

Содержание
Создание технологического процесса в ADEM VX
Создание
технологического процесса в ADEM VX.
Андрей Красильников, Айрат Юзмухаметов, Игорь Ямаев
В
данной статье мы рассмотрим пример создания технологического процесса (ТП) с использованием средств модуля CAPP системы ADEM, приведем описание
наиболее эффективных методов и сервисов, применяемых при составлении маршрута
обработки, оснащении, нормировании и расчете основных параметров ТП. Этот этап является основным и самым
трудоемким, поэтому применение данных методов и сервисов позволяет значительно
ускорить процесс разработки ТП, что
приводит к повышению эффективности технологической подготовки производства.
К
основным возможностям модуля CAPP
системы ADEM можно отнести:
- Получение необходимой информации от конструктора
в электронном виде (чертеж, 3D
модель).
- Проектирование маршрута изготовления (диалоговое
или полуавтоматическое или автоматическое), представление его в виде
структурированного иерархического дерева и в виде форматированного текста
(отображаемая информация выделяется размером и цветом шрифта, отступами). - Расчет основных режимов обработки, автоматизация
рутинных расчетов. - Материальное и трудовое нормирование.
- Формирование всей необходимой документации в
соответствии с требованием ЕСТД и
стандартов предприятия (СТП). - Возможность работы с нормативно-справочной
информацией как поставляемой с системой ADEM, так и с базами
данных пользователей. - Организация параллельной работы с ТП.
- Организация передачи информации о ТП в систему управления предприятием (MES/ERP).
Создание
технологического процесса в системе ADEM
выполняется в два этапа.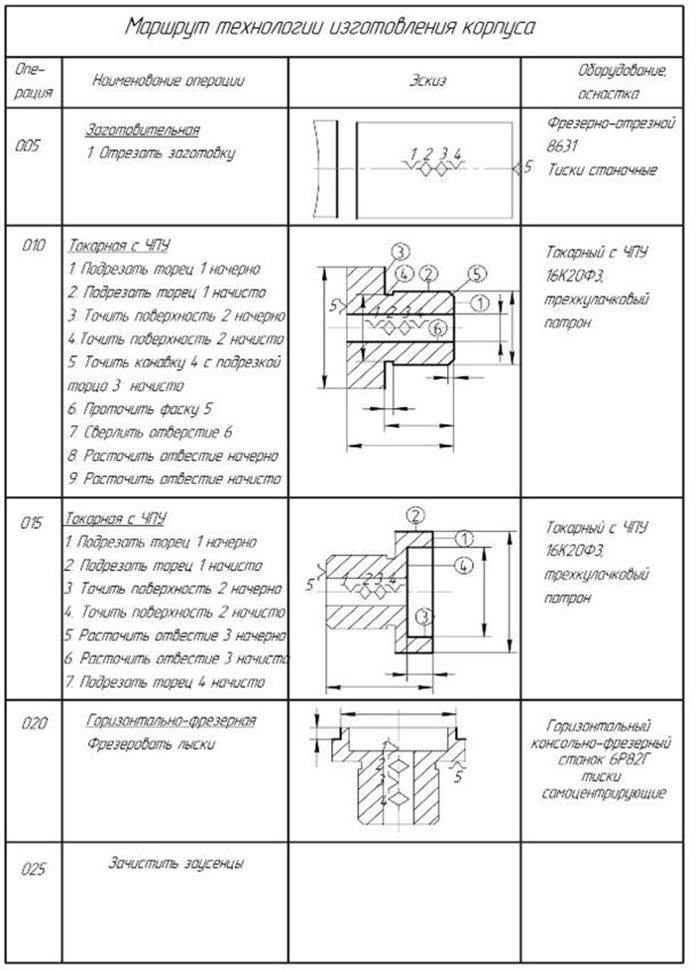 Первый этап это ввод и накопление данных, собственно
Первый этап это ввод и накопление данных, собственно
сам процесс проектирования. При этом информация вводится только один раз, и в
дальнейшем может попадать в различные
документы. В зависимости от серийности производства разработка технологических
процессов ограничивается маршрутной технологией (в индивидуальном и
мелкосерийном производствах), либо разрабатывается более подробная
пооперационная технология (средне и крупносерийное производство). На втором
этапе осуществляется формирование выходных документов. Данный этап выполняется
в пакетном режиме без участия технолога.
В
качестве примера рассмотрим один из вариантов проектирования ТП – проектирование “с нуля”. В
качестве исходных данных имеем 3D
модель детали “Втулка” и конструкторский чертеж, оформленный в соответствии с ЕСКД (Рис. 1).
Рис. 1. Деталь “Втулка”.
Процесс
изготовления детали можно представить в виде следующего маршрута обработки,
который представлен на Рис. 2.
2.
Рис. 2. Маршрут обработки.
Исходная
информация
Для
технолога исходной информацией является
чертеж конструктора, на основании которого он и начинает проектирование ТП. Хорошо, если чертеж сделан с
использованием системы ADEM, тогда
все данные из штампа чертежа автоматически
попадают в общие данные проектируемого ТП
(Рис. 3). Если чертеж сделан в любой другой системе геометрического
моделирования, то его можно импортировать, используя стандартные форматы обмена
dxf или dwg и всю информацию из штампа чертежа получить в общие данные
методом скалывания с экрана. Стоит отметить, что наличие электронного чертежа
не является обязательным. Используя прямые форматы (SolidWorks, Pro/Engineer,
Catia, Inventor) или стандартные форматы обмена (Step, Iges), можно
импортировать объемную модель и использовать ее в процессе проектирования для
создания операционных эскизов или для создания обработки с применением
оборудования с ЧПУ.
Материал
заготовки и ее параметры являются одними из основных характеристик детали. При
условии наличия заготовки, указанной в чертеже, в справочнике материалов и
сортаментов и при известных величинах, таких как масса детали, количество
деталей, система позволяет автоматически рассчитать массу заготовки (с учетом
ширины реза), КИМ, норму расхода материала (см. Рис. 3). Для этого система снабжена специальными алгоритмами
расчета. Если пользователь имеет свои, уникальные алгоритмы расчета каких-либо
параметров, то, описав сценарий расчета, можно подключить его к процессу
проектирования.
