

Содержание
Лужение металла
- Материалы, применяемые при лужении
- Инструменты и посуда для лужения
- Оборудование для лужения
- Подготовка изделий к лужению
- Горячее лужение растиранием и погружением
- Гальваническое лужение в щелочных электролитах
- Гальваническое лужение в кислых электролитах
Лужением называется операция покрытия поверхностей металлических изделий тонким слоем припоя, который представляет собой олово или сплав на оловянной основе. Образующийся на поверхности изделий тонкий слой олова или сплава на оловянной основе принято называть полудой.
Лужение широко применяется в производстве различных металлических изделий, используемых в радиотехнической, электротехнической, авиационной и других отраслях промышленности. Лужению подвергают изделия, идущие для приготовления и хранения пищи (кастрюли, ведра, тазы, молочные бидоны, консервные банки, пастеризационные аппараты, части сепараторов и т. п.). Операция лужения является подготовительной операцией перед заливкой подшипников баббитом, перед паянием изделий и изготовлением изделий с фальцевыми швами.
п.). Операция лужения является подготовительной операцией перед заливкой подшипников баббитом, перед паянием изделий и изготовлением изделий с фальцевыми швами.
Основным условием лужения является покрытие поверхности изделий сплошным и непроницаемым слоем олова или сплава на оловянной основе. Олово является хорошим защитником металла от коррозии, пока не: поврежден слой олова, покрывающий поверхность изделий.
Луженые изделия хорошо выдерживают деформацию, изгибы и перегибы, не обнаруживая повреждений.
Лужение осуществляют в основном двумя методами: горячим и гальваническим.
Горячее лужение выполняют двумя способами: растиранием и погружением. Эти два способа горячего лужения являются наиболее давними и широко применяющимися до сих пор. Применение горячего лужения позволяет обходиться без электрического тока, специальных ванн и растворов-электролитов.
Одним из существенных недостатков горячего лужения является трудность, а иногда и невозможность получить в процессе лужения равномерный беспористый слой металла.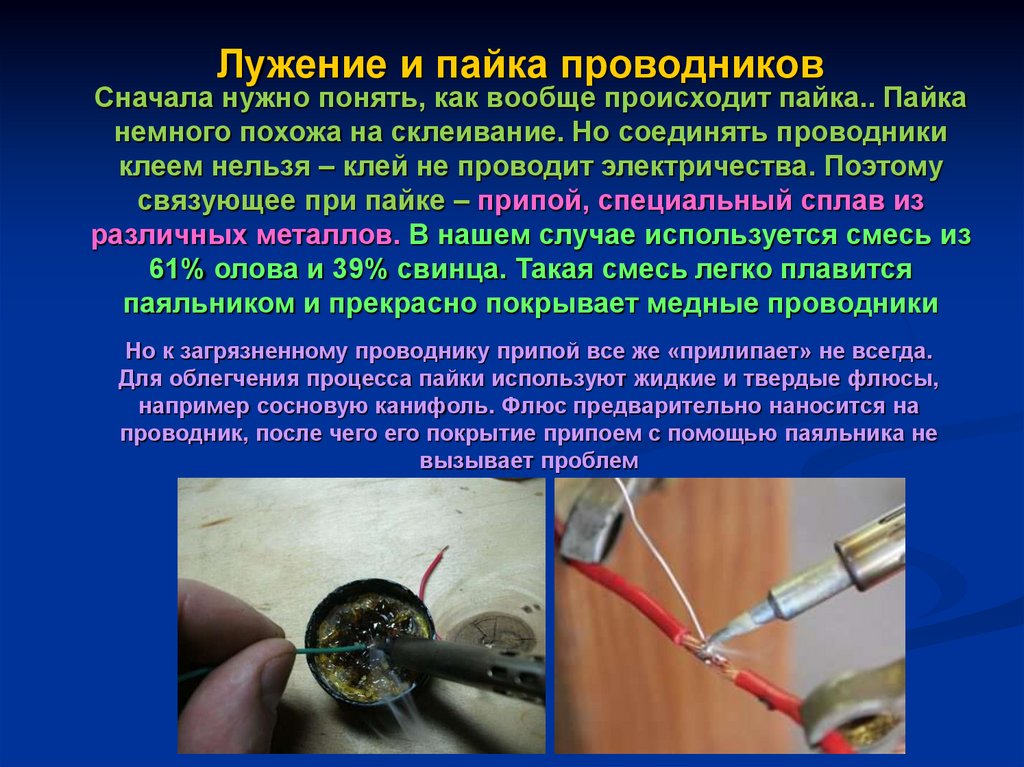
Толщина слоя горячего лужения часто колеблется в очень больших пределах. Изделия неправильной формы с глубокими рельефами покрываются неравномерно, разница в толщине покрытия отдельных участков поверхности бывает значительной. Вследствие этого количество олова, расходуемого на покрытие различного рода изделий, бывает очень велико, кроме того, получается значительный угар олова. К недостаткам горячего лужения относится также трудность удаления посторонних примесей, загрязняющих расплавленный металл.
