 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Блок цилиндров, кривошипно-шатунный механизм, отбор мощности. Момент затяжки болтов коренных и шатунных шеек камаз 740
Кривошипно-шатунный механизм / Автомобили Камаз-6460. Руководство по устройству, техническому обслуживанию и ремонту / Техсправочник / Кама-Автодеталь
Кривошипно-шатунный механизм
Коленчатый вал (рис. 21) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
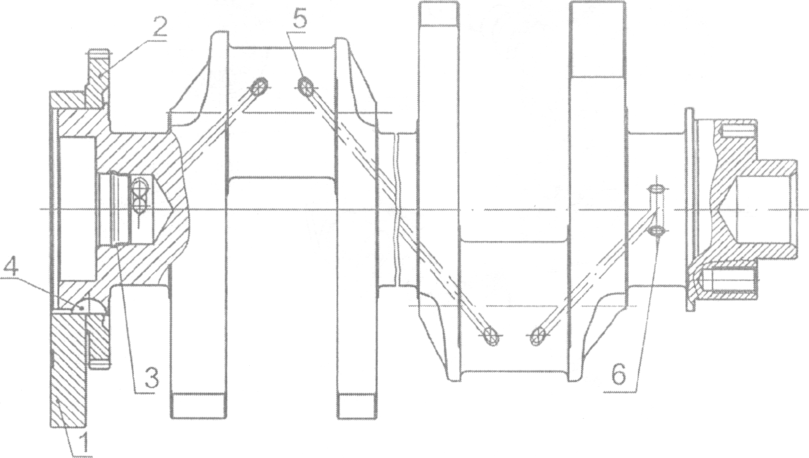
Рис. 21. Коленчатый вал:
1 - противовес;2 - шестерня привода масляного насоса; 3 - заглушка; 4 - шпонка; 5- отверстия подвода масла к шатунным шейкам; 6 - отверстия подвода масла в коренных шейках.
К каждой шатунной шейке присоединяются два шату на (рис. 22) - один для правого и один для левого рядов цилиндров.
Упрочнение коленчатого вала производится азотированием на глубину 0,5...0,7 мм, твердость упрочненного слоя не менее 600 HV. Подвод масла к шатунным шейкам производится через отверстия в коренных шейках 6 и отверстия 5 (рис. 21).
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеется дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 4. Для обеспечения требуемого дисбаланса, на маховике выполняется выборка 6 (рис. 25).
На хвостовике коленчатого вала выполнена шейка 9 (рис. 23), по которой центрируется шестерня коленчатого вала 8 и маховик 1 (рис. 26). На заднем торце коленчатого вала выполнено десять резьбовых отверстий М16х1,5-6Н для крепления шестерни коленчатого вала и маховика, на переднем торце выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний.
В полость носка коленчатого вала установлена заглушка 3 (рис. 21), через калиброванное отверстие которой осуществляется смазка шлицевого валика переднего привода отбора мощности.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами1 и двумя нижними полукольцами 2 (рис. 23), установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
На носке коленчатого вала (рис. 21) установлены шестерни привода масляного насоса 2 и привода газораспределительного механизма 8 (рис. 23).
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис. 26). с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Номинальные диаметры шеек коленчатого вала:
- коренных 95-0,015 мм:
- шатунных 80-0,013 мм.
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей. Обозначение вкладышей подшипников коленчатого вала, диаметр коренных шеек коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в приложении 11.
Обозначение вкладышей нижней головки шатуна, диаметр шатунных шеек коленчатого вала, диаметр отверстия в кривошипной головке шатуна под эти вкладыши указаны в приложении 12.
Вкладыши 7405.1005170Р0, 7405.1005171Р0, 7405.1005058Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировать.
При шлифовке коленчатого вала по коренным шейкам до диаметра 94 мм и менее или по шатунным шейкам до диаметра 79 мм и менее, необходимо коленчатый вал подвергнуть повторному азотированию.
Пределы допусков по диаметрам шеек коленчатого вала, диаметру отверстия в блоке цилиндров и диаметру отверстия в кривошипной головке шатуна при восстановлении двигателя должны быть такими же, как у номинальных размеров.
Коленчатый вал для двигателей 740.50-360 имеет значительные отличия от коленчатых валов других моделей двигателей, эти отличия делают невозможным использование коленчатых валов двигателей КАМАЗ других моделей.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.

Рнс. 22. Шатун:
1 - стержень шатуна; 2 - крышка шатуна; 3 - втулка верхней головки шатуна; 4 - вкладыш нижней головки шатуна; 5 - болт крепления крышки шатуна;6 - гайка болта крепления крышки шатуна.
Коренные и шатунные подшипники (рис. 22 и 23) изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм, слоем свинцовооловянистого сплава толщиной 0,022 мм, и слоем олова толщиной 0,003 мм. Верхние 3 и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения.

Рис. 23. Установка упорных полуколеци вкладышейколенчатого вала:
1 - полукольцо упорного подшипника верхнее; 2 - полукольцо упорного подшипника нижнее; 3 - вкладыш подшипника коленчатого вала верхний; 4 - вкладыш подшипника коленчатого вала нижний; 5 - блок цилиндров;6 - крышка подшипника коленчатого вала задняя; 7 - коленчатый вал; 8 - шестерня привода газораспределительного механизма; 9 - центрирующая шейка коленчатого вала.
Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Не рекомендуется замена вкладышей при ремонте на серийные с маркировкой 740, так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рис. 24) изготовлены из высокопрочного чугуна. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме с регламентированным моментом (приложение 8).

Рис. 24. Установка крышек подшипников коленчатого вал:
1 - крышка подшипника; 2 - коленчатый вал; 3 - болт крепления крышки; 4 - болт стяжной крепления крышки подшипника левый; 5 - болт стяжной крепления крышки подшипника правый;6 - шайба; 7 - блок; 8 - штифт.
Шатун (рис. 22) стальной, кованый, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении 8. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.

Рис. 25. Маховик:
1 - кольцо; 2 - втулка дистанционная; 3 - обод зубчатый маховика; 4 - штифт установочный; 5 - подшипник; 6 - выборка под дисбаланс.
Маховик (рис. 25) закреплен десятью болтами 7 (рис. 26), изготовленными из легированной стали, на заднем торце коленчатого вала и зафиксирован штифтом 10 (рис. 26) на центрирующей шейке коленчатого вала 9 (рис. 23). С целью исключения повреждения поверхности маховика, под головки болтов устанавливается шайба 6 (рис. 26). Величина момента затяжки болтов крепления маховика указана в приложении 8. На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 3 (рис. 25). с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 1 с наружной хромированной поверхностью.
Маховик выполняется под одно или двух дисковое диафрагменные сцепления. Во внутреннюю расточку маховика установлен подшипник 5 первичного вала коробки передач.
При регулировках угла опережения впрыска топлива и тепловых зазоров в клапанах, маховик фиксируется фиксатором (рис. 27).
Конструкция маховика имеет следующие основные отличия от маховиков двигателей 740.10 и 7403.10:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика;
- введена серповидная выборка для обеспечения требуемого дисбаланса;
- крепление маховика к торцу коленчатого вала осуществляется десятью болтами М16x1.5;
Перечисленные изменения делают невозможной установку маховиков двигателей других моделей при проведении ремонтных работ.

Рис. 26. Установка маховика:
1 - маховик; 2 - блок цилиндров; 3 - коленчатый вал; 4 - картер маховика; 5 - подшипник первичного вала коробки передач; 6 - шайба; 7 - болт; 8 - манжета уплотнения коленчатого вала; 9 - пыльник манжеты; 10 - штифт установочный маховика.

Рис. 27. Положение ручки фиксатора маховика:
а) - при эксплуатации; б) - при регулировке, в зацеплении с маховиком.

Рис. 28. Гаситель крутильных колебаний коленчатого вала:
1 - корпус гасителя; 2 - маховик гасителя; 3 - крышка; 4 - пробка заправочного отверстия; 5 - высоковязкостная силиконовая жидкость;6 - центровочная шайба.
Гаситель крутильных колебаний (рис. 28) закреплен восемью болтами 2 (рис. 29) на переднем носке коленчатого ваиа. Гаситель состоит из корпуса 1 (рис. 28), в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт крышкой 3. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой 6, приваренной к корпусу.