Рис. 3. Общие данные.
Операции
Переходим
непосредственно к процессу проектирования маршрута обработки ? создание
операций.
Операции
можно создавать различными способами:
ü
Выбирать из контекстно-зависимого меню. Для
каждого направления проектирования ТП
(механообработка, сборка, сварка и др. ) формируется свое контекстно-зависимое
) формируется свое контекстно-зависимое
меню;
ü
Используя классификатор операций. Занесен весь
классификатор технологических операций машиностроения и приборостроения,
которые разбиты на виды и группы для удобства пользования;
ü
Используя подготовленные фрагменты ТП,
сохраненные в виде библиотеки технологических фрагментов ТП;
С
каждой операцией технологического процесса может быть связан операционный
эскиз. После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится
доступным весь функционал данного модуля. Можно создать новый эскиз на основе
чертежа конструктора или объемной модели, загрузить готовый, или создать новый
эскиз с нуля, а также доработать любые предыдущие эскизы (Рис. 4)
Рис. 4. Первый этап.
Переходы
Как
и операции, переходы можно создать несколькими способами: выбрать из контекстно-зависимого
меню, где есть возможность выбора различных типов переходов (установочные
переходы, общие переходы, переходы технического контроля), либо загрузкой
заранее подготовленных переходов из
библиотеки технологических фрагментов ТП,
либо используя автоматическое
проектирование частей ТП.
Текст
содержания перехода можно выбрать из имеющихся фраз, содержащихся в справочнике
на все виды переходов, где с каждым типом операций используются свои шаблоны,
или набрать вручную. Дополнительную информацию, такую как размеры, тексты или
длины контуров можно сколоть с эскиза, что является удобным при составлении
содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно
могут возникать орфографические ошибки. Все современные текстовые процессоры (MS
Word, Open Office и др.)
имеют специальный функционал, обеспечивающий проверку правописания
(орфографии). С целью повышения качества формируемой документации в системе ADEM также появилась такая возможность
(см. Рис. 5).
Рис. 5. Проверка правописания.
Очень удобно при этом
пользоваться технологическим окном, отображающим техпроцесс, как
форматированный текст (см. Рис. 6). В нем слова, содержащие ошибки выделяются
Рис. 6). В нем слова, содержащие ошибки выделяются
подчеркиванием. При этом можно по ссылке перейти к объекту техпроцесса, открыть
его на редактирование и исправить ошибку(и) методом прямого ввода или с
использованием контекстного меню. Однако функциональность этого окна не
ограничивается только возможностями форматированного вывода информации и
проверкой орфографии. Дополнительно пользователь получает следующие возможности
- Управление масштабом отображения;
- Установка уровня отображения информации. Всегда
показывать весь технологический процесс, либо часть в зависимости от текущего
объекта в дереве ТП; - Контекстный поиск информации;
- Ссылка в тексте для перехода к объекту для
последующего редактирования.
Рис. 6. Технологическое окно.
Оснащение
Одним
из наиболее важных этапов при создании технологического процесса является его
оснащение. Оснащение может выполняться на том же рабочем месте или может осуществляться
Оснащение может выполняться на том же рабочем месте или может осуществляться
параллельно технологами по оснащению. Система ADEM позволяет проводить оснащение несколькими способами. Первый, когда
технолог сам выбирает из справочников режущий, мерительный, вспомогательный
инструмент.
На
крупных предприятиях, как правило, оснащением занимается не технолог, а специализированные
технологические подразделения. Например, это могут быть бюро режущего
инструмента, бюро приспособлений, бюро вспомогательного инструмента и т.д. При
данной организации технологической подготовки производства на предприятии
система ADEM позволяет выполнять
оснащение ТП своими данными в каждом
подразделении одновременно. В каждом подразделении работают со своей копией ТП и вносят только те данные, которые
входят в зону ответственности данного подразделения. Т.е. бюро режущего
инструмента может в свою копию ТП
вносить только режущий инструмент, бюро приспособлений может в свою копию ТП вносить только приспособления и т. д.
д.
По завершении оснащения в подразделениях предприятия вся информация автоматически
сливается в исходный техпроцесс. Таким образом, можно существенно сократить
сроки выпуска документации.
Расчет режимов
резания
Режимы
резания можно назначать разными способами. Это ручной ввод, выбор из таблиц и
автоматический расчет. Таблицы содержат данные по режимам резания в зависимости
от обрабатываемого материала, вида обработки и т.д. Выбранные режимы
корректируются набором поправочных коэффициентов (тип заготовки, схема
крепления детали в станке, материал режущей части и период стойкости
инструмента и т.д.). Если на предприятии свои режимы обработки, то данные в
таблицах можно откорректировать.
Автоматический
расчет режимов резания реализован для токарных, сверлильных, фрезерных и
шлифовальных операций. Расчет ведется с учетом паспортных данных станка, типа и
геометрии обрабатываемого конструктивного элемента, физико-механических свойств
обрабатываемого материала и состояния обрабатываемой заготовки, жесткости
системы СПИД, геометрии и вида режущего инструмента, схемы крепления
и др.
На
основе заданных режимов резания система автоматически рассчитает норму
основного времени. А если это операция с использованием оборудования с ЧПУ, то
на основе полученной управляющей программы будет подсчитано точное машинное
время с учетом ВСЕХ перемещений
инструмента. Все результаты расчетов заносятся в технологические карты при их формировании.
Работа с
нормативно справочной информацией
Не секрет,
что технологический процесс состоит
процентов на 80 из справочных данных. От того, насколько эффективно работает
система НСИ, зависит эффективность
работы технолога в целом. При этом не стоит забывать, что техпроцесс это не
только набор сформированных документов по ЕСТД
и СТП, а еще и важнейшая
информационная единица, на основе данных которой работают системы класса MES/EPR. Начиная с версии ADEM 9. 0, у пользователей появилась возможность работать как
0, у пользователей появилась возможность работать как
с традиционной реляционной базой данных нормативно справочной информации, так и
с применением корпоративной системы i-Ris (см. Рис. 7).
