

Содержание
Ремонт деталей железнением
Строительные машины и оборудование, справочник
Ремонт деталей железнением
Ремонт железнением основан на осаждении металла из водных растворов на изношенную поверхность детали. Наиболее целесообразно этим способом восстанавливать детали с небольшими износами рабочих поверхностей (до 1 мм). Поскольку металл осаждается из раствора при температуре 60—80° С, деталь не коробится. Из раствора, содержащего 200—300 г/л двухлористого железа и 1 —1,5 г/л соляной кислоты, можно получить покрытие — чистое железо.
Осаждение металлопокрытий осуществляется за счет пропускания постоянного тока различной плотности через раствор, в результате чего происходит разряд ионов металла на катоде (детали). Аноды изготовляют из полосовой стали толщиной 10—40, шириной 40—80 мм. Для изоляции поверхностей детали, не подлежащих железнению, используют полихлорвиниловую ленту, стеклоткань, цапонлак. Для железнения используют холодные и горячие электролиты. Горячие электролиты позволяют работать при значительных плотностях тока, но требуют больших дополнительных затрат энергии на подогрев и применения специальных химически стойких дефицитных материалов для изготовления оборудования, так как являются весьма агрессивными растворами. Для упрощения технологии железнения и конструкции оборудования, улучшения условий труда и повышения культуры производства предпочтительнее использовать холодные электролиты.
Горячие электролиты позволяют работать при значительных плотностях тока, но требуют больших дополнительных затрат энергии на подогрев и применения специальных химически стойких дефицитных материалов для изготовления оборудования, так как являются весьма агрессивными растворами. Для упрощения технологии железнения и конструкции оборудования, улучшения условий труда и повышения культуры производства предпочтительнее использовать холодные электролиты.
Для восстановления посадочных поверхностей корпусных и базовых деталей применяют вневанное железнение (рис. 91). Поверхность отверстия, подлежащую наращиванию, при помощи дополнительных устройств превращают в замкнутую электролитическую ячейку, через которую прокачивают электролит. Вневанное железнение применяют для восстановления посадочных поверхностей чугунных и стальных корпусных деталей, блоков картеров, корпусов и т. п. Оно характеризуется высокими плотностями тока, большой производительностью и возможностью получать покрытия толщиной до 1,0—1,2 мм.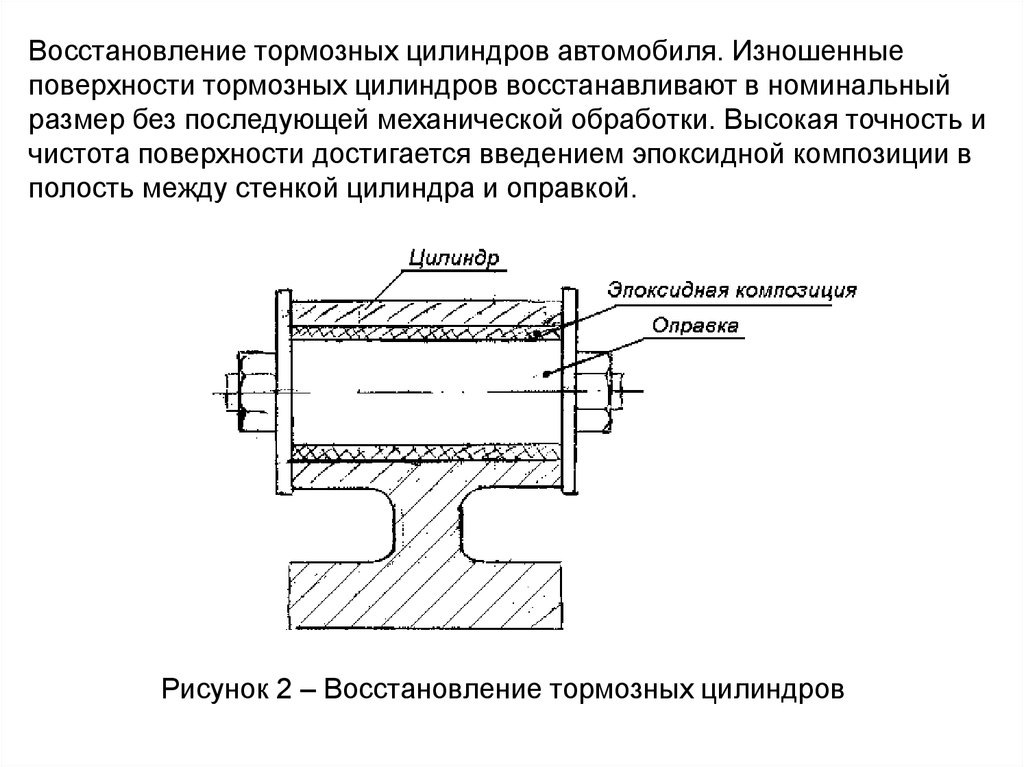
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 91. Схема установки для вневан- ного железнения:
1 — электролит; 2 — деталь, 3 — восстанавливаемая поверхность
Рис. 92. Схема установки для электролитического натирания:
1 — тампон анода, 2 — электрод анода, 3 — редуктор, 4 — шпиндель, 5 — то- косъемное кольцо, 6 — щеточный аппарат, 7 — электродвигатель привода шпинделя, 8 — выпрямительное устройство, 9 — восстанавливаемая деталь, 10 — насос для подачи электролита, 11 — бак, 12— электролит
На некоторых ремонтных предприятиях применяют способ восстановления электролитическим натиранием. Установка для электролитического натирания (рис. 92) представляет собой стальной корпус, на котором смонтированы шпиндель с приводом, состоящим из электродвигателя и червячного редуктора; токосъемное устройство, выполненное в виде кольца со щеточным аппаратом; анод из свинцового электрода с тампоном, крепящийся на рабочем конце шпинделя; бак с электролитом и насос, расположенный на крышке бака.
