

Содержание
Разработка технологического процесса изготовления детали «Вал тихоходный»
Please use this identifier to cite or link to this item:
http://earchive.tpu.ru/handle/11683/72156
| Title: | Разработка технологического процесса изготовления детали «Вал тихоходный» |
| Authors: | Сатимов, Шохбозбек Шавкатжон угли |
| metadata.dc.contributor.advisor: | Пустовых, Ольга Сергеевна |
| Keywords: | технологический процесс; технологическая операция; токарная обработка; фрезерная обрабoтка; допуск; technological process; technological operation; turning; milling processing; allowance |
| Issue Date: | 2022 |
| Citation: | Сатимов Ш. Ш. Разработка технологического процесса изготовления детали «Вал тихоходный» : бакалаврская работа/ Ш. Ш. Сатимов ; Национальный исследовательский Томский политехнический университет (ТПУ), Инженерная школа новых производственных технологий (ИШНПТ), Отделение машиностроения (ОМШ) ; науч. рук. О. С. Пустовых. — Томск, 2022. рук. О. С. Пустовых. — Томск, 2022. |
| Abstract: | В выпускной квалификационной работе рассмотрена технология изготовления детали «Вал
тихоходный». В процессе выполнения работы был выполнен анализ технологичности конструкции, определён тип производства, выбран способ получения заготовки, спроектирован маршрут обработки детали с заполнением операционной карты и описанием всех переходов по каждой операции. Рассчитаны допуски технологических размеров, произведена проверка обеспечения точности обработки, а также рассчитаны режимы резания для каждого технологического перехода и требуемая мощность оборудования для каждой операции, было выбрано технологическое оборудование, рассчитаны нормы времени для выполнения каждой операции. В конструкторской части было спроектировано приспособление, рассчитано на точность. In the final qualifying work, the manufacturing technology of the part « Slow Shaft» is considered.  In the course of the work, the analysis In the course of the work, the analysis
of the manufacturability of the design was carried out, the type of production was determined, the method of obtaining the workpiece was selected, the route of processing the part was designed with filling in the operational map and a description of all transitions for each operation. The tolerances of technological dimensions are calculated, the accuracy of processing is checked, and the cutting modes for each technological transition and the required power of the equipment for for each operation, the technological equipment was selected , the time norms for each operation were calculated. In the design part, a device was designed, designed for accura |
| URI: | http://earchive.tpu.ru/handle/11683/72156 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Show full item record
Google Scholar
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Электронный научный архив ТПУ: Выпускные квалификационные работы (ВКР)
Browse
Subscribe to this collection to receive daily e-mail notification of new additions
Collection’s Items (Sorted by Submit Date in Descending order): 1 to 20 of 12124
next >
| ???itemlist.dc.date.accessioned??? | Title | Author(s) |
|---|---|---|
| 28-Jun-2023 | Разработка технологического процесса изготовления водила ведущего колеса | Громов, Владимир Сергеевич |
| 23-Jun-2023 | Разработка технологического процесса изготовления стакана механизма поворотного крана | Карыпов, Самат Рахимбекович |
| 23-Jun-2023 | Разработка технологического процесса изготовления фланца | Баратов, Алим Нурланбекович |
| 23-Jun-2023 | Анализ эффективности применения методов повышения нефтеотдачи на поздних стадиях разработки месторождений Западной Сибири | Дудин, Илья Сергеевич |
| 22-Jun-2023 | Эффективность применения методов борьбы с парафиновыми отложениями на месторождениях Западной Сибири | Лобанов, Иван Сергеевич |
| 22-Jun-2023 | Эффективность технологии сбора и подготовки газа на Барсуковском нефтегазоконденсатном месторождении (ЯНАО) | Мищук, Николай Петрович |
| 22-Jun-2023 | Подбор режимов работы оборудования в осложненных условиях при разработке нефтяных месторождений | Анашкин, Александр Александрович |
| 22-Jun-2023 | Выбор и обоснование комплекса геолого-технических мероприятий применяемых на поздней стадии разработки нефтяных месторождений | Бояринцев, Артем Игоревич |
| 22-Jun-2023 | Технологические решения для строительства эксплуатационной наклонно-направленной скважины на Чокракский ярус нефтяного месторождения | Герчет, Дмитрий — |
| 22-Jun-2023 | Эффективное применение колтюбинга в технологических процессах эксплуатации нефтяных месторождений Западной Сибири | Сухотин, Сергей Евгеньевич |
| 22-Jun-2023 | Организация отпуска теплоты из нерегулируемых отборов К-830-240 | Ойношева, Алтынай Николаевна |
| 21-Jun-2023 | Выбор методов борьбы с гидратообразованием на Северо-Останинском нефтегазоконденсатном месторождении (Томская область) | Керимов, Камиль Закир оглы |
