их причины.
Важность шлифования шпинделя
Чтобы устранить все неточности радиального биения, необходима шлифовка конуса шпинделя, или внутренняя шлифовка.
Процесс шлифовки происходит следующим образом: шпиндельный узел разбирается, шпиндель демонтируется, затем вал устанавливают на шлифовальном станке. Он зажимается в патроне, на посадочное место устанавливается люнет, а шлифовальная головка выставляется на угол, равный углу конуса шпинделя.
Качество шлифовки шпинделя проверяется по прилеганию оправки, окрашенной специальной краской, к конусу вала. Она проворачивается внутри конуса и вынимается. Там, где краска стерлась, прилегание хорошее. По ГОСТ площадь прилегания должна быть не менее 85% всей поверхности.
По ГОСТ площадь прилегания должна быть не менее 85% всей поверхности.
Современные реалии
производства шпинделей
Сейчас в России производство и шлифовку шпинделей осуществляет не более десятка компаний, так как процесс требует высокой точности и мастерства.
Formung является одной из них. Мы осуществляем шлифовку валов в течение 7 рабочих дней, а в срочном режиме – за 4 дня. Мы имеем большой опыт и шлифуем конусы различных типов в соответствии с европейскими стандартами качества – ISO-30, -40, -50, ISK-50, -63, HSK-50, -63, конусы Морзе.
Наша компания изготавливает шпиндели с нуля – от заготовки и определения техпроцессов до сдачи клиенту. Это очень трудоемкий процесс, где требуется выдерживать допуски отклонения формы до 2 мкм, допуски на размеры под подшипники – 5 мкм, осуществлять термическую и химико-термическую обработку изделия.
Рассчитать стоимость подобной работы можно, в несколько кликов оставив заявку на нашем сайте.
Вам необходимы услуги высокоточной металлообработки?
| Рассчитать стоимость изготовления |
13 апреля, 2018
Изготовление деталей для космической отрасли
Актуальность космической промышленности. Особенности изготовления деталей. Требования к материалам.
15 марта, 2018
Фрезерная обработка деталей на станках с ЧПУ
Что такое фрезерование? Виды инструмента и оборудования.
21 февраля, 2018
Производство технологической оснастки
Применение. Этапы и особенности изготовления.
15 февраля, 2018
Высокоточная металлообработка
Особенности производства при единичной высокоточной металлообработке.
9 февраля, 2018
Обработка шлифованием
Обработка деталей на шлифовальном станке: особенности, тонкости, нюансы.
12 января, 2018
Отпуск
Виды отпуска. Влияние скорости охлаждения.
3 сентября, 2017
Лазерная резка
Типы лазеров. Преимущества и недостатки.
Преимущества и недостатки.
14 августа, 2017
Изготовление жаропрочной оснастки
Выбор материала. Химико-термическая обработка.
1 июля, 2017
Азотирование и цементация
Сущность процесса. Преимущества и недостатки.
29 мая, 2017
Выбор смазочно-охлаждающей жидкости
Как выбрать СОЖ? Для чего необходимо обеспечивать охлаждение материала при обработке?
| Читать далее |
Заказать вал станка, цены на металлоизделия на сайте profdetail.ru
Услуги
Вал станка является важной частью всей конструкции и предназначен для передачи вращательного движения от двигателя машины к другим механизмам.
узнать стоимость
Вал станка является важной частью всей конструкции и предназначен для передачи вращательного движения от двигателя машины к другим механизмам. Такой вал может быть ведущим и ведомым, гладким и коленчатым, цельнометаллическим и полым.
В процессе эксплуатации данное изделие испытывают следующие виды нагрузки:
- кручение;
- изгиб;
- растяжение;
- сжатие.

Для изготовления вала станков чаще всего используют легированные и углеродистые стали. Если деталь не подвергается термообработке, для неё подойдёт сталь марок Ст.5 и Ст6. В тех случаях, когда требуется закалка заготовки, рекомендуется брать сталь 45 или 40Х. Для деталей, которые будут испытывать значительные статические и динамические нагрузки, подбирают сталь марки 49ХН, 30 ХГТ и др.