Вследствие неравномерной толщины слоя, образования утолщений и наплывов на отдельных участках поверхности, лужение горячим способом изделий с узкими отверстиями, с мелкой нарезкой и т. д. весьма затруднительно, а часто совершенно невозможно.
Горячее лужение широко применяется при изготовлении изделий с внутренними закатанными швами (ведра, тазы, бидоны и т. п.). При этом расплавленное олово, заполняя отверстия и закаты швов, выполняют роль паяния и гарантирует полную герметичность изделий.
Гальваническое лужение осуществляется двумя способами: в кислых электролитах и в щелочных электролитах.
Гальваническое лужение применяют широко, так как оно обеспечивает высокую прочность сцепления покрытия с основным металлом или сплавом на оловянной основе, позволяет получать равномерную и любую заданную толщину покрытия даже на изделиях сложной формы, а также малую пористость покрытия. Большой рассеивающей и кроющей способностью обладают щелочные электролиты, которые применяются для покрытия изделий сложной формы.
Гальваническое лужение по сравнению с горячим лужением является более экономичным по расходу олова или сплавов на оловянной основе. К недостаткам гальванического лужения относятся: применение ванн специального устройства и более высокая квалификация рабочих. Кроме того, к недостаткам гальванического лужения в щелочных электролитах следует отнести сложность приготовления электролита и неустойчивость состава раствора, что требует постоянного наблюдения и ухода за ванной и анодами.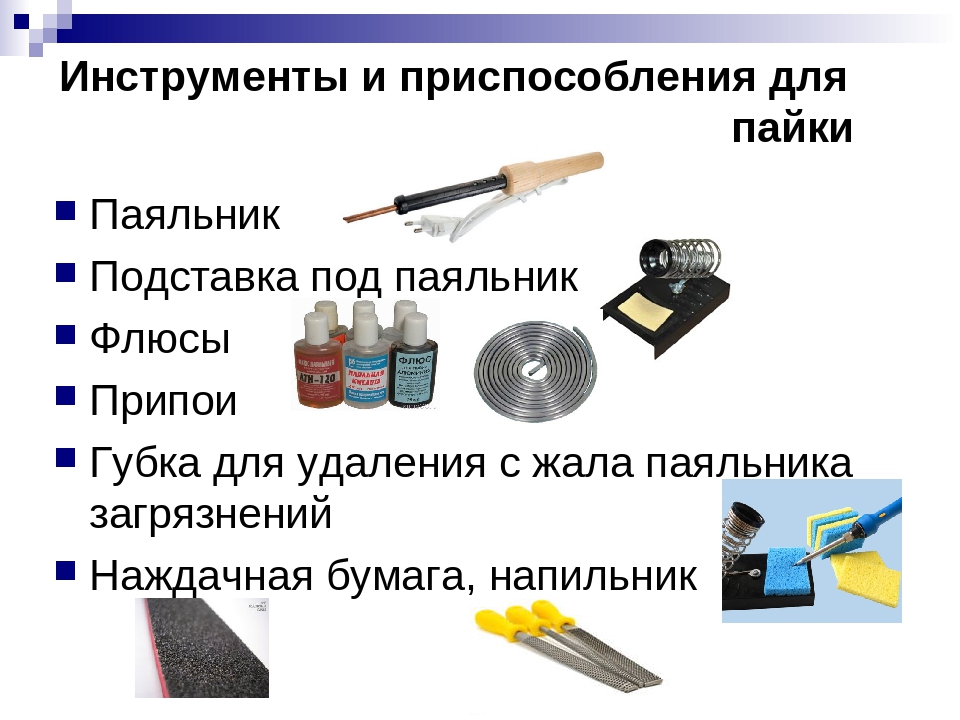
Лужение | это… Что такое Лужение?