| 21-Jun-2023 | Обоснование методов соляно-кислотной обработки призабойной зоны пласта в различных геологических условиях на нефтяных месторождениях Западной Сибири | Шавидзе, Вадим Юланович |
| 21-Jun-2023 | Разработка и реализация адаптивного веб-сайта для оплаты срочной зарядки телефонов | Ци, Хайсинь |
| 21-Jun-2023 | Эффективность технологии разделения водонефтяных эмульсий в процессе сбора и подготовки нефти на Федюшкинском нефтяном месторождении (Томская область) | Лукин, Сергей Владимирович |
| 21-Jun-2023 | Разработка мультиязычного новостного Web-приложения | Соловьев, Эдуард Евгеньевич |
| 21-Jun-2023 | Анализ методов борьбы с асфальтосмолопарафиновыми отложениями на месторождениях Томской области | Виноградов, Владимир Вячеславович |
| 21-Jun-2023 | Совершенствование систем сбора и подготовки высокообводненной нефти на месторождениях Западной Сибири | Петров, Александр Евгеньевич |
| 21-Jun-2023 | Технологические решения для строительства разведочной вертикальной скважины глубиной 2730 метров на нефтяном месторождении (Красноярский край) | Долгих, Кирилл Николаевич |
| 21-Jun-2023 | Разработка рекомендаций по повышению надежности запорно-регулирующей арматуры технологического оборудования газокомпрессорной станции в условиях низких температур | Никифоров, Николай Васильевич |
Collection’s Items (Sorted by Submit Date in Descending order): 1 to 20 of 12124
next >
Discover
Author
- 2
Абдуллаев, Аброр Лутфуллаевич - 2
Абулхайров, Суннатилло Хасанович - 2
Адам, Елена Витальевна - 2
Акромхужаев, Саидхон Авазхон Угли - 2
Александров, Максим Сергеевич - 2
Анашкин, Александр Александрович - 2
Андреев, Дмитрий Сергеевич - 2
Бакунчева, Анастасия Андреевна - 2
Белоусов, Андрей Владимирович - 2
Беспалов, Даниил Викторович - .

next >

Subject
- 1652
21.03.01 - 720
15.03.01 - 697
38.03.01 - 616
13.03.02 - 459
oil - 455
20.03.01 - 412
15.03.04 - 326
38.03.02 - 316
18.03.01 - 302
анализ - .
next >
Date issued
- 817
2023 - 824
2022 - 840
2021 - 1095
2020 - 1308
2019 - 1410
2018 - 1965
2017 - 3766
2016 - 98
2015 - 1
2014
Инновации в производственных процессах для промышленных предприятий
В 1947 году производство составляло 25 процентов ВВП США. К 2019 году он упал всего до 11 процентов и продолжал падать на протяжении всей пандемии COVID-19. Особенно сильно пострадало промышленное производство таких продуктов, как насосы для регулирования расхода, системы отопления и кондиционирования воздуха, а также оборудование для пищевой промышленности. Это снижение имеет широкомасштабные последствия, поскольку только на этот сектор приходится более половины общего сокращения производства в Соединенных Штатах за последние 30 лет. В промышленности также занята самая высокая доля производственной рабочей силы в стране.
К 2019 году он упал всего до 11 процентов и продолжал падать на протяжении всей пандемии COVID-19. Особенно сильно пострадало промышленное производство таких продуктов, как насосы для регулирования расхода, системы отопления и кондиционирования воздуха, а также оборудование для пищевой промышленности. Это снижение имеет широкомасштабные последствия, поскольку только на этот сектор приходится более половины общего сокращения производства в Соединенных Штатах за последние 30 лет. В промышленности также занята самая высокая доля производственной рабочей силы в стране.
В промышленном секторе проблема стоит еще острее для компаний с доходом менее 2 миллиардов долларов. За последние десять лет стоимость, созданная этими небольшими компаниями, измеряемая общей доходностью акционеров, отставала от стоимости крупных компаний на 41% (рис. 1). Но по мере того, как экономика США продолжает переход к следующему нормальному состоянию, переход к сквозному рыночному спросу в сочетании с инновациями во всех производственных процессах открывает перед малыми промышленными предприятиями путь к совершенствованию.
Смена уже идет. Традиционные подходы, ориентированные на поиск регионов с наименьшими затратами на рабочую силу, начинают вытесняться высокотехнологичным, гибким и эффективным производством, которое осуществляется на площадках, расположенных ближе к месту использования. По мере ускорения темпов инноваций во всех отраслях первостепенной задачей становится гибкость добавления функций и функций продукта. Широкий ассортимент и широкие возможности настройки все чаще заменяют подход «несколько вариантов подходят для большинства». И, вероятно, появятся новые возможности, связанные с локализованными цепочками поставок и более короткими сроками выполнения заказов, для хранения минимальных запасов.
Новые производственные возможности увеличат потребность в небольшой, высококвалифицированной рабочей силе и объединенных сетях небольших, специализированных и гибких заводов.
