

Содержание
3А130 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станка полуавтомата 3А130
Производитель круглошлифовального станка полуавтомата 3А130 — Лубенский станкостроительный завод «Коммунар».
Завод «Феникс» основан в 1915 году и в 1918 году получил наименование «Коммунар».
С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенским станкостроительным заводом Коммунар
- 3А130 — станок круглошлифовальный универсальный полуавтомат Ø 280 × 700
- 3А423 — станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600
- 3В423 — станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600
- 3Д4230 — станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600
- 3М131 (3М132, 3М133) — станок круглошлифовальный универсальный полуавтомат Ø 280 × 700
- 3М174 (3М173) — станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000
- 3М175 — станок круглошлифовальный универсальный полуавтомат Ø 400 × 2800
- 3У131 — станок круглошлифовальный универсальный полуавтомат Ø 280 × 700
- 3У132 — станок круглошлифовальный универсальный полуавтомат Ø 280 × 1000
- 3У133 — станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400
- 3У142 — станок круглошлифовальный универсальный полуавтомат Ø 400 × 1000
- 3У143 — станок круглошлифовальный универсальный полуавтомат Ø 400 × 1400
- 3У144 — станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000
- 3131 — станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400
3А130 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат.
 Назначение и область применения
Назначение и область применения
Круглошлифовальный станок 3А130 спроектирован на базе станка 3130 и был заменен на более совершенные модели 3у131 (3у132, 3у133) и 3м131 (3м132, 3м133).
Станки 3А130 предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках 3А130, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- врезное шлифование до упора при полуавтоматическом цикле работы.
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
На станках этой модели предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3А130 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Общий вид круглошлифовального станка 3А130
Фото круглошлифовального станка 3а130
Гидравлическая схема круглошлифовального станка 3А130
Гидравлическая схема круглошлифовального станка 3а130
1. Гидравлическая схема круглошлифовального станка 3А130. Смотреть в увеличенном масштабе
2. Гидравлическая схема круглошлифовального станка 3А130. Смотреть в увеличенном масштабе
3. Гидравлическая схема круглошлифовального станка 3А130. Смотреть в увеличенном масштабе
Гидравлическая схема круглошлифовального станка 3А130
- предохранительный клапан
- насос
- фильтр
- плунжер выключения механизма ручного перемещения стола
- крановый распределитель
- распределитель
- гидроцилиндр перемещения стола
- распределитель
- гидроцилиндр устранения зазора в винтовой паре
- рычаг реверса
- обратный клапан
- гидроцилиндр быстрого подвода шлифовальной бабки
- обратный клапан
- гидроцилиндр пиноли задней бабки
- крановый распределитель
- распределитель
- крановый распределитель
- гидроцилиндр механизма периодической подачи шлифовальной бабки
- храповое колесо
- обратный клапан
- распределитель
- распределитель
- распределитель
- крановый распределитель
- обратный клапан
- дроссель
- крановый распределитель
- дроссель
- а, б, в — камеры
- г, д — каналы
Описание гидропривода круглошлифовального станка модели 3А130
Работой гидросистемы (рис. 31) управляет с помощью гидропанели ГШУ, которая дает возможность производить:
31) управляет с помощью гидропанели ГШУ, которая дает возможность производить:
- включение и выключение перемещения стола
- изменение направления и скорости перемещения стола
- наладочные перегоны стола с требуемой скоростью без нарушения регулировки выбранного режима шлифования
- быстрый подвод и отвод шлифовальной бабки
- автоматическую подачу шлифовальной бабки на изделие в момент реверса стола
Выключение механизма ручного перемещения стола. При включении гидравлического перемещения стола механизм ручного перемещения автоматически выключается. Это достигается тем, что при переводе рукоятки кранового распределителя 24 в положение «Пуск» (показано на рис. 31) масло через крановый распределитель 5 поступает под плунжер 4, который, перемещаясь, выключает муфту.