Качественно изготовленный вал станка позволяет получить следующие преимущества:
- продление эксплуатационного ресурса всего оборудования;
- уменьшение уровня вибрации;
- уменьшение эксплуатационных расходов на обслуживание станка.
Наши преимущества
Опыт импортозамещения В кратчайшие сроки мы разработаем и изготовим качественные аналоги зарубежных деталей
Постоплата и отсроченный платеж Работаем по системе постоплаты. Постоянным клиентам предоставляем отсрочку платежей до 30 дней
Пробный образец в подарок При размещении серийного заказа бесплатный пробный образец
Бесплатное хранение Возможность временного хранения готовых изделий на нашем складе до 2 месяцев
Собственный отдел технического контроля Контроль качества на всех стадиях производства и готовой продукции
Гарантия соблюдения сроков Работы выполняем строго в сроки, установленные договором
Валы для станков любой сложности
Компания Профдеталь предлагает изготовление валов для всех типов станков:
- токарных;
- шлифовальных;
- деревообрабатывающих;
- фрезерных;
- долбёжных;
- зуборезных и т.
 п.
п.
Обработка металла осуществляется на специальном оборудовании с ЧПУ. Наши специалисты готовы работать по чертежам и образцам заказчика либо по собственным проектам.
Чтобы заказать нашу продукцию, нужно просто позвонить по телефону +7 (495) 133-94-19 и оформить заявку на изготовление детали. Благодаря опыту мастеров компании Профдетали и автоматизированному производству, наша продукция имеет конкурентную стоимость и высокие эксплуатационные качества.
Как мы работаем
1 Оставьте заявку на сайте или по телефону
2 Мы свяжемся с вами для подтверждения данных
3 Делаем расчет заказа, обсуждаем детали и сроки выполнения
4 Выполняем заказ строго в оговоренные сроки
5 Принимаете работу и оплачиваете заказ
| Услуга изготовления | Стоимость, от |
|---|---|
| Вал станка | 10000 руб |
узнать подробнее
Примеры работ
ДРУГИЕ УСЛУГИ
Нам доверяют
Отзывы клиентов
Екатерина Бовыкина
Лучшее место для обработки металла. Делали токарные работы на ворота. Металооьработка просто на высшем уровне. Лучшие мастера. Сделали все качественно и в срок. Рекомендую эту фирму. Никаких проблем. Поняли чего я хочу с полуслова. Еще мне понравилась стоимость. Думала, что выйдет гораздо дороже. Молодцы! Процветания и успехов!
Делали токарные работы на ворота. Металооьработка просто на высшем уровне. Лучшие мастера. Сделали все качественно и в срок. Рекомендую эту фирму. Никаких проблем. Поняли чего я хочу с полуслова. Еще мне понравилась стоимость. Думала, что выйдет гораздо дороже. Молодцы! Процветания и успехов!
Эльвира Захарова
Необходимо было срочно воссоздать вал для эллиптического тренажёра. Обзвонила множество компаний, в поисках устраивающей меня по цене и срокам. В итоге выбор пал на Профдеталь, о чем ни разу не пожалела. Спасибо большое за оперативную, качественную и грамотную работу. Приятно иметь с вами дело!
смотреть все
Оставьте заявку
Наши контакты
- +7 (495) 133-94-19
- 8 (800) 100-67-16
- Россия, г. Москва, Черницынский проезд, 3.
- [email protected]
Производство металлоизделий по чертежам и образцам заказчика
- О компании
- Наши услуги
- Импортозамещение
- Цены
- Отзывы
- Наши работы
- Доставка и оплата
- Контакты
- +7 (495) 133-94-19
- 8 (800) 100-67-16
- Россия, г.
 Москва, Черницынский проезд, 3.