Чтобы в полной мере реализовать эти изменения, необходимы постоянные инновации — промышленные производственные процессы должны стать более гибкими, эффективными и точными. К счастью, темпы инноваций в производственных технологиях взлетели более чем на 150 процентов, если судить по количеству новых патентов, зарегистрированных только в Соединенных Штатах за последние два десятилетия (Иллюстрация 2). Быстрые инновации позволяют внедрять новые процессы, такие как лазерное осаждение и резка металла, ультразвуковая пайка и термодиффузионное цинкование.
К счастью, темпы инноваций в производственных технологиях взлетели более чем на 150 процентов, если судить по количеству новых патентов, зарегистрированных только в Соединенных Штатах за последние два десятилетия (Иллюстрация 2). Быстрые инновации позволяют внедрять новые процессы, такие как лазерное осаждение и резка металла, ультразвуковая пайка и термодиффузионное цинкование.
которые должны быть разработаны, приняты и масштабированы. Эти новые производственные возможности, повышающие точность, геометрическую сложность и совместимость с современными материалами, увеличат потребность в небольшой высококвалифицированной рабочей силе и объединенных сетях небольших, специализированных и гибких заводов. Конечно, не все инновации созданы одинаковыми или могут иметь одинаковую ценность. Тем не менее игроки, которые используют правильную комбинацию, могут получить огромную долю рынка.
Понимание возможностей
Чтобы помочь нам понять имеющиеся возможности, мы разработали Индекс инноваций в производственных процессах, или MPI2. Чтобы проанализировать пространство промышленного производства, мы создали всеобъемлющую таксономию, состоящую из семи основных методов, таких как формирование, формирование и соединение; 39 технологий, таких как литье, фрезерование и сварка; и 194 отдельных процесса, таких как экструзионное формование, лазерная резка и наплавка (Иллюстрация 3).
Чтобы проанализировать пространство промышленного производства, мы создали всеобъемлющую таксономию, состоящую из семи основных методов, таких как формирование, формирование и соединение; 39 технологий, таких как литье, фрезерование и сварка; и 194 отдельных процесса, таких как экструзионное формование, лазерная резка и наплавка (Иллюстрация 3).
Мы определили родословную каждого процесса, оценив три основных свойства — уровень точности, геометрическую сложность и пропускную способность — и три экономических фактора — совместимость с современными материалами, масштабируемость и скорость разработки (рис. 4). Эта родословная затем отражается в баллах MPI2, что позволяет ранжировать процессы по сравнению с другими.
Первый фактор возможностей — точность — учитывает эволюцию от традиционного многоэтапного итерационного процесса к одноэтапному высокоточному производству. Медицинские стенты, например, обычно производились с использованием трех технологий: травления, гальванопластики и литья под давлением. Ограниченная возможность достижения высокой точности при первом проходе потребовала применения вторичных и третичных производственных процессов, таких как фрезерование поверхности и травление, для достижения требуемого уровня точности. Переход к высокоточному производству значительно повышает точность и согласованность, устраняя необходимость в последующих операциях механической обработки.
Ограниченная возможность достижения высокой точности при первом проходе потребовала применения вторичных и третичных производственных процессов, таких как фрезерование поверхности и травление, для достижения требуемого уровня точности. Переход к высокоточному производству значительно повышает точность и согласованность, устраняя необходимость в последующих операциях механической обработки.
Второй фактор возможностей — геометрическая сложность — учитывает способность создавать сложные многомерные формы, которые все чаще требуются для высокотехнологичных продуктов, таких как детали из стальных сплавов для авиации или стоматологические реставрационные изделия на основе полимеров, адаптированные к конкретным требованиям каждого пациента. Ряд существующих производственных процессов, включая плазменную резку, лазерную сварку и высокоскоростное фрезерование, позволяют изготавливать изделия сложной формы, но аддитивные технологии являются наиболее важными из них. Например, в автомобильной промышленности, где аддитивное производство начинает внедряться, эта технология позволяет легко создавать прототипы и тестировать конструкции металлических деталей двигателей сложной индивидуальной формы. В производственной среде это в конечном итоге обеспечивает лучшую производительность в меньшем корпусе.
В производственной среде это в конечном итоге обеспечивает лучшую производительность в меньшем корпусе.
Третий фактор производительности — пропускная способность. Достижения во многих производственных процессах обеспечивают более высокую пропускную способность, а автоматизация и оптимизация процессов сокращают время подготовки и цикла. Например, традиционные методы формования, такие как матричное формование, позволяют производить только одно изделие в час. Методы выдувного формования увеличили этот показатель до 1500 штук в час, а экструзионное формование теперь может производить более 500 штук в час, в зависимости от используемых материалов.