Осаждение металла происходит следующим образом. К шпинделю, подключенному к положительному полюсу выпрямительного устройства, крепят свинцовый электрод, на котором намотан тканевый тампон. Восстанавливаемую деталь подключают к отрицательному полюсу. Электрод вводят в обрабатываемое отверстие, после чего на него подают электролит. Под воздействием постоянного тока из электролита выделяется химически чистый цинк, который осаждается на восстанавливаемой поверхности. Вращающийся электрод способствует равномерному осаждению цинка по всей поверхности.
Рекламные предложения:
Читать далее: Ремонт блока и деталей кривошипно-шатунного механизма
Категория: —
Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
Технологический процесс железнения — Сельхозтехника
Технологические операции при ремонте (восстановлении) деталей железнением выполняют в следующей последовательности: механическая обработка восстанавливаемых поверхностей; промывка органическими растворителями; промывка в воде; изоляция поверхностей, не подлежащих покрытию; монтаж деталей на подвеску; электрохимическое обезжиривание; промывка в горячей и холодной воде; анодная обработка; железнение, промывка в горячей воде после железнения. При проведении работ вам возможно понадобиться перемещать большие детали, таль с уменьшенной строительной высотой болгария поможет вам в этом.
При проведении работ вам возможно понадобиться перемещать большие детали, таль с уменьшенной строительной высотой болгария поможет вам в этом.
Механическая обработка восстанавливаемых поверхностей производится с целью удаления следов износа и создания требуемой геометрической формы. Шероховатость поверхностей после обработки должна быть в пределах #а=1,25 мкм па ГОСТ 2789—73. Промывка деталей органическими растворителями, изоляция поверхностей, не подлежащих покрытию, монтаж деталей на подвеску, электрохимическое обезжиривание, промывка в горячей и холодной воде производятся так же, как и при хромировании.
Анодная обработка деталей производится в ванне следующего состава: серная кислота — 360 …400 г/л и сернокислое железо — 10… 25 г/л.
Режим обработки: температура электролита 18… 25 °С, плотность тока 30… 80 А/дм2, время травления 30… 60 с в зависимости от термообработки детали. В качестве анодов применяют пластины из свинца, площадь которых в 2… 4 раза должна превышать площадь обрабатываемой поверхности деталей.
После анодной обработки детали промывают в ванне с холодной водой в течение 0,5… 1,0 мин. Поверхность деталей после анодной обработки должна иметь светло-серебристый цвет.
С целью получения надежных устойчивых результатов по прочности сцепления покрытия с основой при восстановлении крупногабаритных деталей, изготовленных из легированных сталей и закаленных до высокой твердости, анодную обработку деталей ведут сначала в растворе хлористого железа, затем в 30% растворе серной кислоты. В ванне железнения детали выдерживают без тока 1 … 2 мин для подогрева, а потом подвергают травлению. Стальные детали с различной термической и химикотермической обработкой травят при плотности тока 40… 100 А/дм2 в течение 2… 5 мин. Температура хлористого электролита должна быть в пределах 70… 80°С. После травления в хлористом электролите детали тщательно промывают в холодной воде с целью удаления остатков хлористого электролита и охлаждения детали. Для очистки детали от шлама, образующегося при травлении в хлористом электролите, производится анодная обработка в 30% растворе h3S04. После анодной очистки детали промывают сначала холодной, потом теплой водой. При промывке не только удаляют остатки серной кислоты с поверхностей деталей и подвесных приспособлений, но и прогревают поверхностные слои металла крупногабаритных деталей. Затем загружают подвеску с деталями в ванну железнения и выдерживают без тока 20 …30 с, включают ток плотностью 2…3 А/дм2 и осаждают металл в течение 3…5 мин, повышают ток до плотности 10… 15 А/дм2 и снова осаждают металл в течение 3… 5 мин, после этого доводят плотность тока до необходимой величины согласно заданному режиму. По возможности наращивание величины тока лучше производить постепенно. В горячих хлористых электролитах применяются следующие режимы электролиза: плотность тока 15… 40 А/дм2, температура электролита 60… 80 °С. При железнении используют аноды из малоуглеродистой стали марки Ст. 2, Ст. 3, сталь 10, АРМКО. Длина анодов должна быть меньше длины деталей на 5… 10 мм. Аноды располагают в ванне на расстоянии 180…200 мм друг от друга и на.