Рис. 29. Установка гасителя крутильных колебаний:
1 - гаситель; 2 - болт крепления гасителя; 3 - полумуфта отбора мощности; 4 - шайба; 5 - коленчатый вал; 6 - блок цилиндров.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.
Поршень 1 (рис. 30) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо. В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
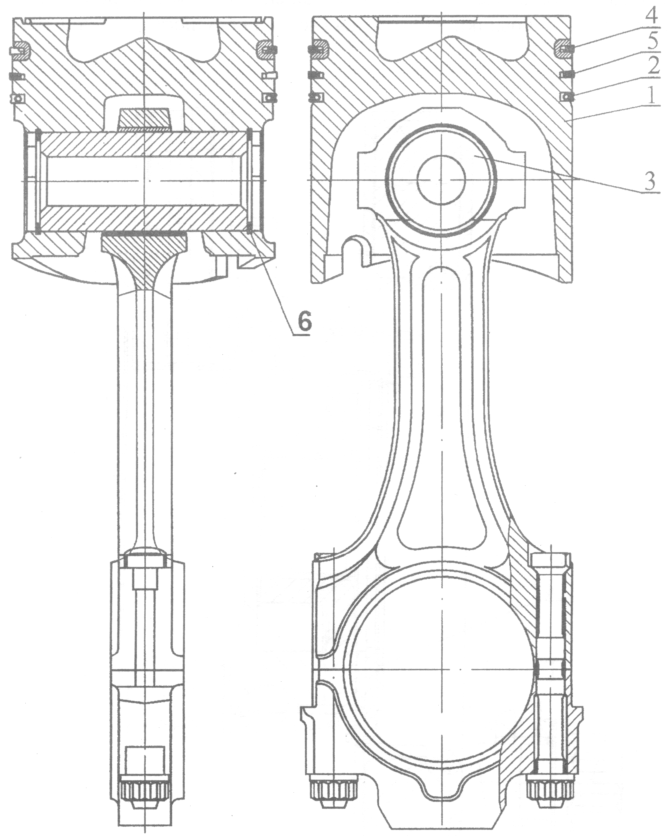
Рис. 30. Поршень с шатуном и кольцами в сборе:
1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4,5- компрессионные кольца;6 - стопорное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие В нижней части юбки поршня выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке.
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателе аналогично другим моделям двигателей КАМАЗ, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты - для двигателей 740.51-320 размер от оси поршневого пальца до днища поршня 40 группы (наибольшей) составляет 71,04-0,04мм.
Во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Установка поршней с двигателей КАМАЗ других моделей недопустима. Маркировка поршня 740.51-1004015 выполняется в литье на внутренней полости поршня.
Компрессионные кольца (рис. 30) изготавливаются из высокопрочного, а маслосъемное - из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции. с внутренней выборкой со стороны верхнего торца, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "верх" должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочей поверхности второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
Маслосъемное кольцо коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар и, как следствие, ухудшению экологических показателей.
Форсунки охлаждения (рис. 19) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали, при достижении в ней давления 80... 120 кПа (0.8... 1.2 кг/см2), на внутреннюю полость поршней. На такое давление отрегулирован клапан, расположенный в каждой из форсунок.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном (рис. 30) соединен пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 16 мм. Применение пальцев с диаметром отверстия 22 и 25 мм недопустимо, так как это нарушает балансировку двигателя.
Привод отбора мощности передний (рис. 31) осуществляется с носка коленчатого вала через полумуфту отбора мощности 2, прикрепленную к носку коленчатого вала 13 восемью специальными болтами M12x1,25. Центрирование полу муфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 3 на шкив 4. Вал отбора мощности 3 устанавливается на двух шариковых подшипниках 11 и 12. Уплотнение полости осуществляется манжетой 8 и заглушкой 10 с резиновым кольцом 14. Для уменьшения износа шлицевых соединений, ват привода агрегатов удерживается от осевых перемещений пружиной 9.

Рис. 31. Установка привода отбора мощности переднего и шкива:
1 - вал привода агрегатов, 2 - полумуфта отбора мощности; 3 - вал отбора мощности; 4 - шкив; 5 - болт; 6 - передняя крышка блока, 7 -корпус подшипника; 8 - манжета; 9 - пружина; 10 - заглушка; 11, 12 - подшипники; 13 - коленчатый вал; 14 - резиновое кольцо уплотнения заглушки; 15 - стопорное кольцо.
kama-avtodetal.ru
Кривошипно-шатунный механизм
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
Коленчатый вал (рис. Коленчатый вал) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис. Шатун).

1 - противовес коленчатого вала передний; 2 - противовес коленчатого вала задний; 3 - шестерня привода масляного насоса; 4 - шестерня привода газораспределительного механизма; 5,6- шпонка; 7 -штифт; 8- жиклер; 9 - облегчающие отверстия; 10 - отверстия подвода масла в коренных шейках 11-отверстия подвода масла к шатунным шейкам.
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис. Коленчатый вал).
В расточку хвостовика коленчатого вала запрессован шариковый подшипник 5 (рис. Установка упорных полуколец и вкладышей подшипников коленчатого вала).

Установка упорных полуколец и вкладышей подшипников коленчатого вала: 1 - полукольцо упорного подшипника коленчатого вала верхнее: 2- полукольцо упорного подшипника коленчатого вала нижнее 3- вкладыш подшипника коленчатого вала верхний; 4- вкладыш подшипника коленчатого вала нижний; 5- блок цилиндров 6 - крышка подшипника коленчатого вала задняя 7 - коленчатый вал.
В полость переднего носка коленчатого вала ввернут жиклер 8,через калиброваное отверстие которого осуществляется смазка шлицево валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис. Установка упорных полуколец и вкладышей подшипников коленчатого вала), установленными в проточках задней коренной опоры блока цилиндров,так,что сторона с канавками прилегает к упорным торцам вала. На переднем и заднем носках коленчатого вала (рис. Коленчатый вал) установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вала. Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний.
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис. Установка маховика и манжеты уплотнения коленчатого вала), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.

Установка маховика и манжеты уплотнения коленчатого вала: 1 - маховик; 2- блок цилиндров; 3- коленчатый вал; 4 - картер маховика; 5- подшипник первичного вала коробки передач; 6- шайба; 7- болт крепления маховика; 8- манжета уплотнения коленчатого вала; 9- пыльник манжеты; 10 - штифт установочный маховика
Диаметры шеек коленчатого ваш: коренных 95+0.011 мм, шатунных 80±0,0095 мм.
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей. Обозначение вкладышей подшипников коленчатого вала, диаметр коренной шейки коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в приложении 1.
Обозначение вкладышей нижней головки шатуна, диаметр шатунной шейки коленчатого вала, диаметр отверстия в нижней головке шатуна под эти вкладыши указаны в приложении 2.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей.
Коренные и шатунные подшипники изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцовооловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм. Верхние 3 (рис. Установка упорных полуколец и вкладышеи подшипников коленчатого вала) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменямы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна.Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные). Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100.., так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рис. Установка крышек подшипников коленчатого вала) изготовлены из высокопрочного чугуна марки ВЧ50. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом (см. приложение 8).

Шатун (рис. Шатун) стальной, кованый, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении 8. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

Маховик1 (рис. Маховик) закреплен восемью болтами 7 (рис. Установка маховика и манжеты уплотнения коленчатого вала), изготовленными из легированной стали с двенадцатигранной головкой, на заднем торце коленчатого вала и точно зафиксирован двумя штифтами 10 и установочной втулкой 3 (рис. Маховик).
С целью исключения повреждения поверхности маховика под головки болтов устанавливается шайба 6 (рис. Установка маховика и манжеты уплотнения коленчатого вала). Величина моментов затяжки болтов крепления маховика указана в приложении 8. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 2, с которым входит в зацепление шестерня стартера при пуске двигателя (рис. Маховик ).

При выполнении регулировочных работ по установке угла опережения впрыска топлива и величин тепловых зазоров в клапанах маховик фиксируется при помощи фиксатора (рис. Положения ручки фиксатора маховика).

Положения ручки фиксатора маховика: а) - при эксплуатации, б) - при регулировке, в зацеплении с маховиком
При этом конструкция имеет следующие основные отличия от серийной:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика.
Рассматриваемые двигатели могут комплектоваться различными типами сцеплений. На рис. Маховик показан маховик для диафрагменного сцепления.

Установка гасителя крутильных колебаний коленчатого вала: 1 - гаситель; 2 - болт крепления гасителя; 3 - полумуфта отбора мощности; 4 - болт крепления полумуфты; 5 - шайба; 6 - коленчатый вал; 7 - блок цилиндров.

Гаситель крутильных колебании закреплен восемью болтами 2 (рис. Установка гасителя крутильных колебании коленчатого вала) на переднем носке коленчатого вала. С целью исключения повреждения поверхности корпуса гасителя под болты устанавливается шайба 5. Гаситель состоит из корпуса (см. рисунок) в который установлен с зазором маховик. Снаружи корпус гасителя закрыт крышкой. Герметичность обеспечивается закаткой (сваркой) по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком находится высоковязкостная силиконовая жидкость, дозированно заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой, приваренной к корпусу(рис. Гаситель крутильных колебаний коленчатого вала). Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты. При проведении ремонтных работ категорически запрещается деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
Поршень 1 (рис. Поршень с кольцами в сборе с шатуном) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, она смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.

Поршень с шатуном и кольцами в сборе: 1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4, 5 - компрессионные кольца; 6 - стопорное кольцо.
В нижней ее части выполнен паз, исключающий при правильной сборке контакт поршня с форсункой охлаждения при нахождении в НМТ.
Поршень комплектуется тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателях, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм. В запасные части поставляются поршни наибольшей высоты, поэтому во избежание возможного контакта между ними и головками цилиндров в случае замены необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм необходимо подрезать днище поршня на недостающую до этого значения величину. Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца, (см. разделы компрессионное и маслосъемное кольца). Установка поршней с двигателей КАМАЗ 740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца (рис. Поршень с кольцами в сборе с шатуном) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня. На двигателях 740.13 и 740.14 верхнее компрессионное кольцо имеет форму сечения двухсторонней трапеции с выборкой на верхнем торце, который должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку не допустима.
Маслосъемное кольцо коробчатого типа с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца. На двигателе модели 740.11 высота кольца - 5 мм, а на двигателях 740.13 и 740.14 высота кольца - 4 мм.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар.
Для исключения возможности применения не взаимозаменяемых деталей цилиндро-поршневой группы при проведении ремонтных работ рекомендуется использовать ремонтные комплекты:
- 7405.1000128-42 - для двигателя 740.11-240;
- 740.13.1000128 и 740.30-1000128 - для двигателей 740.13-260 и 740.14-300.
В ремонтный комплект входят:
- поршень;
- поршневые кольца;
- поршневой палец;
- стопорные кольца поршневого пальца;
- гильза цилиндра;
- уплотнительные кольца гильзы цилиндра.
Форсунки охлаждения (рис. Установка гильзы и форсунка охлаждения поршня) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали при достижении в ней давления 0,8 - 1,2 кг/см2 (на такое давление отрегулирован клапан, расположенный в каждой из форсунок) во внутреннюю полость поршней.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном (рис. Поршень с кольцами в сборе с шатуном) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.
www.remkam.ru
Кривошипно-шатунный механизм
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
Коленчатый вал (рисунок 8) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
К каждой шатунной шейке присоединяются два шатуна (рисунок 9): -один для правого и один для левого рядов цилиндров.
Упрочнение коленчатого вала производится азотированием на глубину 0,5...0,7 мм, твердость упрочненного слоя не менее 600 HV. Подвод масла к шатунным шейкам производится через отверстия в коренных шейках 8 и отверстия 7 (рисунок 8), не пересекающиеся с облегчающими отверстиями 6 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеется дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 5. Для обеспечения требуемого дисбаланса, на маховике выполняется выборка 6 (рисунок 12)
На хвостовике коленчатого вала выполнена шейка 9 (рисунок 10), по которой центрируется шестерня коленчатого вала 8 и маховик 1 (рисунок 13). На заднем торце коленчатого вала выполнено десять резьбовых отверстий М16х1,5-6Н для крепления шестерни коленчатого вала и маховика, на переднем торце выполнено восемь резьбовых отверстий M12x1,25-6Н для крепления гасителя крутильных колебаний.