В дополнение к неотъемлемым возможностям точности, скорости и геометрической сложности, другие факторы могут увеличить ценность. Многие отрасли промышленности улучшают свои характеристики за счет использования передовых материалов, таких как углеродное волокно, высокопрочная сталь и керамика. Эти новые высокопрочные и легкие материалы превосходят традиционные алюминиевые и стальные сплавы по соотношению прочности к весу, надежности и долговечности: например, новые конструкции самолетов, которые на 50% состоят из полимеров, армированных углеродным волокном, для кабины, крыльев и фюзеляжа помогли сократить расход топлива на 20 процентов за последние 20 лет.
Переход на углеродное волокно при производстве лопастей ветряных турбин также улучшил производительность. Этот более легкий и жесткий материал позволяет изготавливать более тонкие и большие лопасти, которые увеличивают производительность до более чем 8 МВт/час с 1,3 МВт/час. Кроме того, более легкие лопасти из углеродного волокна также снижают нагрузку на турбины и башню, дополнительно повышая производительность и долговечность. Хотя ценность этих материалов очевидна, их обработка значительно сложнее, поскольку требует специальных производственных технологий и возможностей.
Экономическая масштабируемость данного производственного процесса также может увеличить стоимость. Способность процесса увеличить производительность и оптимизировать работу с большими объемами напрямую связана с максимальной отдачей от инвестиций в соответствующее оборудование. Например, усовершенствования в методах лазерной резки удовлетворяют отраслевые потребности в повышении производительности резки. Объемы производства растут, а затраты на деталь падают благодаря инновациям (включая программное обеспечение для раскроя, волоконную технологию и автоматическую подачу материала), которые значительно улучшили масштабируемость лазерной резки.
Объемы производства растут, а затраты на деталь падают благодаря инновациям (включая программное обеспечение для раскроя, волоконную технологию и автоматическую подачу материала), которые значительно улучшили масштабируемость лазерной резки.
Наконец, скорость развития данного промышленного производственного процесса также влияет на стоимость. Патентные заявки США являются одним из примеров. Оценка заявок по 194 отдельным процессам показывает, что темпы инноваций для большинства процессов ускорились. Рассмотрим изгиб эластомера. Первый патент на этот процесс был выдан в 1984 году, так что это относительно недавняя инновация. Количество новых патентов на эту технику выросло на 4700 процентов с 2010 по 2020 год по сравнению с предыдущим десятилетием. Количество патентов на более традиционные, давно используемые процессы также увеличивается. Первый патент на трепанацию был выдан в 1847 году. Количество патентов выросло на 450% с 2010 по 2020 год по сравнению с 2000 по 2010 год.
Выводы MPI2
Мы применили шесть параметров, которые вместе составляют Индекс инноваций производственных процессов, к двум сегментам промышленной цепочки создания стоимости: поставщикам оборудования, чьи инструменты используются в процессах промышленного производства и сборки, и производственным услугам. поставщики, которые изготавливают нестандартные компоненты, такие как прецизионные отливки и механически обработанные детали, изготовленные в соответствии со спецификациями OEM-производителей. Мы обнаружили, что шесть параметров сильно коррелируют с финансовыми показателями, причем MPI2 является особенно сильным показателем ROIC компании (рис. 5). (Для получения дополнительной информации о нашей методологии оценки см. врезку «Определение показателя MPI2».)
поставщики, которые изготавливают нестандартные компоненты, такие как прецизионные отливки и механически обработанные детали, изготовленные в соответствии со спецификациями OEM-производителей. Мы обнаружили, что шесть параметров сильно коррелируют с финансовыми показателями, причем MPI2 является особенно сильным показателем ROIC компании (рис. 5). (Для получения дополнительной информации о нашей методологии оценки см. врезку «Определение показателя MPI2».)
Чтобы лучше понять, как определяется показатель MPI2, давайте углубимся в деление, один из семи методов промышленного производства. Среди доступных технологий резки лазерная резка имеет самый высокий балл MPI2 (25). Он также предлагал 10-процентный рост в годовом исчислении за исследуемый период, опережая другие процессы. Лазерная резка выиграла от устойчивого темпа инноваций в течение последних 60 лет, начиная с самого раннего лазера CO 2 (в 1960s), в результате которого была произведена первая коммерческая резка, до недавнего внедрения систем оптической обратной связи, которые повышают точность и, следовательно, позволяют обрабатывать современные материалы и трехмерную геометрию.
Среди шести факторов, определяющих баллы MPI2, лазерная резка обеспечивает повышенную точность — до 0,025 мм при снижении термической нагрузки, а также производительность от 1000 до 5000 дюймов в минуту, оставляя в тени методы водоструйной и плазменной резки. Расширенные возможности лазерной резки дают ей самый высокий показатель MPI2 среди всех технологий, что компенсирует высокую стоимость волоконных лазеров и еще более высокую стоимость — до 2 миллионов долларов — сопоставимого оборудования CO 9.0041 2 лазер.