(Etamage, Verzinnen). — Многие металлы, особенно медь и железо, легко окисляются с поверхности от действия кислот щелочей и даже атмосферного воздуха. Для защиты металла от окисления поверхность его покрывают другим металлом, лучше противостоящим этому действию. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а самый слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления. Кроме того, при Л. домашней посуды необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, как, напр., свинца, цинка и др. Но так как полуда, содержащая свинец, обходится гораздо дешевле и из опытов обнаружено, что она более продолжительное время защищает металл от ржавчины, поэтому в некоторых случаях, когда ядовитость примесей не имеет значения, некоторая прибавка свинца к олову применяется с успехом. В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л. кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом.
В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л. кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом. Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л.
Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей.
приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей. Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л.
Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий.
погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
А. Ржешотарский. Δ.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон.
1890—1907.
Лужение – это процесс изготовления белой жести, состоящей из листов железа или стали, тонко покрытых оловом путем погружения в ванну с расплавленным металлом. Дополнительные рекомендуемые знания
Введение Терне-плита — аналогичное изделие, но ванна не из олова, а из смеси олова и свинца, причем последний металл составляет от 7,59% всего; у него нет яркого блеска белой жести, откуда и происходит его название, от terne, тусклый, потускневший. Листы, используемые в производстве, известны как черные плиты и теперь изготавливаются из стали, либо из бессемеровской, либо из мартеновской. Раньше использовалось железо двух сортов: коксовое и угольное; последние, будучи лучше, получили более тяжелое покрытие из олова, и это обстоятельство является источником терминов коксовые пластины и угольные пластины, которыми до сих пор обозначают качество белой жести, хотя железо больше не используется. История Производство белой жести долгое время было монополией Богемии, но около 1620 г. эта отрасль распространилась на Саксонию. В 1665 году Эндрю Яррантону (1616–1684), английскому инженеру и агроному, было поручено отправиться в Саксонию и, если возможно, изучить применяемые методы. По его собственным словам, с ним обошлись очень вежливо и позволили увидеть весь процесс. По его возвращении в Англию его друзья предприняли производство в экспериментальном масштабе, но, хотя они и добились успеха, им пришлось отказаться от него, потому что их метод стал известен, а патент на него был сфабрикован конкурентом, который, однако, из-за отсутствия техническое мастерство было не в состоянии работать с ним. ПроцессыСуществует два процесса лужения черных пластин: горячее погружение и гальваническое покрытие. ГальваникаПри гальваническом покрытии изделие помещают в контейнер, содержащий раствор одной или нескольких солей олова. Изделие подключается к электрической цепи, образуя катод (отрицательный) цепи, в то время как электрод, как правило, из того же металла, на который наносится покрытие, образует анод (положительный). Когда электрический ток проходит через цепь, ионы металлов в растворе притягиваются к предмету. Горячее погружение В процессе горячего погружения, который является более старым, пластины после надлежащего отжига очищаются песком и водой и попеременно травятся в разбавленной серной кислоте до тех пор, пока они не станут идеально чистыми и блестящими. В эту статью включен текст из Encyclopædia Britannica Одиннадцатое издание , публикации, которая сейчас находится в общественном достоянии. | |
| Эта статья находится под лицензией GNU Free Documentation License. Он использует материал из статьи Википедии «Лудирование». Список авторов есть в Википедии. |
 Следовательно, процесс более точно описывается как горячее лужение погружением . Это делается для того, чтобы железо не ржавело. Еще один метод – гальваника.
