

Содержание
Что такое лужение: технология процесса, инструменты, пасты
Чтобы защитить металлические изделия от разрушающего воздействия коррозии, а также подготовить поверхности заготовок к пайке мягкими припоями, задействуется технология лужения. Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.
Технология лужения – это один из способов создания противокоррозионной защиты металлов от неблагоприятного воздействия окружающей среды. При этом защитным барьером в данном случае выступает тонкий слой олова, либо сплава на его основе.
В отдельных ситуациях, метод применяется до пайки, в рамках подготовительных работ. Данная технология применяется давно, поэтому все процессы отработаны досконально. Работа отличается простотой, для ее выполняется не нужно использовать сложное оборудование, приспособления, а также специальные инструменты. Обработка поверхностей из металла с помощью этой технологии может осуществляться разными способами, в зависимости от базового материала. Например, алюминиевые детали обрабатываются с применением чистого олова, в котором отсутствуют примеси. При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов:
Обработка поверхностей из металла с помощью этой технологии может осуществляться разными способами, в зависимости от базового материала. Например, алюминиевые детали обрабатываются с применением чистого олова, в котором отсутствуют примеси. При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов:
- Олово и оловянные сплавы. Если в сплаве содержится в большом количестве медь, это способствует повышению твердости, но при этом снижается пластичность. Если в сплаве содержится много сурьмы или мышьяка, то это сказывается на хрупкости элемента. Существуют самые разные сплавы, применяющиеся при технологии лужения, при этом каждый из них имеет отличия по сфере применения. Для продукции из сферы пищевой промышленности используются сплавы с оловом, железом, никелем. Сплавы на основе олова, свинца и цинка применяются для лужения стальных заготовок.
- Хлористый цинк.
 Применяется в качестве флюса при пайке и лужении.
Применяется в качестве флюса при пайке и лужении. - Двухлористое олово. Данный компонент является базовым при лужении с помощью электрохимического способа.
 Применяется в качестве флюса при пайке и лужении.
Применяется в качестве флюса при пайке и лужении.Горячие технологии
Технология, при которой используется способ погружения или метод растирания. В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли.
Гальваническая технология
При этой технологии облуживание осуществляется в кислых и щелочных электролитах. Для работ применяется электрический ток, что сказывается на затратности процесса. Однако, при таком способе наносимый сплав прочно сцепляется с поверхностью металла. Слой олова получается равномерным и ровным, возможно создание покрытий с необходимой толщиной, обеспечение низкой пористости слоя.
В процессе наплавки возможно применение наплавок для металла различного типа. Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Лужение металла
- Материалы, применяемые при лужении
- Инструменты и посуда для лужения
- Оборудование для лужения
- Подготовка изделий к лужению
- Горячее лужение растиранием и погружением
- Гальваническое лужение в щелочных электролитах
- Гальваническое лужение в кислых электролитах
Лужением называется операция покрытия поверхностей металлических изделий тонким слоем припоя, который представляет собой олово или сплав на оловянной основе. Образующийся на поверхности изделий тонкий слой олова или сплава на оловянной основе принято называть полудой.
Лужение широко применяется в производстве различных металлических изделий, используемых в радиотехнической, электротехнической, авиационной и других отраслях промышленности. Лужению подвергают изделия, идущие для приготовления и хранения пищи (кастрюли, ведра, тазы, молочные бидоны, консервные банки, пастеризационные аппараты, части сепараторов и т. п.). Операция лужения является подготовительной операцией перед заливкой подшипников баббитом, перед паянием изделий и изготовлением изделий с фальцевыми швами.
Основным условием лужения является покрытие поверхности изделий сплошным и непроницаемым слоем олова или сплава на оловянной основе. Олово является хорошим защитником металла от коррозии, пока не: поврежден слой олова, покрывающий поверхность изделий.
Луженые изделия хорошо выдерживают деформацию, изгибы и перегибы, не обнаруживая повреждений.
Лужение осуществляют в основном двумя методами: горячим и гальваническим.
Горячее лужение выполняют двумя способами: растиранием и погружением. Эти два способа горячего лужения являются наиболее давними и широко применяющимися до сих пор. Применение горячего лужения позволяет обходиться без электрического тока, специальных ванн и растворов-электролитов.
Эти два способа горячего лужения являются наиболее давними и широко применяющимися до сих пор. Применение горячего лужения позволяет обходиться без электрического тока, специальных ванн и растворов-электролитов.
Одним из существенных недостатков горячего лужения является трудность, а иногда и невозможность получить в процессе лужения равномерный беспористый слой металла.