Москва, Черницынский проезд, 3. - [email protected]
Устройство токарного станка 16К20 — полезная информация Токарные станки по металлу
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро -пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка.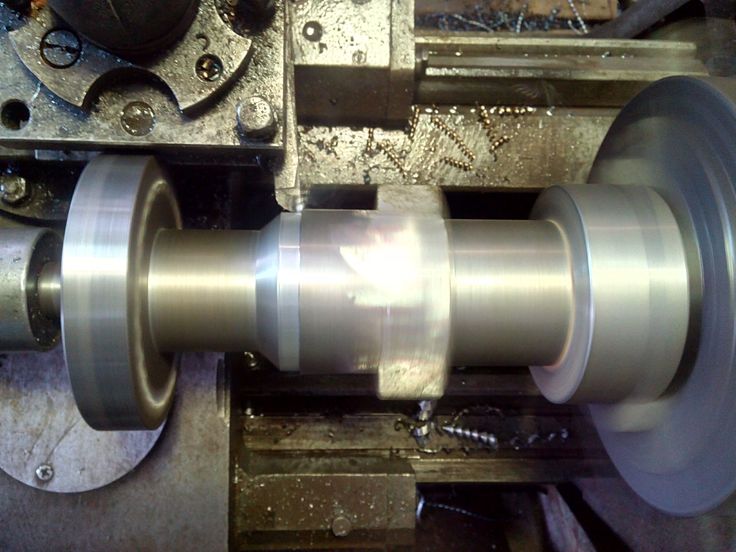 Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода «Красный пролетарий»
.
Типичный токарно-винторезный станок завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарно-винторезного станка модели 1К62
Устройство основных узлов токарно-винторезного станка.
 Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
…
смотреть
все ->
Шахтная технология — технологический процесс — операция 10
Операция 10 в составе каждого технологического процесса является так называемой первой операцией. Условность нумерации через каждые 10 в классической технологической документации позволила относительно просто ввести еще одну операцию. Нет необходимости в более глубокой доработке технологической документации, включая перенумерацию всех инструкционных карт, технологической карты или карт норм времени. Современные ERP-системы совместно с PDM существенно видоизменяют ведение технологической документации. В первую очередь происходит его цифровизация, что является как значительным качественным скачком, так и источником новых проблем. Технологический процесс вала ( часть 1 цикла ) представляет собой ряд технологических операций, при которых осуществляется обработка отдельных участков по принятому рамочному технологическому процессу. Технология валов — это в основном обработка наружных и внутренних цилиндрических поверхностей, а также поперечных отверстий, канавок и резьбы.
Технологический процесс вала ( часть 1 цикла ) представляет собой ряд технологических операций, при которых осуществляется обработка отдельных участков по принятому рамочному технологическому процессу. Технология валов — это в основном обработка наружных и внутренних цилиндрических поверхностей, а также поперечных отверстий, канавок и резьбы.
Операция 10
На рис. 1 представлена технологическая схема операции 10.
Рис.1. Технологическая схема к операции 10.
На рис. 1 показан способ крепления заготовки – трехкулачковый патрон с подвижной опорой спереди, определяющий, насколько необходимо выдвинуть вал из трехкулачкового патрона. В случае обычного токарного станка, в том числе токарного станка с горизонтальным зажимным патроном, определение вылета вала из держателя является стандартным. В случае токарных станков с ЧПУ датчики заготовки или / и устройства подачи прутка с захватом обеспечивают автоматический выброс прутка.
Станки токарно-зажимные
Станки токарно-зажимные горизонтальные оснащены двумя поперечными суппортами, которые работают в автоматическом режиме по прямоугольным циклам. Каждый суппорт может работать в десяти взаимно перпендикулярных секциях, которые входят в автоматический цикл. Станки этого типа оснащены электрогидравлическим управлением суппортами, что позволяет производить обработку заготовок (последовательно или одновременно) многими инструментами.
Каждый суппорт может работать в десяти взаимно перпендикулярных секциях, которые входят в автоматический цикл. Станки этого типа оснащены электрогидравлическим управлением суппортами, что позволяет производить обработку заготовок (последовательно или одновременно) многими инструментами.
Ход операции 10
| Вырез №: | Технологический рез: |
| 1 | Повернуться лицом. |
| 2 | Поворот диаметром Ø34,5 и торцом. |
| 3 | Поворотный паз Ø30 -0,15 |
| 4 | Наружная поверхность поворота Ø64 на длину 88. |
| 5 | Обработайте центральные отверстия A4. |
| 6 | Фаска 2×45º |
| 7 | Фаска 5×45º |
Фаска играет двойную роль. Во-первых, он позволяет (облегчает) взаимодействие с поверхностями другого объекта (например, при сборке), а во-вторых, сводит к минимуму травмирование пользователя острым краем (здоровье и безопасность).