Следовательно, процесс более точно описывается как горячее лужение погружением . Это делается для того, чтобы железо не ржавело. Еще один метод – гальваника. Белая жесть расходуется в огромных количествах на изготовление жестяных банок, в которые упаковываются мясные консервы, рыба, фрукты, печенье, папиросы и многие другие продукты, а также на разного рода домашнюю утварь, изготовляемую жестянщиком или серебряником; Терне-тарелки, которые начали производить в Англии примерно в середине 19века широко используются в Соединенных Штатах для кровельных работ.
Белая жесть расходуется в огромных количествах на изготовление жестяных банок, в которые упаковываются мясные консервы, рыба, фрукты, печенье, папиросы и многие другие продукты, а также на разного рода домашнюю утварь, изготовляемую жестянщиком или серебряником; Терне-тарелки, которые начали производить в Англии примерно в середине 19века широко используются в Соединенных Штатах для кровельных работ. Полвека спустя производство было возрождено майором Джоном Хэнбери (1664-1734) в Понтипуле; метод прокатки железных листов с помощью цилиндров, который, как говорят, был изобретен им, позволил производить более однородные черные листы, чем это было возможно при старом методе ковки, и, как следствие, английская жесть была признана превосходящей немецкую. . В течение следующих ста лет или около того эта промышленность неуклонно распространялась в Англии и Уэльсе, а после 1834 года ее расширение было быстрым, особенно в Уэльсе, когда Великобритания стала главным источником мировых поставок. В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт.
Полвека спустя производство было возрождено майором Джоном Хэнбери (1664-1734) в Понтипуле; метод прокатки железных листов с помощью цилиндров, который, как говорят, был изобретен им, позволил производить более однородные черные листы, чем это было возможно при старом методе ковки, и, как следствие, английская жесть была признана превосходящей немецкую. . В течение следующих ста лет или около того эта промышленность неуклонно распространялась в Англии и Уэльсе, а после 1834 года ее расширение было быстрым, особенно в Уэльсе, когда Великобритания стала главным источником мировых поставок. В том году ее общий объем производства составил 180 000 ящиков по 108 фунтов (около 50 кг, в Америке ящик 100 фунтов), в 1848 г. — 420 000 ящиков, в 1860 г. — 1 700 000 ящиков. Но впоследствии прогресс был быстрым, и добыча, составлявшая в 189 г. около 2 236 000 фунтов1, к 1900 году увеличился до более чем 849 000 000 фунтов, из которых более 141 000 000 фунтов приходилось на терновые пластины. Общий объем импорта в том году составил всего 135 264 881 фунт. В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок.
В последующие годы снова произошел спад производства в Америке, и в 1907 г. работало только 20% американских заводов по производству белой жести, в то время как британское производство достигло 14 миллионов коробок. Затем их промывают в воде и после кипячения в пальмовом масле для удаления всех следов кислоты и воды погружают в ванну с расплавленным оловом, покрытым маслом для предотвращения окисления. Затем их переносят во вторую ванну, содержащую более чистое олово, чем в первой. После этого их протирают пеньковой резиной и погружают в третью ванну, содержащую чистейшее олово из всех; затем их пропускают через валки для отделки поверхности и регулирования толщины покрытия. По мере того как олово в третьей ванне сплавляется с железом после операции, его удаляют во вторую, заменяя чистым свежим оловом; и точно так же металл второго, по мере того как в нем увеличивается количество железа, переходит в первый. В кислотном процессе требуется только одна ванна с оловом. Расплавленный металл покрывают слоем солянокислого цинка, который действует как флюс, и с помощью валков листы пропускают через него вниз в жесть, чтобы вывести в другой точке ванны, где есть слой масла на поверхности.