Технологии сварки также сильно изменились за последние годы. Первый метод электродуговой сварки с использованием угольных электродов был разработан еще в 1880 году. Дуговая сварка металлическим электродом с защитой была коммерциализирована в 1950 году, что позволило изготавливать большие стальные конструкции. В 2008 году была разработана лазерно-дуговая гибридная сварка, и к 2017 году по всему миру работало более двух миллионов промышленных сварочных роботов.
Мы также можем рассмотреть ряд процессов, доступных среди технологий сварки, и изучить их баллы MPI2 по отдельности. Хотя дуговая сварка с флюсовой проволокой имеет самые низкие темпы роста среди четырех оцениваемых технологий, ее объем рынка — 7,5 млрд долларов США — намного превышает объем рынка ближайших занявших второе место: дуговой сварки в защитном металле (1,4 млрд долларов США) и вольфрама в среде инертного газа (0,7 млрд долларов США). Более того, дуговая сварка с флюсовой проволокой превосходит или соответствует самым высоким показателям MPI2 у половины драйверов категории и превосходит все другие методы по точности, производительности и темпам разработки.
Понимание возможностей поставщиков оборудования
Ландшафт поставщиков, поставляющих промышленное производственное оборудование, фрагментирован и характеризуется высокой конкуренцией. На 20–30 ведущих компаний со средней выручкой около 9 миллиардов долларов приходится 25 процентов рынка. Остальные 75% рынка распределены между более чем 5 000 организаций, большинство из которых являются частными, с доходами от 20 млн до 2 млрд долларов. Традиционные технологии по-прежнему приносят большую часть доходов, особенно в первичной формовке, такой как прокатка, гибка и формование. Но всплеск инноваций в процессах промышленного производства за последние 20 лет привел к созданию множества более мелких специализированных поставщиков оборудования.
Традиционные технологии по-прежнему приносят большую часть доходов, особенно в первичной формовке, такой как прокатка, гибка и формование. Но всплеск инноваций в процессах промышленного производства за последние 20 лет привел к созданию множества более мелких специализированных поставщиков оборудования.
Более того, уровни производительности неизменны. Среди 40 проанализированных нами поставщиков общественного оборудования только трое, ранее находившиеся во втором и третьем квартилях, за шестилетний период присоединились к лидерам в верхнем квартиле. Компании, которые стартовали в самом нижнем квартиле, остались там (Иллюстрация 6). Как отмечалось ранее, показатели MPI2 сильно коррелируют с производительностью. Рассмотрим средний показатель ROIC для 40 компаний с 2017 по 2019 год. В компаниях, которые были классифицированы как ведущие или восходящие, доля методов с высоким MPI2 была значительно выше (рис. 7).
MPI2 помогает демистифицировать факторы, влияющие на создание ценности в сложном ландшафте производственного процесса, но результаты имеют ценность только в том случае, если заинтересованные стороны действуют в соответствии с выводами. Мы определили важные шаги, которые руководители компаний, члены совета директоров и инвесторы могут предпринять, рассмотрев свои производственные процессы через призму MPI2.
Мы определили важные шаги, которые руководители компаний, члены совета директоров и инвесторы могут предпринять, рассмотрев свои производственные процессы через призму MPI2.
Действия для руководителей компаний
Лидеры с высоким MPI2 постоянно внедряют инновации, внедряя новые процессы, улучшая существующие продукты и активно формируя портфели посредством слияний и поглощений. В органических инновациях это означает разработку новых производственных процессов с наибольшим потенциалом создания ценности, возникающей в результате следующих видов деятельности:
- использование капитала и ресурсов НИОКР для разработки совершенно новых подходов и защиты этих проектов во время спадов
- сокращение времени выхода на рынок по сравнению с конкурентами за счет значительного сокращения каждого этапа цикла разработки и эффективного выполнения
- регулярная переоценка и рационализация портфеля продуктов для удовлетворения меняющихся потребностей клиентов и отказ от устаревших предложений с низким потенциалом создания ценности
Органический рост может быть затруднен для промышленных предприятий, учитывая фрагментированную среду и их более ограниченную способность поддерживать крупные инвестиции в новые технологии, особенно для компаний с доходом менее 2 миллиардов долларов в год. Однако существует множество возможностей для консолидации и неорганического роста, а активная стратегия слияний и поглощений может обеспечить более быстрый доступ к новым производственным процессам.
Однако существует множество возможностей для консолидации и неорганического роста, а активная стратегия слияний и поглощений может обеспечить более быстрый доступ к новым производственным процессам.
Организации, эффективно внедряющие слияния и поглощения, могут увеличить широту предложения своих продуктов в производственных процессах, которые, вероятно, принесут большую ценность. Они также могут предоставить конечным пользователям полные экосистемы — увеличивая масштабы и влияние на рынок — и создавать бесплатные потоки доходов с помощью интеллектуальных продуктов, которые улучшают работу их клиентов.
