

Содержание
Как варить чугун | Особенности сварки чугуна
Сваривать чугун очень сложно, и далеко не каждый специалист берется за эту работу. Тем не менее, выполнить ее можно даже в домашних условиях. Особенности процесса, требования к подготовке, выбор расходных материалов – об этом и многом другом идет речь в статье.
СОДЕРЖАНИЕ
- Чугун как материал
- Особенности сварки чугуна
- Подготовка
- Технология сварки по чугуну
- Горячая
- Полугорячая
- Холодная
- Способы сварки чугуна
- Ручная дуговая сварка
- Неплавящимися электродами
- Холодная, полугорячая и автоматическая
- Аргонодуговая
- Газовая
- Электрошлаковая (ЭШС)
- Лазерная
- Контактная
- Плазменная пайка
- Многослойная сварка по технологии отжигающих валиков
- Сварка чугуна с применением стальных шпилек
- Работа инвертором в импульсном режиме
- Наплавка чугуна
- Как варить чугун электросваркой/электродом в домашних условиях
- Чем варить чугун
- Преимущества и недостатки ручной сварки чугуна
- Техника безопасности
Чугун как материал является сплавом углерода и железа. Помимо основных в составе содержатся и дополнительные компоненты – легирующие добавки. Данная смесь является сложной для выполнения сварочных работ. Но несмотря на специфику, их можно выполнить даже в домашних условиях. Существуют методы, позволяющие исправить дефекты литья, изношенность или разрушение частей чугунной конструкции. Больше того, чугун можно соединять со стальными деталями.
Помимо основных в составе содержатся и дополнительные компоненты – легирующие добавки. Данная смесь является сложной для выполнения сварочных работ. Но несмотря на специфику, их можно выполнить даже в домашних условиях. Существуют методы, позволяющие исправить дефекты литья, изношенность или разрушение частей чугунной конструкции. Больше того, чугун можно соединять со стальными деталями.
Чугун как материал
Чугун делится на два вида. Более светлый принято называть белым: на изломе он имеет светло-серый почти что белый цвет. Углерод в его составе представлен в виде цеменита. Такой материал характеризуется высокой хрупкостью и не поддается механической обработке. Он редко применятся для производства разного рода продукции и не подлежит сварке.
После дополнительной обработки белого чугуна, а именно – длительного плавления при температуре 1000 градусов Цельсия – получается другой вид чугуна – серый. В отличие от первого продукт более технологичен, может подвергаться механической обработке и сварке. Он используется для производства широкого ассортимента деталей, устойчивых к вибрации и механическим нагрузкам. Ковкий чугун востребован в производстве сельхозтехники, машин, станков, судов и множества иного оборудования.
Он используется для производства широкого ассортимента деталей, устойчивых к вибрации и механическим нагрузкам. Ковкий чугун востребован в производстве сельхозтехники, машин, станков, судов и множества иного оборудования.
| Вид чугуна | Содержание углерода | Форма углерода | Свойства | Маркировка |
|---|---|---|---|---|
| серый | 3,2-3,5 | Пластинчатый графит | Малая усадка, хорошо льется, высокая текучесть в расплавленном состоянии | СЧ-10 СЧ-35 |
| белый | 2,14-6,67 | Цементит (карбид железа) | Твердость, хрупкость, большая усадка, не поддается механической обработке | |
| ковкий | 2,4-3,0 | Хлопьевидный графит | Пластичность, хорошие механические свойства, устойчивость к коррозии | КЧ33-8 |
| высокопрочный | 3,2-3,8 | Шаровидный графит | Жидкотекучесть, почти не образует горячих трещин малая усадка | ВЧ60-2 |
Если в состав ковкого вида материала ввести определенное количество легирующих добавок, то получится высокопрочный чугун. Материал применяется в производстве труб высокого давления, ответственных деталей для автомобильной промышленности и машиностроения. На изломе цвет такого чугуна будет иметь серебристо-серый оттенок. Углерод в его составе представлен графитом. Этот тип широко используется в качестве конструкционного материала, обрабатывается режущим токарным инструментом, обладает износостойкостью, отличными литейными показателями, устойчивостью к вибрациям.
Материал применяется в производстве труб высокого давления, ответственных деталей для автомобильной промышленности и машиностроения. На изломе цвет такого чугуна будет иметь серебристо-серый оттенок. Углерод в его составе представлен графитом. Этот тип широко используется в качестве конструкционного материала, обрабатывается режущим токарным инструментом, обладает износостойкостью, отличными литейными показателями, устойчивостью к вибрациям.
Особенности сварки чугуна
Материал наделен специфическими свойствами, которые оказывают влияние на процесс чарки. Основные из них:
- Быстрое остывание влечет за собой так называемый эффект отбеливания. На поверхности образуется тонкая пленка белого чугуна непригодного к механической обработке из-за высокой хрупкости.
- Неверная установка температурного режима, из-за чего возле шва образуется множество микротрещин.
- Во время сварки в ванночке образуется большое количество газов, что может привести к повышенной пористости сварного соединения.

- Чугун обладает высокой текучестью, что усложняет образование сварочного шва, поскольку расплав такой консистенции быстро вытекает из ванны.
- Большая теплоемкость металла, из-за чего он прогревается и охлаждается неравномерно. В сочетании с хрупкостью «разнобой» температур приводит к образованию трещин.