Затем их промывают в воде и после кипячения в пальмовом масле для удаления всех следов кислоты и воды погружают в ванну с расплавленным оловом, покрытым маслом для предотвращения окисления. Затем их переносят во вторую ванну, содержащую более чистое олово, чем в первой. После этого их протирают пеньковой резиной и погружают в третью ванну, содержащую чистейшее олово из всех; затем их пропускают через валки для отделки поверхности и регулирования толщины покрытия. По мере того как олово в третьей ванне сплавляется с железом после операции, его удаляют во вторую, заменяя чистым свежим оловом; и точно так же металл второго, по мере того как в нем увеличивается количество железа, переходит в первый. В кислотном процессе требуется только одна ванна с оловом. Расплавленный металл покрывают слоем солянокислого цинка, который действует как флюс, и с помощью валков листы пропускают через него вниз в жесть, чтобы вывести в другой точке ванны, где есть слой масла на поверхности.
Что такое лужение? — Аэрокосмические металлы
Олово — мягкий серебристо-белый металл, который к тому же очень гибкий. Благодаря этой более высокой гибкости олово можно формовать и растягивать в самые разные формы, оставаясь при этом целым и не растрескиваясь.
Более того, олово также нетоксично, устойчиво к коррозии и обладает высокой электропроводностью.
Таким образом, лужение может быть нанесено на несколько различных материалов, таких как обычная сталь, нержавеющая сталь, медь, латунь, алюминий и цинковое литье под давлением.
Когда вы принимаете во внимание все эти атрибуты и области применения, становится ясно, почему лужение очень распространено в таких отраслях, как электроника, судоходство, оборудование, солнечная энергия и даже пищевая промышленность. Кроме того, олово также используется промышленными производителями, поскольку оно дает несколько значительных преимуществ.
Кроме того, олово также используется промышленными производителями, поскольку оно дает несколько значительных преимуществ.
Преимущества лужения
- Низкая стоимость
Олово очень дешево по сравнению с другими металлами. Производители всегда будут выбирать лужение вместо различных типов покрытия, поскольку оно в равной степени допустимо, но за небольшую часть стоимости. Естественно, иногда лужение может быть менее эффективным, чем другие формы покрытия, но разница очень минимальна, что по-прежнему делает лужение предпочтительным методом.
- Качественная защита
Лужение часто используется в качестве полезной меры против коррозии, окисления и эрозии при воздействии окружающей среды. Другие металлы, такие как медь, реагируют недостаточно. Тонкий слой олова предотвращает это и увеличивает общий срок службы изделия. То же самое касается многих других материалов.
- Чистый контакт
Помимо защиты других металлов, оловянные покрытия также обеспечивают хорошую и чистую контактную поверхность, оптимальную для проведения электричества. Вот почему лужение часто используется для проводников, поскольку оно предотвращает окисление, которое может снизить уровень проводимости, которым они обладают.
Вот почему лужение часто используется для проводников, поскольку оно предотвращает окисление, которое может снизить уровень проводимости, которым они обладают.
Процесс блестящего лужения
Надлежащее лужение, предоставляемое Aerospace Metals, включает 99,5% олова, и в результате получается блестящее серебристое покрытие. Этот процесс дает те же результаты, что и обычное лужение, но поверхность становится намного более блестящей и, следовательно, более полезной для украшения, а также для практического использования.
Этот тип покрытия чаще всего используется для обеспечения превосходной паяемости и надежной защиты от коррозии на всех видах поверхностей. Очень характерно использовать лужение в самых разных отраслях промышленности, от производства печатных плат до многих аспектов пищевой промышленности и вплоть до декоративных целей.
Компания Aerospace Metals использует олово типа I или электроосажденное олово из-за его экономической эффективности при лужении.