Эффективное исполнение также предполагает принятие мер по улучшению некоторых параметров, измеряемых MPI2: пропускная способность, точность, геометрическая сложность и совместимость с современными материалами. В идеале это улучшение происходит быстро — потенциально в течение четырех-шести месяцев после начала проекта — чтобы помочь компаниям оставаться впереди конкурентов. Наконец, лидеры должны без колебаний каннибализировать свои текущие портфели, отказываясь от устаревших проектов и вместо этого преследуя возможности быстрого роста, которые усиливают конкурентное преимущество.
Наконец, лидеры должны без колебаний каннибализировать свои текущие портфели, отказываясь от устаревших проектов и вместо этого преследуя возможности быстрого роста, которые усиливают конкурентное преимущество.
Для надежного исполнения потребуется новый сценарий (Иллюстрация 8). Повышение уровня инноваций, например, требует четкого видения и стратегии, полной готовности к инновациям и высокомобилизованной организации, которая быстро и эффективно проводит масштабные изменения. Руководители компаний должны не только стать лидерами в области продуктов, но и создать новые экосистемы посредством слияний и поглощений, оценивая ценность синергии и обеспечивая эффективный процесс управления. Компании также должны установить строгие правила расширения.
Действия для членов совета директоров
Чтобы извлечь выгоду из идей MPI2, члены совета директоров должны сначала оценить положение, стратегию и управление своих компаний, чтобы определить, способствуют ли эти факторы росту.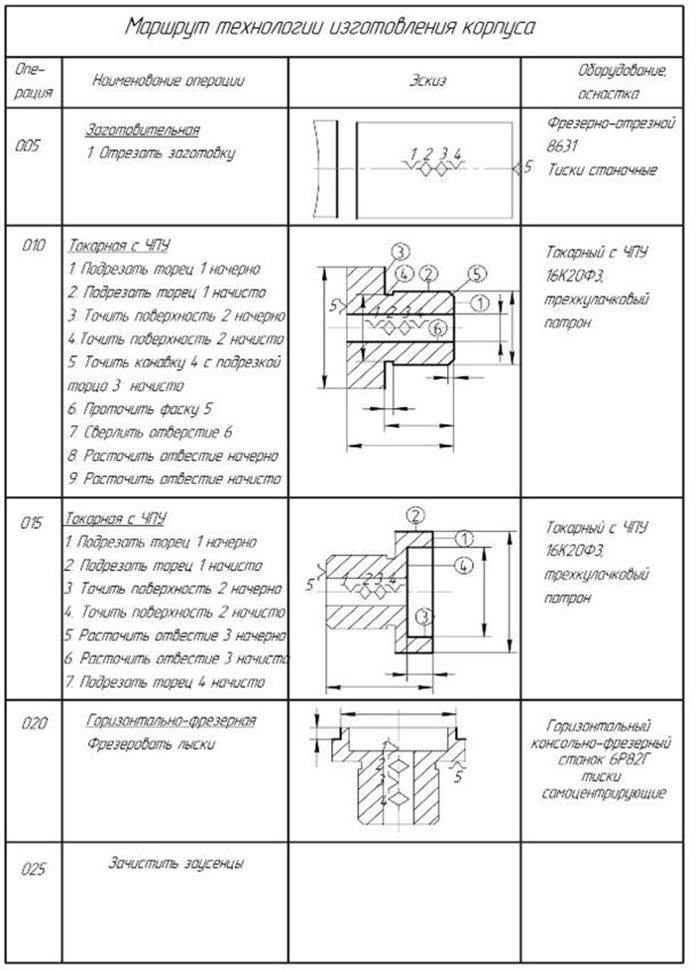 Например, члены совета директоров должны определить сегменты производственного процесса, которые принесут наибольшую пользу, и конечные рынки, которые лучше всего могут извлечь из этого выгоду. Они также должны определить, соответствует ли подход компании к инновациям, разработке и улучшению продукции выбранной стратегии.
Например, члены совета директоров должны определить сегменты производственного процесса, которые принесут наибольшую пользу, и конечные рынки, которые лучше всего могут извлечь из этого выгоду. Они также должны определить, соответствует ли подход компании к инновациям, разработке и улучшению продукции выбранной стратегии.
Наконец, члены совета директоров должны не только убедиться, что в их компаниях есть модель управления, позволяющая измерять прогресс, но и выбрать наилучшие внутренние и внешние показатели для отслеживания (например, те, которые связаны с производительностью продукта, вопросами регулирования, клиентами, и конкуренция).
Действия для инвесторов
Инвесторы должны определить производственные процессы и лежащие в их основе технологии, которые создают стоимость или могут создать ее в будущем. Они также должны оценить, насколько портфель данной компании конкурентоспособен по параметрам инноваций, наиболее тесно связанным со стоимостью. Наконец, инвесторы должны определить, увеличивается ли импульс на целевых конечных рынках для производственных процессов и технологий компании.