Толщина слоя горячего лужения часто колеблется в очень больших пределах. Изделия неправильной формы с глубокими рельефами покрываются неравномерно, разница в толщине покрытия отдельных участков поверхности бывает значительной. Вследствие этого количество олова, расходуемого на покрытие различного рода изделий, бывает очень велико, кроме того, получается значительный угар олова. К недостаткам горячего лужения относится также трудность удаления посторонних примесей, загрязняющих расплавленный металл.
Вследствие неравномерной толщины слоя, образования утолщений и наплывов на отдельных участках поверхности, лужение горячим способом изделий с узкими отверстиями, с мелкой нарезкой и т.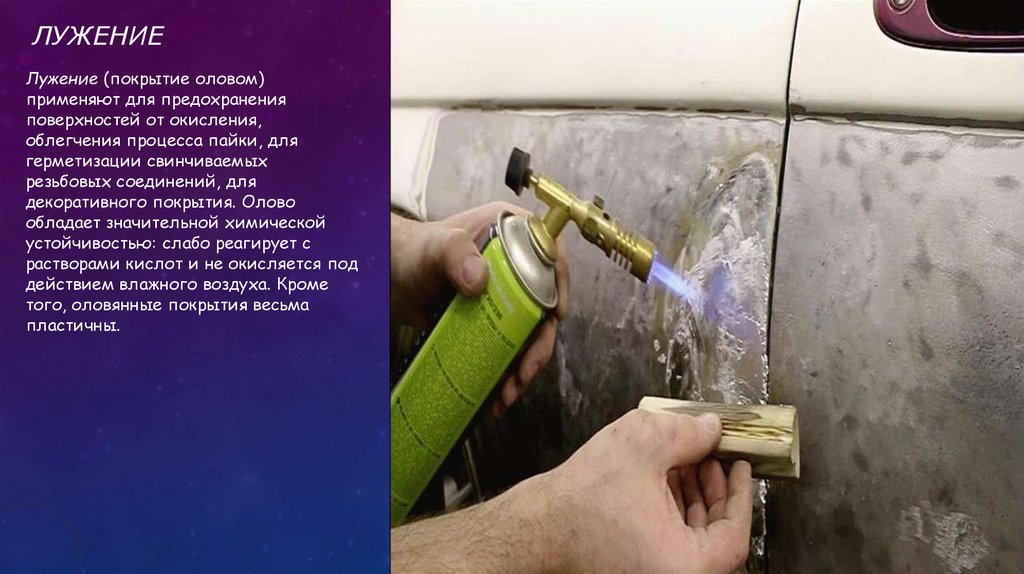 д. весьма затруднительно, а часто совершенно невозможно.
д. весьма затруднительно, а часто совершенно невозможно.
Горячее лужение широко применяется при изготовлении изделий с внутренними закатанными швами (ведра, тазы, бидоны и т. п.). При этом расплавленное олово, заполняя отверстия и закаты швов, выполняют роль паяния и гарантирует полную герметичность изделий.
Гальваническое лужение осуществляется двумя способами: в кислых электролитах и в щелочных электролитах.
Гальваническое лужение применяют широко, так как оно обеспечивает высокую прочность сцепления покрытия с основным металлом или сплавом на оловянной основе, позволяет получать равномерную и любую заданную толщину покрытия даже на изделиях сложной формы, а также малую пористость покрытия. Большой рассеивающей и кроющей способностью обладают щелочные электролиты, которые применяются для покрытия изделий сложной формы.
Гальваническое лужение по сравнению с горячим лужением является более экономичным по расходу олова или сплавов на оловянной основе. К недостаткам гальванического лужения относятся: применение ванн специального устройства и более высокая квалификация рабочих. Кроме того, к недостаткам гальванического лужения в щелочных электролитах следует отнести сложность приготовления электролита и неустойчивость состава раствора, что требует постоянного наблюдения и ухода за ванной и анодами.
Кроме того, к недостаткам гальванического лужения в щелочных электролитах следует отнести сложность приготовления электролита и неустойчивость состава раствора, что требует постоянного наблюдения и ухода за ванной и анодами.
Как используется лужение и каковы его преимущества?
Джейн Макмаллен 1 февраля 2022 г.
Что такое лужение?
Лужение, также известное как лужение, представляет собой промышленный процесс металлизации, во время которого поверхность металлических предметов покрывается тонким слоем олова. Этот процесс может быть применен к целому ряду металлов, таких как железо, медь или сталь. После нанесения олова на этот металлический базовый элемент полученный материал обычно называют белой жестью.