- Окисления кремния инициирует образование тугоплавких оксидов. В результате образуются непровары.

Несмотря на приличный список трудностей сварка чугуна является востребованным и весьма распространенным способом ремонта, а также изготовления новых сварно-литых изделий. Но сварщикам необходимо тщательно анализировать исходные данные, внимательно подбирать способ и расходники для сварки. От этого зависит и качество будущего сварного соединения, и комфорт во время выполнения работ.
Подготовка
От того, насколько грамотно будут выполнены подготовительные работы, во многом зависит наличие или отсутствие дефектов. Трещины в чугуне отличаются тонкой и глубокой структурой. Чтобы избавиться от них, необходимо разделать кромки на всю глубину. Для этих целей можно прибегнуть к простым механическим методам – шлифование или вырубка, а можно использовать термическую обработку – дуговую или кислородную резку.
Чтобы избавиться от них, необходимо разделать кромки на всю глубину. Для этих целей можно прибегнуть к простым механическим методам – шлифование или вырубка, а можно использовать термическую обработку – дуговую или кислородную резку.
По длине разделка должна быть больше видимой части трещины примерно на 5 миллиметров по каждой из сторон. Ближе к краю разделочная канавка должна становиться мельче с тем, чтобы в конечном итоге выйти вровень с поверхностью заготовки. По глубине разделка сквозных дефектов делается на 1-2 мм меньше от толщины стенок изделия. Относительно несквозных трещин, то здесь наоборот: разделка должна превышать трещину по глубине на 1-2 мм как минимум.
Грамотная разделка кромок позволяет исключить перекалку чугуна. Если все сделать правильно, то металл будет прогреваться равномерно по всему участку. Для этого нужно следить, чтобы скос кромок был ровно 45 градусов. Важно, чтобы кромки были лишены острых углов. Поверхность зачищать желательно наждачной бумагой, пескоструйным аппаратом, болгаркой или же обычной щеткой по металлу. Если некоторые загрязнения механическим путем удалить не получается, то можно прибегнуть к термической обработке.
Если некоторые загрязнения механическим путем удалить не получается, то можно прибегнуть к термической обработке.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Чугунные детали с тонкими стенками свариваются с помощью графитовых форм. Они служат в качестве подкладки. Благодаря такому приему, температура равномерно распределяется по всему объему и сохраняется первоначальная форма заготовки.
Технология сварки по чугуну
Существует две широко используемые технологии сварки чугунных деталей. Они разделяются в зависимости от температурного режима процесса, а также наличия или отсутствия предварительного прогрева заготовок.
Горячая
Способ разработан для промышленного производства. Для домашних мастерских он малопригоден, поскольку разогреть заготовки до температуры в 600-650 градусов Цельсия в гараже без специального оборудования не получится. Технология предварительного прогрева дает возможность исключить образование трещин в наплаве.
Важно обеспечить равномерный подогрев заготовок. Избежать разницы температуры основного изделия и сварочного шва принципиально важно. В противном случае высока вероятность разлома. Перед нагревом детали фиксируются в нужном положении. Это необходимо для того, чтобы избежать внутреннего напряжения, которое может привести к трещинам.
Не нужно перегревать заготовки. Если температуру предварительного прогрева довести до 750 градусов Цельсия, то чугун попросту начнет плавиться.
Полугорячая
Процесс полностью идентичен горячей предварительной подготовке. Разница заключается только в поддержании температурного режима. В данном случае заготовки прогреваются до температуры 400-450 градусов. Технология используется как на производстве, так и в небольших мастерских.
Холодная
Предварительный прогрев заготовок не требуется. Технология используется повсеместно, в том числе и в быту. Она оправдана в том случае, когда нет оборудования для предварительной подготовки, а соединения чугуна носит разовый или нерегулярный эпизодический характер. Качество сварного шва невысокое. Улучшить надежность сварного соединения удается путем использования специальных электродов.
Качество сварного шва невысокое. Улучшить надежность сварного соединения удается путем использования специальных электродов.
Способы сварки чугуна
Ручная дуговая сварка
Универсальный вариант, позволяющий работать со всеми технологиями соединения чугуна – горячей, полугорячей и холодной. Для каждого метода подбираются расходные материалы. Ручную дуговую сварку с предварительной подготовкой деталей выполняют в несколько этапов:
- подготовка стыка;
- нагрев заготовок;
- сварка;
- охлаждение.
Для соединения ковкого чугуна применяются электроды таких марок: ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЧ-6. Серый чугун сваривается расходниками ОЗЧ-2, МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2. Высокопрочные марки соединяются электродами ОЗЖН, МНЧ-2, ОЗЧ-3 и ОЗЧ-4. Сварочный шов формируется при больших настройках показателей силы тока непрерывным способом. Какие конкретно должны быть настройки силы тока зависит от марки электрода.
Какие конкретно должны быть настройки силы тока зависит от марки электрода.
Недостатки технологии:
- сварочный процесс является трудоемким;
- равномерно нагреть рабочую зону достаточно сложно;
- для выполнения работы требуется много времени;
- необходимое для сварки оборудование стоит дорого.
В случаях, когда к качеству шва не предъявляются строгие требования, можно прибегнуть к технологии полугорячего или даже холодного сваривания чугуна. Электроды можно выбрать обычные стальные. Если есть возможность, то лучше использовать электроды чугунные с медной и никелевой основой.