Коленчатый вал: 1 - противовес; 2,3 - шестерни привода масляного насоса; 4 - заглушка; 5 - шпонка; 6 - облегчающие отверстия; 7 - отверстия подвода масла к шатунным шейкам; 8 - отверстия подвода масла в коренных шейках.

Шатун: 1 - стержень шатуна; 2 - крышка шатуна; 3 - втулка верхней головки шатуна; 4 - вкладыш нижней головки шатуна; 5 - болт крепления крышки шатуна; 6 - гайка болта крепления крышки шатуна.
В полость носка коленчатого вала установлена заглушка 4 (рисунок 8), через калиброванное отверстие которой осуществляется смазка шлицевого валика переднего привода отбора мощности.
От осевых перемещений коленчатый вал зафиксирован двумя полукольцами 1 и двумя полукольцами 2 (рисунок 10), установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
На носке и хвостовике коленчатого вала (рисунок 8) установлены шестерни привода масляных насосов 3, 2 и привода газораспределительного механизма 8 (рисунок 10).
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рисунок 13), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Номинальные диаметры шеек коленчатого вала: коренных 95-0,015 мм, шатунных 80-0,013 мм.
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей. Обозначение вкладышей подшипников коленчатого вала, диаметр коренной шейки коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в приложении Б.
Обозначение вкладышей нижней головки шатуна, диаметр шатунной шейки коленчатого вала, диаметр отверстия в кривошипной головке шатуна под эти вкладыши указаны в приложении В.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировать.
При шлифовке коленчатого вала но коренным шейкам на 94 мм и менее или по шатунным шейкам на 79 мм и менее, необходимо коленчатый вал подвергнуть повторному азотированию.

Установка упорных полуколец и вкладышей коленчатого вала: 1 - полукольцо упорного подшипника верхнее; 2 - полукольцо упорного подшипника нижнее; 3 - вкладыш подшипника коленчатого вала верхний; 4 - вкладыш подшипника коленчатого вала нижний; 5 - блок цилиндров; 6 - крышка подшипника коленчатого вала задняя; 7 - коленчатый вал; 8 - шестерня привода газораспределительного механизма; 9 - центрирующая шейка коленчатого вала.
Пределы допусков по диаметру шейки коленчатого вала, диаметру отверстия в блоке цилиндров и диаметру отверстия в кривошипной головке шатуна при восстановлении двигателя должны быть такими же, как у номинальных размеров.
Коленчатый вал двигателя мод. 740.30-260 имеет следующие основные отличия от коленчатых валов двигателей мод. 740.10 и 7403.10:
- упрочнение производится азотированием вместо закалки током высокой частоты;
- исключены грязеуловительные полости в шатунных шейках, подвод масла к шатунным шейкам производится от отверстий в коренных шейках прямыми отверстиями, не пересекающимися с облегчающими отверстиями в шатунных шейках;
- на хвостовике выполнена шейка, по которой центрируются шестерня коленчатого вала и маховик.
Эти отличия делают невозможным использование коленчатых валов двигателей мод. 740 10 и 7403.10 на двигатели мод. 740.30-260.
Коренные и шатунные подшипники изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм., слоем свинцовооловянистого сплава толщиной 0,022 мм, и слоем олова толщиной 0,003 мм. Верхние 3 и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения.
Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Не рекомендуется замена вкладышей при ремонте на серийные с маркировкой 740, так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рисунок 11) изготовлены из высокопрочного чугуна. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме с регламентированным моментом (приложение А).
Шатун (рисунок 9) стальной, кованный, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатун ных болтов осуществляется по схеме, определенной в приложении А. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

Рисунок 11. Установка крышек подшипников коленчатого вала: 1 — крышка подшипника; 2 — коленчатый вал; 3 — болт крепления крышки; 4 - болт стяжной крепления крышки подшипника левый; 5 - болт стяжной крепления крышки подшипника правый; 6 - шайба; 7 - блок; 8 - штифт.
Маховик (рисунок 12) закреплен десятью болтами 7 (рисунок 13), изготовленными из легированной стали, на заднем торце коленчатого вала и зафиксирован штифтом 10 (рисунок 13) на центрирующей шейке коленчатого вала 9 (рисунок 10). С целью исключения повреждения поверхности маховика, под головки болтов устанавливается шайба 6 (рисунок 13). Величина момента затяжки болтов крепления маховика указана в приложении А. На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 3 (рисунок 12), с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 1 с наружной хромированной поверхностью.

Рисунок 12. Маховик: 1 - кольцо; 2 - втулка дистанционная; 3 - обод зубчатый маховика; 4 -штифт установочный; 5 - подшипник; 6 - выборка под дисбаланс.
Маховик выполняется под одно или двух дисковое диафрагменные сцепления. Во внутреннюю расточку маховика установлен подшипник 5 первичного вала коробки передач.
При регулировках угла опережения впрыска топлива и тепловых зазоров в клапанах, маховик фиксируется фиксатором (рисунок 14).
Конструкция маховика имеет следующие основные отличия от маховиков двигателей 740.10 и 7403.10:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика;
- введена серповидная выборка для обеспечения требуемого дисбаланса;
- крепление маховика к торцу коленчатого вала осуществляется десятью болтами М16х1,5;
Перечисленные изменения делают невозможной установку маховиков двигателей 740.10 и 7403.10 при проведении ремонтных работ.

Рисунок 13. Установка маховика: 1 - маховик; 2 - блок цилиндров; 3 - коленчатый вал; 4 - картер маховика; 5 - подшипник первичного вала коробки передач; 6 - шайба; 7 - болт; 8 — манжета уплотнения коленчатого вала; 9 - пыльник манжеты; 10 - штифт установочный маховика.

Рисунок 14. Положение ручки фиксатора маховика: а) - при эксплуатации; б) - при регулировке, в зацеплении с маховиком.

Рисунок 15. Гаситель крутильных колебаний коленчатого вала: 1 - корпус гасителя; 2 - маховик гасителя; 3 - крышка; 4 - пробка заправочного отверстия; 5 - высоковязкостная силиконовая жидкость; 6 - центровочная шайба.

Рисунок 16. Установка гасителя крутильных колебаний: 1 - гаситель; 2 -болт крепления гасителя; 3 - полумуфта отбора мощности; 4 - шайба; 5 - коленчатый вал; 6 - блок цилиндров.
Гаситель крутильных колебаний (рисунок 15) закреплен восемью болтами 2 (рисунок 16) на переднем носке коленчатого вала. Гаситель состоит из корпуса 1 (рисунок 15) в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт крышкой 3. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой 6, приваренной к корпусу.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.
Поршень 1 (рисунок 17) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо. В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.

Рисунок 17. Поршень с шатуном и кольцами в сборе: 1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4, 5 - компрессионные кольца; 6 - стопорное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие. В нижней ее части выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении в нижней мертвой точке.
Поршень комплектуется двумя компрессионными и одним маслосьемным кольцами. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателе 740.30-260 аналогично другим моделям двигателей КАМАЗ, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. Г1о указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм. В запасные части поставляются поршни наибольшей высоты, поэтому, во избежание возможного контакта между ними и головками цилиндров, в случае замены необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину. Установка поршней с двигателей КАМАЗ других моделей недопустима.
Компрессионные кольца (рисунок 17) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, с внутренней выборкой со стороны верхнего торца, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "верх" должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
Маслосъемное кольцо коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар.
Форсунки охлаждения (рисунок 6) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали, при достижении в ней давления 80... 120 кПа (0,8...1,2 кг/см2), на внутреннюю полость поршней. На такое давление отрегулирован клапан, расположенный в каждой из форсунок.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном (рисунок 17) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.
Привод отбора мощности передний (рисунок 18) осуществляется с носка коленчатого вала через полумуфту отбора мощности 2, прикрепленную к носку коленчатого вала 13 восьмью специальными болтами M12x1,25. Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 3 на шкив 4. Вал отбора мощности 3 устанавливается на двух шариковых подшипниках 11 и 12. Уплотнение полости осуществляется манжетой 8. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 9.

Рисунок 18. Установка привода отбора мощности переднего и шкива: 1 - вал привода агрегатов; 2 - полумуфта отбора мощности; 3 - вал отбора мощности; 4 - шкив; 5 - болт; 6 - передняя крышка блока; 7 - корпус подшипника; 8 - манжета; 9 - пружина; 10 - заглушка; 11, 12 - подшипники; 13 - коленчатый вал.
www.remkam.ru
Кривошипно-шатунный механизм
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
КОЛЕНЧАТЫЙ ВАЛ (рисунок 7) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.