После анодной очистки детали промывают сначала холодной, потом теплой водой. При промывке не только удаляют остатки серной кислоты с поверхностей деталей и подвесных приспособлений, но и прогревают поверхностные слои металла крупногабаритных деталей. Затем загружают подвеску с деталями в ванну железнения и выдерживают без тока 20 …30 с, включают ток плотностью 2…3 А/дм2 и осаждают металл в течение 3…5 мин, повышают ток до плотности 10… 15 А/дм2 и снова осаждают металл в течение 3… 5 мин, после этого доводят плотность тока до необходимой величины согласно заданному режиму. По возможности наращивание величины тока лучше производить постепенно. В горячих хлористых электролитах применяются следующие режимы электролиза: плотность тока 15… 40 А/дм2, температура электролита 60… 80 °С. При железнении используют аноды из малоуглеродистой стали марки Ст. 2, Ст. 3, сталь 10, АРМКО. Длина анодов должна быть меньше длины деталей на 5… 10 мм. Аноды располагают в ванне на расстоянии 180…200 мм друг от друга и на. расстоянии в пределах 100 мм от деталей. Площадь анодов должна примерно в два раза превышать площадь деталей. Детали должны погружаться в ванну на 50 …80 мм ниже верхнего уровня электролита и не доходить до дна ванны на 100…150 мм. Аноды необходимо помещать в чехлы из стеклоткани во избежание загрязнения электролита. По окончании процесса железнения детали промывают в ванне с горячей водой (60… 70 °С), а затем подвергают нейтрализации в растворе состава, г/л:
расстоянии в пределах 100 мм от деталей. Площадь анодов должна примерно в два раза превышать площадь деталей. Детали должны погружаться в ванну на 50 …80 мм ниже верхнего уровня электролита и не доходить до дна ванны на 100…150 мм. Аноды необходимо помещать в чехлы из стеклоткани во избежание загрязнения электролита. По окончании процесса железнения детали промывают в ванне с горячей водой (60… 70 °С), а затем подвергают нейтрализации в растворе состава, г/л:
- азотнокислый натрий — 50;
- углекислый натрий— 10;
- уротропин технический — 30.
Температура раствора 60…70°С, время обработки 2…10 мин.
После нейтрализации детали промывают в ванне с горячей водой, демонтируют с подвесок, по внешнему виду определяют качество покрытия и с помощью стандартного мерительного инструмента замеряют толщину осажденного слоя.
Выбор электролитов железнения. Условия электролиза (концентрацию и температуру электролита, плотность тока) выбирают в зависимости от свойств покрытий, получаемых при железнении, требуемой толщины покрытия, характера работы детали и ее конфигурации.
Для восстановления деталей сельскохозяйственной техники, изготовленных из нормализованных сталей 20, 30, 35, 40, 45, микротвердость которых находится в пределах 2000… 2400 Н/мм2, и имеющих, как правило, значительные износы, рекомендуется использовать среднеконцентрированный электролит оптимальной концентрации (300…350 г/л хлористого железа).
Для восстановления деталей, изготовленных из среднеуглеродистых и термически обработанных сталей 35, 40, 45, 45Г2, 50, 65Г и других, микротвердость которых находится в пределах 2400…3200 и 3600…4100 Н/мм2, рекомендуется использовать малоконцентрированный и среднеконцентрированный электролиты, позволяющие получать покрытия толщиной до 1,0… 1,5 мм. Опыт работы ремонтных предприятий по восстановлению деталей желез-нением показал, что при разработке технологического процесса следует руководствоваться следующими соображениями. Электролиты малой и средней концентрации дают возможность получать покрытия, микротвердость которых находится в пределах 2000…6500 Н/мм2. деталей проверяют качество покрытий. В производственных условиях контроль качества покрытий включает: внешний осмотр невооруженным глазом и через лупу, проверку твердости с помощью приборов и напильника, определение размеров деталей мерительным инструментом.
деталей проверяют качество покрытий. В производственных условиях контроль качества покрытий включает: внешний осмотр невооруженным глазом и через лупу, проверку твердости с помощью приборов и напильника, определение размеров деталей мерительным инструментом.
При внешнем осмотре проверяют наличие отслоений покрытий, шероховатость поверхности и характер дендритов на острых кромках, обращают внимание на плотность осадков и блеск. Качественное покрытие не должно иметь наростов, бугорков, большого количества дендритов, вздутия, разрывов, шелушения и других подобных дефектов.
Железнение на асимметричном токе. За последнее время в ремонтном производстве нашли применение технологические приемы нанесения железных покрытий путем использования асимметричного переменного тока промышленной частоты. При железнении на асимметричном токе можно в широких пределах изменять структуру и физико-механические свойства покрытий, а также обеспечить высокую прочность сцепления осадков железа с восстановленными деталями. В настоящее время разработано много схем формирования периодического асимметричного тока.
В настоящее время разработано много схем формирования периодического асимметричного тока.
Наибольшее распространение в ремонтном производстве получила схема установки для получения периодического тока, предложенная А. А.’Эпштейном и Р. С. Пиявским и приведенная на! рисунке 21. Основное влияние на качество покрытий и физико-ме-ханические свойства оказывает отношение плотности катодного тока Дк к плотности анодного тока Да, то есть р=Дк/Да.
Для обеспечения надежной прочности сцепления покрытий с основным металлом процесс железнения начинают при Дк=2… 3 А/дм2 и катодно-анодном отношении 1,3… 1,5 и осаждают металл в течение 2… 3 мин. Затем в течение 10 мин плавно увеличивают плотность катодного тока до 40… 50 А/дм2, а i|3 доводят до значения, равного 8… 10, и продолжают процесс железнения до получения необходимых размеров деталей. Температура электролита находится в пределах 20… 40 °С. При этих режимах средняя скорость осаждения железа составляет 0,25… 0,35 мм/ч*. Осаждение металла на асимметричном переменном токе можно» вести из обычного малоконцентрированного электролита следующего состава: двухлористое железо — 200 … 250 г/л, соляная кислота — 1 … 1,5 г/л.