Рис. 7. Корпоративная система i-Ris
Программный
продукт использует технологию «клиент-сервер», что позволяет поддерживать
многопользовательский режим работы и масштабируемость системы в целом. Для
взаимодействия удалённых объектов используется технология Net Remoting.
Поддержка механизма ClickOnce позволяет запускать программный продукт и
одновременно проверять наличие опубликованных на Web-сайте разработчика
обновлений одним нажатием клавиши. Основой системы является
объектно-ориентированное ядро, т.е i-Ris оперирует не записями базы данных, а вполне конкретными объектами, которые
составляют предметную область системы. Основываясь на этих принципах, можно
Основываясь на этих принципах, можно
реализовать различные прикладные задачи. Для сопряжения с другими программными
продуктами используется технология XML, COM, Net Framework.
Нормирование
В
настоящее время нормирование труда и повышение производительности труда
рассматривается как важнейшие составляющие в организации производства. Для
этого в системе реализована возможность автоматического нормирования объектов
технологического процесса для любого типа производства (единичного,
мелкосерийного, крупносерийного, массового) по общемашиностроительным
нормативам труда. Вся работа осуществляется здесь же в среде ADEM CAPP в объектах ТП без
открытия дополнительных окон и приложений, что позволяет технологу легко,
быстро и удобно управлять этими данными. На основе нормативов система
автоматически определяет нормы
вспомогательного времени.
Время
на установку и снятие заготовки определяется из следующих составляющих: схемы
крепления детали, способа установки и крепления, вида установки, характера
выверки, массы заготовки, состояние установочной поверхности, количества
закрепляемых деталей, характера выверки и пр.
При
определении времени на измерение учитывается используемый мерительный
инструмент, точность измерения, измеряемый размер, длина измеряемой
поверхности, тип детали (жесткая конструкция или тонкостенная деталь) и
количество измерений данным инструментом.
Вспомогательное
время, связанное с основными переходами рассчитывается с учетом времени на
управление станком.
Расчет
подготовительно-заключительного времени сводится к определению времени на
организационную подготовку и времени на наладку станка, приспособления,
инструмента, программных устройств. Подготовительно-заключительное время
зависит от вида оборудования и его паспортных данных
Штучное
время рассчитывается с учетом заложенных норм
времени на отдых, личные надобности и обслуживание станка. Основное
время для расчета норм штучного времени берется из расчетов режимов резания.
У
каждого предприятия могут быть свои нормы времени, поэтому в системе ADEM CAPP предусмотрена возможность корректировки норм времени путем
введения коэффициента на вспомогательное время. С применением в системе
С применением в системе
возможности автоматического нормирования затрат труда, работы инженера по
нормированию сведены к минимуму.
Для
нормирования единичного, мелкосерийного, опытного или инструментального
производства применяется укрупненное нормирование. Использование модуля
укрупненного нормирования NTR (см. Рис. 8) позволяет эффективно определять и назначать
технически обоснованные нормы времени на выполняемые работы (операции,
переходы).
Рис. 8. Укрупненное нормирование.
Определение
норм времени можно осуществить на основе как стандартных карт с нормами
времени, так и на основе карт, которые используются на предприятии. Передача
информации ADEM CAPP – NTR осуществляется в обе стороны. Это
значит, что информация, введенная в модуле ADEM CAPP, используется при
назначении нормы времени в NTR (подбор необходимых карт и др.) и наоборот, при
создании проекта расчета, после передачи в ADEM автоматически сформируется
укрупненный пооперационный маршрут, с назначением используемого оборудования.
Итогом
работы технолога является технологический процесс, представленный на Рис. 9.
Рис. 9. Спроектированный ТП.
Операции,
выполняемые на оборудовании с ЧПУ
Одним из
достоинств ADEM является то, что в рамках
системы создано единое технологическое пространство, в котором содержится информация как об операциях,
выполняемых на универсальном оборудовании, так и об операциях, выполняемых с
использованием оборудования с ЧПУ.
Вследствие этого не возникает двух различных маршрутов при описании обработки
на станке с ЧПУ (см. Рис. 10).
Рис. 10. Оформление маршрута ТП.
Вся
информация из дерева ТП (операции, в
том числе операции с ЧПУ, переходы,
оснастка, режимы резания, нормы времени и др.) автоматически попадают в
формируемые маршрутные, операционные карты, ведомости оснастки, карты наладки и
другие. Так же в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при
Так же в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при
расчете управляющей программы, но необходимую для оформления выходных
документов. Это могут быть установочные переходы, переходы технического
контроля, технические требования, примечания, приспособления и т.д. Для
эффективной работы технолога и технолога ? программиста, используется
единая информационная база данных по операциям, оборудованию, оснастке,
материалам для универсальных операций и операций с использованием станков с ЧПУ под управлением i—Ris.
Стоит
отметить, что в системе ADEM можно проектировать не только технологические
процессы обработки резанием. Приведем только некоторые из них:
- Сборка;
- Сварка;
- Получения
неорганических (гальваника) и органических (покраска) покрытий; - Термообработка,
штамповка; - Перемещение;
- Литье
металлов и сплавов; - Входной
контроль и др.

Каждое
направление проектирования ТП имеет свои особенности и отличия. В рамках данной
статьи рассмотрим лишь некоторые из них.
ТП сборки.
Одним
из отличий технологических процессов сборки является работа со сборочными
чертежами и спецификациями, формирование комплектовочных карт
(ГОСТ 3.1123-84) и операционных карт сборки (ГОСТ 3.1407-85).
Спецификация конструктора, созданная в системе ADEM, может быть использована для автоматического создания
элементов комплектовочной карты. При желании для создания элементов
комплектовочной карты можно использовать состав изделия, созданный в модуле
электронного архива ADEM Vault. На этапе
формирования текстов переходов операций сборки, собираемые позиции можно
выбирать из созданных ранее элементов комплектовочной карты. При формировании
комплектовочной карты номера операций, в которых используется позиция
комплектовочной карты, автоматически вычисляются и помещаются в соответствующее
поле карты. При формировании операционной карты сборки, система также
При формировании операционной карты сборки, система также
определяет используемые позиции комплектовочной карты в переходах операции и
выводит их в начале операционной карты
ТП сварки.