Рисунок 7 - Коленчатый вал:
1 - противовес; 2 - шестерня привода масляного насоса; 3 - шпонка; 4 - отверстия подвода масла к шатунным шейкам; 5 - отверстия подвода масла в коренных шейках.
К каждой шатунной шейке присоединяются два шатуна (рисунок 8) - один для правого и один для левого рядов цилиндров.
Упрочнение коленчатого вала производится азотированием на глубину 0,5...0,7 мм, твердость упрочненного слоя не менее 600 HV3. Подвод масла к шатунным шейкам производится через отверстия в коренных шейках 5 и отверстий шатунных шейках 4 (рисунок 7).
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеется дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3. Съемный противовес выполнен в виде зубчатого колеса поз. 9 (рисунок 11), для формирования опорных сигналов датчика положения коленчатого вала.
На хвостовике коленчатого вала выполнена шейка 9 (рисунок 9), по которой центрируется шестерня 8 привода газораспределительного механизма и маховик 1 (рисунок 10). На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16х1,5-6Н для крепления шестерни коленчатого вала и маховика, на торце носка выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний. На носке коленчатого вала (рисунок 7) установлена шестерня привода масляного насоса 2.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рисунок 9), установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рисунок 10), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Номинальные диаметры шеек коленчатого вала:
- коренных (95±0,015) мм;
- шатунных (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.

Рисунок 8 - Шатун:
1 - стержень шатуна; 2 - крышка шатуна; 3 - втулка верхней головки шатуна; 4 - вкладыш нижней головки шатуна; 5 - болт крепления крышки шатуна; 6 - гайка болта крепления крышки шатуна.
КОРЕННЫЕ И ШАТУННЫЕ ПОДШИПНИКИ (ВКЛАДЫШИ) (рисунки 8 и 9) изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм, слоем свинцовооловянистого сплава толщиной 0,022 мм и слоем олова толщиной 0,003 мм. Верхние 3 и нижние 4 (рисунок 9) вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения.

Рисунок 9 - Установка упорных полуколец и вкладышей коленчатого вала:
1 - полукольцо упорное подшипника верхнее; 2 - полукольцо упорное подшипника нижнее; 3 - вкладыш подшипника коленчатого вала верхний; 4 - вкладыш подшипника коленчатого вала нижний; 5 - блок цилиндров; 6 - крышка подшипника коленчатого вала задняя; 7 - коленчатый вал; 8 - шестерня привода газораспределительного механизма; 9 - центрирующая шейка коленчатого вала.
Оба вкладыша 4 (рисунок 8) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Не рекомендуется замена вкладышей при ремонте на серийные с маркировкой 740..., так как при этом произойдет существенное сокращение ресурса двигателя.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки шеек коленчатого вала, при этом, при необходимости, шейки коленчатого вала необходимо заполировать. Вкладыши 7405.1005 170 Р1, 7405.1005 171 Р1 и 7405.1005058 Р1 применяются с перешлифовкой шеек коленчатого вала в ремонтный размер. Диаметры коренных и шатунных шеек коленчатого вала, диаметр отверстия в блоке цилиндров и нижней головки шатуна под эти вкладыши указаны в приложении Б и В. Пределы допусков по диаметрам шеек коленчатого вала при восстановлении двигателя должны быть такими же, как и у номинальных размеров.
КРЫШКИ КОРЕННЫХ ПОДШИПНИКОВ (рисунок 11) изготовлены из высокопрочного чугуна. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме с регламентированным моментом (приложение А).

Рисунок 11 - Установка крышек подшипников коленчатого вала:
1 - крышка подшипника; 2 - коленчатый вал; 3 - болт крепления крышки; 4 - болт стяжной крепления крышки подшипника левый; 5 - болт стяжной крепления крышки подшипника правый; 6 - шайба; 7 - блок; 8 -штифт; 9 - противовес съемный коленчатого вала.
ШАТУН (рисунок 8) стальной, кованный, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении А.
МАХОВИК 1 закреплен десятью болтами 7 (рисунок 10), изготовленными из легированной стали, на торце хвостовика коленчатого вала и зафиксирован штифтом 10 на центрирующей шейке коленчатого вала. С целью исключения повреждения поверхности маховика, под головки болтов устанавливается шайба 6. Величины моментов затяжки болтов маховика указаны в приложении А. На маховик напрессован зубчатый обод 13, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 11 с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 12.
Для обеспечения требуемого дисбаланса коленчатого вала в сборе с маховиком, на маховике выполняется выборка 14 (рисунок 10).
При регулировках тепловых зазоров в клапанах, маховик фиксируется фиксатором (рисунок 12).
Установка маховиков двигателей других моделей при проведении ремонтных работ не допускается.
На рисунке 10 показан маховик под установку однодискового диафрагменного сцепления автомобильной комплектации. Маховик двигателя автобусной комплектации приведен на рисунке 3. В зависимости от комплектации двигателя могут быть применены маховики другого вида.

Рисунок 10 - Установка маховика:
1 - маховик; 2 - блок цилиндров; 3 - коленчатый вал; 4 - картер маховика; 5 - подшипник первичного вала коробки передач; 6 - шайба; 7 - болт; 8 - манжета уплотнения коленчатого вала; 9 - пыльник манжеты; 10 - штифт установочный маховика; 11 - кольцо; 12 - втулка дистанционная; 13 - обод зубчатый маховика; 14 - выборка под дисбаланс.
ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ (рисунок 13) закреплен восемью болтами 8 на носке коленчатого вала. Гаситель состоит из корпуса 1, в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт крышкой 3. Герметичность обеспечивается завальцовкой или сваркой по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.

Рисунок 13 - Установка гасителя крутильных колебаний:
1 - корпус гасителя; 2 - маховик гасителя; 3- крышка; 4 - шайба; 5 - высоковязкостная силиконовая жидкость; 6 - центровочный буртик; 7 - фторопластовый подшипник; 8 - болт крепления гасителя; 9 - полумуфта отбора мощности; 10 - коленчатый вал; 11 - блок цилиндров; 12 - пробка заправочного отверстия.
Установка гасителя крутильных колебаний двигателей автобусной комплектации приведена на рисунке 16.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.
ПОРШЕНЬ 1 (рисунок 14) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо. В головке поршня выполнена камера сгорания соосная с осью поршня увеличенного объема. В связи с указанными изменениями установка поршней с двигателей КАМАЗ других моделей недопустима.

Рисунок 14 - Поршень с кольцами в сборе с шатуном:
1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4,5 - компрессионные кольца; 6 - стопорное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие. В нижней части юбки поршня выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке.
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
На двигателе аналогично другим моделям двигателей КАМАЗ, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм. В запасные части поставляются поршни 40 группы (наибольшей).
Во избежание возможного контакта между поршнями и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
КОМПРЕССИОННЫЕ КОЛЬЦА (рисунок 14) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, с внутренней выборкой со стороны верхнего торца, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "верх" должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочей поверхности второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное".
Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
МАСЛОСЪЕМНОЕ КОЛЬЦО коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца.
ФОРСУНКИ ОХЛАЖДЕНИЯ (рисунок 5) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали, при достижении в ней давления 80...120 кПа (0,8...1,2 кг/см2), на внутреннюю полость поршней. На такое давление отрегулирован клапан, расположенный в каждой из форсунок.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
ПОРШЕНЬ С ШАТУНОМ (рисунок 14) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 16 мм. Применение пальцев с диаметром отверстия 22 и 25 мм недопустимо, так как это нарушает балансировку двигателя.
ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ (двигателей автомобильной комплектации рисунок 15) осуществляется с носка коленчатого вала через полумуфту отбора мощности 2, прикрепленную к коленчатому валу 13 восемью специальными болтами M12x1,25. Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 3 на шкив 4. Вал отбора мощности 3 устанавливается на двух шариковых подшипниках 11 и 12. Уплотнение полости осуществляется манжетой 8 и заглушкой 10 с резиновым кольцом 14. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 9.

Рисунок 15 - Установка привода отбора мощности переднего и шкива:
1 - вал привода агрегатов; 2 - полумуфта отбора мощности; 3 - вал отбора мощности; 4 - шкив; 5 - болт; 6 - передняя крышка блока; 7 - корпус подшипника; 8 - манжета; 9 - пружина; 10 - заглушка; 11,12 - подшипники; 13 - коленчатый вал; 14 - резиновое кольцо уплотнения заглушки; 15 - стопорное кольцо.
УСТАНОВКА ШКИВА КОЛЕНЧАТОГО ВАЛА (двигателей автобусной комплектации) приведена на рисунке 16. От шкива коленчатого вала осуществляется привод генератора и водяного насоса поликлиновым ремнем. Шкив имеет два дополнительных ручья под моноклиновый ремень для привода вентилятора. Описание установки вентилятора и его устройство см. «Руководство по эксплуатации автобуса».
Шкив крепится к фланцу отбора мощности 9 шестью специальными болтами 13. На торце шкива выполнено шесть отверстий диаметром 14 мм. Отверстия предназначены для проворота коленчатого вала при регулировке зазоров клапанов. Порядок регулировки клапанов приведен в разделе «Техническое обслуживание».

Рисунок 16 - Установка гасителя крутильных колебаний и шкива коленвала для двигателей автобусной комплектации:
1 - корпус гасителя; 2 - маховик гасителя; 3 - крышка; 4 - пробка заправочного отверстия; 5 - высоковязкостная силиконовая жидкость; 6 - центровочный буртик; 7 - фторопластовый подшипник; 8 - болт крепления гасителя; 9 - фланец отбора мощности; 10 - коленчатый вал; 11 - блок цилиндров; 12 - шкив; 13 - болт; 14 - крышка блока передняя.
www.remkam.ru
Блок цилиндров, кривошипно-шатунный механизм, отбор мощности
БЛОК ЦИЛИНДРОВ, КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ, ОТБОР МОЩНОСТИ
БЛОК ЦИЛИНДРОВ является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Блок цилиндров двигателя составляют два ряда полублоков под гильзы цилиндров, расположенных V-образно под углом 90° один к другому и представляющих одно целое с верхней частью картера.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой двух шатунов на каждую шатунную шейку коленчатого вала.
Каждая расточка имеет по два соосных цилиндрических пояса, выполненных в верхней и нижней частях полублоков, по которым центрируется гильза цилиндра, и выточку в верхнем поясе, образующую кольцевую площадку под бурт гильзы.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, и равномерно распределены вокруг каждого цилиндра.
Поперечные перегородки в нижней части блока цилиндров заканчиваются толстостенными арками, образующими коренные опоры коленчатого вала, к обработанным площадкам которых крепятся крышки коренных подшипников.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала. Ниже расточек под уплотнительные кольца гильз цилиндров прилиты бобышки под форсунки охлаждения поршней.
Двигатели КАМАЗ комплектуются различными вариантами системы питания топливом (см. табл. 1): V-образным ТНВД фирмы "ЯЗДА" или рядным ТНВД фирмы "BOSCH".
Поэтому установочные постели и резьбовые отверстия на блоке цилиндров выполнены под конкретное исполнение ТНВД.
ГИЛЬЗЫ ЦИЛИНДРОВ (рисунок 7) "мокрого" типа, легкосъемные, имеют маркировку 740.51-1002021 на поверхности заходного конуса нижнего направляющего пояска.