Рис. 21. Схема установки
для получения периодического тока:
1 — предохранитель;
2 — силовой трансформатор;
3 и 4 — полупроводниковые вентили;
5 и 6 — управляемые резисторы прямого
и обратного токов;
7 и 8 — амперметры магнитоэлектрической
системы для измерения силы прямого
и обратного токов;
9 — переключатель;
10—гальваническая ванна;
11 — шунт общей цепи.
Изменяя плотность катодного тока (Дк) и ip, можно получить покрытия с высокой микротвердостью. При р=4…8 ш Дк = 20А/дм2 микротвердость покрытий достигает 4500… 5200 Н/мм2, а при тех же значениях р, но при Дк=40 А/дм2,— 5200 …5700 Н/мм2.
Механическая обработка. Механическая обработка деталей,, восстановленных железнением, может производиться шлифованием или точением в зависимости от твердости покрытия и конфигурации детали. При шлифовании рекомендуется использовать круги из электрокорунда твердостью СМ1—СМ2, зернистостью 16 … 25-на керамической связке. Режимы шлифования принимаются следующие: продольная подача — 0,3 … 0,5 м/мин, поперечная подача— 0,005… 0,015 мм/дв, ход, скорость шлифовального круге — 20… 35 м/с, скорость вращения изделия—10 м/мин, расход смазочно-охлаждающей жидкости — не менее 15 л/мин. Обработка электролитического железа резанием отличается от обработки резанием обычных углеродистых сталей.
Режимы шлифования принимаются следующие: продольная подача — 0,3 … 0,5 м/мин, поперечная подача— 0,005… 0,015 мм/дв, ход, скорость шлифовального круге — 20… 35 м/с, скорость вращения изделия—10 м/мин, расход смазочно-охлаждающей жидкости — не менее 15 л/мин. Обработка электролитического железа резанием отличается от обработки резанием обычных углеродистых сталей.
Особенность мягких осадков — то, что они насыщены включе-ниями гидроокиси в значительно большей степени, чем твердые осадки.
Обработку покрытий рекомендуется производить резцом, оснащенным пластинкой металлокерамического твердого сплава Т30К4 или минералокерамической пластинкой ЦМ 332.
Рис. 22. Расположение оборудования на участке восстановления деталей
желез-иением: 1 — источник питания;
2 — стол монтажный; 3 — ванна
электрохимического обезжиривания; 4 — вайна
горячей промывки; 5 — ванна холодной
промывки; 6 — ванна анодного травления;
7 — ванна железнения; 8 — ванна
нейтрализации; 9 — стол демонтажный;
10 — стеллаж земфонда; 11 — калорифер;
12 — электротельфер;
13 — сборник-нейтрализатор.
Показатели работоспособности резца находятся в большой зависимости от качества заточки резцов. Лучшие результаты получаются при доводке инструмента кругом из синтетических алмазов АЧК200Х10ХЗАС012-Б1-100 на следующем режиме: окружная скорость—15 м/с, глубина шлифования — 0,01 мм/дв. ход. Шероховатость поверхности находится в пр>еделах Ra=2,5… 0,63 мкм.
При обработке электролитического железа наиболее применим режущий инструмент, оснащенный пластинками из сверхтвердого материала эльбора, не имеющего химического сходства с обрабатываемым материалом. Этот инструмент используется при обязательной заточке и доводке режущих граней шлифовальным кругом АЧК-200Х10ХЗА12-Б1-100 из природных алмазов. Шероховатость поверхности после обработки покрытий эльборовым резцом находится в пределах Ra=0,63 … 0,08 мкм.
Оборудование. Применяемое для железнения оборудование аналогично оборудованию, используемому при хромировании, кроме ванны железнения. Процесс железнения в горячих хлористых электролитах характеризуется высокой химической активностью кислого раствора хлористого железа, сильным испарением электролита, высокой температурой, выделением вредных газов для здоровья обслуживающего персонала и металлических частей гальванического участка. Поэтому стенки ванны должны иметь высокую химическую стойкость при температурах 70… 90 °С, иметь нагревательные и вентиляционные устройства.
Поэтому стенки ванны должны иметь высокую химическую стойкость при температурах 70… 90 °С, иметь нагревательные и вентиляционные устройства.
Внутреннюю поверхность ванны железнения облицовывают различными кислотостойкими материалами. Наиболее надежными в работе показали себя ванны, облицованные антегмитовыми плитками. Антегмитовые плитки АТМ-1 выпускаются размерами 180X100x10 и 80X12X15. Антегмит АТМ-1 производится также в виде полос длиной 1 м и с поперечным сечением 120X10 мм. Кроме антегмита, для облицовки ванны железнения используюг кислотостойкую резину, винипласт, фторопласт, эбонит и другие материалы.