Согласно
ГОСТ 3.1407-86 система ADEM позволяет описывать режимы на
различные виды сварки (дуговая, контактная, лазерная сварка и т.п.). Гибкий
механизм формирования документации позволяет оформить введенные режимы на
разные виды сварки на листах маршрутной карты. В помощь технологу реализован
расчет режимов ручной, полуавтоматической и автоматической сварки (см. Рис. 11). Расчет выполняется на основе следующих параметров:
типа сварки, материала проволоки, свариваемого материала, типа шва, защитной среды
и т.д. Рассчитываются режимы сварки, основное время, а также расход
вспомогательных материалов (электродов, проволоки), наполняемость шва и пр.
Рис. 11. Расчет режимов сварки.
ТП штамповки
В этом
направлении проектирования ТП
раскрой листового материала является приоритетной задачей. Чем выше коэффициент
использования материала, тем ниже стоимость изготовления, тем конкурентоспособнее
продукция, выпускаемая на предприятии. Объединение функционала CAD, CAM и CAPP в единый технологический модуль позволяет решить эту задачу в
полном объеме:
- Плоское моделирование деталей для
проекта раскроя; - Выполнение функции оптимальной
раскладки плоских элементов на листе; - Обработка с применением оборудования
с ЧПУ (фрезерном, токарном, лазерном, гидроабразивном и др.) - Оформление технологических карт
(маршрутных и операционных карт, карт раскроя и др.) с автоматическим
расчетом параметров получаемых заготовок (количество деталей из
заготовки, норму расхода, КИМ и др. ) и параметров использования исходной
заготовки (общее количество деталей, количество заготовок, коэффициент
раскроя материала (КРМ)). В расчете этих коэффициентов учитывается
получаемый отход.
 ) и параметров использования исходной
) и параметров использования исходной
Рис. 12. Раскрой листового
материала.
ТП гальваники /
покраски.
Как
правило, по данным направлениям проектируются типовые технологические процессы
и ведомости деталей к ним. Основные затраты технолога приходятся на
проектирование ведомостей деталей. Т.е. существует набор типовых техпроцессов и задача технолога
состоит в том, чтобы составить перечень деталей, который будет обработан по
выбранному технологическому процессу. Причем в нашей системе ТП создается только один раз, т.е. он
не переписывается много раз к каждой ведомости деталей. При проектировании ВТП
технолог назначает перечень операций для каждой детали из типового ТП, отличительную оснастку,
характеристики покрытия и т. п. При назначении характеристик покрытия система
п. При назначении характеристик покрытия система
позволяет считать площадь детали на основе объемной модели, а также площадь
всех деталей на приспособлении.
Формирование
Заключительным
этапом работы является формирование выходной документации. Этот этап
выполняется в пакетном режиме без участия технолога. В этом процессе все
введенные данные помещаются в соответствующие поля технологических карт.
Последовательность и состав карт в комплекте технологических документов
определяется технологом на этапе ввода исходных данных. Формирование ТП в ADEM CAPP возможно на разных
выходных формах для одних и тех же исходных данных.
Имеется
возможность формирования отдельных видов документов без формирования всего
комплекта в целом.
После
формирования в системе предусмотрен режим предварительного просмотра перед
печатью. Здесь все сформированные документы разбиты по группам для удобной
навигации (Рис. 13).
13).
Рис. 13. Сформированный комплект
документов.
В заключении
хотелось бы сказать, что все усилия команды разработчиков группы компаний ADEM
направлены на обеспечение технолога современным, удобным инструментом, который
позволяет увеличить производительность его работы и, как следствие, сократить время
технологической подготовки производства.
Технологический процесс изготовления детали — ступица заднего колеса, Машиностроение
Пример готовой курсовой работы по предмету: Машиностроение
Содержание
Введение
1. Изучение состояния по производству детали
1.1. Изучение служебного назначения детали
1.2. Проработка детали на технологичность
1.3. Классификация рабочих поверхностей
2. Проектирование изготовления детали
2.1. Определение типа производства
2.2. Проектирование маршрутной технологии
2.2.1. Обоснование выбора заготовки
2. 2.2. Расчет припуска на механическую обработку
2.2. Расчет припуска на механическую обработку
2.2.3. Обоснование выбора технологических баз и технологического оборудования
2.3. Проектирование операционной технологии
2.3.1. Определение структуры операций
2.3.2. Составление плана обработки поверхностей
2.3.3. Технологическое и техническое нормирование
3. Проектирование конструкции станочного приспособления на выполнение операции
3.1. Разработка рассчетной схемы и силовой расчет приспособления
3.2. Описание конструкции и принципа действия приспособления
4. Проектирование производственного участка
5. Техника безопастности
6.
Список литературы
Графическая часть:
1. Рабочий чертеж детали
2. Рабочий чертеж заготовки
3. Сборочный чертеж станочного автоматизированного установочного приспособления
4. Планирование участка
5. Технологические наладки
Выдержка из текста
Технология в значительной степени определяет состояние и развитие производства. От ее уровня зависит производительность труда, экономичность расходования материальных и энергетических ресурсов, качество выпускаемой продукции и другие показатели. Для дальнейшего ускоренного развития машиностроительной промышленности как основы всего народного хозяйства страны требуется разработка новых технологических процессов, постоянное совершенствование традици-онных и поиск более эффективных методов обработки и упрочнения деталей машин и сборки их в виде изделия.
От ее уровня зависит производительность труда, экономичность расходования материальных и энергетических ресурсов, качество выпускаемой продукции и другие показатели. Для дальнейшего ускоренного развития машиностроительной промышленности как основы всего народного хозяйства страны требуется разработка новых технологических процессов, постоянное совершенствование традици-онных и поиск более эффективных методов обработки и упрочнения деталей машин и сборки их в виде изделия.
Технология машиностроения – это наука об изготовлении машин требуемого качества в уста-новленном производственной программой количестве и в заданные сроки при наименьшей себестои-мости.
Технология машиностроения – это наука, сформировавшаяся в результате изучения и обобщения опыта производства машин и других изделий.