Неплавящимися электродами
Используется широкий спектр расходных материалов – вольфрамовые, графитовые, угольные. Для присадки подходят специальные прутки, в состав которых входит никель, медь, алюминий и другие металлы. Зона формирования шва защищается посредством инертных газов. Чаще всего используется аргон или же флюс на основе буры. Касательно технологии, то оптимальным вариантом является AC TIG – выполнение сварочных работ вольфрамовыми электродами в защитной среде от источника переменного тока.
Касательно технологии, то оптимальным вариантом является AC TIG – выполнение сварочных работ вольфрамовыми электродами в защитной среде от источника переменного тока.
Холодная, полугорячая и автоматическая
Можно прибегнуть к технологии MIG (выполняется в среде защитного инертного газа) или MAG (в облаке активного газа). Процесс происходит следующим образом. В зону сварки подается проволока, где под воздействием высокой температуры она плавится и образует соединительный шов. Это происходит в защищенной среде, так как непрерывно подается инертный газ, изолирующий соединение от атмосферного воздуха.
Горячая сварка полуавтоматом применяется в случаях, когда необходимо сделать сварное соединение очень качественным, когда стык должен обладать хорошими показателями сопротивляемости на разлом и разрыв. Чтобы свести к минимуму количество микротрещин, охлаждать шов следует постепенно.
Технология полугорячей сварки применяется в тех ситуациях, когда шов в процессе эксплуатации будет испытывать сравнительно небольшие нагрузки. Холодная технология подходит, если не планируется нагрузка на сварное соединение.
Холодная технология подходит, если не планируется нагрузка на сварное соединение.
Полуавтоматическая сварка подразумевает непрерывную подачу расходного материала в рабочую зону. Это дает возможность сократить расход времени на выполнения работ. В случае соединения чугунных деталей посредством полуавтомата можно рассчитывать на хороший и посредственный результат.
Аргонодуговая
TIG-метод характеризуется сложностью сварочного процесса. В качестве защитного газа, обеспечивающего изоляцию рабочего пространства и отсекающего атмосферный воздух, является аргон. Оптимальный вариант присадочного материала – алюминиево-бронзовые или никелевые прутки. В случаях, когда сварное соединение в процессе эксплуатации будет подвергаться воздействию высокой температуры, то следует использовать никелевые присадки и вольфрамовые электроды.
Технология TIG требует от исполнителя соблюдения ряда требований:
- Перед сваркой заготовки нужно прогреть. Это позволит уменьшить количество трещин.
- Выбирается переменный ток небольшой величины.
- Чтобы исключить перегрев металла, соединять нужно короткими участками.
- Каждый из участков следует проковывать (простукивать молоточком), чтобы снять внутреннее напряжение чугуна.
- По окончанию работы сварочный шов должен остывать медленно.

Газовая
Важно равномерно прогреть заготовки перед началом работ. Поэтому подготовка занимает больше времени. Постепенный продолжительный нагрев снижает вероятность возникновения участков с белым налетом. Обработка кромок тоже требуется при условии, что их толщина превышает 4 миллиметра. Делается V-образный скос с углом раскрытия 90 градусов.
Присадочными материалами служат чугунные стержни. Важно правильно подобрать их толщину. Она высчитывается по следующему алгоритму. Толщину стенки заготовок нужно разделить пополам. Это и будет диаметр стержня. Он может отклоняться от полученного результата на 1 миллиметр в большую сторону. Помимо этого, нужно использовать флюс. Хорошо подходят марки ФСЧ-1, БМ-1, ФСЧ-2. Флюсом желательно покрыть присадку и плюс к этому добавить его в сварочную ванну. Материала должно быть в достатке, поскольку он выполняет ряд важных функций:
Помимо этого, нужно использовать флюс. Хорошо подходят марки ФСЧ-1, БМ-1, ФСЧ-2. Флюсом желательно покрыть присадку и плюс к этому добавить его в сварочную ванну. Материала должно быть в достатке, поскольку он выполняет ряд важных функций:
- защищает от окисления сварочную ванночку;
- повышает сплавляемость разнородных включений;
- тугоплавкие окислы переводятся в легкоплавкие шлаки;
- повышается текучесть расплава.
Сварочное пламя должно быть среднего уровня. Соединение выполняется в нижнем положении. Крупные заготовки обрабатываются горелками. Чтобы шов остывал медленней, его покрывают слоем асбеста.
Электрошлаковая (ЭШС)
Технология используется для соединения деталей из серого чугуна и дает возможность получить соединение с удовлетворительными показателями. При соблюдении требований технологического процесса исключается образование пор, трещин, отбеленных участков и ряда иных эффектов. Данный метод является оптимальным в случаях, когда требуется исправить дефекты чугунных отливок, то есть в ситуации, когда планируется наплавить большое количество металла. ЭШС востребована для производства массивных конструкций из высокопрочного чугуна. В качестве расходных материалов используются чугунное литье в виде пластин и флюсы.
ЭШС востребована для производства массивных конструкций из высокопрочного чугуна. В качестве расходных материалов используются чугунное литье в виде пластин и флюсы.
Лазерная
Безопасный метод для высококачественного сваривания чугуна. Технологи позволяет получить сварное соединение без трещин. Существует две ее разновидности:
- С индукционным нагревом. Заготовки могут нагреваться как предварительно, так и во время работы. При помощи термической обработки снимается внутреннее напряжение, понижается количество трещин; а наплав получается умеренно мягким, без избыточной твердости. Естественно, что и скорость выполнения работ значительно вырастает.