Движение стола. Наклоном рукоятки крановый распределитель 24 устанавливается в положение, показанное па рис. 31. Если золотник распределителя 16 находится в правом положении, то масло поступает в левую полость распределителя 22, перемещая его золотник в правое положение, в результате чего поршень гидроцилиндра 7 вместе со столом перемещается вправо. Из правой полости цилиндра 7 масло вытесняется на слив через распределители 22, 16, 8, дроссель 26 или 28 в зависимости от положения рукоятки распределителя 27. Дроссель 28 используется для регулировки больших скоростей стола, а дроссель 26 — для регулировки малых скоростей, обычно используемых для правки круга.
Из правой полости цилиндра 7 масло вытесняется на слив через распределители 22, 16, 8, дроссель 26 или 28 в зависимости от положения рукоятки распределителя 27. Дроссель 28 используется для регулировки больших скоростей стола, а дроссель 26 — для регулировки малых скоростей, обычно используемых для правки круга.
Если переместить золотник распределителя 16 влево, то слив масла из правой полости цилиндра 7 прекратится и поршень остановится; одновременно масло из камеры а начнет поступать в правую полость распределителя 22. Золотник этого распределителя будет двигаться влево, и масло под давлением через проточки золотника попадет в правую полость цилиндра 7; поршень цилиндра со столом начнет двигаться влево. Для выключения гидравлического перемещения стола рукоятку следует повернуть влево; при этом крановый распределитель 24 закроет путь маслу к распределителям 22 и 16 и соединит полости цилиндра 7 перемещения стола. При таком положении рукоятки распределителя 24 возможно перемещение стола механизмом ручного перемещения.
Быстрый подвод и отвод шлифовальной бабки. Наклоном рукоятки «к себе» золотник распределителя 23 ставится в положение, показанное на рис. 31. Масло поступает в поршневую полость цилиндра 12 быстрого подвода шлифовальной бабки, перемещая поршень в левое положение до упора в крышку цилиндра. Замедление движения в конце хода достигается постепенным перекрыванием поршнем каналов г и д, через которые масло вытесняется из цилиндра 12 на слив.
Если золотник распределителя 23 переводится в другое крайнее положение, масло поступает через обратный клапан 13 в штоковую полость цилиндра 12 быстрого подвода шлифовальной бабки, передвигая поршень в правое положение.
При отведенной шлифовальной бабке, т. е. при правом положении поршня цилиндра 12, открывается канал и из штоковой полости цилиндра 12 масло через этот канал подается к другим элементам гидросистемы.
Устранение зазора в винтовой паре механизма подачи шлифовальной бабки производится посредством гидроцилиндра 9, шток которого упирается в угольник, закрепленный на шлифовальной бабке.
Перегоны стола. Масло из цилиндра 12 по каналу г через крановый распределитель 24 подается в левую полость распределителя 6 и в верхнюю полость распределителя 8. Золотник распределителя 6, смещаясь вправо, своей левой выточкой открывает путь маслу к среднему сечению кранового распределителя 5, а правой выточкой — путь маслу, сливаемому через правое сечение того же распределителя 5. Золотник распределителя Я, опустившись вниз, закроет слив масла через дроссель 26 (или 28), Если теперь наклонить рукоятку в любую сторону, то повернувшись, распределитель 5 своим левым сечением разобщит полости цилиндра 7, средним — откроет путь маслу к средней полости распределителя 22, а правым — откроет слив из полостей в распределителя 16. Сечением, вынесенным на рис. 31 вниз, крановый распределитель 5 откроет путь маслу под плунжер 4, который выключит механизм ручного перемещения стола.
Автоматическая подача шлифовальной бабки. Подачей управляет крановый распределитель 17: при положении «Отключено» подача отсутствует; при двух других положениях кранового распределителя подача осуществляется один раз за двойной ход стола при реверсе (только справа или только слева) и при четвертом положении — подача при каждом реверсе стола.
Периодическая подача производится с помощью гидроцилиндра 18. При перемещении поршня гидроцилиндра 18 собачка поворачивает колесо 19, а с ним и вал поперечной подачи. На рис. 31 показано положение кранового распределителя 17, соответствующего подаче при каждом реверсе стола.