Технологический процесс – это качественное изменение предметов, осуществляемое человеческим трудом с помощью инструментов.
Список использованной литературы
1. Сагателян Г.Р., Руденко Н.Р., Назаров Н.Г. «Анализ технологичности конструкций деталей при-боров, изготовленных методами обработки материалов резанием.» ЗАО «Информ-знание» MSC, М. 1995.
Сагателян Г.Р., Руденко Н.Р., Назаров Н.Г. «Анализ технологичности конструкций деталей при-боров, изготовленных методами обработки материалов резанием.» ЗАО «Информ-знание» MSC, М. 1995.
2. «Справочник технолога-машиностроителя» в 2 томах. Том 1. (под редакцией к.т.н. Косиловой А.Г. и Мещеракова Р.К.) М., Машиностроение, 1985.
3. «Справочник технолога-машиностроителя» в 2 томах. Том 2. (под редакцией к.т.н. Косиловой А.Г. и Мещеракова Р.К.) М., Машиностроение, 1985.
4. Тищенко О.Ф., Веселова Е.В., Нарыкова Н.И. «Оформление рабочих чертежей деталей и узлов» М., МГТУ, 1986.
5. Зубцов М.Е., Зорин Н.К. «Штамповка-вырубка крупногабаритных деталей» М., Машгиз, 1955.
6. Гжиров Р.И., Серебреницкий П.П. «Программирование обработки на станках с ЧПУ» М., Маширо-строение, 1990.
7. Гжиров Р.И. «Краткий справочник конструктора» Ленинград, Маширостроение, 1983.
8. Левин И.Я. «Справочник конструктора точных приборов» М., Оборонгиз, 1962.
9. «Общетехнический справочник» (под редакцией к. т.н. Скороходова Е.А.) М., Машиностроение, 1989.
т.н. Скороходова Е.А.) М., Машиностроение, 1989.
Что такое непрерывное производство? Определение и примеры
ERP
Непрерывное производство — это метод производства, при котором товары создаются путем комбинирования расходных материалов, ингредиентов или сырья с использованием формулы или рецепта. Он часто используется в отраслях, производящих большие количества товаров, таких как продукты питания, напитки, рафинированное масло, бензин, фармацевтические препараты, химикаты и пластмассы.
Производственный процесс часто требует термической или химической конверсии, например, с использованием тепла, времени или давления. В результате продукт, созданный в процессе непрерывного производства, не может быть разобран на составные части. Например, после производства безалкогольный напиток нельзя разделить на отдельные ингредиенты.
Непрерывное производство основано на последовательности последовательных шагов, при этом завершение одного шага ведет к началу следующего шага. Производители процессов часто полагаются на инструменты и программное обеспечение отслеживания и планирования для поддержания максимальной операционной эффективности.
Процессное производство в сравнении с дискретным производством
Процессное производство — это полная противоположность дискретному производству. В то время как непрерывное производство следует рецептам или формулам и создает продукты, которые нельзя разобрать в конце производственного цикла, дискретное производство использует спецификацию материалов (BOM) и следует инструкциям для создания готовых, собранных товаров. В конце дискретного производственного процесса конечный продукт можно разбить на отдельные части, которые иногда можно перерабатывать. Товары, произведенные посредством дискретного производства, включают автомобили, компьютеры и некоторые игрушки.
Параллельное сравнение процессного и дискретного производства
Дискретное производство может быть связано с:
- сборочные линии
- изготовление
- стандартные детали и компоненты
- спецификация
- идентификация деталей по номерам
- измеряется каждой частью или куском
Непрерывное производство может быть связано с:
- рецепты и формулы
- смеси и смеси
- переменные ингредиенты
- идентификация деталей по атрибутам
- измерения веса или объема
Процессное производство можно считать более сложным, чем дискретное производство, поскольку оно включает преобразование отдельных сырьевых материалов и технологических входов в конечный продукт. Тем не менее, он также менее ориентирован на дефекты и имеет меньше перерывов и улучшенный контроль качества (КК) на протяжении всего производственного процесса.
Типы производственных процессов
В обрабатывающей промышленности помимо процессного и дискретного производства используются различные процессы, чтобы определить, как компания будет производить свою продукцию. Три других распространенных производственных процесса включают:
- серийное производство (REM)
- работа цеха производства
- Трехмерная печать
Серийное производство используется для повторяющегося производства с определенной производительностью. Процесс состоит из специальных производственных линий, которые постоянно создают один и тот же продукт или набор продуктов круглый год. Требования к настройке минимальны, а переналадка незначительна, поэтому скорость работы можно регулировать в соответствии с потребностями и требованиями заказчика.
Производство в мастерских использует производственные площади вместо сборочных или производственных линий и фокусируется на производстве небольших объемов нестандартной продукции, включая товары, изготавливаемые на заказ (MTO) и на складе (MTS). Если потребительский спрос увеличивается, то операция адаптируется и становится дискретным процессом с заменой отдельных ручных операций автоматизированным оборудованием.
Если потребительский спрос увеличивается, то операция адаптируется и становится дискретным процессом с заменой отдельных ручных операций автоматизированным оборудованием.
3D-печать , также известная как аддитивное производство, — это новейший производственный процесс. Хотя впервые он был задуман в 1980-х годов, он лишь недавно был введен в производственные циклы. Процесс 3D-печати производит товары из различных композитов и материалов, создавая слои для создания трехмерного твердого объекта из цифровой модели.
Непрерывное производство также можно разделить на два различных метода производства: непрерывное производство и периодическое производство.
Непрерывное процессное производство похоже на серийное производство в том смысле, что оно никогда не заканчивается — оно производит один и тот же продукт или набор продуктов круглый год. С другой стороны, серийное производство зависит от потребительского спроса. Одной партии или определенного количества товаров, произведенных за определенный период времени, может быть достаточно для удовлетворения спроса. Когда партия завершена, оборудование очищается и готовится к производству следующей партии, когда это необходимо.
Когда партия завершена, оборудование очищается и готовится к производству следующей партии, когда это необходимо.