Валовая технология – торцевая обработка
Валовая технология – торцевая обработка также известна как планирование. При резке этого типа инструмент направляется в радиальном направлении от торца заготовки к ее центру. При такой обработке возникают значительные радиальные силы резания, которые могут вызвать изгиб заготовки и вибрации. Компания SANDVIK рекомендует использовать вставки с максимально возможным радиусом угла из-за их долговечности и экономичности. Увеличение PSIR (15º) с одновременным уменьшением угла режущей кромки инструмента (до 75º) позволяет изменить направление радиальных сил резания в осевом направлении в сторону держателя. Это значительно повышает стабильность обработки (сводя к минимуму вероятность вибраций).
Валовая технология – центральные отверстия
Центральные отверстия используются почти исключительно в заготовках для деталей класса вал. Центральные отверстия (рис. 2) являются базовыми поверхностями обработки (креплениями заготовки) для операций механической обработки и сборки. Центральные отверстия имеют контуры, адаптированные к центрам станка или трехкулачкового патрона. В Польше и ЕС изготавливаются в соответствии со стандартом PN-EN ISO 6411:2002 (Технический чертеж – Упрощенное изображение внутренних центральных отверстий), который заменил предшественник PN-M-0249.9: 1983. Размеры центральных отверстий выбираются по стандарту в зависимости от диаметра вала. Используемые диапазоны диаметров валов являются приблизительными. Также следует учитывать вес ролика.
Центральные отверстия имеют контуры, адаптированные к центрам станка или трехкулачкового патрона. В Польше и ЕС изготавливаются в соответствии со стандартом PN-EN ISO 6411:2002 (Технический чертеж – Упрощенное изображение внутренних центральных отверстий), который заменил предшественник PN-M-0249.9: 1983. Размеры центральных отверстий выбираются по стандарту в зависимости от диаметра вала. Используемые диапазоны диаметров валов являются приблизительными. Также следует учитывать вес ролика.
Наконечники изготавливаются с помощью специальных инструментов, называемых центрирующим сверлом. Ось просверленных центральных отверстий расположена на геометрической оси вала. Очень часто в конечном валу центровые отверстия не нужны и их удаляют или оставляют в зависимости от требований.
В случае рассматриваемого технологического процесса вала (рис.1) в операции 10 выполняется центровое отверстие А3, где А обозначает тип центрового отверстия и цифра 3 диаметр d (рис.2) согласно стандарт. А3 — это укороченная пластинка, потому что по стандарту размер не Ø3, а Ø3,15. В случае вала, обработанного в этом процессе, мы можем использовать центральные отверстия A3 или A4.
А3 — это укороченная пластинка, потому что по стандарту размер не Ø3, а Ø3,15. В случае вала, обработанного в этом процессе, мы можем использовать центральные отверстия A3 или A4.
Рис.2. Варианты центровых отверстий: A, B и R.
Вариант A – это так называемые обычные центровые отверстия, предназначенные для изделий, к которым не предъявляются существенные требования по точности. Этот тип центрального отверстия также используется, когда предполагается его удаление после нескольких операций (например, путем выполнения осевого отверстия).
Разновидность B — защищенные центральные отверстия. Фаска 120º защищает рабочие поверхности центральных отверстий и материал от вытекания, сохраняя гладкость лицевых поверхностей.
Самые редкие из используемых разновидностей — R. Они обычно используются при механической обработке труднообрабатываемых материалов. Форма, в которой используется радиус, способствует жесткости инструмента, выполняющего центральное отверстие.
Центровые отверстия в обычных технологических процессах лучше всего выполнять на центровочных станках. Благодаря своему назначению они обеспечивают выравнивание. Встречаются фрезерно-центровальные станки, позволяющие дополнительно обрабатывать торцы. В настоящее время центральные отверстия также делаются на токарных станках. Затем вы можете использовать центрирующее сверло или готовый набор сверл и зенкеров для обработки различных центральных отверстий (обычных центровых отверстий). В случае защищенного центрального отверстия необходимо использовать сверло и два зенкера.