Если при гидравлическом перемещении стола переключить рычаг 10 реверса, то в правую полость а распределителя 16 поступит масло под давлением. Поток масла устремится через левое сечение распределителя 17 и выточку золотника распределителя 21 под поршень гидроцилиндра 18, перемещая его до регулируемого упора. Через демпфер масло будет поступать в левую полость распределителя 21, медленно перемещая его золотник вправо. Во второй части своего пути, при реверсе стола, золотник закроет путь маслу от гидропанели к полости поршня механизма подач и своей выточкой сообщит эту полость со сливом. Под действием пружины поршень гидроцилиндра 18 переместится в левое положение.
Отвод пиноли задней бабки возможен при отведенной шлифовальной бабке, т. е. при наличии масла под давлением в канале г. Это масло подводится к крановому распределителю 15. Если нажать на педаль распределителя, то кран повернется, направив поток масла в цилиндр 14 пиноли задней бабки. Посредством рычага движение передается пиноли, которая, сжимая пружину, отходит.
е. при наличии масла под давлением в канале г. Это масло подводится к крановому распределителю 15. Если нажать на педаль распределителя, то кран повернется, направив поток масла в цилиндр 14 пиноли задней бабки. Посредством рычага движение передается пиноли, которая, сжимая пружину, отходит.
Гидропанель круглошлифовального станка 3А130
Гидропанель круглошлифовального станка 3а130
Схема электрическая принципиальная станка 3А130
Электрическая схема круглошлифовального станка 3а130
Схема электрическая принципиальная станка 3А130. Смотреть в увеличенном масштабе
Читайте также: Справочник заводов производителей шлифовальных станков
Технические характеристики станков 3А130
| Наименование параметра | 3130 | 3А130 | 3131 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | |||
| Наибольший диаметр обрабатываемого изделия, мм | 280 | 280 | 280 |
| Наибольшая длина устанавливаемого изделия — межцентровое расстояние (РМЦ), мм | 700 | 700 | 1400 |
| Наибольший диаметр обрабатываемого изделия при внутреннем шлифовании, мм | 100 | 100 | 100 |
| Диаметр изделия, шлифуемого в закрытом люнете, мм | 20. .100 .100 | 20..100 | |
| Диаметр изделия, шлифуемого в открытом люнете, мм | 10..60 | 8..60 | 8..60 |
| Наибольший диаметр шлифования без люнета, мм | 10..280 | ||
| Наибольшая длина наружного/ внутреннего шлифования, мм | 630/ 100 | 630/ 100 | |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 165 | 154 | 154 |
| Рабочий стол станка | |||
| Наибольшая продольное перемещения стола, мм | 775 | 675 | 1290 |
| Ручное ускоренное перемещение стола за один оборот маховика, мм | 24 | 24 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5 | 5 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 15 | 15 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 100. .6000 .6000 | ||
| Наибольший угол поворота верхнего стола по часовой стрелке/ против часовой стрелки, град | -6° +6° | -3° +11° | -2° +7° |
| Цена деления шкалы поворота верхнего стола, мин | 1° | 20′ | 15′ |
| Конусность (цена деления) | 1:100 | 1:100 | 1:200 |
| Шлифовальная бабка | |||
| Диаметр шлифовального круга, мм | 260..350 | 260..350 | 260..350 |
| Наибольшая ширина (высота) шлифовального круга, мм | 32 | 40 | 40 |
| Частота вращения шпинделя шлифовальной бабки, об/мин (количество скоростей) | 1800 | 1880, 2110 (2) | 1880, 2110 (2) |
| Скорость резания шлифовального круга, м/с | 34 | ||
| Наибольшее поперечное перемещение шлифовальной бабки по винту, мм | 275 | 236 | 236 |
| Ручная подача шлифовальной бабки на диметр изделия за один оборот маховичка, мм | 1 | 0,5/ 2 | 0,5/ 2 |
| Цена деления лимба ручной подачи шлифовальной бабки на диаметр изделия за один оборот маховичка, мм | 0,01 | 0,005/ 0,02 | 0,005/ 0,02 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | |
| Время быстрого подвода шлифовальной бабки, с | |||