Для чего используется лужение?
Лужение широко используется для гальванопокрытий в ряде отраслей промышленности, включая электронику, аэрокосмическую промышленность, производство ювелирных изделий, но, возможно, наиболее распространенным применением раствора для лужения являются жестяные банки, которые широко используются для хранения пищевых продуктов. Процесс лужения также используется при изготовлении кастрюль, сковородок и другой посуды, известной как жестяная посуда, а также при производстве электронных деталей и компонентов.
Процесс лужения также используется при изготовлении кастрюль, сковородок и другой посуды, известной как жестяная посуда, а также при производстве электронных деталей и компонентов.
Как работает процесс лужения?
Два метода отделки металла, используемые производителями для создания луженых изделий, — это горячее погружение и гальваническое покрытие. Горячее погружение, более старый метод, представляет собой процесс погружения металлического предмета в чистое расплавленное олово.
Альтернативой этому является покрытие объекта с помощью процесса оловянного гальванического покрытия, и именно этот процесс мы используем в Dorsetware. При гальванике олова покрываемый объект помещают в емкость, содержащую раствор одной или нескольких солей олова, растворенных в воде. Затем через воду пропускают электрический ток, который заставляет ионы олова притягиваться к металлическому предмету, создавая тонкое покрытие из олова. Затем металл с гальваническим покрытием кратковременно нагревают выше точки плавления олова, в результате чего поверхность становится гладкой и блестящей.
Каковы преимущества лужения?
Использование гальванического раствора олова имеет много преимуществ, некоторые из которых включают:
- Коррозионную стойкость
Гальваническое покрытие оловом — отличный метод защиты таких металлов, как железо или сталь, от коррозии. Тонкий слой олова на поверхности этих металлов может помочь предотвратить окисление и продлить срок службы ваших продуктов. Хотя цинкование также часто используется для борьбы с коррозией, известно, что цинк слишком токсичен для использования в пищевых или медицинских целях, поэтому лужение является идеальным решением для таких отраслей промышленности.
- Проводимость
Лужение может не только защищать другие металлы, поскольку оно также обеспечивает хорошую, чистую контактную поверхность, которая создает оптимальную поверхность для проведения электрических токов. Это делает блестящее кислотное олово идеальной металлической отделкой для электроники, проводки и кабелепроводов.
- Возможность пайки
Еще одно большое преимущество лужения заключается в том, что оно может улучшить паяемость металлического предмета, облегчая его сварку с другой поверхностью.
- Стоимость
И последнее, но не менее важное: гальваническое покрытие оловом является гораздо менее дорогим решением для металлизации, особенно по сравнению с другими металлами, такими как покрытие золотом или серебром.
В компании Dorsetware мы являемся экспертами в отрасли гальванического покрытия и обработки металлов и полностью аккредитованы для предоставления услуг по гальваническому покрытию блестящим кислотным оловом любых запрашиваемых предметов или продуктов. Узнайте больше о том, что наша команда может сделать для вас в нашем руководство по блестящему кислотному лужению .
Если вы хотите узнать больше о процессе лужения или узнать о наших услугах по лужению ярким кислотным покрытием, свяжитесь с компанией Dorsetware по телефону 01202 677939 или воспользуйтесь нашей контактной формой онлайн и Мы будем рады помочь.