Программное обеспечение технологического процесса
Поскольку это сложная и часто узкоспециализированная деятельность, большинство производителей используют программные системы планирования ресурсов предприятия (ERP), которые имеют специальные функции для непрерывного производства.
Эти системы производятся различными поставщиками корпоративного программного обеспечения, в том числе:
- САП
- Оракул
- Майкрософт
- Инфор
- ИФС
- Мудрец
- СМК
- плекс систем
- Сиспро
Каждый поставщик может продавать различные системы, предназначенные для предприятий разного размера, от малого и среднего бизнеса (SMB) до крупных предприятий.
Первоначально большинство ERP-систем для непрерывного производства работали локально. Недавно был сделан переход на развертывание большей части программного обеспечения в облаке или в гибридных реализациях.
Недавно был сделан переход на развертывание большей части программного обеспечения в облаке или в гибридных реализациях.
Примеры непрерывного производства
Некоторые из ведущих рынков непрерывного производства включают:
- продукты питания и напитки
- нефть и газ
- фармацевтические препараты
- средства личной гигиены и косметика
- пластик
- металлы
Пивоварение является одним из примеров непрерывного производства в пищевой промышленности и производстве напитков. Ключевые ингредиенты в производстве пива включают зерно, солод, хмель, дрожжи и сахар; различные рецепты доступны для руководства процессом. Основные шаги включают, во-первых, замачивание зерен в кипящей воде, затем добавление солода вместе с определенным количеством хмеля — в зависимости от типа варящегося пива — и сахара. Эта смесь создает сусло или жидкость, содержащую сахара, которые будут сбраживаться дрожжами для производства спирта. После того, как сусло готово, его добавляют в воду с дрожжами и оставляют для брожения на длительный период. После завершения брожения пиво можно разливать по бутылкам; этот конечный продукт нельзя разложить на составные части.
После того, как сусло готово, его добавляют в воду с дрожжами и оставляют для брожения на длительный период. После завершения брожения пиво можно разливать по бутылкам; этот конечный продукт нельзя разложить на составные части.
Лосьоны для рук являются примером продукта, созданного в процессе непрерывного производства для средств личной гигиены и косметической промышленности. Подобно пивоварению, производство лосьона для рук включает в себя смешивание определенных количеств производственных материалов для создания полного соединения, которое нельзя разбить на части в конце.
Последнее обновление: февраль 2020 г.
Продолжить чтение О процессном производстве
- Как ИИ может улучшить планирование производства?
- 3 способа, которыми технологии изменят производство в 2020 году
- Почему производители крафтового пива используют ERP для программного обеспечения для крафтовых пивоварен
- Откройте для себя лучшее программное обеспечение ERP для вашей организации
- Какие функции программного обеспечения являются ключевыми для ERP непрерывного производства?
Копать глубже в цепочке поставок и производстве
Эффект кнута
Автор: Дайан Дэниел
канал распределения
Автор: Бен Луткевич
Обзор 4 неожиданных вариантов использования Интернета вещей
Идти в ногу с различными типами производственных процессов
Автор: Джон Мур
ПоискOracle
-
Oracle ставит перед собой высокие национальные цели в области ЭУЗ с приобретением CernerПриобретая Cerner, Oracle нацелилась на создание общенациональной анонимной базы данных пациентов — дорога, заполненная .
.. -
Благодаря Cerner Oracle Cloud Infrastructure получает импульсOracle планирует приобрести Cerner в рамках сделки на сумму около 30 миллиардов долларов. Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь …
-
Верховный суд встал на сторону Google в иске о нарушении авторских прав на Oracle APIВерховный суд постановил 6-2, что API-интерфейсы Java, используемые в телефонах Android, не подпадают под действие американского закона об авторском праве, в связи с чем …
 ..
..Управление данными
-
MongoDB представляет новый ИИ и инструменты миграции для базы данныхПоставщик с последним набором новых и обновленных возможностей добавляет генеративный ИИ в партнерстве с Google Cloud…
-
Обновление Starburst Galaxy направлено на управление и доступ к даннымПоследнее обновление поставщика включает общедоступную предварительную версию Gravity, уровня централизованного доступа и управления, который позволяет пользователям .
.. -
Dremio добавляет первый генеративный инструмент с искусственным интеллектом и представляет другиеПервоначальным генеративным инструментом поставщика с искусственным интеллектом является Text-to-SQL, который позволяет клиентам работать с данными, используя естественный язык …
 ..
..ПоискSAP
-
Миграция SAP S/4HANA требует тщательного управления даннымиРабота с данными — один из самых сложных аспектов миграции S/4HANA, поскольку клиенты должны решить, на какие данные перемещать …
-
Arista отказывается от электронных таблиц и электронной почты в пользу SAP IBPПоскольку быстрый рост Arista Networks опережает процессы цепочки поставок на основе электронных таблиц, компания внедрила цифровое снабжение …
-
Новости SAP Sapphire 2023, тенденции и анализКонференция подтверждает мнение клиентов SAP о том, что будущее за облачными технологиями, путем демонстрации облачных продуктов, услуг и .
..
 ..
..Бизнес-аналитика
-
Qlik добавляет возможности генеративного ИИ через коннекторы OpenAIПоставщик запустил OpenAI Analytics Connector и OpenAI Connector для автоматизации приложений, чтобы пользователи могли импортировать генеративный AI …
-
8 способов повысить ценность бизнеса с помощью расширенной аналитикиЗаручиться поддержкой аналитических операций может быть сложно. Эти восемь основных преимуществ анализа данных — с …
-
Аналитическая платформа Tableau укрепляет связь с SalesforceОбновление включает более тесную связь с Salesforce, направленную на то, чтобы упростить совместным клиентам работу со своими …
Управление контентом
-
4 шаблона статей базы знанийБазы знаний могут улучшить клиентский опыт и производительность сотрудников, но организации могут не знать, с чего начать.