Однако в процессе эксплуатации футерованные ванны быстро разрушаются. За последние годы в качестве конструкционного материала для изготовления аппаратов химических производств широко применяются титан и его сплавы. Титан имеет достаточную» пластичность и механическую прочность, высокую коррозионную1 стойкость во многих агрессивных средах. Испытанные ГОСНИТИ марки титана ВТ1 и ОТ-4 достаточно стойкие, и ванны, изготовленные из этих материалов для горячих хлористых электролитов-железнения, работают длительное время, не требуя ремонта. На рисунке 22 показана схема расположения гальванического оборудования участка восстановления деталей железнением.
На рисунке 22 показана схема расположения гальванического оборудования участка восстановления деталей железнением.
Материалы. Примерный расход материалов в граммах на 1 дм2 восстанавливаемой поверхности для средней толщины покрытия 0,1 мм при железнении в горячем хлористом электролите* приведен в таблице 16.
Как восстановить чугун – отремонтировать и удалить ржавчину
Научиться восстанавливать чугун необходимо, чтобы дать старым предметам новую жизнь и уменьшить потребность в расточительной замене. Прочный, высокопроизводительный металл, чугун чрезвычайно универсален и используется для всего: от сковородок и запеканок до садовой мебели, ворот и балюстрад.
См.: Как очистить чугун – удалить ржавчину, обработать и покрасить
Со временем на чугунных предметах появляются дефекты поверхности, которые добавляют им характера и делают их особенно похожими на старинный дом. При уходе чугун может служить веками, но плохо обслуживаемые изделия начнут ржаветь и разрушаться.
«Ворота, перила и другие изделия из чугуна являются такой же частью нашего архитектурного наследия, как камень и кирпич зданий, с которыми они ассоциируются», — говорит Роджер Хант, автор справочника «Старый дом» (открывается в новая вкладка). «Хотя эти металлические украшения кажутся прочными, они могут подвергнуться коррозии и в конечном итоге выйти из строя из-за отсутствия обслуживания».
Планируете восстановить чугун или кованое железо?
(Изображение предоставлено Susie Watson)
Часто возникает путаница в отношении того, из чего сделан металлический предмет: из чугуна, кованого железа или стали. Итак, во-первых, вы должны убедиться, что вы действительно пытаетесь восстановить чугун, хотя часто можно использовать одни и те же методы восстановления.
Если вы реставрируете тяжелую сковороду или запеканку, то почти наверняка это будет чугун, однако такие предметы, как мебель или архитектурные изделия из металла, идентифицировать труднее.
«Кованое железо представляет собой низкоуглеродистый ковкий сплав, который необходимо обрабатывать вручную или с помощью механических процессов. Он традиционно использовался для архитектурных элементов, таких как решетки и балконы — даже Эйфелева башня сделана из кованого железа. Этот термин также ошибочно применяется к обработке современной стали, более совершенной версии кованого железа», — объясняет эксперт Antiques Roadshow Марк Аллум.
‘Люди сбиваются с толку из-за того, что многие предметы одинаковой природы изготавливаются либо с помощью одного процесса, либо с помощью их комбинации. Изготовленная вручную конструкция просто полностью отличается от чугунных изделий, которые изготавливаются в форме».
«Отливки часто соединялись вместе с помощью гаек и болтов или путем блокировки деталей», — добавляет Дуглас Кент, технический и исследовательский директор Общества защиты древних зданий . «Чугун хрупок и слабее при растяжении, чем кованое железо, но изготавливается быстрее и легче. Компоненты имеют более глубокий профиль и более повторяющийся внешний вид».
Компоненты имеют более глубокий профиль и более повторяющийся внешний вид».
Чугун идеально подходит для изделий массового производства, таких как товары для дождевой воды, камины и дверные молотки. В отличие от кованого железа, чугун никогда полностью не вытеснялся сталью.
Как восстановить старый чугун?
(Изображение предоставлено Робертом Сандерсоном)
Принимая решение о том, как восстановить старый чугун, вам необходимо учитывать стоимость предмета, назначение и отделку — он окрашен или открыт?
Вы также должны оценить размер ущерба. Отслаивающуюся краску или ржавые пятна на чугуне, который в остальном находится в хорошем состоянии, можно легко восстановить. Однако ремонт сломанных или отсутствующих элементов может быть невозможен.
«Еще одна потенциальная проблема — растрескивание чугуна из-за ударов или дефектов литья, — говорит Кент.
‘Чугун трудно и нерентабельно ремонтировать, поэтому, если декоративная часть полностью отсутствует, мало надежды на ее ремонт. Однако опытный сварщик может восстановить оторванную секцию или скрытый элемент конструкции», — говорит Аллум.
Однако опытный сварщик может восстановить оторванную секцию или скрытый элемент конструкции», — говорит Аллум.
Кент советует, что лучший способ ремонта чугуна — холодная прошивка. «Специализированные фирмы могут брать формы с очищенных оригиналов и переделывать компоненты». Это особенно хорошо работает для элементов с повторяющимися секциями, таких как перила или балюстрады.
Если ремонт не требуется, обычно можно восстановить чугун, удалив краску, отшлифовав и отполировав, но некоторые элементы требуют большего внимания, чем другие.
Если предмет ценный или важная деталь вашего дома, требующая ремонта, то лучше нанять специалиста для реставрации чугуна.
Реставрация чугунного камина
(Изображение предоставлено Kasia Fiszer)
Независимо от того, есть ли у вас старый чугунный камин на месте или вы планируете подогнать его под старину, скорее всего, вам потребуются некоторые реставрационные работы.