Время инвестирования тоже важно. В идеале инвесторы должны изучить инновационный цикл
для различных новых технологий, прежде чем принимать решение о выделении финансирования. Важные соображения включают тягу к рынку; темпы сбоев в соответствующих производственных процессах, технологиях и методах; и влияние нормативных изменений или геополитических барьеров на предложение продуктов.
Наконец, инвесторы должны решить, как они хотят получить прибыль. Например, они могут захотеть увеличить доходы, объединив несколько продуктов с высоким MPI2 в один портфель. Они также могут попытаться добиться синергии затрат, создавая продукты с высоким MPI2, которые имеют как можно больше общих черт и платформ, чтобы оптимизировать расходы на разработку. И они могут дополнить это предложением программного обеспечения с более высокой маржой, доступного благодаря созданию и расширению цифровых экосистем.
Частота и серьезность потрясений, нарушающих работу промышленных производителей, возросли за последний год и, как ожидается, со временем будут увеличиваться, будь то из-за проблем с цепочками поставок, рабочей силой или спросом на продукцию. По мере того, как компании по всей цепочке создания стоимости промышленного производства пытаются снизить эти риски, оценивая новые возможности, такие как ближневосточная адаптация и гибкость производства, возрастает важность технологий производства с высокой добавленной стоимостью.
По мере того, как компании по всей цепочке создания стоимости промышленного производства пытаются снизить эти риски, оценивая новые возможности, такие как ближневосточная адаптация и гибкость производства, возрастает важность технологий производства с высокой добавленной стоимостью.
Выявление источников создания стоимости является сложной задачей для сложной среды, включающей множество методов, материалов и процессов. MPI2 может помочь демистифицировать это пространство, помогая операторам, членам совета директоров и инвесторам раздвигать новые границы производительности промышленного производства в Соединенных Штатах и за их пределами.
10 крупнейших тенденций будущего в производстве
От автомобилей до компьютеров, от кофемашин до детских игрушек — почти все, что мы используем каждый день, производится производителями. Неудивительно, что производство часто называют ключевым структурным элементом общества.
10 крупнейших тенденций будущего в производстве
Adobe Stock
Производство развивалось на протяжении веков: от методов, ориентированных на человека, до машинно-зависимых сборочных линий и высокоавтоматизированных заводов, которые мы начинаем видеть сегодня. И отрасль продолжает развиваться. Действительно, ряд тенденций объединяется для преобразования производства, и вместе эти тенденции можно назвать «Индустрия 4.0». Давайте рассмотрим семь основных тенденций, которые способствуют Индустрии 4.0.
И отрасль продолжает развиваться. Действительно, ряд тенденций объединяется для преобразования производства, и вместе эти тенденции можно назвать «Индустрия 4.0». Давайте рассмотрим семь основных тенденций, которые способствуют Индустрии 4.0.
Тенденция 1: Промышленный Интернет вещей (IIoT)
Вы слышали об Интернете вещей; Что ж, теперь у нас есть промышленный Интернет вещей (IIoT), где взаимосвязанные устройства используются на производстве и в промышленных условиях для сбора данных, которые затем можно использовать для улучшения производственного процесса.
Датчики являются ярким примером таких взаимосвязанных устройств IIoT. Данные, собранные датчиками на заводских машинах, могут помочь производителям понять, как работают машины, оптимизировать процесс обслуживания, сократить время простоя машин и даже предсказать, когда что-то пойдет не так. Что подводит нас к следующей большой тенденции в производстве…
БОЛЬШЕ ОТ FORFORBES ADVISOR
Тенденция 2: 5G и периферийные вычисления
Пятое поколение технологии мобильных сетей передачи данных (5G) позволит производителям легко подключать свои технологии IIoT и использовать сбор и обработку данных в таких устройствах, как умные машины и датчики (то, что мы называем граничными вычислениями). Производители могут создать частную сеть 5G в своих помещениях, которая обеспечит им сверхвысокую скорость передачи данных без необходимости использования кабелей и значительно улучшит безопасность данных.
Производители могут создать частную сеть 5G в своих помещениях, которая обеспечит им сверхвысокую скорость передачи данных без необходимости использования кабелей и значительно улучшит безопасность данных.
Тенденция 3: профилактическое обслуживание
В контексте производства профилактическое обслуживание означает использование данных датчиков и искусственного интеллекта (ИИ) для выявления закономерностей отказов в оборудовании и компонентах. Идея состоит в том, что, понимая, когда машина или деталь могут выйти из строя, производители могут принимать превентивные меры и более эффективно обслуживать свое оборудование.
И это относится не только к модному новому оборудованию. Siemens использовала такие датчики на старых двигателях и трансмиссиях, и, анализируя данные с этих датчиков, Siemens заявляет, что может интерпретировать состояние машины, обнаруживать неисправности и устранять неисправности до того, как они выйдут из строя. Это показывает, как процессы профилактического обслуживания могут применяться даже к устаревшему оборудованию.