Откройте для себя четыре шаблона… -
4 важных навыка лидера по управлению знаниямиПрограммам УЗ нужен руководитель, способный мотивировать сотрудников изменить свой распорядок дня. Этому лидеру нужен долгосрочный настрой и …
-
Чем занимается руководитель управления знаниями?В группы управления знаниями часто входят ИТ-специалисты и авторы контента. Но во главе им нужен центральный лидер, чтобы…
 Откройте для себя четыре шаблона…
Откройте для себя четыре шаблона…HRSoftware
-
Исследование: индустрия высоких технологий часто отказывает женщинам в собеседовании при приеме на работуИсследование, проведенное Hired, выявило улучшение, но сохраняющееся предубеждение при приеме на работу в технологической отрасли. В 2022 году 38% вакансий отправили приглашения на собеседование…
-
Стоит ли предлагать неограниченный отпуск? 8 плюсов и минусовНеограниченный отгул помогает компаниям продемонстрировать, что они доверяют своим сотрудникам, но к недостаткам относятся работники, которые отказываются.
.. -
3 способа использовать ИИ для улучшения опыта сотрудниковТакие технологии, как диалоговый ИИ и большие языковые модели, потенциально могут помочь компаниям повысить качество обслуживания сотрудников. Узнайте, как…
 ..
..Производственный процесс: этапы и типы
Когда вы покупаете что-то новое, оно уже давно существует. Под этим мы подразумеваем, что продукт начинался как идея, был создан с использованием материалов и труда и доставлен в розничную торговую точку, где его можно приобрести. Шаги, чтобы получить продукт для вас, являются производственным процессом.
Производственный процесс часто воспринимается как должное, но не производителями. Они понимают, сколько времени и усилий уходит на создание самого сложного или простого проекта. Давайте на минутку взглянем на общую картину производства, а затем сосредоточимся на том, что представляет собой производственный процесс.
Что такое производство?
Производство – это производство продукта путем переработки сырья. Это достигается за счет человеческого труда, использования машин и/или других инструментов и часто биологических или химических процессов. Производство может быть крупномасштабным, или оно может производить детали, из которых собираются автомобили, самолеты, бытовая техника и многое другое.
Это достигается за счет человеческого труда, использования машин и/или других инструментов и часто биологических или химических процессов. Производство может быть крупномасштабным, или оно может производить детали, из которых собираются автомобили, самолеты, бытовая техника и многое другое.
В процессе производства это сырье модифицируется для получения готовой продукции. Очевидно, что нет ни одного производственного процесса, который проведет вас от начала до конца. Есть много. Некоторые процессы являются промежуточными и производят компоненты, которые проходят другой производственный процесс для создания готового продукта.
Какой бы процесс вы ни использовали при производстве своего продукта, вы можете сделать это более эффективно, используя программное обеспечение. ProjectManager — это онлайн-программное обеспечение для работы и управления проектами, которое автоматизирует рабочие процессы для оптимизации ваших процессов и поддержания качества. Лучше всего то, что вы можете использовать его в любом из нескольких представлений проекта, таких как визуальные доски канбан. Начните бесплатно сегодня.
Начните бесплатно сегодня.
ProjectManager — идеальное программное обеспечение для управления производственными проектами. Узнать больше.
Этапы производственного процесса
Несмотря на то, что существует множество производственных процессов, все они должны следовать общему пути от идеи до готового продукта. Каковы шаги, которые берут идею и превращают ее в реальность? Это непростое путешествие, но эти восемь шагов помогут сделать его возможным:
Разработка концепции продукта
Видение продукта — это семя, из которого вырастет готовая продукция. Даже если у вас нет идеи, вы можете разработать ее, проведя мозговой штурм со своей командой. Вещи, которые вы захотите обсудить, включают:
- Кто является целевой аудиторией?
- Какого размера рынок?
- Есть ли потребность в продукте или он решает проблему?
- Есть ли конкуренты и если да, то кто они?
- Есть ли тенденции в отношении аналогичных продуктов?
- У вас есть средства, необходимые для производства продукта?
- Каков план развития вашего продукта?
Связанный: 10 бесплатных производственных шаблонов для Excel
Исследование Видения
Когда у вас есть видение продукта, вам нужно провести глубокое исследование, прежде чем тратить время и деньги, необходимые для производства вашего продукта. Частью исследования является изучение вопросов, заданных на первом этапе. Например, если на рынке есть продукт, который будет конкурировать с вашим, спросите себя:
Частью исследования является изучение вопросов, заданных на первом этапе. Например, если на рынке есть продукт, который будет конкурировать с вашим, спросите себя:
.
- Мой продукт лучше?
- Будут ли потребители иметь другой опыт использования вашего продукта по сравнению с конкурентами?
- Как ваш проект улучшает то, что уже доступно?
- Как вы собираетесь продавать свой продукт?
- Следует ли использовать контрактное производство?
Дизайн продукта
После того, как у вас есть идея и исследования, настал черед разработки продукта. Вы всегда должны держать потребности конечного пользователя на переднем плане и убедиться, что ваш продукт удобен для пользователя. На этом этапе следует помнить о функциях вашего продукта, например о том, как он будет использоваться, какие ресурсы необходимы для его изготовления и срок его службы. В связи с этим, будет ли у вас гарантия, сколько будет стоить ее производство, позволяя вам получать прибыль, и потребуются ли для нее аксессуары или батареи? Также не стоит забывать и о дизайне упаковки.
Завершить дизайн
После того, как вы ответили на вопросы на предыдущем шаге, вы можете приступить к созданию окончательного дизайна вашего продукта. На данный момент не может быть никаких серых зон. Если у вас все еще есть вопросы или пользовательские истории, на которые вы не получили полного ответа, то именно здесь вам нужно будет дать на них конкретные ответы. На этом этапе вам также необходимо создать спецификацию, чтобы вы могли собрать ресурсы, необходимые для производства вашего проекта или рабочего прототипа.
Испытание прототипа
Прежде чем приступить к массовому производству продукта, необходимо протестировать прототип, чтобы убедиться, что он работает и соответствует потребностям целевой аудитории. Лучше найти изломы в дизайне и сгладить их на этом этапе, чем когда вы находитесь в массовом производстве конечного продукта. Будьте тщательны, худшее, что вам придется остановить производство, чтобы исправить проблему, которую вы могли бы решить на этапе тестирования.