- С присадкой. Метод эффективен для соединения чугуна между собой и с конструкционной, закаленной, цементованной сталью. Способ используется в производстве корпусов разных агрегатов, осей, шестерен, прочих деталей и узлов в машиностроении и других отраслях промышленности.
Контактная
Оптимальный вариант для работы с трубами разного диаметра. Требуется предварительный нагрев и оплавление стыков соединяемых заготовок. В таком случае исключается образование закалочных структур. Сварные соединения отличаются высокой плотностью.
Требуется предварительный нагрев и оплавление стыков соединяемых заготовок. В таком случае исключается образование закалочных структур. Сварные соединения отличаются высокой плотностью.
Плазменная пайка
В структуре чугуна присутствует графит, затрудняющий адгезию между припоем и поверхностью материала. Его нужно убрать. Сделать это проще всего пескоструйным аппаратом. Далее поверхность при температуре 600-700 градусов Цельсия обрабатывается флюсом №№209 или 284. После этого кромки необходимо обезжирить ацетоном, растворителем либо щелочным раствором. Паять можно как паяльником, так и газовой горелкой с использованием хористоцинковых флюсов.
Для пайки при низких температурах подходят легкосплавные припои, в том числе и оловянно-свинцовые. Для высокотермического соединения подходят медны и серебряные припои.
Многослойная сварка по технологии отжигающих валиков
Способ используется для устранения трещин на деталях с тонкими стенками – до 8 миллиметров. Формируются валики последовательно с таким расчетом, чтобы каждый новый термически воздействовал на предыдущий слой. Тем самым уменьшается твердость наплава.
Тем самым уменьшается твердость наплава.
Предварительно трещина разделывается: V-образная обработка, угол раскрытия составляет 45 градусов. На каждую из кромок предварительно наваривают подготовительные валики, а на них – отжигающие. Валики накладываются небольшими участками длиной до 50 мм.
Каждый переход от одного участка к другому должен быть неспешным, чтобы металл успел остыть до температуры 50-60 градусов Цельсия. В это момент валики нужно проковывать и сбивать окалину. Подготовительные валики наносятся раньше, а, следовательно, лучше прогреваются и медленнее остывают. В закаленной части металл частично отпускается и нормализуется. Когда формирование валиков по обе стороны трещины завершено, то накладывается, собственно, сварной шов. Он тоже формируется такими же небольшими отрезками.
Сварка чугуна с применением стальных шпилек
Металл шва может отслаиваться, что делает зону плавления наиболее уязвимым местом. Чтобы более равномерно распределить нагрузку во время остывания и связанной с ним усадки, применяются так называемые «завертыши» — стальные шпильки. Если толщина стенок заготовки превышает 6 мм, то кромки предварительно срезаются под углом 45 градусов.
Если толщина стенок заготовки превышает 6 мм, то кромки предварительно срезаются под углом 45 градусов.
Потом насверливаются отверстия в шахматном порядке, в которые вкручиваются стальные шпильки. Они частично выступают на поверхности. По кругу завертыши обвариваются, после чего формируется слой наплава способом наложения отжигающих валиков. Особенность шва заключается в том, что большую часть механических нагрузок принимают на себя стальные шпильки, в то время как шов испытывает воздействия небольшой силы.
Работа инвертором в импульсном режиме
Суть метода заключается в том, что основной сварочный ток дополняется наложенными поверх него высокочастотными импульсами большей силы. Соотношение величины силы тока и длительности импульса регулируется в настройках аппарата и поддерживается автоматически. Технология способствует:
- улучшению качества и прочности сварного соединения;
- повышению уровня контроля дуги и управления процессом;
- повышается эффективность сварки;
- понижается вероятность прожога металла;
- шов получается аккуратным.

Чередование импульса и пауз заменяет необходимость выполнять сложные действия кончиком стержня. Метод не подходит для соединения деталей, которые будут испытывать вибрации, тряску и удары.
Наплавка чугуна
Выполняется работа электродами следующих марок:
- ОЗЖН-1. Подходя для устранения серьезных дефектов литья или обработки.
- МНЧ-2. Применяются для наплавки ответственных соединений. Предварительный нагрев поверхности не требуется.
- ОЗЧ-2. Наплавка серого и ковкого чугуна.
Работа газовой наплавки основана на тепловой энергии, которая выделяется в результате горения ацетилена, а также его заменителей, и кислорода. Расходными материалами служат флюсы и легкие прутки.
Как варить чугун электросваркой/электродом в домашних условиях
Небольшие дефекты ненагруженных соединений можно исправить самостоятельно. Если к качеству сварки не предъявляются требования прочности, а важна герметичность, то вполне можно прибегнуть к самой простой технологии – холодной сварки.
При таком способе соединения нельзя сильно повышать температуру в рабочей зоне. Поэтому шов формируется прерывистыми участками, длина которых не превышает 50 миллиметров. Время о времени необходимо делать перерывы, чтобы металл остыл до температуры 50 градусов. Тем самым понижается вероятность образования трещин.
Не допустить перегрева металла намного проще, если варить при постоянном токе, а электрод подключить к положительной клемме, то есть работать с обратной полярностью. Как дополнительный способ борьбы с перегревом – постоянное зигзагообразное перемещение кончика электрода.