Рисунок 7 - Установка гильзы цилиндра и уплотнительных колец:
1 - трубка форсунки; 2 - корпус форсунки охлаждения поршня; 3 - корпус клапана; 4 - кольцо уплотнительное гильзы нижнее; 5 - кольцо уплотнительное верхнее; 6 - гильза цилиндра; 7 - блок цилиндров.
Гильза цилиндра 6 изготавливается из серого специального чугуна, не подвергаемого термообработке в процессе изготовления, и отличается от гильз, не имеющих указанной маркировки. Установка на двигатели гильз без указанной маркировки не допускается.
В соединении гильза - блок цилиндров полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 5 в проточке гильзы, в нижней части - два кольца 4 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
При сборке двигателя на нерабочем выступе торца гильзы наносятся номер цилиндра и индекс варианта исполнения поршня. При ремонте двигателя с заменой гильз цилиндров и поршней допустима установка новых гильз без нанесения номера цилиндра и индекса варианта исполнения поршня, поршень должен соответствовать указанному исполнению, либо должен быть проверен надпоршневой зазор.
ПРИВОД АГРЕГАТОВ (рисунок 8) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, топливного насоса высокого давления (ТНВД), компрессора и насоса рулевого усилителя изделия.
Механизм газораспределения приводится в действие от ведущей шестерни 10 (с модулем зуба 4,5 мм), закрепленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделённых промежуточной втулкой 4 и расположенных на оси 1, закреплённой на заднем торце блока цилиндров.
На хвостовик распределительного вала напрессована шестерня 16 (с модулем зуба 3 мм), угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 15 установлена на вал 13 привода ТНВД с натягом и ориентируется шпонкой 14.
Шестерни устанавливаются на двигатель в строго определенном положении по меткам «0», «Е» и рискам, выбитым на шестернях, как показано на рисунке 8.
Привод ТНВД осуществляется от шестерни 15, находящейся в зацеплении с шестерней 16 распределительного вала. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса рулевого усилителя изделия.

Рисунок 8 - Привод агрегатов:
1 - ось ведущей шестерни привода распределительного вала; 2 - болт крепления оси; 3 - ролики диаметром 5,5x15,8 в количестве 60 шт.; 4 - втулка промежуточная; 5 - шестерня ведущая; 6, 14 - шпонки; 7 - шайба упорная; 8 - шайба замковая; 9 - болт крепления насыпного подшипника; 10 - ведущая шестерня коленчатого вала; 11 - шестерня промежуточная; 12, 17 - шарикоподшипники; 13 - вал привода ТНВД; 15 - шестерня привода ТНВД; 16 - шестерня привода распределительного вала; 18 - втулка; 19 - распределительный вал.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые могут устанавливаться компрессор и насос рулевого усилителя изделия. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закреплённым к заднему торцу блока цилиндров через картер агрегатов.
В верхней части картера агрегатов и картера маховика слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются.
На картере маховика справа предусмотрено место под фиксатор маховика, применяемый для установки и регулирования угла опережения впрыскивания топлива, а также для регулирования тепловых зазоров в механизме газораспределения и фиксации маховика при отворачивании болтов крепления маховика во время проведения ремонтных работ. Ручка фиксатора при эксплуатации двигателя должна находиться в верхнем положении. В нижнее положение ее переводят при регулировочных и ремонтных работах, в этом случае фиксатор находится в зацеплении с маховиком.
В картере маховика выполнены расточки для установки стартера, манжеты коленчатого вала и, если это предусмотрено конструкцией, корпуса заднего подшипника вала привода ТНВД и датчика оборотов коленчатого вала.
На нижнем фланце картера маховика предусмотрен люк для проворота коленчатого вала при проведении регулировочных и ремонтных работ.
КОЛЕНЧАТЫЙ ВАЛ (рисунок 9) изготавливается из высококачественной стали с упрочнением методом карбонитрирования или азотирования. Для двигателей мощностью до 320 л.с. включительно допускается применение валов упрочненных токами высокой частоты. Валы имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные с ними переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
На каждой шатунной шейке установлены по два шатуна 5 (рисунок 11) - один для правого и один для левого рядов цилиндров.
Подвод масла к шатунным шейкам производится через отверстия 5 (рисунок 9) в коренных и отверстия 4 в шатунных шейках.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть основных противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов он имеет дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 3. На двигателях с электронной системой управления съемный противовес 1 имеет зубчатый обод, предназначенный для работы индуктивного датчика, установленного в передней крышке блока цилиндров. Зубчатый обод противовеса 1 на двигателях с рядным ТНВД фирмы «BOSCH» имеет 8 пазов, а на двигателях с V-образным ТНВД «ЯЗДА» он имеет 58 зубьев. Для обеспечения требуемого дисбаланса, на маховике выполнена выборка 15 (рисунок 12).

Рисунок 9 - Коленчатый вал:
1 - противовес; 2 - шестерня привода масляного насоса; 3 - шпонка; 4 - отверстия подвода масла к шатунным подшипникам; 5 - отверстия подвода масла к коренным подшипникам.
На хвостовике коленчатого вала выполнена шейка 20, по которой центрируется шестерня 3 (с модулем зуба 4,5 мм) привода газораспределительного механизма и маховик 1, на носок коленчатого вала напрессована шестерня 2 (рисунок 9) привода масляного насоса. Шестерня привода масляного насоса двигателей с номинальной частотой вращения коленчатого вала 1900 мин-1 отличается от шестерни двигателей с номинальной частотой вращения 2200 мин-1 количеством зубьев (69 и 64 зуба соответственно).
На торце хвостовика коленчатого вала выполнено десять резьбовых отверстий М16x1,5-6Н для крепления маховика и шестерни коленчатого вала, на торце носка коленчатого вала выполнено восемь резьбовых отверстий М12х1,25-6Н для крепления гасителя крутильных колебаний и полумуфты отбора мощности.
От осевых перемещений коленчатый вал зафиксирован верхними 7 (рисунок 12) и нижними 10 полукольцами, установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
Уплотнение коленчатого вала осуществляется манжетой 12 безпружинной конструкции с уплотнительным элементом из PTFE (модифицированный фторопласт).
Диаметры шеек коленчатого вала:
- коренных - (95±0,015) мм;
- шатунных - (80±0,015) мм.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
ВКЛАДЫШИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ (рисунки 11 и 12) изготовлены из стальной ленты, покрытой слоями свинцовистой бронзы, свинцовооловянистого сплава и олова.
Верхние 8 (рисунок 12) и нижние 9 вкладыши коренных подшипников не взаимозаменяемы. Верхние вкладыши отличаются от нижних наличием отверстия для подвода масла и кольцевой канавки для его распределения. Вкладыши 9 (рисунок 11) нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
В связи с высокими удельными нагрузками, действующими на подшипники в двигателях нового поколения, вкладыши имеют конструктивные отличия от ранее выпускаемых, направленные на повышение их работоспособности, при этом изменена маркировка вкладышей на 740.60-1004058 (шатунные), 740.60-1005170 и 740.60-1005171 (коренные).
При ремонте коленчатого вала допускается перешлифовка коренных и шатунных шеек с уменьшением их диаметров на 0,25 мм и применением соответствующих ремонтных типоразмеров коренных и шатунных вкладышей (см. приложение Б и В).
Пределы допусков диаметров шеек ремонтного коленчатого вала при восстановлении двигателя должны быть такими же, как у диаметров шеек нового коленчатого вала.
Клеймо ремонтного размера нанесено на тыльной стороне вкладыша.
При шлифовке коленчатого вала по коренным шейкам до диаметра менее 94,5 мм или по шатунным шейкам до диаметра менее 79,5 мм, необходимо коленчатый вал подвергнуть повторному азотированию по специальной технологии.
НЕ РЕКОМЕНДУЕТСЯ ЗАМЕНА ВКЛАДЫШЕЙ ПРИ РЕМОНТЕ НА ВКЛАДЫШИ С МАРКИРОВКОЙ 740, ТАК КАК ПРИ ЭТОМ ПРОИЗОЙДЕТ СУЩЕСТВЕННОЕ СОКРАЩЕНИЕ РЕСУРСА ДВИГАТЕЛЯ! ДОПУСТИМО ПРИМЕНЕНИЕ ВКЛАДЫШЕЙ НОМИНАЛЬНОГО И РЕМОНТНОГО ТИПОРАЗМЕРОВ С МАРКИРОВКОЙ 7405.