| Периодическая подача шлифовальной бабки от механизма врезания при каждом реверсе стола, мм | 0,005.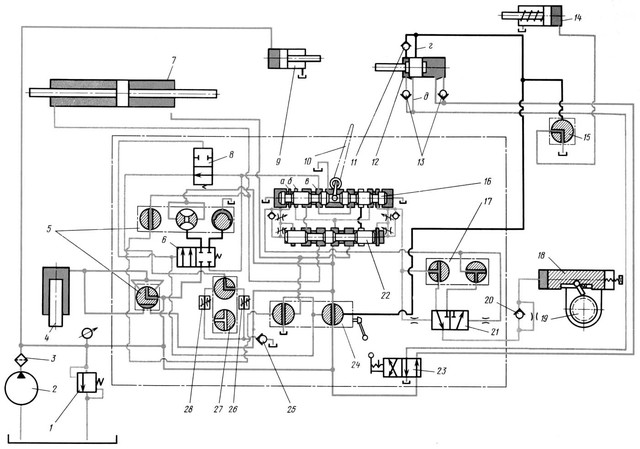 .0,08 .0,08 | 0,005..0,08 | |
| Ручная мелкая толчковая подача шлифовальной бабки на глубину шлифования, мм | 0,01 | 0,0025..0,01 | 0,0025..0,01 |
| Цена деления лимба перемещения бабки главного/ точной установки, мм | 0,005/ 0,005 | ||
| Поворот шлифовальной бабки, град | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота шлифовальной бабки, град | 1° | 1° | 1° |
| Приспособление для внутренней шлифовки | |||
| Диаметр шлифовального круга, мм | 10..25 | 20..30 | 20..30 |
| Наибольшая ширина (высота) шлифовального круга, мм | 13 | 16 | 16 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 10000 | 10000 | 10000 |
| Передняя бабка | |||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 80. .700 .700 | 50..400 | 50..400 |
| Размеры центра передней бабки | Конус Морзе 4 | Конус Морзе 4 | Конус Морзе 4 |
| Поворот передней бабки по часовой стрелке/ против часовой стрелки, град | 30°/90° | 30°/90° | |
| Задняя бабка | |||
| Размеры центра задней бабки | Конус Морзе 4 | Конус Морзе 4 | Конус Морзе 4 |
| Величина отвода пиноли задней бабки от руки, мм | 30 | 35 | 35 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35 | 35 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 6 | 6 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 2,8 (1420) | 4 (1450) | 4 (1450) |
| Электродвигатель шпинделя внутришлифовального, кВт (об/мин) | 1,0 (2860) | 1,1 (2830) | 1,1 (2830) |
| Электродвигатель привода изделия, кВт (об/мин) | 0,25 (350. .3000) .3000) | 0,76 (250..2500) | 0,76 (250..2500) |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,7 (1420) | 1,5 (950) | 1,5 (950) |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | |||
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | |||
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | |||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 1720 х 1490 | 3060 х 2000 х 1650 | 4990 х 2000 х 1650 |
| Масса станка с электрооборудованием и охлаждением, кг | 3600 | 3780 | 4600 |
- Альперович Т.
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Станок круглошлифовальный универсальный 3А130 | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок круглошлифовальный универсальный 3А130
Станок предназначен для наружного и внутреннего шлифования цилиндрических, конических поверхностей деталей при установке их в центрах, патронах в условиях единичного и мелкосерийного производства
Технические характеристики станка 3А130
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Наибольший диаметр обрабатываемой детали, мм | 280 |
| Наибольшая длина обрабатываемой детали, мм | 630 |
| Длина шлифования, мм | |
| ЧПУ | — |
Пределы частот вращения шпинделя Min/Max, об/мин. | — |
| Мощность, кВт | 4 |
| Габариты, мм | 3060_2000_1650 |
| Масса, кг | 3780 |
| Начало серийного выпуска, год | 1970 |
| Завод-производитель | Лубенский станкостроительный завод ШлифВерст, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный универсальный 3А130 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3А130 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный универсальный 3А130 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный универсальный 3А130 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный универсальный 3А130 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
-
-
-
В наличии
-
-
-
-
Не производится
Мустанг Наружная рулевая тяга (V8, Power, LH): C5ZZ-3A130-SPEC | Скотт Дрейк
Дом
/
Рулевое управление
/
- Наружная рулевая тяга (V8, силовая, левая): C5ZZ-3A130-SPEC
Внешний V8, гидроусилитель руля, левый
Приобретается поштучно / каждый
Артикул:
C5ZZ-3A130-SPEC
$73,16
Наружная рулевая тяга для двигателей V8 с гидроусилителем руля. Подходит только на левую сторону.