Скорость движения электродом необходимо постоянно контролировать. Если двигать стержнем быстро, то будут образовываться непровары. Если же делать это слишком медленно, то можно перегреть и даже прожечь металл.
Чем варить чугун
Физико-химические особенности чугуна требуют внимательного отношения к выбору расходных материалов. Строение электрода очень простое – металлический стержень, покрытый специальным составом. Важно, чтобы стержень был выполнен из совместимого с чугуном металла. Покрытие стержня при нагревании выделяет газ, который служит защитной средой для зоны сварки.
Важно, чтобы стержень был выполнен из совместимого с чугуном металла. Покрытие стержня при нагревании выделяет газ, который служит защитной средой для зоны сварки.
| Диаметр электрода, мм | Толщина свариваемых деталей, мм | Сила сварочного тока, А |
|---|---|---|
| 2,5 | 2 | 65-80 |
| 3 | до 5 | 90-100 |
| 4 | 5 и более | 130-160 |
| 5 | от 10 до 13 | 180-220 |
В таблице приведены основные характеристики для сваривания заготовок в нижнем положении для чугунных электродов. Медно-никелевые расходники на 30% состоят из меди и на 65 – из никеля. Они используются, если не требуется прочный сварной шов. Качество соединения получается удовлетворительным, а сам шов поддается механической обработке.
Преимущества и недостатки ручной сварки чугуна
Достоинства:
- экономичность;
- можно выполнить работы без защитного газа;
- можно заварить конструкция в труднодоступных местах;
- мобильность;
- простота использования оборудования.

Недостатки:
- образование шлака в зоне шва;
- результат определяется умением специалиста;
- невысокая производительность;
- нет возможности автоматизировать отдельные операции.
Техника безопасности
Работа на производственном участке подразумевает обязательную аттестацию специалиста. Рабочее место в обязательном порядке должно быть оснащено системой приточно-вытяжной вентиляции. А также следует неукоснительно придерживаться основных правил, независимо от места работы – в цеху или домашней мастерской:
- для безопасности сварочный аппарат нужно заземлить;
- пользоваться средствами защиты – костюм, маска, одежда;
- сваривание чугуна в домашних условиях должно выполняться в хорошо освещенном и проветриваемом помещении;
- на рабочем месте должен присутствовать огнетушитель;
Новичкам желательно выполнять работы под присмотром опытного специалиста. Они поможет справиться с трудностями и добавит начинающему сварщику уверенности.
Они поможет справиться с трудностями и добавит начинающему сварщику уверенности.
Можно ли заварить чугун сваркой
- Общие сведения
- Горячий метод проведения сварочных работ
- Холодный метод проведения сварочных работ
- Механизированные способы проведения сварочных работ
Общие сведения
Чугун представляет собой сплав железа с углеродом, с содержанием последнего больше 2%. Из-за низкой по сравнению со сталью температуры плавления (1200 – 1250 оС) он быстро переходит из расплавленного состояния в твёрдое. При этом в шве образуются поры по причине интенсивного выделения газов из сварочной ванны, продолжающегося и на стадии кристаллизации. Чтобы правильно определить, как варить чугун, необходимо учитывать следующие особенности:
- ускоренное охлаждение ведет к образованию отбеленной прослойки (цементита) в зоне около шва и создает трудности его дальнейшей механической обработки;
- его высокая при неравномерном нагреве или охлаждении вызывает появление трещин в процессе сварочных работ;
- высокая текучесть чугуна в жидком состоянии вызывает необходимость использования подформовки;
- сильное образование газов в жидкой ванне вызывает пористость сварных швов.

Как заварить чугун
Соединение чугунных деталей выполняют газовой, термитной, литейной, электрошлаковой, дуговой сваркой, а также пайкой. Сварочные работы выполняют без подогрева (холодная сварка металла), с местным или с общим подогревом изделия.
Горячая сварка
Заформовка детали
Технология процесса включает в себя механическую обработку под сварку, формовку свариваемых деталей, предварительный подогрев, собственно сварочные работы и последующее медленное охлаждение.
Подготовка дефектного места под сварку заключается в его тщательной очистке и в разделке свариваемых кромок.
Устранение сквозных трещин или заварка дефектов на краю деталей выполнятся с применением графитовые форм, предотвращающих вытекание расплавленного металла из сварочной ванны. Формы делают из графитовых пластинок, соединяемых формовочной массой, в состав которой входит кварцевый песок, замешанный на жидком стекле.
Дуговая сварка чугунным электродом выполняется с применением литых стержней диаметром 8 — 12 мм, на которые наносятся специальные графитизирующие покрытия. В состав покрытия входит ферросилиций, термит, графит, мрамор, алюминий (порошок), жидкое стекло и титановая руда. Чугунные отливки и детали нагревают до 300 — 700 оС. Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
В состав покрытия входит ферросилиций, термит, графит, мрамор, алюминий (порошок), жидкое стекло и титановая руда. Чугунные отливки и детали нагревают до 300 — 700 оС. Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
Горячая сварка чугуна выполняется при большой силе сварочного тока без перерывов до конца заварки дефекта. Например, для сварки электродом диаметра 8 мм требуется ток в 600 А, при диаметре 12 мм — ток в 1000 А. Работы производят при постоянном токе обратной полярности.