Рисунок 10 - Установка крышек подшипников коленчатого вала:
1 - крышка подшипника; 2 - коленчатый вал; 3 - болт крепления крышки; 4 - болт стяжной крепления крышки подшипника левый; 5 - болт стяжной подшипника правый; 6 - шайба; 7 - блок цилиндров.
КРЫШКИ КОРЕННЫХ ПОДШИПНИКОВ 1 (рисунок 10) изготовлены из высокопрочного чугуна.
Крепление крышек осуществляется с помощью вертикальных коренных 3 и горизонтальных стяжных 4 и 5 болтов, которые затягиваются по определенной схеме с регламентированным моментом (см. приложение А).
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полу кольца коленчатого вала на блоке и на крышках.
Для удобства снятия крышек коренных подшипников при ремонте, они имеют отверстия для съемника.
ШАТУН (рисунок 11) стальной, кованый, стержень 5 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым разъемом и плоским стыком. В верхнюю головку шатуна запрессована сталебронзовая втулка 10, а в нижнюю установлены сменные вкладыши 9.
Для точной посадки вкладышей подшипника в нижнюю головку, шатун окончательно обрабатывают в сборе с крышкой 8, поэтому крышки шатунов не взаимозаменяемы.

Рисунок 11 - Поршень с кольцами в сборе с шатуном:
1 - поршень; 2,3 - компрессионные кольца; 4 - маслосъемное кольцо; 5 - стержень шатуна; 6 - болт крепления крышки шатуна; 7 - гайка болта крепления крышки шатуна 8 - крышка шатуна; 9 - вкладыш нижнеи головки шатуна; 10 - втулка верхней головки шатуна; 11 - палец; 12 - стопорное кольцо.
Крышка нижней головки шатуна крепится с помощью гаек 7, навернутых на болты 6, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме с регламентированным моментом (см. приложение А).
На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра двигателя.
ПОРШЕНЬ 1 (рисунок 11) отлит из алюминиевого сплава. В головке поршня имеются три канавки, в которые установлены поршневые кольца. Канавка под верхнее компрессионное кольцо со вставкой из износостойкого чугуна. В днище поршня выполнена открытая тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец.
На юбку нанесено графитовое покрытие. В нижней ее части выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке (НМТ).
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. С целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты (размер от оси поршневого пальца до днища поршня 40 группы составляет 71,04-0,04 мм), поэтому во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Маркировка 740.60-1004015-40 выполнена на внутренней поверхности поршня.
УСТАНОВКА ПОРШНЕЙ С ДВИГАТЕЛЕЙ КАМАЗ ДРУГИХ МОДЕЛЕЙ НЕДОПУСТИМА!
КОМПРЕССИОННЫЕ КОЛЬЦА 2 и 3 (рисунок 11) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой "ТОР" должен располагаться со стороны камеры сгорания.
Рабочая поверхность верхнего компрессионного кольца 2 упрочнена износостойким покрытием на основе хрома, имеет серебристый цвет и бочкообразную форму.
Рабочая поверхность второго компрессионного кольца 3 упрочнена азотированием и имеет серый цвет. Ее форма представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на "угар".
МАСЛОСЪЕМНОЕ КОЛЬЦО 4 (рисунок 11) коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в зоне замка кольца. Рабочая поверхность кольца покрыта хромом.
Маркировка поршневых колец выполнена на верхнем торце колец рядом с замком. Маркировка содержит обозначение предприятия-изготовителя - "GOE" и обозначение верхнего торца кольца - "ТОР".
УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ ПРИМЕНЯЕМЫХ НА ДВИГАТЕЛЯХ КАМАЗ УРОВНЯ ЕВРО-1 И 2 ПРИВЕДЕТ К УВЕЛИЧЕНИЮ РАСХОДА МАСЛА, УХУДШЕНИЮ ЭКОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ И УМЕНЬШЕНИЮ РЕСУРСА РАБОТЫ!
ПОРШНЕВОЙ ПАЛЕЦ 11 (рисунок 11) плавающего типа, его осевое перемещение ограничено стопорными кольцами 12. Палец изготовлен из хромоникелевой стали, диаметр отверстия 20,7 мм с фасками 16x25°.
ПРИМЕНЕНИЕ ПОРШНЕВЫХ ПАЛЬЦЕВ С ДРУГИМИ ДИАМЕТРАМИ ОТВЕРСТИЙ И РАЗМЕРАМИ ФАСОК НЕДОПУСТИМО, ТАК КАК ЭТО НАРУШАЕТ БАЛАНСИРОВКУ ДВИГАТЕЛЯ!
ФОРСУНКИ ОХЛАЖДЕНИЯ (рисунок 7) устанавливаются в картерной части блока цилиндров 6 и обеспечивают подачу масла из главной масляной магистрали на внутреннюю поверхность поршней.
При сборке двигателя необходимо контролировать правильность положения трубки 1 форсунки относительно гильзы цилиндра 7 и поршня. Контакт с поршнем и деталями кривошипно-шатунного механизма недопустим.
МАХОВИК 1 (рисунок 12) изготовлен из специального чугуна и закреплен десятью болтами 16 с двенадцатигранной головкой, изготовленными из легированной стали, на хвостовике коленчатого вала и зафиксирован штифтом 4 на центрирующей шейке коленчатого вала 20. С целью исключения повреждения поверхности маховика, под головки болтов устанавливаются шайбы 17. Величина момента затяжки болтов крепления маховика указана в приложении А.
На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 14, с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 21с наружной хромированной поверхностью. Во внутреннюю расточку маховика установлена дистанционная втулка 18 и подшипник 19 первичного вала коробки передач с двухсторонним уплотнением.
При выполнении регулировочных работ по установке угла опережения впрыскивания топлива и величин тепловых зазоров в клапанах механизма газораспределения, а также при отворачивании болтов крепления маховика во время проведения ремонтных работ, маховик фиксируется при помощи фиксатора.

Рисунок 12 - Установка маховика:
1 - маховик; 2 - картер маховика; 3 - шестерня привода газораспределительного механизма; 4 - штифт установочный маховика; 5 - блок цилиндров; 6 - коленчатый вал; 7 - полукольцо упорное верхнее; 8 - вкладыш подшипника коленчатого вала верхний; 9 - вкладыш подшипника коленчатого вала нижний; 10 - полукольцо упорное верхнее; 11 - крышка подшипника коленчатого вала; 12 - манжета уплотнения коленчатого вала; 13 - пыльник манжеты; 14 - обод зубчатый; 15 - выборка под дисбаланс; 16 - болт; 17 - шайба; 18 - втулка дистанционная; 19 - подшипник; 20 - центрирующая шейка; 21 - кольцо.
Маркировка маховика выполнена на литой поверхности со стороны сцепления. Применяемость маховиков на двигателях комплектуемых сцеплениями приведена в таблице 2.
Таблица 2
| Маркировка маховика | Угол опережения впрыскивания топлива, градусов поворота коленчатого вала до в.м.т. | Применяемость |
| 740.50-1005115-10 | 9±1 | Все модели двигателей КАМАЗ с V-образным ТНВД ЯЗДА |
| Двигатели моделей КАМАЗ 740.35-400, 740.37-400 и 740.38-360 (Евро-2) с рядным ТНВД BOSCH | ||
| 740.60-1005115-30 | 11±1 | Двигатели моделей КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400 и 740.65-240 (Евро-3) с рядным ТНВД BOSCH |
УСТАНОВКА МАХОВИКОВ ДРУГИХ МОДЕЛЕЙ ДВИГАТЕЛЕЙ КАМАЗ, А ТАКЖЕ МАХОВИКОВ ДВИГА ТЕЛЕЙ ОДНОЙ МОДЕЛИ, НО С ДРУГИМИ ВАРИАНТАМИ ТОПЛИВНЫХ АППАРАТУР, ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ НЕ ДОПУСКАЕТСЯ!
ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ (рисунок 13) закреплен восемью болтами 10 на носке коленчатого вала. Гаситель состоит из корпуса 8, в который установлен с зазором маховик гасителя 5. Снаружи корпус гасителя закрыт крышкой 6. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика гасителя в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
После установки гасителя обязательно проверить наличие зазора между гасителем и противовесом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ ДЕФОРМИРОВАТЬ КОРПУС И КРЫШКУ ГАСИТЕЛЯ! ГАСИТЕЛЬ С ДЕФОРМИРОВАННЫМ КОРПУСОМ ИЛИ КРЫШКОЙ К ДАЛЬНЕЙШЕЙ ЭКСПЛУА ТАЦИИ НЕ ПРИГОДЕН.
ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ (рисунок 13) осуществляется с носка коленчатого вала через полумуфту отбора мощности 12, прикрепленную к носку коленчатого вала 15 восемью специальными болтами М12х1,25-6Н (позиция 10). Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 18 на шкив 24. Вал отбора мощности устанавливается на двух шариковых подшипниках 16 и 17. Уплотнение полости осуществляется манжетой 23 и заглушкой 20 с резиновым кольцом 19. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 14.
УСИЛЕННЫЙ ПРИВОД ОТБОРА МОЩНОСТИ ПЕРЕДНИЙ
Для специальных комплектаций двигателей, к которым предъявляются повышенные требования по отбору мощности от носка коленчатого вала, используется показанная на рисунке 14 конструкция.

Рисунок 13 - Установка гасителя крутильных колебаний, отбора мощности и шкива:
1 - вал привода афегатов; 2 -передняя крышка; 3 - корпус подшипника; 4 - пробка заправочного отверстия; 5 - маховик гасителя; 6 - крышка; 7 - фторопластовый подшипник; 8 - корпус гасителя; 9 - силиконовая жидкость; 10 - болт крепления гасителя и муфты отбора мощности; 11 - центровочный буртик; 12 - полумуфта отбора мощности; 13 - блок цилиндров; 14 - пружина; 15 - коленчатый вал; 16, 17 - подшипники; 18 - вал отбора мощности; 19 - резиновое уплотняющее кольцо; 20 - заглушка; 21 - стопорное кольцо; 22 - болт; 23 - манжета; 24 - шкив.
Привод осуществляется с носка коленчатого вала через полумуфту отбора мощности 4, прикрепленную к носку коленчатого вала 9 восемью специальными болтами М12х1,25-6Н (позиция 5). Центрирование полумуфты относительно коленчатого вала осуществляется по отверстию во фланце гасителя 6.