Благодаря своему назначению они обеспечивают выравнивание. Встречаются фрезерно-центровальные станки, позволяющие дополнительно обрабатывать торцы. В настоящее время центральные отверстия также делаются на токарных станках. Затем вы можете использовать центрирующее сверло или готовый набор сверл и зенкеров для обработки различных центральных отверстий (обычных центровых отверстий). В случае защищенного центрального отверстия необходимо использовать сверло и два зенкера.
Представленная технология валов является хорошим примером для демонстрации различий в подходах к технологическим процессам с использованием обычных станков и процессов с использованием токарных станков с ЧПУ. Также очень хорошо показать многообразие возможностей и вариантов течения процесса, вытекающее главным образом из разнообразия средств производства.
Предыдущая статья: Валовая техника – технологический процесс.
Sources
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- Пафф Т.
 , технология строительных машин, PWN 1985
, технология строительных машин, PWN 1985 - Мацей Горчичак Ph.D. – знания и консультации
- Наружная токарная обработка – SANDVIK
Пример позиции рейтинга
Нравится:
Нравится Загрузка…
Услуги по производству валов для тяжелой промышленности
Производство валов с точностью и надежностью на протяжении более 37 лет.
Комплексный
Производство валов
Western Machine Works обеспечивает комплексное производство валов, а наша команда контролирует процесс от начала до конца, обеспечивая точность и качество результатов и удовлетворенность клиентов. Независимо от сложности или строгих требований, Western Machine Works может изготовить валы по индивидуальному заказу, которые соответствуют стандартам OEM, имеют жесткие допуски и быстрые сроки изготовления. С собственной командой инженеров, опытными машинистами и транспортными услугами мы можем обеспечить экономичное и быстрое производство валов, которое может вернуть ваш критически важный вал в работу в установленные сроки проекта.
Производство вала
- Комплексный производство вала
- Службы производства вала
- Процесс производства вала и стандарты качества
- Подробнее о производстве вала
- Промышленные приложения
- Shafts Whafts We Mulhipure
- Shafts Whafts We Muffence
- Shafts Whafts We Mulhipure.
Мы предлагаем комплексное решение для производства валов, которое включает следующие услуги:
- Проверка размеров.
- Неразрушающий контроль и анализ отказов.
- Расчет вала с прочностными расчетами, расчетами напряжения на изгиб и кручение.
- Металлургический анализ
- Обратный инжиниринг (когда OEM распечатки недоступны).
- Токарная обработка с ЧПУ.
- Специальные инструменты и приспособления.
- Изготовление и установка вкладышей валов или подшипниковых втулок.
- Гидростатические испытания и искровые испытания, если применимо.

- Проверка размеров и контроль качества.
- Установка защитной крышки (как указано).
- Управление проектами.
- Транспортные услуги.
Наша команда инженеров контролирует проект от начала до конца, чтобы обеспечить точность и надежность каждого проекта по изготовлению вала.
Узнайте о наших обширных возможностях по производству валов для недавнего проекта: Производство роликовых валов с использованием конструкции соединения с натягом.
Валы, которые мы производим
(валы для сталелитейной, морской, целлюлозно-бумажной, энергетической, обрабатывающей и другой тяжелой промышленности)
Процесс производства валов и стандарты качества
Процесс производства валов начинается с понимания применения, эксплуатации условия, причина выхода из строя предыдущих валов и требования к проекту, включая сторонние утверждения и испытания. В зависимости от результатов анализа отказов группа инженеров может предложить модификацию конструкции или изготовление других компонентов.

Группа инженеров проверяет и записывает размеры вала, проектирует и создает распечатки, если они не доступны от OEM. Дополнительные расчеты прочности, расчеты напряжения на изгиб и кручение также необходимы для повышения производительности нового вала.