Дуговая сварка чугуна угольным электродом выполняется угольным или графитовым стержнями. В качестве присадочного материала используются прутки чугуна, а для раскисления и защиты ванны применяют флюс, состоящий из растертой в порошок и прокаленной при 400 оС технической безводной буры. Возможно применение смеси, состоящей из 23% технической буры, 50% азотнокислого натрия и 27% соды. Сварка угольными электродами диаметром 8 — 20 мм проводится при постоянном токе прямой полярности величиной 280 — 600 А с применением преобразователей ПСМ — 1000, выпрямителей ВАМ — 1601, трансформаторов ТДФ — 1601.
Возможно применение смеси, состоящей из 23% технической буры, 50% азотнокислого натрия и 27% соды. Сварка угольными электродами диаметром 8 — 20 мм проводится при постоянном токе прямой полярности величиной 280 — 600 А с применением преобразователей ПСМ — 1000, выпрямителей ВАМ — 1601, трансформаторов ТДФ — 1601.
Холодный метод проведения сварочных работ
Этот вид сварки чугуна применяется чаще. Подготовка дефектных мест заключается в зачистке, фрезеровании, сверлении и других слесарных работах до получения чистой поверхности металла. Дефекты, расположенные друг от друга дальше 20 мм, высверливают ли вырубают порознь, при более близком расположении — вырубают дефектный участок полностью.
Постановка шпилек для упрочнения шва
На практике применяют несколько вариантов холодной сварки: медно-железными, медно-никелевыми, никелевыми, железо-никелевыми, стальными и другими электродами.
Применяя медно-никелевые и медно-стальные электроды, можно получить наплавленный металл, хорошо поддающийся обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Сварка стальными электродами выполняется следующим образом. С целью образования прочного слоя наплавленного металла в чугунное изделие вставляют шпильки, которые затем обваривают. Таким способом пользуются при ремонте громоздких и тяжелых чугунных деталей. При таком методе металл шва содержит повышенное количество углерода, что повышает его твердость и способствует образованию холодных и кристаллизационных трещин. Для снижения этой твердости применяют два способа:
1. Содержание углерода снижают за счет уменьшения глубины проплавления основного металла либо процесс соединения металла выполняют по слою окислительного флюса, с содержанием до 30% окалины, выполняющего функцию окислителя углерода.
2. Получают структуру металла шва и его химический состав, близкие к структуре серого чугуна, что достигается путем нанесения на стальной стержень толстого слоя графитизирующего покрытия, в состав которого входит 30% графита и 30% ферросилиция. Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.
Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.
Зона холодной сварки
Медно-железные электроды применяются при заварке отдельных дефектов либо небольших несплошностей, из-за которых возникают течи на отливках ответственного назначения, работающих под давлением. Наплавленный металл от этих электродов отлично обрабатывается. Сварное соединение представляет из себя механическую смесь железоуглеродистого сплава и меди, соединенных с основным металлом общими стальными кристаллами, а также путем частичного внедрения меди в микропоры чугуна.
Медно-никелевые электроды применяют в основном при заварке литейных дефектов на рабочих поверхностях, на которых недопустимо местное повышение твёрдости.
Железно-никелевые электроды используются при заварке отдельных небольших дефектов на ответственных поверхностях отливок из серого или высокопрочного чугуна.
Никелевые электроды марки применяются при исправлении небольших дефектов в ответственных изделиях.
Многослойное строение пи проведении сварочных работ
Дуговая сварка с применением электродов из аустенитного чугуна, покрытых токоподводящим слоем и предназначенных для заварки литьевых дефектов и ремонтной сварки. Сварочные работы ведут постоянным током прямой полярности. Токопроводящий слой электродов обладает хорошей электропроводностью, поэтому дуга горит между металлическим стержнем и изделием, а также между изделием и покрытием попеременно.
Газовая сварка чугуна применяется редко и ограничивается ремонтными работами (заварка литейных раковин, наплавка изношенных поверхностей, устранение внешних дефектов). Лучший результат дает сварка с использованием ацетилено-кислородной смеси, поэтому другие горючие смеси для сварки чугуна практически не применяются. Сварку выполняют с предварительным подогревом, общим и местным.
Для общего нагрева пользуются муфельными печами, индукционными нагревателям, горнами, способными выполнить нагрев небольших деталей до 300 — 400°С, и крупных до 600 — 700°С. Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.
Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.
Механизированные способы сварки и чем можно заварить чугун
Электросварка чугуна (электрошлаковая сварка) обеспечивает удовлетворительные свойства шва сварного соединения. При этом способе в качестве электродов применяют литые чугунные пластины. При правильном подборе электродов и применении фторидных неокислительных и обессеривающих флюсов, а также замедленном остывании шва и околошовной зоны, характерном только для электрошлаковой сварки, возможно получить сварные швы без трещин, отбеленных участков, пор и других дефектов, определяющих качество сварного соединения.
Можно ли заварить чугун в среде защитных газов?
Очень широко применяется метод дуговой сварки в углекислом газе, так как позволяет получить небольшой провар основного металла. Показатели сварных соединений и состав металла шва зависят от техники и режима сварки, размеров изделий, состава электродной проволоки. Пользуясь различными режимами и приемами сварки, можно получить наплавленный металл с необходимой структурой. Наилучшие результаты получаются при использовании проволоки 09Г2СА диаметром 1 мм со значением силы тока не больше 100 — 120 А, напряжения дуги 18 — 21 В, скорости сварки до 12 м/ч. Этим способом можно соединить сантехнические трубы из серого чугуна, отремонтировать автомобильные и тракторные детали, не требующие дальнейшей механической обработки, сварить высокопрочный и чугун со сталью.