Рисунок 14 - Установка усиленного переднего привода отбора мощности:
1 - шкив; 2 - вал; 3 - манжета; 4 и 12 - полумуфты; 5, 15 и 18 - болты; 6 - гаситель; 7 - передняя крышка блока; 8 - блок цилиндров; 9 - коленчатый вал; 10 - отверстия для проворота коленчатого вала; 11 - подшипники; 13 - кольцо упорное; 14 - крышка; 16, 17 стопорные кольца; 19 - установочное кольцо.
Крутящий момент от полумуфты передается посредством вала привода агрегатов 2 и полумуфты привода агрегатов 12 на шкив 1. Шкив устанавливается на двух шариковых подшипниках 11 с двумя защитными шайбами и фиксируется в осевом направлении пружинными стопорными кольцами 16 и 17, дистанционным кольцом 19 и упором на крышке блока цилиндров. Смазка шлицевых соединений осуществляется смазкой, которая закладывается в полость коленчатого вала. Уплотнение привода осуществляется манжетой 3, защитными шайбами подшипников шкива и уплотнительной щелью, образованной шкивом и поверхностью на крышке блока цилиндров. Для уменьшения износа шлицевых соединений вал привода агрегатов удерживается от осевых перемещений упорным кольцом 13 и крышкой 14. Отверстия на внешнем диаметре шкива служат для проворота коленчатого вала. В конструкции привода предусмотрено использование чугунной передней крышки блока 7.
КОНФИГУРАЦИЯ ШКИВА КОЛЕНЧАТОГО ВАЛА МОЖЕТ МЕНЯТЬСЯ В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ ДВИГАТЕЛЯ!
ПРИВОД ОТБОРА МОЩНОСТИ ЗАДНИЙ
По требованию потребителей на двигатели может устанавливаться задний отбор мощности от маховика, который изображен на рисунке 15. Привод осуществляется от маховика коленчатого вала через сцепление 5 и далее посредством вала отбора мощности 16 на привод агрегатов изделия. Вал 16 с одной стороны устанавливается на подшипник в маховике 4 коленчатого вала 1, а с другой стороны на роликовый сферический подшипник 17. Вал фиксируется в осевом направлении крышкой 11 по наружному кольцу подшипника. Смазка подшипника осуществляется смазкой ШРУС-4 ТУ 38 УССР 201312-81, которая закладывается при сборке и ремонте в полости, образованные манжетами 15 и 18 и самим подшипником.
Замена смазки в заднем приводе отбора мощности
Отвернув гайку 12 (рисунок 15) и болты 10 разобрать привод. Удалить остатки старой смазки. Смазать тонким слоем шлицы вала 16, подшипник 17 и посадочное место под подшипник 19 (рисунок 12). Собрать привод, заложив по 100 г. смазки в полости между деталями 9 (рисунок 15) и 17, 11 и 17.