Тенденция 4: Цифровые двойники
Цифровые двойники можно использовать для имитации любого физического процесса или объекта. Например, в производственных условиях цифровой двойник можно использовать для имитации размеров нового продукта или создания цифровой копии оборудования на заводе, чтобы увидеть, как оборудование работает в определенных условиях. Технологию цифровых двойников можно даже использовать для визуализации и моделирования всей цепочки поставок. К 2022 году до 70 процентов производителей могут использовать цифровых двойников для проведения моделирования и оценки, что дает вам представление о том, насколько преобразующей может быть эта тенденция.
Используя цифровые двойники, компания Boeing смогла добиться 40-процентного повышения качества деталей с первого раза. В 2018 году тогдашний генеральный директор Boeing Деннис Мюленбург заявил, что цифровые двойники станут основным фактором повышения эффективности производства в следующем десятилетии.
Тенденция 5: Расширенная реальность и метавселенная
Технологии расширенной реальности, такие как дополненная и виртуальная реальность, будут играть все более важную роль в производстве, начиная с улучшенного дизайна продукта, лучшего планирования производства, расширения человеческих возможностей на сборочных линиях и т. д. иммерсивное обучение. По мере расширения мира в метавселенную у производителей будет появляться больше возможностей.
Тенденция 6: Автоматизация и темные фабрики
Благодаря ИИ машины теперь могут выполнять все больше и больше задач, которые ранее были зарезервированы для людей. Поэтому вполне логично, что машины могут выполнять все больше и больше производственных задач.
Автоматизация может дать производителям много преимуществ, включая более высокую производительность (машины не устают), большую точность и более низкие затраты. Мы можем даже увидеть более полностью автоматизированные фабрики или так называемые 90 130 темных фабрик — 9. 0131 полностью автоматизированных площадок, где производство происходит без непосредственного вмешательства человека на месте.
0131 полностью автоматизированных площадок, где производство происходит без непосредственного вмешательства человека на месте.
Тенденция 7: Роботы и коботы
Одним из ключевых факторов автоматизации является использование роботов. Но стоит отметить, что не все роботы предназначены для замены людей — многие из них предназначены для улучшения работы людей. Например, у нас есть роботизированные экзоскелеты, которые помогают тем, кто работает на производственной линии, поднимать более тяжелые детали без ущерба для их безопасности. И у нас есть совместные интеллектуальные роботы — или «коботы», — которые специально разработаны для работы вместе с людьми.
Роботы и коботы могут помочь производителям добиться большей эффективности. Так было в случае с Nissan, который развернул роботизированные руки Universal Robots на своих заводах по производству двигателей в Японии, чтобы помочь решить проблемы, связанные с соблюдением сроков производства (в основном из-за нехватки рабочей силы). Компания Nissan также задействовала коботов, чтобы помочь сотрудникам в установке воздухозаборников двигателя, среди прочего.
Компания Nissan также задействовала коботов, чтобы помочь сотрудникам в установке воздухозаборников двигателя, среди прочего.
Тенденция 8: 3D-печать
По мере того, как 3D-печать становится все более рентабельной, эффективной и масштабируемой, производители все чаще могут производить продукты с использованием методов 3D-печати, которые используют меньше материалов и создают меньше отходов, чем традиционные методы производства. . Я считаю, что 3D-печать также приведет к новой эре персонализации, потому что можно производить индивидуально персонализированные продукты, не беспокоясь об экономии за счет масштаба. Кроме того, 3D-печать может способствовать внедрению инноваций, позволяя быстро создавать прототипы.
Компания Airbus использует технологию 3D-печати более 15 лет, что делает ее пионером 3D-печати в обрабатывающей промышленности. Компания широко использует 3D-печать для локализованного производства по запросу инструментов, таких как приспособления и приспособления.
Тенденция 9: Web3 и технология блокчейна
С появлением Web3 и технологий распределенных вычислений, таких как блокчейны и NFT (невзаимозаменяемые токены), у производителей появится возможность лучше контролировать свои цепочки поставок и даже автоматизировать многие транзакций по их цепочкам поставок. Многие продукты, которые будут производиться в будущем, будут продаваться с их цифровыми сертификатами NFT.
Тенденция 10: Более интеллектуальные и экологичные продукты
Появление интеллектуальных подключенных устройств IoT меняет не только способ производства продуктов, но и какие типы продуктов производятся. В наши дни кажется, что есть «умные» версии всего, от пылесосов до унитазов, и тенденция к умным продуктам не собирается замедляться. Следовательно, производителям все чаще придется искать способы предоставления клиентам интеллектуальных продуктов, на которые они рассчитывают.
Кроме того, я считаю, что клиенты будут все больше тяготеть к экологически безопасным, многоразовым и перерабатываемым продуктам.