Показатели сварных соединений и состав металла шва зависят от техники и режима сварки, размеров изделий, состава электродной проволоки. Пользуясь различными режимами и приемами сварки, можно получить наплавленный металл с необходимой структурой. Наилучшие результаты получаются при использовании проволоки 09Г2СА диаметром 1 мм со значением силы тока не больше 100 — 120 А, напряжения дуги 18 — 21 В, скорости сварки до 12 м/ч. Этим способом можно соединить сантехнические трубы из серого чугуна, отремонтировать автомобильные и тракторные детали, не требующие дальнейшей механической обработки, сварить высокопрочный и чугун со сталью.
Можно ли варить чугун полуавтоматом?
В авто мастерских клиенту без проблем могут заварить чугунный блок полуавтоматом. Сварка чугуна полуавтоматом в домашних условиях, выполняется с использованием порошковой проволоки и дает довольно хорошие результаты.
Руководство по сварке чугуна
Чугун трудно, но возможно сварить. В большинстве случаев сварка чугуна предполагает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, когда отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна.
Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, когда отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна.
Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данные рекомендации относятся к этому типу материала.
Несколько фактов о чугуне помогут понять проблемы сварки. Чугун обычно имеет содержание углерода от 2% до 4%, что примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода приводит к тому, что углерод образует чешуйки графита. Этот графит придает серому чугуну его характерный внешний вид при изломе.
При изготовлении отливок расплавленный чугун заливают в форму и дают ему медленно остыть. Когда этому высокоуглеродистому материалу дают медленно остыть, можно делать отливки без трещин. Помнить об этом полезно при сварке чугуна: во время и после сварки отливка должна либо медленно охлаждаться, либо должна поддерживаться достаточно прохладной, чтобы скорость охлаждения не имела значения.
Когда этому высокоуглеродистому материалу дают медленно остыть, можно делать отливки без трещин. Помнить об этом полезно при сварке чугуна: во время и после сварки отливка должна либо медленно охлаждаться, либо должна поддерживаться достаточно прохладной, чтобы скорость охлаждения не имела значения.
Критическая температура большинства чугунов составляет около 1450 градусов по Фаренгейту. При этой температуре возникают условия, которые могут привести к растрескиванию. Хотя дуга нагревает отливку до температуры выше этого уровня, важно, чтобы отливка не находилась при этой температуре в течение длительного периода времени.
Выбор электрода
Если деталь будет обрабатываться после сварки, потребуется электрод никелевого типа. Используйте электрод Tech-Rod® 99 для однопроходных сварных швов с высоким разбавлением. Tech-Rod® 55 предпочтительнее для многопроходных сварных швов. Иногда корневые швы выполняются с помощью Tech-Rod 99, а затем заполняющие проходы с помощью Tech-Rod 55. Для сварных швов, где не требуется механическая обработка и где ожидается, что сварной шов будет ржаветь, как чугун, штучный электрод Lincoln Ferroweld® может использоваться.
Для сварных швов, где не требуется механическая обработка и где ожидается, что сварной шов будет ржаветь, как чугун, штучный электрод Lincoln Ferroweld® может использоваться.
Нагревать или не нагревать
Обычно предпочтительнее сваривать чугун с предварительным подогревом — и в больших количествах. Но есть еще один способ успешно сварить чугун — охладить его — не холодным, а холодным. Ниже будут описаны оба метода. Однако, выбрав метод, придерживайтесь его. Держите ее горячей или прохладной, но не меняйте лошадей посреди ручья.
Методы сварки с предварительным подогревом
Предварительный нагрев чугунной детали перед сваркой снижает скорость охлаждения сварного шва и области вокруг сварного шва. Всегда предпочтительнее нагревать всю отливку, если это возможно. Типичные температуры предварительного нагрева составляют 500-1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, так как это поместит материал в критический температурный диапазон. Предварительно нагрейте деталь медленно и равномерно.
Предварительно нагрейте деталь медленно и равномерно.
Сварка на слабом токе, чтобы свести к минимуму примеси и остаточные напряжения. В некоторых случаях может быть необходимо ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию. В этом отношении также может помочь проковка сварных швов.
После сварки дайте детали медленно остыть. Обертывание отливки изолирующим одеялом или закапывание ее в сухой песок поможет замедлить скорость охлаждения и уменьшить склонность к растрескиванию.
Методы сварки без предварительного нагрева
Размер отливки или другие обстоятельства могут потребовать проведения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, чтобы на нее нельзя было положить голую руку.
Никогда не нагревайте отливку до такой температуры, чтобы на нее нельзя было положить голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом. Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Герметизация трещин
Из-за свойств чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом даже при соблюдении надлежащих процедур. Если отливка должна быть водонепроницаемой, это может стать проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут заржаветь очень скоро после возвращения в эксплуатацию.