Лужение – это процесс изготовления белой жести, состоящей из листов железа или стали, тонко покрытых оловом путем погружения в ванну с расплавленным металлом. Следовательно, процесс более точно описывается как горячее лужение . Это делается для того, чтобы железо не ржавело. Еще один метод – гальваника. Дополнительные рекомендуемые знания
Введение Терне-плита — аналогичное изделие, но ванна не из олова, а из смеси олова и свинца, причем последний металл составляет от 7,59% всего; у него нет яркого блеска белой жести, откуда и происходит его название, от terne, тусклый, потускневший. Листы, используемые в производстве, известны как черные плиты и теперь изготавливаются из стали, либо из бессемеровской, либо из мартеновской. История Производство белой жести долгое время было монополией Богемии, но около 1620 г. эта отрасль распространилась на Саксонию. В 1665 году Эндрю Яррантону (1616–1684), английскому инженеру и агроному, было поручено отправиться в Саксонию и, если возможно, изучить применяемые методы. ПроцессыСуществует два процесса лужения черных пластин: горячее погружение и гальваническое покрытие. Гальваника При гальванике покрываемый предмет помещают в контейнер, содержащий раствор одной или нескольких солей олова. Изделие подключается к электрической цепи, образуя катод (отрицательный) цепи, в то время как электрод, как правило, из того же металла, на который наносится покрытие, образует анод (положительный). Горячее погружение В процессе горячего погружения, который является более старым, пластины после надлежащего отжига очищаются песком и водой и попеременно травятся в разбавленной серной кислоте до тех пор, пока они не станут идеально чистыми и блестящими. Затем их промывают в воде и после кипячения в пальмовом масле для удаления всех следов кислоты и воды погружают в ванну с расплавленным оловом, покрытым маслом для предотвращения окисления. Затем их переносят во вторую ванну, содержащую более чистое олово, чем в первой. После этого их протирают пеньковой резиной и погружают в третью ванну, содержащую чистейшее олово из всех; затем их пропускают через валки для отделки поверхности и регулирования толщины покрытия. По мере того как олово в третьей ванне сплавляется с железом после операции, его удаляют во вторую, заменяя чистым свежим оловом; и точно так же металл второго, по мере увеличения в нем количества железа, переходит в первый.  |
 Раньше использовалось железо двух сортов: коксовое и угольное; последние, будучи лучше, получили более тяжелое покрытие из олова, и это обстоятельство является источником терминов коксовые пластины и угольные пластины, которыми до сих пор обозначают качество белой жести, хотя железо больше не используется. Белая жесть расходуется в огромных количествах на изготовление жестяных банок, в которые упаковываются мясные консервы, рыба, фрукты, печенье, папиросы и многие другие продукты, а также на разного рода домашнюю утварь, изготовляемую жестянщиком или серебряником; Терне-тарелки, которые начали производить в Англии примерно в середине 19века широко используются в Соединенных Штатах для кровельных работ.
Раньше использовалось железо двух сортов: коксовое и угольное; последние, будучи лучше, получили более тяжелое покрытие из олова, и это обстоятельство является источником терминов коксовые пластины и угольные пластины, которыми до сих пор обозначают качество белой жести, хотя железо больше не используется. Белая жесть расходуется в огромных количествах на изготовление жестяных банок, в которые упаковываются мясные консервы, рыба, фрукты, печенье, папиросы и многие другие продукты, а также на разного рода домашнюю утварь, изготовляемую жестянщиком или серебряником; Терне-тарелки, которые начали производить в Англии примерно в середине 19века широко используются в Соединенных Штатах для кровельных работ. По его собственным словам, с ним обошлись очень вежливо и позволили увидеть весь процесс. По его возвращении в Англию его друзья предприняли производство в экспериментальном масштабе, но, хотя они и добились успеха, им пришлось отказаться от него, потому что их метод стал известен, а патент на него был сфабрикован конкурентом, который, однако, из-за отсутствия техническое мастерство было не в состоянии работать с ним. Полвека спустя производство было возрождено майором Джоном Хэнбери (1664-1734) в Понтипуле; метод прокатки железных листов с помощью цилиндров, который, как говорят, был изобретен им, позволил производить более однородные черные листы, чем это было возможно при старом методе ковки, и, как следствие, английская жесть была признана превосходящей немецкую. . В течение следующих ста лет или около того эта промышленность неуклонно распространялась в Англии и Уэльсе, а после 1834 года ее расширение было быстрым, особенно в Уэльсе, когда Великобритания стала главным источником мировых поставок.
По его собственным словам, с ним обошлись очень вежливо и позволили увидеть весь процесс. По его возвращении в Англию его друзья предприняли производство в экспериментальном масштабе, но, хотя они и добились успеха, им пришлось отказаться от него, потому что их метод стал известен, а патент на него был сфабрикован конкурентом, который, однако, из-за отсутствия техническое мастерство было не в состоянии работать с ним. Полвека спустя производство было возрождено майором Джоном Хэнбери (1664-1734) в Понтипуле; метод прокатки железных листов с помощью цилиндров, который, как говорят, был изобретен им, позволил производить более однородные черные листы, чем это было возможно при старом методе ковки, и, как следствие, английская жесть была признана превосходящей немецкую. . В течение следующих ста лет или около того эта промышленность неуклонно распространялась в Англии и Уэльсе, а после 1834 года ее расширение было быстрым, особенно в Уэльсе, когда Великобритания стала главным источником мировых поставок. В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт. В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок.
В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт. В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок. Когда через цепь проходит электрический ток, ионы металлов в растворе притягиваются к предмету.
Когда через цепь проходит электрический ток, ионы металлов в растворе притягиваются к предмету.