При изготовлении вала используется токарная обработка с ЧПУ. Пруток из твердого материала, такого как сталь, прикрепляется к патронам и режется специальными инструментами посредством процесса вычитания. Вычитающие процессы, такие как резка и шлифовка, придают валу правильные размеры и допуски. Процессы механической обработки, такие как расточка и сверление, создают канавки, в которых шестерни крепятся к валу. Специализированные валы могут использовать различные процессы обработки и требовать определенного материала. Можно использовать металлургический анализ, чтобы убедиться, что выбранный материал подходит для применения.
Используемый материал должен обладать высокой прочностью на растяжение и выносливостью, чтобы выдерживать статические и динамические нагрузки.
 Если шестерни прикреплены к валу, шестерня обычно изготавливается из чрезвычайно прочного материала, например из углеродистой стали. Их можно дополнительно упрочнить термической обработкой. В зависимости от применения для некоторых валов может потребоваться дополнительное защитное покрытие, такое как стекловолокно/эпоксидный полимер.
Если шестерни прикреплены к валу, шестерня обычно изготавливается из чрезвычайно прочного материала, например из углеродистой стали. Их можно дополнительно упрочнить термической обработкой. В зависимости от применения для некоторых валов может потребоваться дополнительное защитное покрытие, такое как стекловолокно/эпоксидный полимер.Качественно изготовленный вал может продлить срок службы и надежность многих важных компонентов, используемых в различных отраслях промышленности с жесткими условиями эксплуатации, таких как судостроение, гидроэнергетика, ветроэнергетика, целлюлозно-бумажная, нефтегазовая и обрабатывающая промышленность.
Наше предприятие по производству валов хорошо оснащено токарным станком с ЧПУ с центром 78 дюймов, токарным станком с центрами поворота 78 дюймов X 482 дюйма, вертикально-расточным станком с вертикальным размером 103 дюйма, горизонтально-расточным станком с рабочим столом размером 60 дюймов x 120 дюймов.
Самое главное, Western Machine Works имеет опытную команду инженеров и техников, которые могут справиться с любым сложным проектом.
 Процесс производства валов в компании Western Machine начинается и заканчивается инженерно-ориентированным подходом, в котором ценится контроль качества с комплексными первоначальными и окончательными проверками размеров.
Процесс производства валов в компании Western Machine начинается и заканчивается инженерно-ориентированным подходом, в котором ценится контроль качества с комплексными первоначальными и окончательными проверками размеров.Подробнее о производстве валов
С точки зрения механики вал — это вращающийся компонент, который передает крутящий момент от одной детали к другой. Валы почти всегда имеют цилиндрическую форму и часто имеют зубчатое колесо или шестерню, которая соединяется с другим компонентом для передачи энергии поглощающему компоненту.
Валы играют неотъемлемую роль в механике многих отраслей промышленности: энергетики, судостроения, аэрокосмической, автомобильной, нефтегазовой, горнодобывающей, обрабатывающей промышленности, сельского хозяйства и бумажной промышленности.
Инженеры могут соединять валы и шестерни разных размеров для создания большего крутящего момента, механической энергии и мощности в оборудовании.
В производстве валов используются инновационные методы и технологии, чтобы сделать валы более производительными и соответствовать более жестким допускам.

Применение в промышленности
- Ветроэнергетика
- Гидроэнергетика
- Судостроение
- Целлюлозно-бумажная промышленность
- Тяжелое оборудование
- Промышленное оборудование
- Automotive
- Oil & Gas
- Aerospace
- Electronic
- Construction
- Hydraulics
Shafts we Manufacture
- Rotor Shaft
- Armature Shaft
- Ship Shaft
- Drive Shaft
- Hub Shaft
- Вал вентилятора
- Вал репульвера
- Укороченный вал
- Вал формующего ролика
- Вал наматывающего устройства
- Вал ролика
- Вал рабочего колеса турбины
Производственные проекты вала
Вал ротора
Этот ротор мощностью 850 л.с., используемый для химического компрессора, вышел из строя из-за повреждения подшипника на валу.
 Western Machine Works осмотрела деталь и определила, что повреждение не подлежит ремонту. Новый вал был реконструирован, изготовлен и установлен в рамках производственного графика заказчика.