Производство продукта
После успешного завершения тестирования вы можете приступить к этапу планирования производственного процесса. Именно тогда вы разработаете план начала производства продукта, который будет включать все подробности о сырье, деталях и компонентах, а также о процессе сборки, которому будет следовать.
Получите обратную связь и проведите дополнительное тестирование
Прежде чем выпустить свой продукт на рынок, вам необходимо получить обратную связь или провести дополнительное тестирование, чтобы убедиться, что вы предлагаете наилучший продукт. Обратная связь может исходить от фокус-групп, а также от вашей команды, друзей и семьи. Чем больше, тем лучше. Если вы можете улучшить продукт, сделайте это до официального релиза. Обязательно слушайте и задавайте вопросы, не заставляя людей получать самые честные ответы.
Официальный выпуск
После всей проделанной работы вы готовы выпустить продукт на рынок. Это должно быть сделано с помощью маркетинговой кампании продукта, чтобы ваши клиенты знали о вашем продукте и почему они захотят его. Это можно сделать по различным каналам, от пресс-релизов до публичных презентаций, социальных сетей и более традиционных медиа-платформ.
Это можно сделать по различным каналам, от пресс-релизов до публичных презентаций, социальных сетей и более традиционных медиа-платформ.
5 типов производственных процессов
В целом производственный процесс можно разделить на пять типов. Производство прошло долгий путь от сборочных линий и шумных машин. Эти процессы встречаются в таких различных отраслях, как производство продуктов питания, текстильных фабрик, производство одежды, производство изделий из дерева, химическое производство, а также производство компьютеров и электронных продуктов.
1. Серийное производство
Это для производства, которое работает днем и ночью, круглый год, производя один и тот же или аналогичный продукт. Существует небольшая настройка и переналадка, а скорость производства может быть увеличена или замедлена по мере необходимости для удовлетворения спроса.
2. Дискретное производство
Вот еще один сборочный или поточный тип производства. Поскольку продукты могут быть похожими или разными по дизайну, существуют различные настройки и частые замены. Дискретное производство можно найти на фабриках, производящих автомобили, мебель, самолеты, игрушки и смартфоны.
Поскольку продукты могут быть похожими или разными по дизайну, существуют различные настройки и частые замены. Дискретное производство можно найти на фабриках, производящих автомобили, мебель, самолеты, игрушки и смартфоны.
3. Цеховое производство
Вместо сборочной линии производство в мастерской состоит из различных производственных участков, которые производят небольшие партии нестандартных изделий. Они изготавливаются либо на заказ, либо изготавливаются на складе. Организовав эти рабочие станции, производители могут выпускать одну или несколько версий нестандартного продукта партиями. Это хорошо для сделанных на заказ продуктов и работы, которая выполняется от проекта к проекту.
4. Серийное производство
Подобно раздельному и мелкосерийному производству, периодический процесс зависит от потребительского спроса. После производства партии оборудование очищается и подготавливается к следующей партии, которая обычно непрерывна. Материалы изделий, как правило, схожи, а производственный процесс более разнообразен.
Материалы изделий, как правило, схожи, а производственный процесс более разнообразен.
5. Непрерывное производство
Как и серийное производство, это работает круглосуточно и без выходных. Но сырье делает этот производственный процесс другим, так как это газы, жидкости, порошки или суспензии. Однако в горнодобывающей промышленности сырьем могут быть гранулированные материалы. Этот тип производства встречается в таких отраслях, как нефтепереработка, выплавка металлов и некоторые виды производства продуктов питания, например, производство арахисового масла.
ProjectManager помогает в производстве
Какой бы производственный процесс вы ни использовали, вам потребуется облачное программное обеспечение, предоставляющее данные в режиме реального времени для принятия более взвешенных решений. ProjectManager — это не просто онлайн-инструмент, а программное обеспечение для управления проектами, которое автоматизирует рабочий процесс, управляет ресурсами и затратами.
Мониторинг прогресса с помощью информационных панелей в реальном времени
Следите за производственным процессом с помощью нашей информационной панели в режиме реального времени. Он автоматически собирает и вычисляет шесть показателей, которые затем отображаются в виде удобных для чтения графиков и диаграмм. Посмотрите, соблюдаете ли вы свой график, расходы и многое другое. Нет необходимости в настройке, как в случае с другими легкими инструментами. Мы готовы, когда вы готовы.
Мгновенное получение подробных отчетов
Информационные панели
дают вам общий обзор вашего производственного процесса. Для более глубокого изучения данных используйте наши отчеты в один клик. Вы можете генерировать данные обо всем: от расписаний до рабочей нагрузки, отчетов о состоянии и многого другого. Все отчеты можно фильтровать, чтобы отображать только те данные, которые вы хотите видеть, а затем легко делиться ими с заинтересованными сторонами, чтобы обновлять их.
Сбалансируйте рабочую нагрузку команды с помощью инструментов управления ресурсами
Производственные процессы настолько хороши, насколько хороши люди, которые ими управляют. С помощью наших инструментов управления ресурсами вы можете быть уверены, что ваша команда работает на полную мощность. Используйте диаграмму рабочей нагрузки с цветовой кодировкой, чтобы увидеть, кто чем занимается, а затем при необходимости перераспределите ресурсы из диаграммы рабочей нагрузки, чтобы сбалансировать рабочую нагрузку и повысить производительность.
С помощью наших инструментов управления ресурсами вы можете быть уверены, что ваша команда работает на полную мощность. Используйте диаграмму рабочей нагрузки с цветовой кодировкой, чтобы увидеть, кто чем занимается, а затем при необходимости перераспределите ресурсы из диаграммы рабочей нагрузки, чтобы сбалансировать рабочую нагрузку и повысить производительность.
Связанный контент
- 10 бесплатных шаблонов Excel для производства
- 10 ключевых показателей эффективности производства (KPI)
- Планирование производственных ресурсов: краткое руководство по MRP II
- Производственный цикл: краткое руководство
- Что такое передовое производство? Краткое руководство
- Производство и производство точно в срок (JIT): краткое руководство
ProjectManager — отмеченное наградами программное обеспечение для гибридных команд. Наш инструмент является совместным по своей сути, объединяя всех, независимо от того, где и когда они работают.