Рисунок 15 - Установка заднего привода отбора мощности
1 - коленчатый вал; 2 - блок цилиндров; 3 - картер маховика; 4 - маховик; 5 - сцепление; 6 - картер сцепления; 7 - проставка; 8 и 10 - болты; 9 - корпус подшипника; 11 - крышка; 12 - гайка; 13 - пружина тарельчатая; 14 - фланец крепления карданного вала; 15 и 18 - манжеты; 16 - вал отбора мощности; 17 - подшипник.
www.remkam.ru
Шпаргалка - Кривошипно-шатунный механизм двигателя Камаза 740-10
СОДЕРЖАНИЕ
ВВЕДЕНИЕ… 2
1. Общее устройство и техническая характеристика двигателя КамАЗа 740.10 3
2. Устройство кривошипно-шатунного механизма. 5
3. Разборка, ремонт и сборка шатунно-поршневой группы… 15
ЗАКЛЮЧЕНИЕ… 23
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ… 24
Акционерное общество (АО) КамАЗ выпускает автомобили с колесными формулами 6x4, 4x2 и 6x6, различающиеся мощностными, размерными и весовыми параметрами. Массовое производство автомобилей семейства КамАЗ и их поступление в автотранспортный комплекс страны началось в 1976 г. В ходе производства совершенствовалась конструкция автомобилей и их составных частей, повышалось их качество, накапливался и изучался передовой опыт эксплуатации и ремонта.
В данной курсовой работе подробно описана конструкция кривошипно-шатунного механизма в двигатели 740.10 автомобиля КамАЗ. Техническая характеристика двигателя приведена в табл.1. По своим экологическим показателям двигатель 740.10 соответствуют требованиям правил ЕЭК ООН уровня EVRO-2. Приведены все необходимые рекомендации завода-изготовителя по регулировкам двигателя и его систем, основным неисправностям, методам их обнаружения и устранения.
Целью курсовой работы является изучение устройства кривошипно-шатунного механизма двигателя КамАЗа 740.10
На автомобилях КамАЗ устанавливаются восьмицилиндровые, V-образные, четырехтактные дизели модели 740 с жидкостным охлаждением.
Блок-картер двигателя отлит из чугуна и снизу закрыт штампованным поддоном. В расточках блоков установлены гильзы цилиндров «мокрого» типа. Сверху гильзы закрыты индивидуальными головками. Механизм газораспределения верхнеклапанный. В нижней части развала блока установлен распределительный вал. Под ним в коренных опорах — коленчатый вал.
В передней части блока с коленчатым валом установлена гидромуфта привода вентилятора. С правой стороны блока крепятся центробежный фильтр очистки масла, масляный фильтр, маслозаливная горловина и щуп для контроля уровня масла в поддоне. С левой стороны нижней части блока установлен электростартер [3, с.25].
С наружной стороны боковых поверхностей головок цилиндров крепятся выпускные трубопроводы, с внутренней стороны — впускные трубопроводы и водоотводящие трубы. Сверху к впускным трубопроводам крепится фильтр тонкой очистки топлива. На передних концах водоотводящих труб установлены термостаты системы охлаждения двигателя.
В развале блок-картера размещены топливный насос высокого давления, компрессор и насос гидроусилителя рулевого управления.
Указанные конструктивные решения, а также применение автоматической гидромуфты в приводе вентилятора и двух термостатов в системе охлаждения, эффективная очистка масла, топлива и воздуха обеспечивают высокую долговечность деталей и узлов двигателя.
Основные параметры двигателя модели 740.10 приведены в технической характеристике (табл.1)
Таблица 1.
Техническая характеристика
| Модель двигателя | 740.10 |
| Тип двигателя | С воспламенением от сжатия |
| Число тактов | Четыре |
| Число цилиндров | Восемь |
| Расположение цилиндров | V-образное |
| Угол развала | 90° |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Диаметр цилиндра и ход поршня, мм | 120x120 |
| Рабочий объем, л | 10,85 |
| Номинальная мощность брутто, кВт (л. с) | 176(240) |
| Максимальный крутящий момент брутто.Н. м (кгс. м) | 833(85) |
| Частота вращения коленчатого вала, мин: | |
— номинальная — при максимальном крутящем моменте — на холостом ходу, не более: минимальная максимальная | 2200 1200-1600 600±50 2930 |
| Модель ТНВД | 337-40 |
| Модель форсунки | 273-30 |
| Давление начала подъема иглы форсунки, МПа (кгс/см): — в эксплуатации, не менее — новой (заводской регулировки) | 19,61 (200) 21,37-22,36(218-228) |
Высокая литровая мощность и низкий удельный расход топлива достигнуты форсированием двигателя по частоте вращения, применением совершенного смесеобразования, высокой степени сжатия и использованием тороидальной камеры сгорания.
Трудоемкость технического обслуживания двигателя в процессе эксплуатации значительно снижена благодаря применению закрытой системы охлаждения с всесезонной специальной охлаждающей жидкостью, высококачественных моторных масел двухступенчатого воздухоочистителя сухого типа, эффективных топливных и масляных фильтров.
Высокие пусковые качества двигателя при низких температурах обеспечены применением аккумуляторных батарей повышенной емкости, мощного стартера, маловязкого моторного масла и системы предпускового разогрева двигателя.
Двигатель состоит из кривошипно-шатунного механизма и механизма газораспределения и систем смазки, охлаждения, разогрева, питания топливом, питания воздухом и выпуска отработавших газов.
Коленчатый вал (рис.1) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис.2).
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11 [3, с.27].
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2. напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис.1).
В расточку хвостовика коленчатого вала запрессован шариковый подшипник 5 (рис.2).
Рис.1. Коленчатый вал.
Рис.2. Установка упорных полуколец и вкладышей подшипников коленчатого вала.
В полость переднего носка коленчатого вала ввернут жиклер 8. через калибровонное отверстие которого осуществляется смазка шлицевого валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис.2), установленными в проточках задней коренной опоры блока цилиндров, так что сторона с канавками прилегает к упорным торцам вала. На переднем и заднем носках коленчатого вала (рис.1) установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вата. Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний [3, с.28].
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис.3), с дополнительным уплотняющим элементом — пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Рис.3. Установка маховика и манжеты уплотнения коленчатого вала.
Диаметры шеек коленчатого вала: коренных 95±0.011 мм. шатунных 80±0,0095 мм. Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей.
Вкладыши 7405.1005170 Р0.7405.1005171 Р0.7405.1005058 РО применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей. Коренные и шатунные подшипники изготовлены из стальной ленты покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцовооловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм. Верхние 3 (рис.2) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна. Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные). Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100. ., так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рис.4) изготовлены из высокопрочного чугуна марки ВЧ50. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом.
Рис.4 Установка крышек подшипников коленчатого вала.
Шатун (рис.5) стальной, кованый, стержень 1 имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2. поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована сталебронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты X предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении 8. На крышке и стержне шатуна нанесены метки спаренности — трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.
Маховик 1 (Рис.6) закреплен восемью болтами 7 шатуна, (рис.7), изготовленными из легированной стали с двенадцатигранной головкой, на заднем торце коленчатого вала и точно зафиксирован двумя штифтами 10 и установочной втулкой 3 (Рис.6) [3, с.29].
С целью исключения повреждения поверхности маховика под головки болтов устанавливается шайба 6 (рис.7). На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 2, с которым входит в зацепление шестерня стартера при пуске двигателя (Рис.6).
При выполнении регулировочных работ по установке угла опережения впрыска топлива и величин тепловых зазоров в клапанах маховик фиксируется при помощи фиксатора (рис.7).
Рис.6. Маховик.
При этом конструкция имеет следующие основные отличия от серийной:
— изменен угол расположения паза под фиксатор на наружной поверхности маховика;
— увеличен диаметр расточки для размещения шайбы под болты крепления маховика.
Рассматриваемые двигатели могут комплектоваться различными типами сцеплений. На рис. Маховик показан для диафрагменного сцепления.
Рис.7 Положения ручки фиксатора маховика.
а) при эксплуатации;
б) при регулировки, в зацеплении с маховиком
Гаситель крутильных колебаний закреплен восемью болтами 2 (рис.8) на переднем носке коленчатого вала. С целью исключения повреждения поверхносги корпуса гасителя под болты устанавливается шайба 5. Гаситель состоит из корпуса (см. рисунок) в который установлен с зазором маховик. Снаружи корпус гасителя закрыт крышкой. Герметичность обеспечивается закаткой (сваркой) по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком находится высоковязкостная силиконовая жидкость, дозированно заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой, приваренной к корпусу (рис.9). Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты. При проведении ремонтных работ категорически запрещается деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден [3, с.30].
Поршень 1 (рис.10) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, она смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
Рис.8 Установка гасителя крутильных колебаний коленчатого вала.
1 – гаситель; 2 – болт крепления гасителя; 3 – полумуфта отбора мощности;
4 – болт крепления полумуфты; 5 – шайба; 6 – коленчатый вал; 7 – блок цилиндров.
Рис.9 Гаситель крутильных колебаний коленчатого вала.
Рис.10 Поршень с шатуном и кольцами в сборе.
1 — поршень; 2 — маслосъемное кольцо; 3 — поршневой палец; 4, 5 — компрессионные кольца; 6 — стопорное кольцо.
В нижней ее части выполнен паз, исключающий при правильной сборке контакт поршня с форсункой охлаждения при нахождении в НМТ.
Поршень комплектуется тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателях, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм. В запасные части поставляются поршни наибольшей высоты, поэтому во избежание возможного контакта между ними и головками цилиндров в случае замены необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм необходимо подрезать днище поршня на недостающую до этого значения величину. Поршни двигателей 740.10, 740.11 и 740.13 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца, (см. разделы компрессионное и маслосъемное кольца). Установка поршней с двигателей КАМАЗ 740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.11 и 740.13 на двигатель 740.10 [3, с.31].
Компрессионные кольца (рис.10) изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.10 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой «верх» должен располагаться со стороны днища поршня. На двигателях 740.10 и 740.13 верхнее компрессионное кольцо имеет форму сечения двухсторонней трапеции с выборкой на верхнем торце, который должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название «минутное». Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку не допустима.
Маслосъемное кольцо коробчатого типа с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца. На двигателе модели 740.11 высота кольца — 5 мм а на двигателях 740.10 и 740.13 высота кольца — 4 мм.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар.
Для исключения возможности применения не взаимозаменяемых деталей цилиндропоршневой группы при проведении ремонтных работ рекомендуется использовать ремонтные комплекты:
7405.1000128-42 — для двигателя 740.10 — 240;
740.13.1000128 и 740.30-1000128 — для двигателей 740.11-260 и 740.13-300.
В ремонтный комплект входят:
— поршень;
— поршневые кольца;
— поршневой палец;
— стопорные кольца поршневого пальца
— гильза цилиндра;
— уплотнительные кольца гильзы цилиндра.
Форсунки охлаждения устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной СГ) масляной магистрали при достижении в ней давления 0,8 — 1,2 кг/см2 (на такое давление отрегулирован клапан, расположенный в каждой из форсунок) во внутреннюю полость поршней.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим [3, с.32].
Поршень с шатуном (рис.10) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер. Трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом.
Неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей [4, с.10].
При установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
Не подгибайте шпильки при надевании на них деталей.
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо компрессионное верхнее, кольцо компрессионное и кольцо маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков.
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80...100 °С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
— юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища — до размера менее 119,81 мм;
— отверстия под поршневой палец — до диаметра более 45,02 мм;
— канавки верхнего компрессионного кольца — до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
— канавки нижнего компрессионного кольца — до размера, измеряемого аналогично, менее 120,7 мм;
— канавки маслосъемного кольца — до высоты более 5,1 мм;
— наружной поверхности — до диаметра менее 44,99 мм.
Поршневой палец бракуют при наличии сколов, трещин, рисок, забоин и следов коррозии на поверхности и торцах, а также при износе наружной поверхности до диаметра менее 44,99 мм, В последнем случае деталь следует направить на восстановление [4, с.10].
Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление.
При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+8; 4 мм при частоте вращения расточной головки 1600 мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 мм, а при диаметре более 85,535 мм — бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80...100°С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого моторного масла М ЮГгк [4, с.11].
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца (рис.10). При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом «верх» к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
Рис.11. Разборка головки цилиндров в приспособлении И-801.06.000
1 — винт; 2 — рукоятка; 3 — тарелки клапанов; 4 — штифт; 5 — головка цилиндров.
Головку цилиндров устанавливают на приспособление для разборки-сборки 7831-4044 или верстак. Разогнув усики стопорной шайбы крепления стойки коромысел, отвертывают гайки крепления стоек оси коромысел и снимают стойку коромысел, стопорные шайбы и фиксатор коромысел, а затем — коромысла клапанов со стойки коромысел. Отвернув и сняв гайку 10 регулировочного винта, ввертывают регулировочный винт 8 коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов (рис.11) так, чтобы штифты 4 вошли в отверстия под болты крепления головки.
Вращением рукоятки приспособления отжимают тарелки пружин клапанов вместе с втулками и снимают сухари клапанов, тарелки с втулками, наружные и внутренние пружины и шайбы пружин клапанов. С направляющей втулки впускного клапана снимают уплотнительную манжету в сборе, после чего из головки цилиндров извлекают впускные и выпускные клапаны [4, с.13].
При необходимости замены вывертывают следующие детали: ввертыш крепления впускного коллектора, ввертыш крепления водяной трубы, шпильки крепления патрубка выпускного коллектора, шпильки крепления стоек коромысел и шпильки крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см) в течение 2 мин герметичность рубашки охлаждения и под давлением 0,6...0,65 МПа (6...6,5 кгс/см) — герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или гравитационном разрушении поверхности сопряжения с блоком цилиндров [4, с.14].
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного — 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неплоскостность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел.
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера, при диаметре более 24,66 мм — бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов, износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного — 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская
уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки крепления скоб форсунки, шпильки крепления стоек коромысел, ввертыш крепления впускного коллектора и ввертыш крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх [4, с.15].
Приготовив притирочную пасту из 81% электрокорунда зернистого и 13% парафина, разведенных в моторном масле МЮГгк до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л, ЭАП-40 — 0.2...0.3%. Состав моющего раствора: карбонат натрия — 22,5%, тринатрийфосфат — 18,9%, триполифосфат натрия — 50,6%, сульфонал — 2,3%, синтанол ДТ-7 — 5,7%. Температура моющего раствора 70...80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис.11), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку впускного клапана устанавливают уплотнительную манжету в сборе, устанавливают шайбы пружин клапанов, внутренние и наружные пружины, тарелки пружин клапанов с втулками и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари клапанов, отпускают пружины следя за тем, чтобы сухари вошли во втулку.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном расстоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Кривошипно-шатунный механизм является основным механизмом поршневого двигателя. Он служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. Он состоит из блок-картера, гильз и головок цилиндров, поршней с кольцами и поршневыми пальцами, шатунов, коленчатого вала, коренных и шатунных подшипников и маховика.
Маховик изготовлен из специального серого чугуна. Зубчатый венец напрессован на маховик с предварительным нагревом. Маховик закреплен на заднем торце коленчатого вала болтами и зафиксирован двумя штифтами и установочной втулкой.
Шатуны — стальные, двутаврового сечения. Соединение нижней головки шатуна с крышкой выполнено с прямым плоским разъемом.
Поршни отлиты из высококремнистого алюминиевого сплава и оснащены чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки. На поршне установлены два компрессионных и одно маслосъемное кольца. Компрессионные кольца изготовлены из чугуна специального химического состава, сечение кольца представляет собой одностороннюю трапецию. Боковая рабочая поверхность верхнего компрессионного кольца покрыта хромом, нижнего — молибденом. Маслосъемное кольцо имеет прямоугольное сечение, витой пружинный расширитель и хромированную рабочую поверхность. При сборке двигателя обеспечивается выступание поршня над уплотнительным торцом гильзы цилиндра.
Поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.
1. Аймасов Н.У., Гатауллин Н.И. Двигатели автомобилей КамАЗ. – Набережные Челны, 2002 г.
2. Барун В.Н., Азаматов Р.А. Техническое обслуживание и ремонт Автомобилей КамАЗ. – 2-е изд. перераб и допол. – М.: Транспорт, 1987.
3. Карагодин В.И., Карагодин Д.В. Автомобили КамАЗ: устройство, техническое обслуживание и ремонт. — М.: Транспорт, 2001. — 342 с.
4. Медведков В.И., Билык С.Т. Автомобили КамАЗ – 5320: Учебное пособие. – М.: Издательство ДОСААФ, 1999.
5. Руководство по эксплуатации и техническому обслуживанию двигателей КамАЗ серии В: Бюллетень, 1996.
www.ronl.ru




423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)