‘Феноменальный спрос на камины викторианской эпохи привел к производству многих миллионов; следовательно, есть из чего выбирать на свалках, у дилеров и аукционистов. Некоторые можно купить очень дешево; однако повреждение является решающим фактором», — говорит Аллум.
Некоторые можно купить очень дешево; однако повреждение является решающим фактором», — говорит Аллум.
Чугунные камины можно либо покрасить, либо покрыть защитной пастой для железа или черным лаком для решетки, что придает им культовый черный цвет.
Если вы восстанавливаете камин с поврежденным или отслаивающимся лакокрасочным покрытием, его необходимо удалить средством для удаления краски. Это неприятная работа, и нужно быть предельно осторожным при работе с такими агрессивными химикатами. Не используйте паяльную лампу, так как вы можете выделить свинец из краски или повредить камин.
Внимательно следуйте инструкциям по нанесению средства для снятия краски, оставьте его на определенное время, затем соскребите краску скребком. Вам может понадобиться более одного приложения, и, возможно, потребуется использовать жесткую кисть, чтобы вникнуть в детали.
«Чтобы удалить пятна ржавчины или стойкие следы, вырежьте кусок стальной ваты среднего качества, чтобы стереть ржавчину, и, надев защитные перчатки, аккуратно удаляйте ее, пока она не исчезнет», — говорит эксперт по реставрации Хелайн Клэр. №
№
Чтобы подготовить чугунный камин к окончательной отделке, используйте тонкую проволочную вату, но не промывайте поверхность водой. Если поверхность намокла, подождите, пока она полностью не высохнет, прежде чем наносить краску, полироль или пасту.
(откроется в новой вкладке)
Эта функция была создана дочерним брендом H&G, Period Living magazine
Period 6 Living, чтобы узнать больше новая вкладка).
Period Living – самый продаваемый в Великобритании журнал о старинных домах. Подписка предоставляет вам все, что вам нужно знать об уходе и улучшении традиционного дома и сада.
Как восстановить чугунную садовую мебель
(Изображение предоставлено Kasia Fiszer)
Чугунная садовая мебель, оставленная снаружи и подверженная воздействию непогоды, со временем проявит признаки износа. Его обычно покупают в винтажных магазинах, и, хотя он имеет привлекательную патину возраста, часто требуется уход, чтобы поддерживать его в хорошем состоянии.
Общие проблемы с чугунной садовой мебелью включают отслаивание краски, ржавчину крепежных болтов, а также общую грязь и водоросли на поверхности.
«Как и в случае с большинством работ по ремонту, тяжелая работа начинается с самого начала, а это часы, потраченные на чистку, шлифовку и чистку, — говорит Клэр.
Ржавые болты необходимо снять и заменить. «Если гаечным ключом не удается развернуть их, распылите разделительное масло, затем подождите и попробуйте еще раз. Удар молотком поможет разрушить коррозию, скрепляющую гайку и болт, но не делайте этого на чугуне, который хрупок и легко трескается».
В крайнем случае Клэр советует перепилить неподатливые гайки и болты ножовкой. Замените на новые, устойчивые к коррозии.
Следующим шагом при реставрации чугунной садовой мебели является ее тщательная чистка. Если есть какие-либо водоросли, то следует нанести фунгицидную смывку или отбеливатель с помощью щетки или губки. «Оставьте на 24 часа, прежде чем смыть водой», — говорит Клэр.
Если есть только небольшие участки отслаивающейся краски, не стоит удалять всю краску с садовой мебели перед нанесением нового слоя. «Надев защитные перчатки, используйте стальную щетку, чтобы удалить отслаивающуюся краску, чтобы создать прочную основу для нового слоя краски», — говорит Клэр.
По мере стирания краски металл подвергается воздействию элементов и может образовывать порошкообразное покрытие. «Используйте шлифовальный блок и влажную и сухую наждачную бумагу, чтобы обработать неустойчивую поверхность, пока не будет достигнуто твердое основание».
Последним шагом перед покраской является очистка мебели горячей мыльной водой, затем дайте ей полностью высохнуть перед нанесением слоя краски. В некоторых случаях вам нужно будет сначала нанести грунтовку – внимательно прочитайте инструкцию.
Как восстановить чугунные ворота и перила
(Изображение предоставлено Little Greene)
Чугунные ворота и перила производят важное первое впечатление на ваш дом, поэтому, если они выглядят усталыми, их восстановление поднимет настроение экстерьер.
‘Если металл многократно перекрашивали, мелкие детали будут затемнены. Так что, если есть сильное скопление краски или если большие площади поражены ржавчиной, часто лучше снять всю оригинальную краску», — говорит Клэр.
Эту работу можно выполнить химическим средством для удаления краски. Можно использовать фен, но старая краска может содержать свинец. Если вы работаете со съемным элементом, таким как ворота, вы можете отнести его в промышленную компанию по зачистке.
Если краска менее образована и лишь слегка отслаивается, будет легче оставить ее на месте и закрасить.
‘Используйте металлический скребок, чтобы удалить всю вздутую и отслаивающуюся краску. Участки ржавчины следует удалить стальной щеткой, а затем очистить стальной мочалкой до блеска», — говорит Клэр. «После того, как все отслоившиеся чешуйки краски будут удалены, зачистите края оставшейся здоровой краски наждачной бумагой, чтобы избежать неприглядных «ступенек» на готовой окраске».