Подходит только на левую сторону.
Наружная рулевая тяга для двигателей V8 с гидроусилителем руля. Подходит только на левую сторону.
Спецификации продуктов
| Подходит для года | 1964 1/2 Форд Мустанг |
| Подходит для года | 1965 Форд Мустанг |
| Подходит для года | 1966 Форд Мустанг |
Запчасти для классического Мустанга
- Аксессуары
- Аудио и электроника
- Тормоза
- Бамперы
- Конвертируемые части
- Система охлаждения
- Наклейки и полосы
- Двери Части
- Электрика и освещение
- Эмблемы
- Двигатель
- Вытяжная система
- Топливная система
- решетка
- Аппаратное обеспечение
- Отопление и кондиционер
- Детали интерьера и обивка
- Ключи, замки и защелки
- Литература
- Зеркала
- литье
- Краски, инструменты и материалы для реставрации
- Резиновые детали и защита от атмосферных воздействий
- Листовой металл и детали корпуса
- Рулевое управление
- Центральные ссылки
- Бездельник и Питман Армс
- Усилитель руля
- Рейка и шестерня
- Рулевые колонки
- Рулевые муфты
- Коробки рулевого управления
- Звуковые сигналы рулевого колеса
- Руль, Гранта
- Рулевое колесо, Corso Feroce
- Рули
- рулевые тяги
- Приостановка
- Трансмиссия и трансмиссия
- Багажное отделение
- Колеса
- Окна
- Дворники
Недавно просмотренные
Наружная рулевая тяга (V8, силовая, левая): C5ZZ-3A130-SPEC
Scott Drake C4DZ-3A130-D Scott Drake Внутренние наконечники поперечной рулевой тяги
Напишите первый отзыв
Номер детали: SDK-C4DZ-3A130-D
- Изображений
Обзор
Марка:
Скотт Дрейк
Номер детали производителя:
К4ДЗ-3А130-Д
Тип детали:
Наконечники рулевой тяги
Линейка продуктов:
Scott Drake Внутренние наконечники рулевой тяги
Номер по каталогу Summit Racing:
SDK-C4DZ-3A130-D
СКП:
00842110124494
Конфигурация наконечника рулевой тяги:
Изогнутый
Тип наконечника рулевой тяги:
Мужчина
Смазываемый:
№
Количество:
Продается по отдельности.
Примечания:
6-цилиндровый, гидроусилитель руля.
Scott Drake Внутренние наконечники поперечной рулевой тяги
Рулевое управление и центровка идут рука об руку с внутренними рулевыми тягами Скотта Дрейка. Эти небольшие, но важные детали доступны для вашего отреставрированного классического автомобиля, даже если ему полвека! Просто выберите внутренние наконечники поперечной рулевой тяги в соответствии со спецификациями вашего автомобиля; широкий выбор включает варианты, совместимые для левого, правого или обоих; ручной или гидроусилитель руля; 6-цилиндровый, V8 или оба; даже импортные запчасти. Зачем рисковать с любым аспектом вашего рулевого механизма? Замените внутренние наконечники поперечной рулевой тяги и сохраните контроль.
Вопросы и ответы
Задать вопрос о продукте
Задать вопрос
Вопрос какого типа вы хотите задать?
У меня есть вопрос
службы поддержки клиентов (заказ, доставка, возврат и т.