Western Machine Works осмотрела деталь и определила, что повреждение не подлежит ремонту. Новый вал был реконструирован, изготовлен и установлен в рамках производственного графика заказчика.Узнать больше
Вал якоря
Western Machine Works реконструировал и изготовил новый вал для якоря двигателя. Старый вал был сильно поврежден, и ремонтировать его было невозможно. Отверстие якоря было прецизионно обработано до 100% концентричности, и новый вал был установлен с необходимой посадкой с натягом.
Подробнее
Вал ролика
Вал пластинчатого ролика оторвался от ведущего ролика, при этом корпус подшипника и подшипники все еще были установлены. Команда инженеров оценила параметры нагрузки и анализ рабочего напряжения и разработала конструкцию посадки на вал с натягом. Новый вал был изготовлен из стали 4340.
Узнать больше
Компания Western Machine Works предоставила комплексное решение для изготовления этого вала, который сломался, но корпус подшипника и подшипники все еще были установлены.
 Наша команда инженеров предложила конструкцию соединения с натягом и изготовила новый вал, который будет таким же прочным, как и оригинальный, и будет оптимизирован для долговременной работы. Производство новых валов с инженерно-ориентированным подходом отличает наш процесс и обеспечивает надежность от начала до завершения проекта.
Наша команда инженеров предложила конструкцию соединения с натягом и изготовила новый вал, который будет таким же прочным, как и оригинальный, и будет оптимизирован для долговременной работы. Производство новых валов с инженерно-ориентированным подходом отличает наш процесс и обеспечивает надежность от начала до завершения проекта.Минимизируйте время простоя
с 24/7 Rapid ResponseДостигнуть пиковые операционные характеристики
Увеличьте свои инженерные ресурсы
Упрощение проекта
Наш опыт
. Machine Works занимается изготовлением и ремонтом инженерных валов в западной части США и Канады с 1985 года. Наша команда может проектировать, модифицировать, создавать производственные отпечатки и производить валы со спецификациями OEM или без них. Мы предлагаем полный спектр инжиниринговых услуг, чтобы каждый изготовленный вал соответствовал рабочим параметрам и техническим спецификациям.
 Western Machine Works производит валы для различных отраслей тяжелой промышленности, включая сталелитейную, энергетическую, морскую, целлюлозно-бумажную, строительную и т. д.
Western Machine Works производит валы для различных отраслей тяжелой промышленности, включая сталелитейную, энергетическую, морскую, целлюлозно-бумажную, строительную и т. д.Насадки для обработки деталей вала
Детали вала являются распространенным типом деталей. Его структура представляет собой вращающееся тело, и его длина обычно больше диаметра. Он широко используется в различном механическом оборудовании для поддержки компонентов трансмиссии, передачи крутящего момента и несущих нагрузок. Механическая обработка деталей вала должна соответствовать определенным правилам. В этой статье вы можете узнать о конкретных этапах обработки и некоторых проблемах, требующих внимания.
1. Основной маршрут обработки деталей вала
Основной обрабатываемой поверхностью деталей вала является наружная поверхность и общая поверхность специальной формы. Поэтому наиболее подходящий метод обработки следует выбирать в соответствии с различными уровнями точности и требованиями к шероховатости поверхности.
 Основные пути обработки можно свести к четырем.
Основные пути обработки можно свести к четырем.Первый путь обработки от чернового точения до получистового точения, а затем до чистового точения. Это также наиболее важный технологический маршрут, выбранный для обработки наружного круга деталей вала из обычных материалов; второй — от чернового точения до получистового точения. Затем к грубому шлифованию и, наконец, к тонкому шлифованию. Для материалов из черных металлов и требований к точности требования к шероховатости поверхности невелики, а детали, которые необходимо закалить, этот маршрут обработки является лучшим выбором, поскольку шлифование является наиболее идеальной процедурой последующей обработки; третий маршрут — от черновой токарной обработки до получистовой токарной обработки, затем чистовой токарной обработки и алмазной токарной обработки. Этот маршрут обработки специально используется для обработки материалов из цветных металлов, поскольку цветные металлы имеют низкую твердость и легко блокируются. Зазор между зернами песка обычно непросто получить требуемой шероховатости поверхности путем шлифования, и необходимо использовать процедуры тонкой токарной и алмазной токарной обработки; последний маршрут обработки — от чернового точения до получистового точения, до чернового шлифования и тонкого шлифования.