Протрите металл влажной тканью и, при необходимости, нанесите средство для удаления ржавчины, строго следуя инструкциям производителя.
Прежде чем наносить грунтовку по металлу, а затем два слоя свежей краски, убедитесь, что металл полностью высох.
Как восстановить чугунные сковороды
(Изображение предоставлено Unsplash)
Как только чугунные сковороды и сковороды теряют свою приправу, влага в воздухе может вызвать их ржавчину. Однако, приложив немного усилий, вы можете восстановить поверхность и снова использовать сковороду. Этот метод нельзя использовать на эмалированных кастрюлях.
См.: Как очистить чугунную сковороду
Пятна ржавчины можно удалить с помощью стальной мочалки или мелкой наждачной бумаги, растирая круговыми движениями.
Можно также использовать уксус – смешайте равные части белого уксуса и воды и замочите изделие на срок до восьми часов, регулярно проверяя, пока не исчезнет вся ржавчина.
После удаления ржавчины тщательно вымойте сковороду и полностью высушите ее, прежде чем повторно приправлять поверхность.
Приправа — последний шаг восстановления чугунных сковородок. Это запекшийся слой масла, который придает сковороде черную глянцевую поверхность, защищает металл и предотвращает пригорание пищи во время приготовления.
‘Чтобы приправить сковороду, вымойте ее теплой водой с мылом, тщательно ополосните и высушите. Затем налейте немного масла в сковороду и чистой тканью разотрите масло по всей сковороде, чтобы оно было тонким слоем по всей поверхности», — объясняет Джеймс Девоншир, глава кулинарной школы в Дейлсфорде . Затем поместите его вверх дном на решетку внутри духовки и запекайте на сильном огне в течение часа. Перед использованием оставьте его в духовке, чтобы он полностью остыл».
Как очистить чугун
Знание того, как чистить чугун, необходимо, чтобы предотвратить его ржавчину и сохранить хороший внешний вид на долгие годы. Чугун — чрезвычайно универсальный материал, который имеет множество применений, начиная от кастрюль и сковородок и заканчивая каминами и декоративными металлическими изделиями.
При принятии решения о том, как чистить чугун, необходимо учитывать возраст предмета и наличие на металле окрашенной или открытой поверхности, чтобы использовать правильные насадки для чистки.
Чугунные сковороды и сковороды, если они не покрыты эмалью, предназначены для открытого доступа и смазывания поверхности маслом; камины и печи будут отделаны железной пастой или краской для защиты поверхности; а внешние металлоконструкции, скорее всего, будут окрашены.
«Железо — четвертый по распространенности элемент в земной коре и один из самых распространенных металлов, встречающихся в старых зданиях», — говорит Дуглас Кент, технический и исследовательский директор Общества защиты древних зданий. «При правильном уходе изделия из железа могут служить веками».
Как чистить чугун
(Изображение предоставлено Skeppshults)
Не всегда лучше всего чистить чугун водой. Чугун склонен к ржавчине, поэтому лучше избегать его намокания, если только металл не хорошо защищен отделкой поверхности или вы не планируете повторно обрабатывать или полировать его.
«Пыль, жир и грязь лучше всего удалять тряпкой, смоченной в уайт-спирите, а не в воде», — говорит Роджер Хант, автор справочника Old House Handbook .
Если чугун намокнет, очень важно, чтобы металл полностью высох, прежде чем приступать к повторной отделке или покраске.
Хотя ржавчину можно удалить с помощью проволочной щетки или проволочной мочалки, следует избегать использования механических инструментов, особенно на деликатных или декоративных поверхностях, поскольку это может привести к повреждению.
Если вы не знаете, как очистить чугунные антикварные предметы, которые сильно изношены или заржавели, вам следует нанять профессионала для их восстановления.
Как очистить ржавый чугун
(Изображение предоставлено Future/Kasia Fiszer)
Чугун, который не был обработан или обработан, быстро начнет ржаветь, особенно во влажной среде. Хорошая новость заключается в том, что ржавый чугун легко очистить с помощью проволочной мочалки или проволочной щетки.
Надев защитное снаряжение, просто протрите ржавые участки круговыми движениями, пока ржавчина не сотрется.
«Если гайки и болты заржавели и их трудно снять, попробуйте сбрызнуть их разделительным маслом и оставить на ночь», — говорит специалист по реставрации Хелайн Клэр. Затем их можно заменить или очистить.
После того, как вы удалили ржавчину с чугуна, вам нужно либо отполировать поверхность, либо повторно приправить ее, чтобы предотвратить ее повторное появление ржавчины.
Удаляет ли уксус ржавчину с чугуна?
Хотя проволочная шерсть является проверенным и надежным методом очистки от ржавчины, очистка уксусом также может удалить ржавчину с чугуна.
Просто смешайте равные части белого уксуса и воды и замочите изделие на срок до восьми часов, регулярно проверяя, пока не исчезнет вся ржавчина. Не оставляйте вещь замачиваться дольше, чем необходимо.
После удаления ржавчины очень важно полностью высушить ее перед повторной обработкой или повторной отделкой.
Как очистить чугун с окрашенным покрытием
(Изображение предоставлено Future / Val Corbett)
Если окрашенный чугун в хорошем состоянии и краска не отслаивается, то вы можете просто использовать влажную ткань очистить его. Однако там, где краска отслаивается и просвечивает ржавчина, вам нужно будет снять ее и отполировать.