Метод шипования
Один из методов, используемых для ремонта крупных поломок в крупных отливках, заключается в сверлении отверстий и нарезании резьбы по поверхности, которая была скошена для получения металла ремонтного шва. Вверните стальные шпильки в резьбовые отверстия, оставив от 3/16” (5 мм) до ¼” (6 мм) шпильки над поверхностью. Используя описанные выше методы, приварите шпильки на место и покройте всю поверхность разрыва наплавленным металлом. После получения хорошего наплавленного металла две стороны трещины могут быть сварены вместе.
Вверните стальные шпильки в резьбовые отверстия, оставив от 3/16” (5 мм) до ¼” (6 мм) шпильки над поверхностью. Используя описанные выше методы, приварите шпильки на место и покройте всю поверхность разрыва наплавленным металлом. После получения хорошего наплавленного металла две стороны трещины могут быть сварены вместе.
Просмотреть другие статьи с инструкциями по сварке чугуна
Просмотреть Чугунные стержневые электроды
Can You Сварить чугун? (Полное руководство)
Можно сваривать чугун, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Сложно ли сваривать?
- Этапы предварительной сварки чугуна
- Типы сварки
- Сварочные стержни
- Отделка
- Советы
- Заключение
Как упоминалось выше, сварка чугуна может быть затруднена из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать сварных трещин. Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Идентификация сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Идентификация сплава
Чугун имеет низкую пластичность, поэтому он может растрескиваться из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, что делает микроструктуру хрупкой. Белый чугун обычно считается несвариваемым.
Ковкий (с шаровидным графитом) чугун
Ковкий чугун по составу подобен серому чугуну, но содержание примесей ниже по сравнению с серым чугуном. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.
Ковкий чугун
Ковкий чугун представляет собой термообработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугуном. В зависимости от применяемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом железа вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вдоль точки излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
2. Очистка отливки
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, жир и масло, уделяя особое внимание области сварки. Отливочная корка может быть удалена шлифовкой. Очень важно, чтобы очищенная поверхность была протерта уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева/охлаждения. Это должно свести к минимуму накопление остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, при сварке, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
Любой предварительный нагрев следует проводить медленно и равномерно.
Теоретически можно использовать любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.
1. Ручная дуговая сварка металлическим электродом (MMA)
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные электроды. использовал. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля.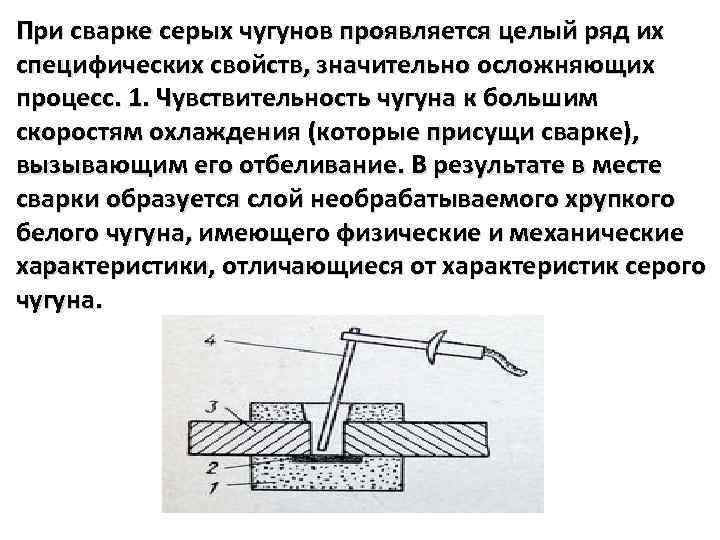 Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла сварного шва.
Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла сварного шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAG
Сварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГ
Сварка ВИГ может обеспечить чистый сварной шов на чугуне, но обычно не предпочтительна из-за сильно локализованных характеристик нагрева. сварщика.
сварщика.
Узнайте больше о сварке TIG
4. Сварка в кислородно-ацетиленовой среде
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для выработки тепла используется кислородно-ацетиленовая горелка. . Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.
Узнайте больше о кислородно-ацетиленовой сварке
5. Сварка пайкой
Сварку пайкой можно использовать для сварки деталей из чугуна, поскольку она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
Как и при других технологиях, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, улучшения смачивания, очистки поверхности и обеспечения стекания наполнителя по основному металлу.
Также возможна пайка ВИГ при более низкой силе тока для нагрева заготовки без расплавления чугуна. Аргоновый кожух горелки защищает зону пайки, а это означает, что нет необходимости использовать флюс, как при кислородном топливе.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендует использовать никелевую проволоку.
1. Стержни из 99% никеля
Эти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. 9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Прутки из 55% никеля
Менее дорогие, чем прутки из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Упрочнение
Когда сварной шов остывает и сжимается, возникает остаточное напряжение, что приводит к растрескиванию. Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием ударного молотка для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва, то есть для сварных швов, выполненных с использованием никелевых расходных материалов.
Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием ударного молотка для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва, то есть для сварных швов, выполненных с использованием никелевых расходных материалов.
Послесварочный нагрев
Слишком быстрое охлаждение чугуна может привести к растрескиванию. Процесс охлаждения можно замедлить с помощью изоляционных материалов или периодического нагревания. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью и охлаждение металла, когда огонь угасает.
Можно сваривать чугун, но это необходимо делать с использованием правильных методов и с осторожностью, чтобы избежать растрескивания. Большинство методов сварки требуют очистки поверхности материала, а для чугуна требуется предварительный и послесварочный нагрев, а также осторожное охлаждение.