 Наконец, выполняется чистовая обработка. Этот маршрут является своего рода маршрутом обработки, который часто используется для деталей, которые были закалены для материалов из черных металлов и требуют более высокой точности и более низких значений шероховатости поверхности.
Наконец, выполняется чистовая обработка. Этот маршрут является своего рода маршрутом обработки, который часто используется для деталей, которые были закалены для материалов из черных металлов и требуют более высокой точности и более низких значений шероховатости поверхности.2. Предварительная обработка Деталей вала
Перед точением внешнего круга деталей вала необходимо выполнить некоторые подготовительные процессы. Это процесс предварительной обработки деталей вала. Самый важный подготовительный процесс – выпрямление. Потому что в процессе изготовления, транспортировки и хранения заготовка часто изгибается и деформируется. Для обеспечения надежного зажима и равномерного распределения припуска в холодном состоянии для правки применяют различные прессы или правильные машины.
3. База позиционирования для обработки деталей вала
Сначала центральное отверстие заготовки используется в качестве точки отсчета для позиционирования при обработке .

При обработке деталей валов важными проявлениями точности позиционирования являются соосность наружной поверхности, конусного отверстия и резьбовой поверхности, перпендикулярность торца к оси вращения. Эти поверхности обычно основаны на осевой линии вала в качестве эталона конструкции, а центральное отверстие используется для позиционирования, что соответствует принципу эталонного перекрытия. Центральное отверстие является не только исходной точкой позиционирования при токарной обработке, но также исходной точкой позиционирования и контрольной исходной точкой для других процедур обработки, что соответствует принципу унификации исходных точек. Когда для позиционирования используются два центральных отверстия, максимальное количество внешних окружностей и торцевых поверхностей может быть обработано за один зажим.
Во-вторых, внешний круг и центральное отверстие используются в качестве ориентира для m обработки .

Этот метод эффективно преодолевает недостатки плохой жесткости позиционирования центрального отверстия, особенно при обработке более тяжелых заготовок, позиционирование центрального отверстия вызывает нестабильный зажим, а величина резания не может быть слишком большой. Нет необходимости беспокоиться об этой проблеме, если внешний круг и центральное отверстие используются в качестве точки отсчета позиционирования. При черновой обработке метод использования внешней поверхности вала и центрального отверстия в качестве точки отсчета позиционирования может выдерживать большой крутящий момент во время обработки, что является наиболее распространенным методом позиционирования деталей вала.
В-третьих, две внешние круглые поверхности используются в качестве ориентира для механической обработки .
При обработке внутреннего отверстия полого вала центральное отверстие нельзя использовать в качестве ориентира для позиционирования, поэтому в качестве эталона для позиционирования следует использовать две внешние круглые поверхности вала.
 При обработке основного вала станка две опорные шейки часто используются в качестве эталона позиционирования, что может эффективно обеспечить требования соосности конического отверстия относительно опорной цапфы и устранить ошибки, вызванные смещением эталона.
При обработке основного вала станка две опорные шейки часто используются в качестве эталона позиционирования, что может эффективно обеспечить требования соосности конического отверстия относительно опорной цапфы и устранить ошибки, вызванные смещением эталона.Наконец, коническая заглушка с центральным отверстием используется в качестве ориентира для позиционирования при обработке.
Этот метод чаще всего используется при обработке внешней поверхности полых валов.
4. Зажим деталей вала
Обработка конической заглушки и оправки конической втулки должна иметь высокую точность обработки. Центральное отверстие является не только эталоном позиционирования, сделанным само по себе, но и ориентиром для обработки внешнего круга полого вала. Должна быть обеспечена коническая поверхность конусной пробки или оправки конической втулки. Имеет высокую соосность с центральным отверстием. Поэтому при выборе метода зажима следует обратить внимание на то, чтобы свести к минимуму количество раз установки конусной заглушки, тем самым уменьшив повторяющуюся ошибку установки деталей.

9099 Share Share Share Share stervations
9099 Share Shase Share stervations