«Вся отслоившаяся краска и ржавчина должны быть тщательно удалены», — говорит Хант. «Однако не обязательно удалять всю краску. В некоторых случаях места коррозии могут быть подготовлены, а затем окрашены. Прочную краску можно просто смыть, отшлифовать, чтобы получился ключ, а затем использовать в качестве основы для новой краски.»
Имейте в виду, что старые краски часто содержат свинец, поэтому перед шлифовкой проверьте его с помощью тестового набора, который создает вредную пыль. частицы. Если присутствует свинец, используйте методы, которые не создают пыли или паров, например, растворитель или жидкий растворитель на основе щелочи, а также защиту от износа. Если есть сомнения, проконсультируйтесь со специалистом.
Если есть сомнения, проконсультируйтесь со специалистом.
«Неспособность правильно очистить и подготовить металлические поверхности перед покраской является ключевой причиной износа и коррозии: любая используемая система окраски будет настолько хороша, насколько хороша поверхность под ней», — говорит Хант.
Как чистить чугунные сковороды
(Изображение предоставлено Unsplash)
Чтобы ежедневно чистить чугунную сковороду или сковороду, прислушайтесь к этому совету Le Creuset: «Убирайте сковороду подальше от тепло и всегда дайте ему остыть в течение 5–10 минут, прежде чем наполнить его теплой водой и оставить на 15–20 минут, прежде чем стирать.
‘Используйте щетку для посудомоечной машины, чтобы удалить остатки карамелизированной пищи. Не погружайте горячую сковороду в холодную воду, так как это может привести к тепловому удару».
Несмотря на то, что вы можете использовать мыло для очистки чугунной сковороды или сковороды, не рекомендуется использовать его ежедневно, так как после этого поверхность нужно будет повторно обрабатывать.
После ополаскивания протрите сковороду полотенцем, а затем высушите на слабом огне на плите. Не оставляйте его сохнуть на воздухе, так как это может способствовать ржавчине. «Чтобы избежать ржавчины и убедиться, что ваша чугунная сковорода всегда готова к работе, вы можете регулярно смазывать ее растительным маслом», — говорит Джеймс Робинсон, менеджер по продукции Judge and Stellar в Horwood .
Если ваша чугунная сковорода или сковорода покрылась ржавчиной, удалите ее с помощью проволочной мочалки или мелкой наждачной бумаги, затем промойте и снова приправьте поверхность.
Как приправить чугун
После того, как вы очистили чугунную сковороду или сковороду, необходимо повторно приправить ее, чтобы предотвратить ржавчину и гарантировать, что пища не прилипнет к ней. Приправа — это, по сути, запеченный слой масла, который придает сковороде черный глянцевый вид.
«Чтобы приправить чугунную сковороду, просто смажьте ее тонким слоем растительного масла, разогрейте в горячей духовке при температуре 400°F/220°C не менее 10 минут и дайте остыть внутри духовки», — говорится в сообщении. Робинзон Хорвуда.
Робинзон Хорвуда.
Как чистить чугунные камины или дровяные печи
(Изображение предоставлено Future/Kasia Fiszer)
Со временем глянцевое черное покрытие чугунного камина или дровяной печи может стираться, а поверхность могут образовываться пятна ржавчины, поэтому важно очищать его, чтобы поддерживать в хорошем рабочем состоянии.
Однако следует избегать намокания и дождаться полного высыхания, прежде чем наносить краску или другие отделочные материалы.
«Чтобы удалить пятна ржавчины или стойкие следы, вырежьте кусок стальной шерсти среднего качества, чтобы стереть ржавчину, и, надев защитные перчатки, осторожно удаляйте ее, пока она не исчезнет», — говорит Клэр. «Щеткой и совком подметите беспорядок и используйте чистую щетку для обуви, чтобы счистить грязь с поверхности, готовой к покраске или отделке». 9№ 0003
Для отделки чугунного камина и придания ему классической насыщенной черной отделки следует нанести защитную пасту для железа или черную полироль для решетки. «Чтобы получить блестящую поверхность, оставьте не менее чем на час, а затем отполируйте щеткой из щетины, — говорит Клэр. «Осторожно, полироль легко стирается с мебели и одежды, поэтому используйте ее с осторожностью».
«Чтобы получить блестящую поверхность, оставьте не менее чем на час, а затем отполируйте щеткой из щетины, — говорит Клэр. «Осторожно, полироль легко стирается с мебели и одежды, поэтому используйте ее с осторожностью».
После очистки дровяной печи вы можете использовать краску для печи, чтобы восстановить ее блеск и продлить срок службы.
Как чистить чугунные решетки
Очистка чугунного гриля может включать удаление корки пригоревшей пищи. Чтобы регулярно чистить чугунный гриль, приобретите проволочную щетку с длинной ручкой. Просто зажгите гриль, а когда он сильно нагреется, почистите его щеткой.
В качестве альтернативы, вы можете нанести раствор уксуса или даже сделать пасту из соли или, таким образом, вы можете очистить с помощью пищевой соды — оба будут действовать как абразив. Нанесите пасту, затем протрите поверхность, пока она не станет чистой.
Если ваш чугунный гриль заржавел или плохо припекла к пище, сотрите его проволочной ватой, а затем приправьте тонким слоем масла перед нагревом.
